Отточка сверла автоматическим способом
Схема заточки сверла.
Ориентироваться следует именно на него, затем проверяется состояние инструмента. Присутствие значительных дефектов дает право на пользование наждаком с грубым основанием. Если степень затупления невысокая, можно провести обработку доводочным кругом. Процесс отточки бура проводится в такой последовательности: первым делом проводится обработка верхней кромки, при надавливании на которую осуществляется ее соединение с точильным кругом.
Как только заднее основание будет обработано и приобретет облик точного конуса, проводится отделка режущей части у бура. Затем осуществляется завершающая доводка. В результате правильности проведения действий размеры перемычки для сверл сечением 8 мм и более приравниваются 0,4 мм. Если эта деталь достаточно крупная, ее величина равна 1-1,5 мм. Понять процесс очинки бура сначала можно на любых других поверхностях.
Автоматический станок предназначен для обработки стальных буров сквозного и глухого типов, а также чугунов и сплавов с твердым покрытием
Оснащение такого характера наделяется различными функциями, берущими во внимание разновидности наточки, ее габариты и иные показатели. При работе на станочном оборудовании угол легко меняется, начинать можно от 90° и заканчивать показателями в 140°
Подобное оборудование используется в промышленном и бытовом пользовании. Второй вариант представляет собой станки небольшого размера, удобные для использования дома. Их предназначением является заточка сверла незначительных размеров.
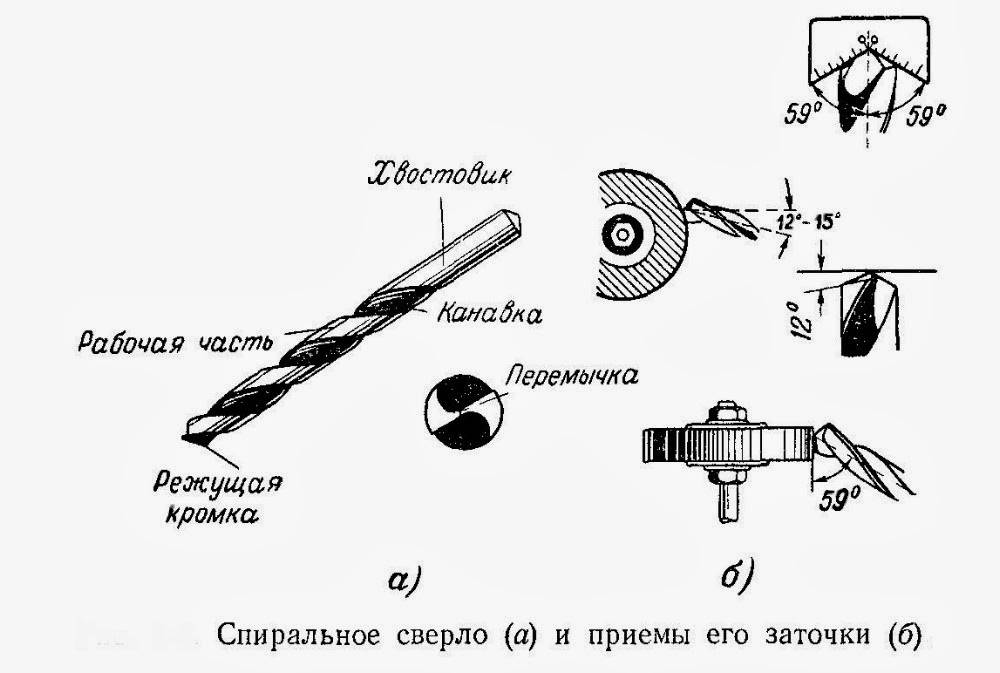
Назначение и конструктивные особенности инструмента
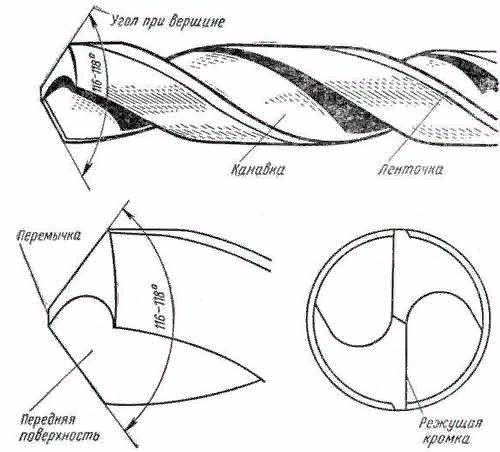
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Уровень наклона сверла при обработке древесины
Приемы сверления.
Дерево просверливается коловоротом или сверлилом. Для этого применяются определенные патроны в виде зажимов. Сверлило в виде винта ручного типа используется для изготовления пазов, их сечение составляет 5 мм. В момент проведения подобных мероприятий учитываются следующие факторы:
- жесткость дерева;
- наличие и точки нахождения трещин;
- глубинные показатели сверления;
- наличие гвоздей и инородных предметов.
