Преимущества использования
Как и любой предмет или техника, станок плазменной резки металла имеет свои положительные стороны в работе и структуре.
Вот основные из них:
- повышенная скорость обрабатывания металлических листов со средней и небольшой толщиной;
- на станках обрабатывается любой тип конструкции из металла;
- нагревается достаточно маленький участок металлической поверхности, благодаря чему обрабатывается заготовка, без использования тепловой деформации;
- у станка для плазменной резки металла с ЧПУ в результате получается фигурная либо гравированная резка, с помощью этой технологии выполняются самые трудные схемы;
- портальные машины плазменной резки абсолютно безопасны, поскольку в них не требуется встраивать дополнительный баллон с сжатым газом;
- обладает высокой скоростью и качественным срезом.
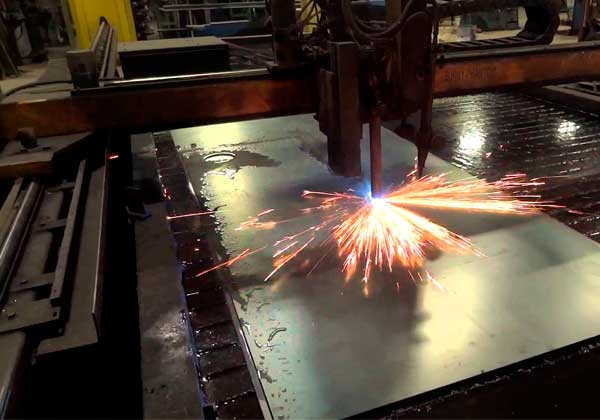
Что представляет собой плазменная резка
В отличие от газовой резки ее плазменный аналог не способствует перегреванию всего обрабатываемого изделия. Высокая температура возникает непосредственно в месте разделки металла, а остальные части изделия не прогреваются и не деформируются.
Принцип плазменной резки металла основывается на:
- выдаче необходимого напряжения источником тока (стандартное напряжение — 220 В, повышенное — 380 В, для резки металла на крупных предприятиях);
- передаче тока к плазмотрону (горелке) через кабели, в результате между анодом и катодом загорается электродуга;
- подаче компрессором по шлангам воздушных потоков в устройство;
- действии внутри плазмотрона завихрителей, направляющих потоки к электрической дуге;
- прохождении вихревых потоков воздуха через электродугу и создании ионизирующего воздуха, разогретого до высоких температур;
- замыкании рабочей дуги между электродом и обрабатываемой поверхностью при поднесении плазмотрона к ней;
- действии воздуха под большим давлением и высокой температурой на обрабатываемое изделие.
В результате получается разрез небольшой толщины с минимальными наплывами.

Дуга способна гореть в дежурном режиме, если аппарат не используется в конкретное время. При дежурном режиме горение поддерживается автоматически. При поднесении горелки к изделию дуга мгновенно переходит в рабочий режим и моментально разрезает металл.
После выключения аппарата производится его продувание для удаления мусора и остужения электродов.
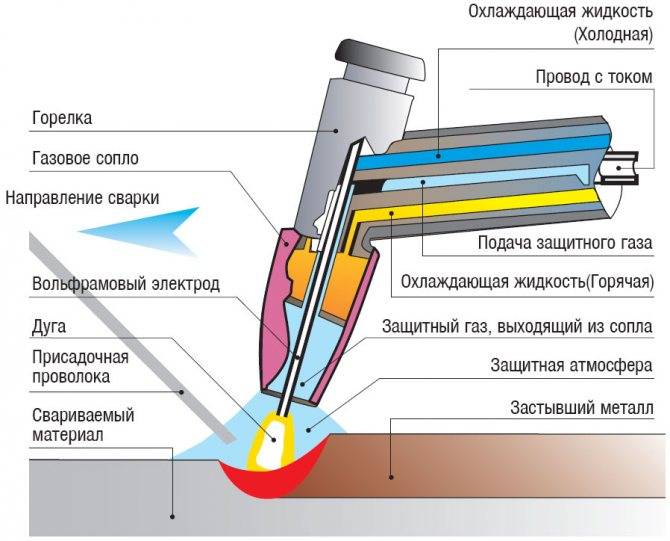
Электродуга универсальна в своем действии. Она способна не только разрезать, но и сваривать металлические изделия. Для сваривания применяют присадочную проволоку, подходящую к конкретному типу металла. Через дугу пропускают не воздух, а инертный газ.