Рыхлая структура дерева требует зенкования, а проемы значительного размера вначале просверливают с помощью тонкого сверла для придания ему нужного направления. Сквозное отверстие в момент выхода бура закрывается деревянным бруском.
В момент проведения работ инструмент должен быть направлен в противоположную от мастера сторону, глаза защищаются специальными очками. Должно быть оценено покрытие этого элемента, его центрирование в патроне.
Просверливание отверстий в древесине не предполагает излишней остроты бура, оно может работать и без периодической наточки. Но использование металла требует таких показателей в обязательном порядке. Уровень наклона сверла по дереву равен 140°.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
2 Подготовительный этап работы
Перед тем как приступать к работе, понадобится надеть очки и рукавицы, после чего подготовить резервуар с водой.
 Очки и рукавицы
Очки и рукавицы
Мелкая пыль и искры будут отлетать от точила и разлетаться во все стороны. Если не закрыть руки и лицо, то данные мелкие частицы могут сильно порезать открытую кожу. Однако особо опасны они для глаз, которые не защищены. Если пыль попадет в глаза, то могут появиться проблемы со зрением, а в некоторых случаях возможна полная его потеря.
Резервуар с жидкостью необходим для того, чтобы охлаждать устройство, так как в процессе заточки оно будет нагреваться от трения о прокручивающуюся плоскость круга. Если сверло не будет своевременно охлаждено, то оно быстро перегреется и в будущем во время работы сломается.
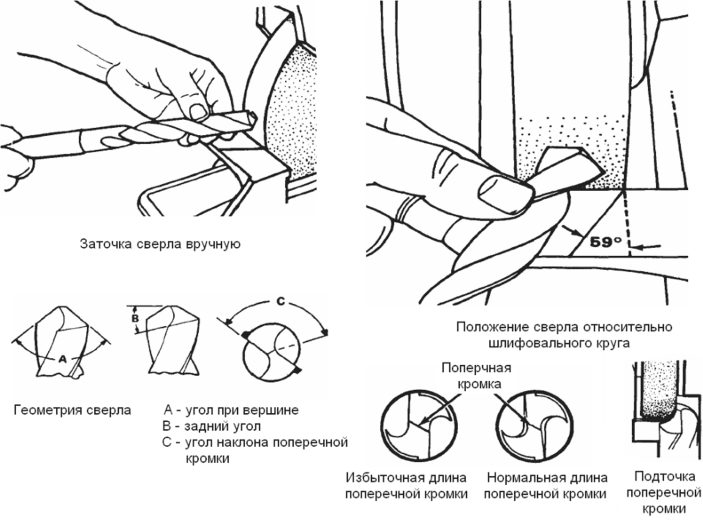
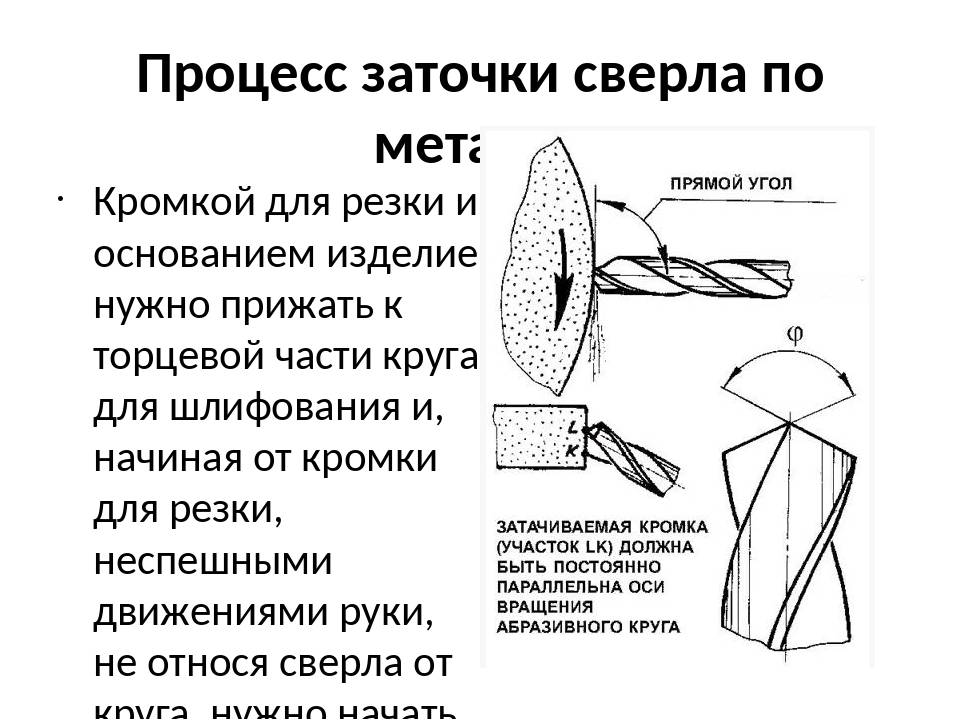
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности.
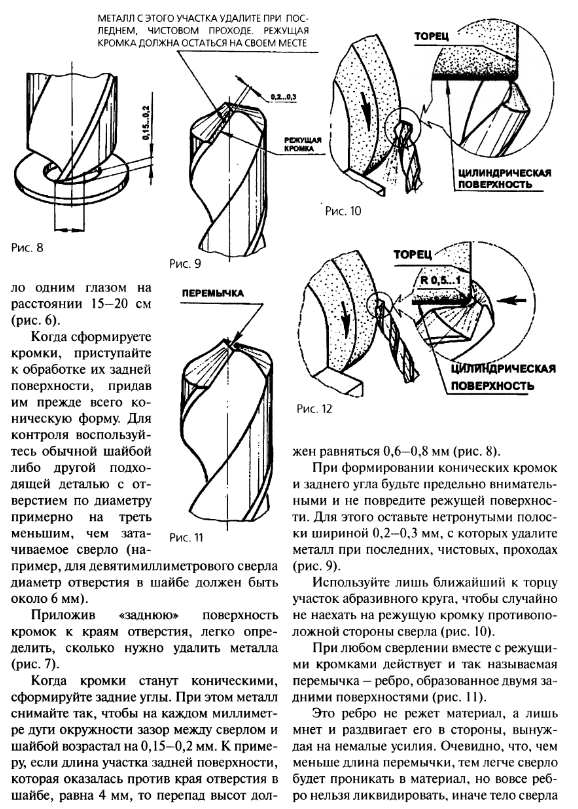
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы. Из-за нагревания они разлетаются в виде искр
Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Рекомендации по использованию станка
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки.
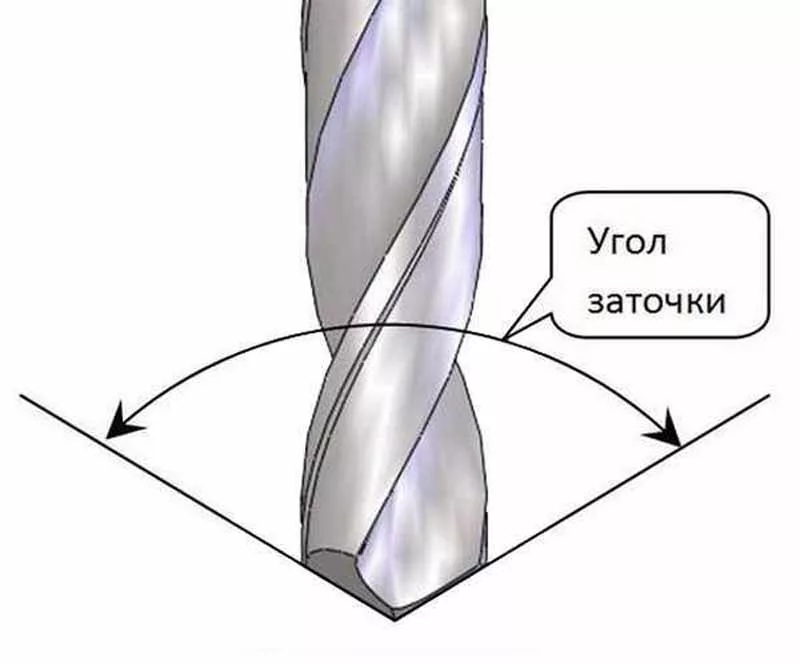
В первую очередь следует определиться с необходимым углом заточки.
Важно расположиться так, чтобы шлифовальный круг находился справа.
Следует выполнить центровку. Для этого большим и указательным пальцем берут рабочую поверхность, а вторая рука держит хвостовую кромку.
Сверло по металлу необходимо вращать таким образом, чтобы режущая кромка располагалась параллельно.
Немаловажным моментом является устранение зазубрин.
Все движения следует выполнять в определенной последовательности
Так, левую руку перемещают влево вниз, а правой двигают по часовой стрелке.
Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением. Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.