Резка газовым резаком
До недавнего времени газорезка металла оставалось основным способом раздела металла, особенно если требовалось выполнить рез по сложному контуру, обработать кромку или получить отверстие. Преимущество в том, что для выполнения работ нет надобности в источнике электроэнергии.
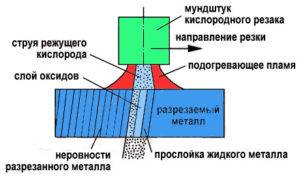
Резка металла газовым резаком выполняется следующим образом: воспламеняют смесь кислорода с горючим газом, полученным факелом разогревают металл в зоне реза до температуры горения, не менее 12000С . Подают струю кислорода.

Металл воспламеняется и получается линия реза. Чаще всего для резки используется кислород в смеси с пропаном. Газовой резкой обрабатывают стали, как углеродистые, так и легированные, титановые сплавы.
Оборудование для газовой резки
Для выполнения газовой резки требуется меньше навыков чем при сварке, потому что нет необходимости обеспечивать герметичность соединения. Из оборудования потребуется газовый резак, баллоны кислорода и пропана.

На каждом баллоне есть редуктор для регулирования давления. Газ от баллона к редуктору подается по шлангу высокого давления.
Перед тем как приступить к работе продувают шланги, чтобы очистить от грязи. Все шланги осматривают, места соединения с редуктором, все разъемные соединения проверяют на герметичность.
Проверяют исправность самого резака и продувают его кислородом. Для этого подсоединяют баллон с кислородом к месту крепления кислородного шланга. Баллон с горючим газом пока не подсоединяют. Устанавливают на редукторе 5 атм и открывают оба вентиля на резаке. Поднося палец ко второму штуцеру можно наблюдать, есть ли подсос. При его отсутствии, каналы резака необходимо продуть.
Порядок работы
Газовую резку выполняют, выдерживая пропорцию: 10 частей кислорода на 1 часть газа. Поэтому устанавливают на газовом редукторе 0,5 ати, а на редукторе кислорода 5 ати.
Для начала немного приоткрывают подачу пропана и поджигают газ. Соплом упираются в металл и понемногу начинают подачу кислорода. С помощью вращения вентилей можно отрегулировать величину пламени и получить необходимое пламя для работы
Чем толще металл предполагается разрезать, тем сильнее должно быть пламя, для чего необходима большая подача газа и кислорода.
Внимание: пламя регулируется при помощи давления кислорода регулирующего, а не режущего
 Горящее пламя подносится к металлу в том месте, где нужно выполнить рез, выдерживая расстояние между соплом и металлом в 5мм. Под действием пламени металл нагревается до требуемой температуры. Это происходит быстро, секунд за 10. Наблюдая за процессом замечают, что в этот момент металл как бы становится мокрым. Только металл воспламенится, тут же включают режущий кислород.
Горящее пламя подносится к металлу в том месте, где нужно выполнить рез, выдерживая расстояние между соплом и металлом в 5мм. Под действием пламени металл нагревается до требуемой температуры. Это происходит быстро, секунд за 10. Наблюдая за процессом замечают, что в этот момент металл как бы становится мокрым. Только металл воспламенится, тут же включают режущий кислород.
Для того чтобы избежать обратного удара пламени, который может сопровождаться хлопком, включают режущий кислород постепенно.









В этом случае кислород сам загорится как только дотронется к горячей поверхности металла. На видео показано, как с помощью газовой резки можно вырезать фигуры самой сложной формы.
https://youtube.com/watch?v=As_aeFgXRbA
На качество резки влияет скорость сварки. Контролируют скорость ориентируясь на искры в зоне резки. Если искры впереди, это означает что скорость недостаточна. При высокой скорости искры находятся позади резака, в этом случае трудно качественно разрезать заготовки.