Оглавление
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
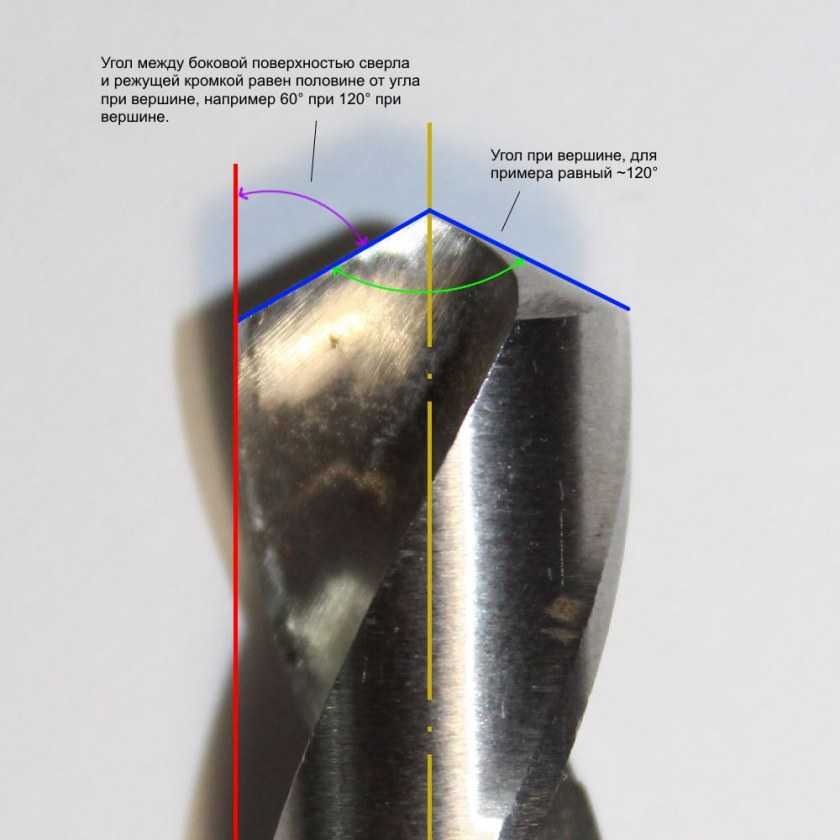
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
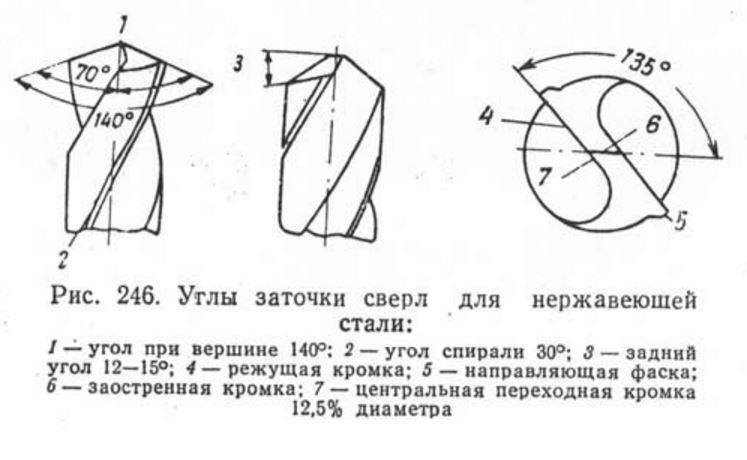
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
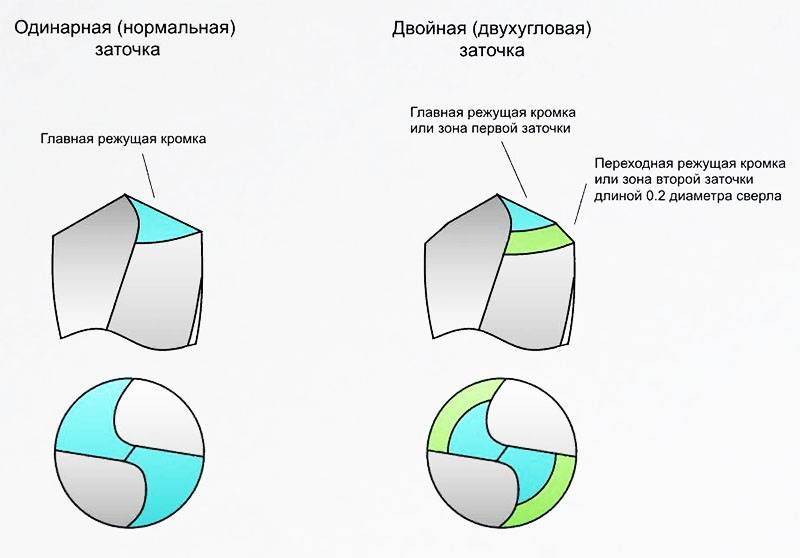
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
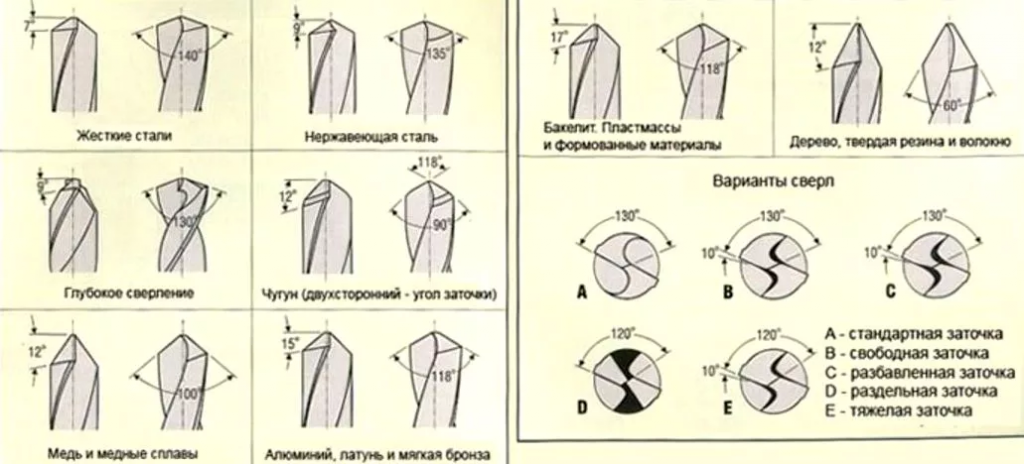