Для того чтобы выполнить отверстие, место нагревается до требуемой температуры, подается режущий кислород. Металл воспламеняется. Резак подается в зону металла и пробивается отверстие.
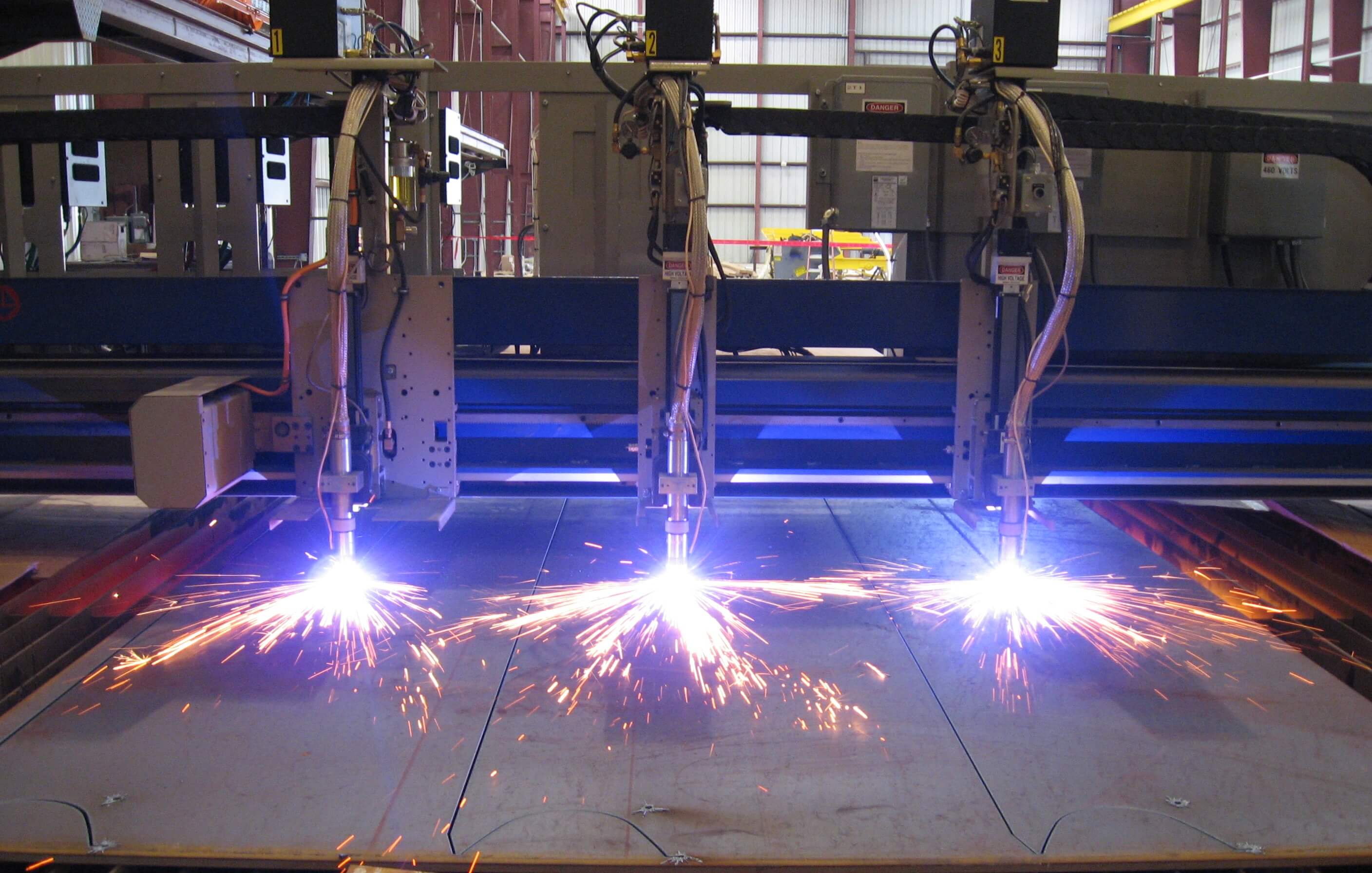
Плазморезы с ЧПУ
Среди оборудования для реза плазмой автоматизированные станки, работающие на программном обеспечении – востребованная технология во многих промышленных сферах. С их помощью изготавливаются элементы металлоконструкций для строительства, узлы и механизмы для машиностроения, комплектующие для сельскохозяйственной техники, дверные группы, стеллажи.