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
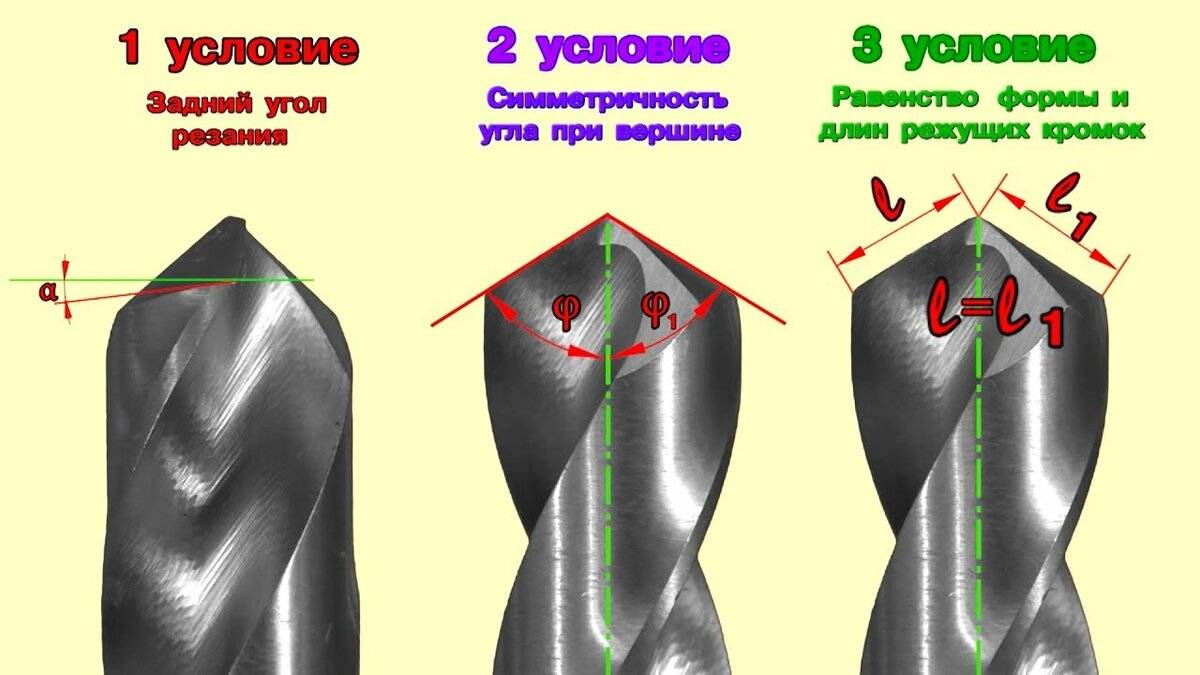
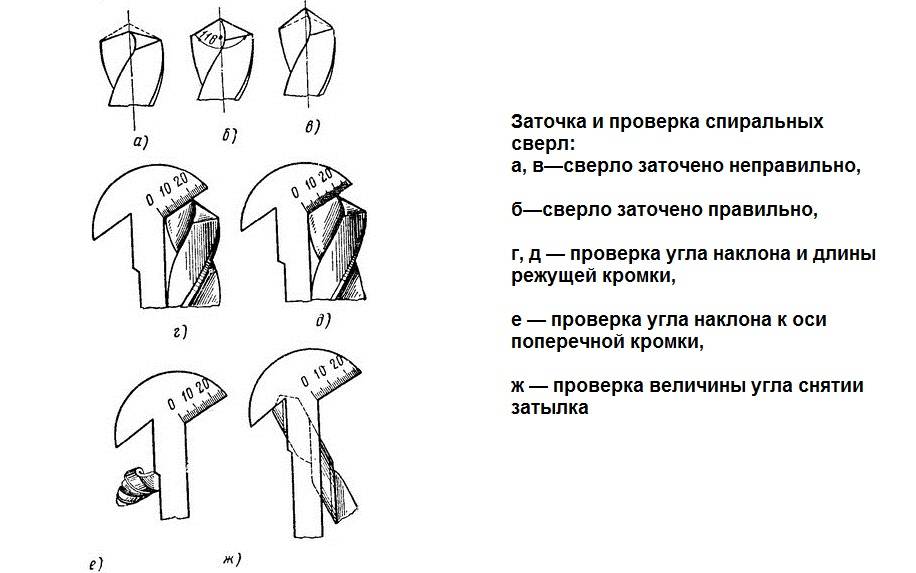
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга
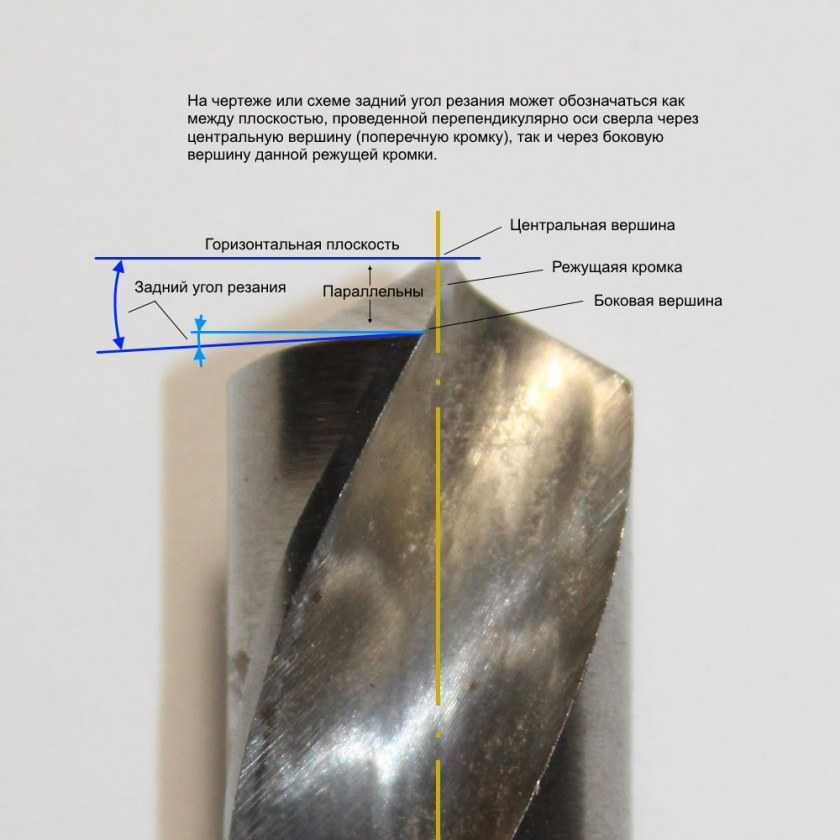
Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус
Далее производится обработка режущей поверхности
Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров
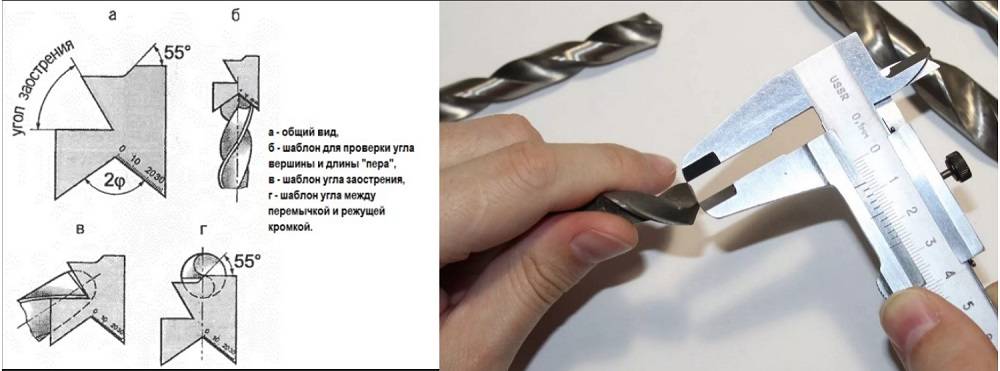
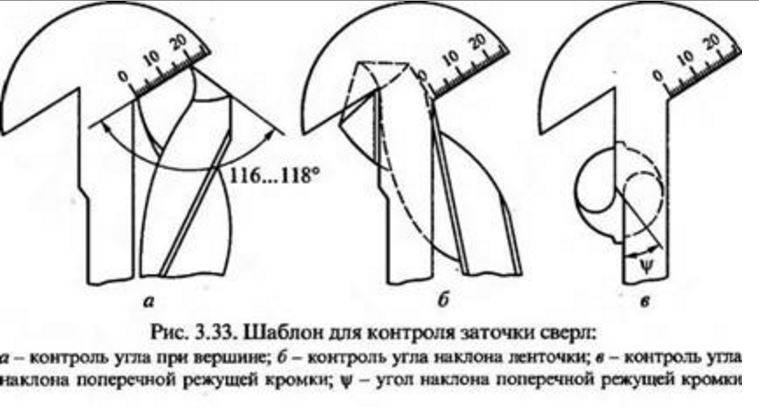
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Доводка после заострения сверла
 Без чистовой обработки изделия не получится устранить шероховатости и добиться гладкой поверхности. Ко всему прочему, свёрла, подвергающиеся доводке, обретают износостойкость.