Как работает плазморез на программном обеспечении?
Модельный ряд плазменных ЧПУ-станков может отличаться типом, схемой, подачей, обрабатываемого материала. Но все они имеют общие элементы.
- Система, подающая газ в плазмотрон;
- Раскроечный стол укомплектован поворачиваемой поверхностью.
- Система креплений на магнитах и устройство, передвигающее режущий инструмент.
- Контролирующий датчик высоты горелки над заготовкой.
- Рельса из профиля с зубчатыми рейками.
- Система числового программного управления.
Принцип функционирования оборудования прост, состоит в следующем алгоритме:
Воздушный поток поступает на резак с давлением. Он соприкасается с электродом получает температуру до 3000. Ионизированный воздух становится электропроводным. Металлопрокат плавится от контакта, а отрезанный под давлением кусок отбрасывается.
Для работы станка составляется программа, вводятся параметры. Станок без оператора или с его минимальным участием выполняет необходимые действия.
Рез плазмой на чпу-станках имеет ряд эксплуатационных преимуществ:
- все операции по резу металлических листов при условии сложности конфигурации проводятся точно по заданным параметрам и имеют абсолютную точность;
- низкое потребление электричества;
- работа станка не требует производственных издержек, что позволяет повысить рентабельность производства;
- высокая производительность;
- ЧПУ-станки могут выполнять работы по раскрою листов разного металлопроката, сталей низколегированных и углеродистых, чугуна 0,5 – 150 мм делая срез качественным и чистым при отсутствии дополнительных операций по зачистке торцов;
- безопасность работы станка – отсутствие выхода газа, огня;
- опция по определению толщины обрабатываемого металлического листа;
- простота в эксплуатации и обслуживании.
Минусов у плазмозеров с ЧПУ нет. Единственный недостаток – не возможность проводить раскрой высоколегированных металлических листов, толщина которых больше 100 мм и титана.

Особенности резки плазмой на станках с ЧПУ
Применяя станки-чпу, необходимо учитывать технические характеристики оборудования, химический состав смесей, размеры изделий, нюансы обработки.
При маленькой толщине металлопроката (до 10мм) хватит температуры, которую имеет маломощная дуга плазмы. При большей толщине заготовки, производят раскрой, дополнительно выполнив стабилизацию дуги. Если толщина материала превышает 10 сантиметров нужно оборудование, которое будет формировать дугу с высоким воздействием.
Также имеет значение вид источника. Тонколистовая сталь (6мм) обрабатывается малым током. При обработке листов, толщина которых более 1,2 см, применяются источники с высоким током. При слабом же источнике, срез будет зашлакованным.
Не менее важен выбор химсостава для обработки заготовок. Это смеси, в которых есть аргон, водород и азот. Так для медных сплавов чаще используется водород, для латуни и алюминия применяют азот с водородом.
Также нужно учитывать, что для получения качественного реза необходимо применять кислород.
Стол станка должен быть оборудован системой дымоудаления и металлических отходов.
Рез контролирует ЧПУ-блок, а программное обеспечение следит за укладываемыми металлическими листами на рабочий стол, выдавая оптимальный режим. Также программное обеспечение делает расчет времени, количества элементов, выполняет отчет.
Востребованы следующие типы плазморезов:
- со стационарным размещением. Это аппараты консольного, шарнирного, портального типа, режущие металл плазмой;
- переносные (мобильные) модели, выполняющие такую же функцию – рез металла плазмой, которые оснащены системой числового программного управления.
Свойства технологии
Промышленные и бытовые приборы объединяют общие принципы работы плазменной резки:
- создание электродуги;
- образование ионизированного газа;
- создание высокоскоростного потока плазмы;
- воздействие этой активной средой на обрабатываемый материал.