Без чистовой обработки изделия не получится устранить шероховатости и добиться гладкой поверхности. Ко всему прочему, свёрла, подвергающиеся доводке, обретают износостойкость.
Желательно её выполнять точильными кругами, изготовленными из зелёного карбида кремния
Осуществляя доводку важно соблюдать симметричность осей. Чтобы не допустить ошибки, лучше проверить правильность заточки угла сверла шаблоном, который можно сделать самостоятельно из таких материалов:
- Алюминий.
- Медь.
- Сталь.
Листы из них должны иметь толщину примерно 1 мм. Наиболее долговечными получаются изделия из стали. Посредством шаблона удастся выяснить длину кромок для резки, а ещё угол между перемычкой и режущей частью. Его делать следует перед началом использования нового инструмента, чтобы перенести с последнего нужные углы.
Проще всего определить правильность подточки — осуществить пробное сверление. Когда режущие перья заточены неравномерно, у менее нагруженной части стружка из отверстия будет выходить в малом количестве. Иногда она вылетает лишь через одно углубление. Причём диаметр проделанной выемки может превышать толщину сверла.
После заточки сверла по металлу, необходимо обратить внимание на его симметричность. Чтобы удостовериться, насколько правильно проведена работа, понадобится обычная дрель
Таким инструментом сверлят пластик, а затем проверяют с какой стороны больше пойдёт стружки. Именно эту грань и надо будет доработать.


Правила хранения новых и заточенных изделий
В процессе переноски и хранения свёрл по металлу, необходимо следить, чтобы они не тёрлись друг о друга. Помните, что доставая приспособление из общей коробки, режущие рабочие кромки будут тупиться о соседние изделия.
Поэтому лучше сделать индивидуальные втулки или отверстия для хранения их в вертикальном положении. Вдобавок ко всему, рекомендуется подписать размеры, чтобы поиски сверла необходимого размера не занимали много времени. Безусловно, надо контролировать влажность в помещении, чтобы избежать коррозии изделий.
Основной рабочий процесс
Инструменты и материалы:
- сверло;
- зажим;
- корундовый круг.
Способы кустарной заточки у каждого человека свои, причем нередко они отличаются большой оригинальностью. Кто-то точит при помощи болгарки с алмазной фрезой, а кому-то ближе рашпиль, но оба этих варианта подходят лишь для поверхностной заточки, ибо не дают особой точности и качества. Такие ходы допустимы только в тех случаях, когда надо поправить концы инструмента для работы перфоратором, но не более.
Схема заточки сверл.
В домашних условиях инструмент применяется во много раз реже, нежели в промышленности, поэтому и производить надо гораздо реже. Многие и вовсе приобретают новые взамен старых, т.к. процесс трудоемкий, а купить гораздо проще.
Проще всего произвести заточку при помощи корундового круга по аналогии со всеми остальными металлоизделиями. В процессе работы через каждые 10 сек следует делать перерывы для охлаждения металла, т.к. в противном случае есть немалая вероятность, что твердосплавный пластик может отвалиться.
Если же перегрев идет очень быстрый, то можно воспользоваться водой, но не следует особо усердствовать, т.к. это тоже действует деструктивно (если удалось прозевать тот момент, когда металл раскалился, нужно уже ждать остывания на воздухе, ибо вода его просто расколет).
Во время рабочего процесса нужно внимательно следить и за равномерностью заточки, чтобы в итоге все получилось идеально симметрично. Даже если сама заточка удастся плохо, то потом все еще можно выправить, тогда как в случае искривления сверло лопнет при 1 же подходе с большой долей вероятности. Если же вольфрамо-титановый сплав окажется очень надежным, то кромка будет тупиться лишь с 1 стороны, что значительно ускоряет нагрев металла, а вместе с этим понижает скорость работы.