Для плазменно-дуговой резки характерны:
- Температура потока. Величины находятся в диапазоне 5000–30000°C. Определяется видом обрабатываемого материала: нижние значения используют для цветных металлов, верхние — для тугоплавких сталей.
- Скорость потока. Значения в пределах 500–1500 м/с. Настраивается под определённый вид обработки:
- толщина заготовки;
- вид материала;
- тип распила (прямой или криволинейный);
- длительность работы плазматрона.
- Газ, применяемый для плазменной резки. При обработке чёрных металлов (сталей) используют активную группу, — кислород (O2) и воздух. Для цветных металлов и сплавов, — неактивную: азот (N2), аргон (Ar), водород (H2), водяной пар. Объясняется тем, что цветные металлы окисляются кислородом (начинают гореть), поэтому применяется среда защитных газов. Кроме этого, комбинируя состав газовой смеси, можно повысить качество обработки.
- Ширина разреза. Здесь наблюдается прямая последовательность: с ростом показателей, увеличивается ширина реза. На её величину влияет:
- толщина метала и его вид;
- диаметр сопла;
- сила тока;
- расход газа;
- скорость реза.
- Производительность. Определяется скоростью обработки. Например, для бытовых агрегатов и по ГОСТ, величина не превышает 6,5–7 м/мин (
0,11 м/сек). Зависит от толщины, вида металла, скорости газовой струи. Естественно, что с увеличением размеров, скорость обработки падает.









Качество обработки
Качество реза — важный фактор при обработке металла, особенно, если это плазменная резка труб. Определяется режимом работы, мастерством исполнителя. Плазменно-дуговая резка регламентируется ГОСТ 14792-80. Международный стандарт качества — ISO 9013-2002.
Документами определяются основные критерии:
- Допуск на перпендикулярность или угловатость. Показывает отклонения от перпендикуляра и плоскости реза к поверхности обрабатываемого изделия.
- Оплавление верхнего края. Трещины в точках обработки не допускаются. Верхний край может быть острым, оплавленным, оплавленно-нависающим.
- Шероховатость. По ГОСТ делится на три класса, 1, 2 и 3.
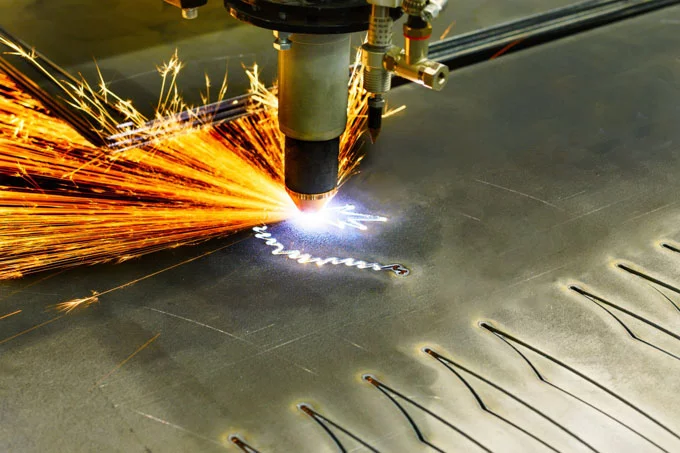
Как работает плазменная резка
устройство плазменной резки
Плазма представляет собой ионизированный газ, который обладает электропроводностью и содержит в себе заряженные частицы. В качестве плазмообразующих могут использоваться активные газы (кислород или смесь газов — воздух) и неактивные газы (водород, аргон, азот). Их нагревание и ионизация при помощи дугового разряда происходят в плазмотроне. Чем выше поднимется температура газа, тем больше он будет ионизирован. Температура плазменного потока достигает до 6000 градусов по Цельсию.
Чтобы осуществить плазменную резку пластин металла, сперва нужно их надежно закрепить на станке. Затем между обрабатываемым материалом и форсункой происходит короткое замыкание, в результате которого зажигается электрическая дуга. Чтобы зажечь основную дугу, может использоваться дежурная. Она образуется при помощи осциллятора и имеет силу тока 25-60 А. Затем под большим давлением в сопло подается газ, который под воздействием электричества превращается в плазму, которая выходит из аппарата со скоростью 500 – 1500 м/с. Технология плазменной резки металла предполагает, что металл в области разреза расплавляется и выдувается во время перемещения резака.
плазмотрон
Знаете ли вы, что принцип плазменной резки металла несколько отличается для каждой из ее разновидностей? Это обстоятельство стоит учитывать, так как грамотный подбор инструментов и материала – залог энергоэффективности проводимых работ.
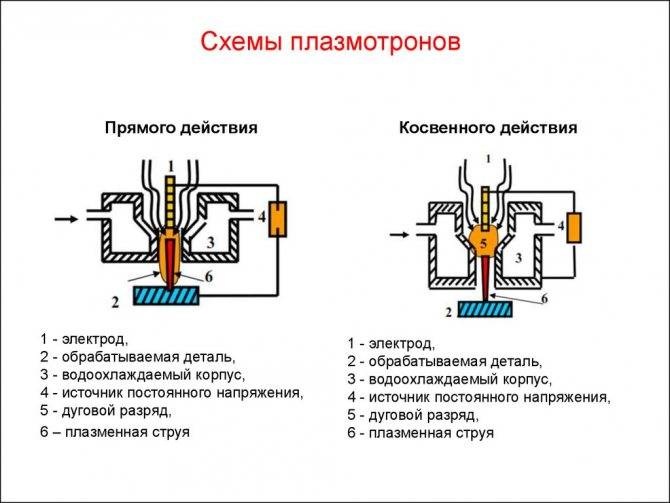
- При ручной резке плазменной струей электрод и детали сопла, даже если источник питания отключен, соединены. Если нажать триггер, через этот контакт пойдет постоянный ток, который также запустит поток плазменного газа. Электрод и сопло разомкнутся только тогда, когда давление плазменного газа будет оптимальным. Затем возникнет электрическая искра, и под действием высоких температур образуется плазма. Электрический ток переместится на контур, охватывающий электрод и разрезаемый металл. Если триггер отпустить, подача тока и воздуха прекратится.
- При высокоточной резке плазменной струей электрод и детали сопла не соприкасаются. Для их изоляции предназначен завихритель. Когда включается источник тока, начинается предварительная подача газа в плазмотрон. Вспомогательная дуга в это время служит для питания сопла (подключение к «+» потенциалу) и электрода (подключение к «-» потенциалу). Затем вырабатывается высокочастотная искра, и ток от электрода к соплу идет уже через образованную плазму. Плазменная струя начинает разрезание металла, и контур тока переходит от электрода на обрабатываемую поверхность. После этого источник тока устанавливает оптимальную силу тока, происходит регулировка потока газа.
Зная, как работает аппарат плазменной резки, а также специфику работ, которые вам предстоят, можно собрать устройство плазменной резки своими руками, благо инструкции для этого широко представлены на просторах интернета. Наиболее подходящий для преобразования механизм — сварочный инвертор. Бытовым плазморезом можно не только разрезать металл, но и произвести плазменную сварку.
Устройство и работа агрегатов для плазменно-газовой резки
Пламя, выделяющееся при сгорании металла в кислороде, выполняет следующие функции:
- Обеспечивает подогрев смежных зон разделяемой заготовки, в результате чего плазморезка металлов происходит непрерывно.
- Поддерживает на постоянном уровне интенсивность окислообразования, предупреждая тем самым формирование корки шлаков (что особенно нежелательно при резке тонколистового металла).
- Создаёт защитную зону вокруг кислородной струи, обеспечивая стабильность процесса горения.
- Дополнительно разогревает нижнюю кромку разделяемого металла, вследствие чего качество реза по всей толщине остаётся одинаковым.
Для обеспечения всех отмеченных задач, установки для газоплазменной резки включают в себя следующие узлы:
- Инструментальную головку (фирмы-производители обычно комплектуют её наборами сменных сопел с различным диаметром и профилем конфузорного отверстия).
- Рамный портал, в котором устанавливается инструментальная головка, и который производит её передвижение по разрезаемому металлу.
- Трубопроводы, обеспечивающие подачу кислорода в зону обработки.
- Компрессор, служащий для обеспечения требуемого расхода кислорода и его давления в зоне резки.
- Механизм перемещения портальной рамы.
- Рабочий стол, который оборудуется направляющими и системой трёхкоординатной фиксации заготовки.
- Компьютеризированную систему управления движением головки и рамного портала с цветным сенсорным монитором.
Опционально в состав оборудования включается также дополнительный суппорт, на котором может быть смонтирована сверлильная головка, комплект оснастки для разделения трубчатых заготовок (используется вращение головки в процессе разделения), контрольно-измерительные датчики и т.д.

Плазморезка металла, которая генерируется струёй кислородсодержащего пламени, обеспечивает следующие технологические возможности:
- точность реза, мм — ± 0,1…0,25 мм по всем трём осям (с увеличением толщины разделяемого металла точность снижается);
- скорость перемещения инструментальной головки по стали, м/мин – до 4 (при оптимальных значениях давления газа);
- скорость нерабочего передвижения инструментальной головки, м/мин – до 45;
- ход инструментальной головки, мм – до 300;
- скорость резания, мм/с – до 250…400;
- максимальный диаметр разрезаемой трубы, мм – до 500.
Газоплазменная резка имеет ряд недостатков. Главным из них считается частичное оплавление кромки заготовки, вследствие чего её нельзя непосредственно направлять на сборку, сварку или иной вид последующей обработки. Грат зачищается либо специальными приспособлениями, которые часто входят в комплект установки, либо на дополнительном оборудовании.
Второй существенный дефект рассматриваемого способа – наличие окисной плёнки на поверхности разделения, для чего заготовку после резки необходимо подвергать очистке травлением.
Также необходимо отметить, что при резке толстолистового металла возможно коробление длинных и узких заготовок вследствие появления термических напряжений и потерей заготовкой своей продольной устойчивости.

Выбор правильного режима
Правильная организация подачи тока играет важную роль. Она предопределяется техническими характеристиками плазмотрона и используемым режимом резки. Неправильно выбранный режим резки может привезти к двойному дугообразованию (когда дуга горит с электрода на сопло, а с сопла на металл). Это разрушает сопло и электрод, также деформирует края вырезаемой заготовки. Чтобы правильно выбрать режим, следует знать некоторые показатели. В первую очередь, его выбор зависит от:
- типа разрезаемого материала;
- диаметра сопла;
- толщины разрезаемого листа;
- средней ширины реза;
- силы тока;
- напряжения;
- скорости резки.
Для ориентирования в выборе режима можно воспользоваться данными из нижеприведенной таблицы. В ней представлены средние параметры, на примере воздушно-плазменной резки.
| Тип разрезаемого металла | Толщина(мм) | Диаметр сопла(мм) | Сила тока А | Скорость резки(м/мин) | Средняя ширина реза(мм) |
| Сталь | 1-10 | 0,9-1,1 | 40-60 | 2-0,2 | 1-1,3 |
| 10-15 | 1,4 | 60-90 | 1,8-0,3 | 1,5-1,8 | |
| 15-20 | 2,7 | 90- 140 | 1,5-0,5 | 1,8-2,2 | |
| 20-25 | 1,9 | 100-150 | 1,2-0,15 | 2-2,5 | |
| Алюминий | 1-15 | 1,4 | 60-90 | 1,5-0,5 | 1,5-2 |
| 10-30 | 1,7 | 90-140 | 1,2-0,5 | 2-2,5 | |
| 20-40 | 1,9 | 100-150 | 0,5-0,1 | 2,5 | |
| Медь | 10 | 3 | 300 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||
| 30 | 0,7 | 4 | |||
| 40 | 0,5 | 4,5 | |||
| 50 | 0,3 | 5,5 | |||
| 60 | 3,5 | 400 | 0,4 | 6,5 |
С учетом поставленных задач для плазменной резки, показатели могут быть изменены. После того, как необходимые параметры выставлены, следует проверить работу аппарата. Для этого надо сделать пробный надрез с завышенной силой тока. Так можно отрегулировать скорость раскроя и силу тока.
Отдельные модели станков для плазменной резки
Рассмотрим отдельные модели станков-плазморезов, сравнивая их основные характеристики, производительность и цены.
Cut 40
Современный плазморез Cut 40 Кедр применяется для резки металлических заготовок толщиной 16 мм и меньше. Имея вполне солидные характеристики, этот аппарат вполне оправдывает свою стоимость в 23000 рублей. Плазморез Кедр режет практически все металлы, проводящие электрический ток. Это и нержавеющие стали, изделия из чугуна и меди, латунные и бронзовые заготовки.






![Ручная плазменная резка [аппараты, оборудование, видео]](https://lab-metr.ru/wp-content/uploads/7/0/9/7097558455132f4850323d8705abf73c.jpeg)

Дополнительно в комплект поставки Кедра входит плазмотрон РТ-31 для образования направленной струи плазмы. Подвод к плазмотрону электрического тока и поздуха производится по гибкому рукаву, который не сковывает резчика в работе.
Аппарат не приводит к короблению металла в прилегающей к резке зоне, листовая сталь не изменяет свою внутреннюю структуру. Рез представляет собой чистую зону, в которой не образуются заусенцы или дефекты другого вида. Как только на предприятии начинают пользоваться этим плазменным резаком, о пропано-кислородной резке срузу все как бы забывают.
Аврора
Следующий рассматриваемый аппарат – плазморез Аврора. Это оборудование предназначено для резки сталей как мягкого класса, так нержавеющих и легированных. Применяется Аврора ещё для резки алюминия и меди, сплавов другого содержания. При стоимости от 21 тыс. рублей в зависимости от модификации аппарат очень экономен в расходе электроэнергии, позволяет получать резы высокого качества без деформирования прилегающей к резу зоны основного металла заготовки.
Максимальная толщина разрезаемого металла – 20 мм. Устройство использует в работе сжатый воздух и может длительное время работать, не перегреваясь. На строительных площадках актуальность этого аппарата высока за счёт того, что он отлично работает с углеродистыми и нержавеющими сталями. У него есть удобный переключатель токовых режимов горения плазмы. Срок гарантии на этот прибор составляет 2 года.
Ресанта
Инверторный плазморез Ресанта представляет собой аппарат, очень удобный в переноске. С его помощью можно быстро, точно и качественно резать металл как листового проката, так и другой формы. При этом деформации, возникающие в прилегающей зоне термического влияния минимальны. В аппарате предусмотрена плавная регулировка силы тока с возможностью выставления точных его значений.
Давление в рукаве подаваемого к аппарату сжатого воздуха должно быть не меньше 0,5 Мпа. Резка чёрно-белой стали допускается при толщине заготовки до 8 мм, нержавеющей стали – до 5 мм. При стоимости в 29 тыс. рублей Ресанта очень удобен в использовании и при интенсивной эксплуатации вполне соответствует затратам на его приобретение.
Blueweld
Итальянский плазморез Blueweld питается от напряжения в 220 В и при работе потребляет максимальную мощность в 4,5 кВт. Токовая нагрузка в зависимости от режима работы колеблется от 7 до 40 А.
Он применяется для плазменной дуговой резки различных стальных сплавов и цветных металлов. Главное достоинство этого аппарат – высокая скорость резки, сочетающаяся с отличным качеством получаемых изделий. Стоимость аппарат составляет в настоящее время 60 тыс. рублей. В комплект поставки входят кабель массы, токовые клещи и четырёхметровый подводящий рукав.
Горыныч
Многофункциональный плазморез Горыныч генерирует низкотемпературную электродуговую плазму путём разогревания и испарения до состояния ионизации рабочей жидкости.
Плазморез Горыныч состоит из двух блочных модулей – плазменного генератора и блока питания. Аппарат очень удобен как в домашнем хозяйстве, так при выполнении ремонтных и строительных работ. Рабочей жидкостью, по-другому расходником, из которого получают пары для плазмы, является дистиллированная вода или 45% спирт. Установка может работать с материалами самой разной природы, включая некоторые неметаллические заготовки. Им также можно резать, варить или разогревать изделия в режиме паяльной лампы. В последнем случае плазмотрон Горыныча используется в качестве простой горелки. Стоимость Горыныча в настоящее время составляет 29 тыс. рублей.