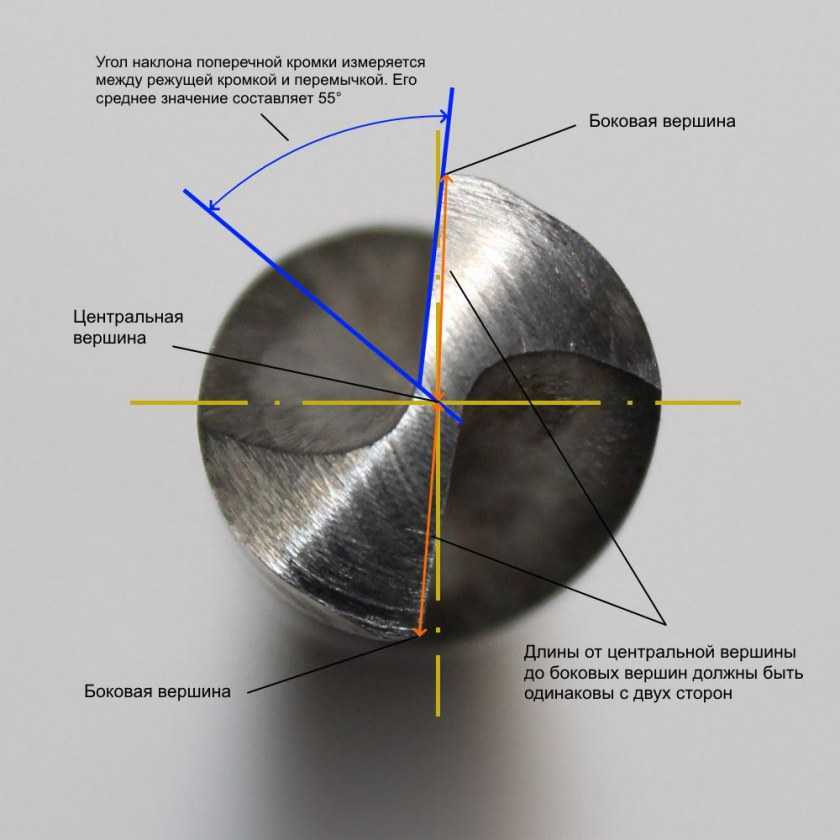
Еще 1 важный фактор – расположение режущих кромок. Они должны быть идеально прямыми, а их точка пересечения должна быть ровно в центре. От точки пересечения зависит равномерность работы, поэтому нужно отнестись к этому шагу не менее внимательно, чем к любому другому.
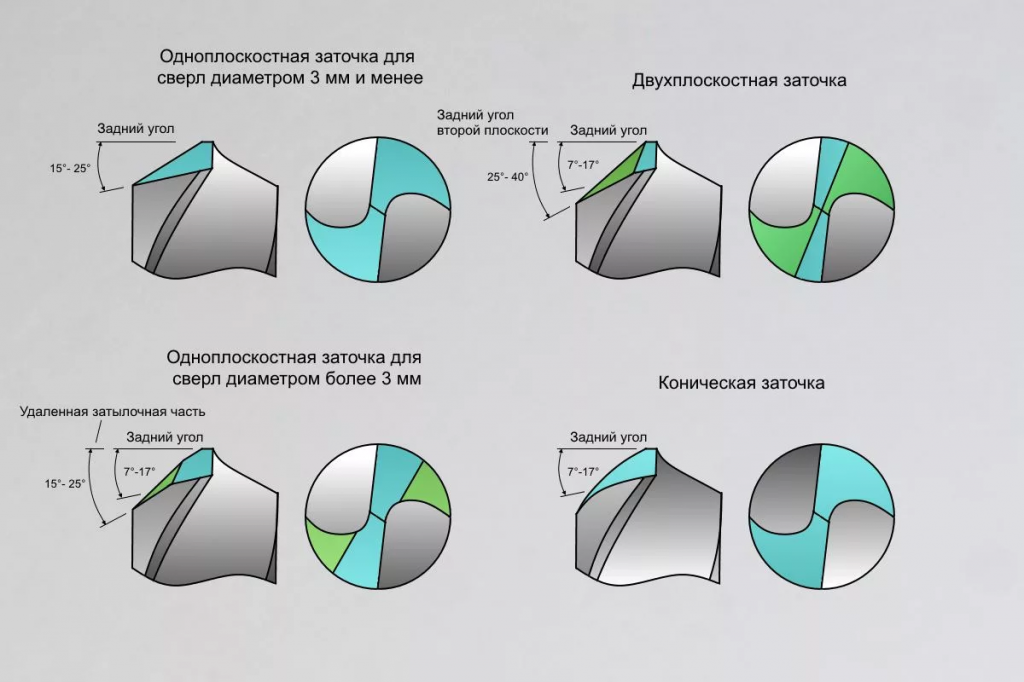
Существует 3 основных вида заточки:
Цилиндрическое сечение сверла.
- Коническая. Самый распространенный вариант, т.к. самый простой. Нужно закрепить сверло на платформе, после чего подносить к точильному кругу на 5-10 сек, затем отводить и проворачивать. Такая процедура достаточно быстрая, поэтому опытные мастера могут добиться идеального результата за 1-2 мин.
- Винтовая. Гораздо сложнее, но и гораздо интереснее, т.к. требует большей сноровки на начальном этапе. Заточка осуществляется при помощи алмазного круга, а после завершения надо надфилем сделать пропилы.
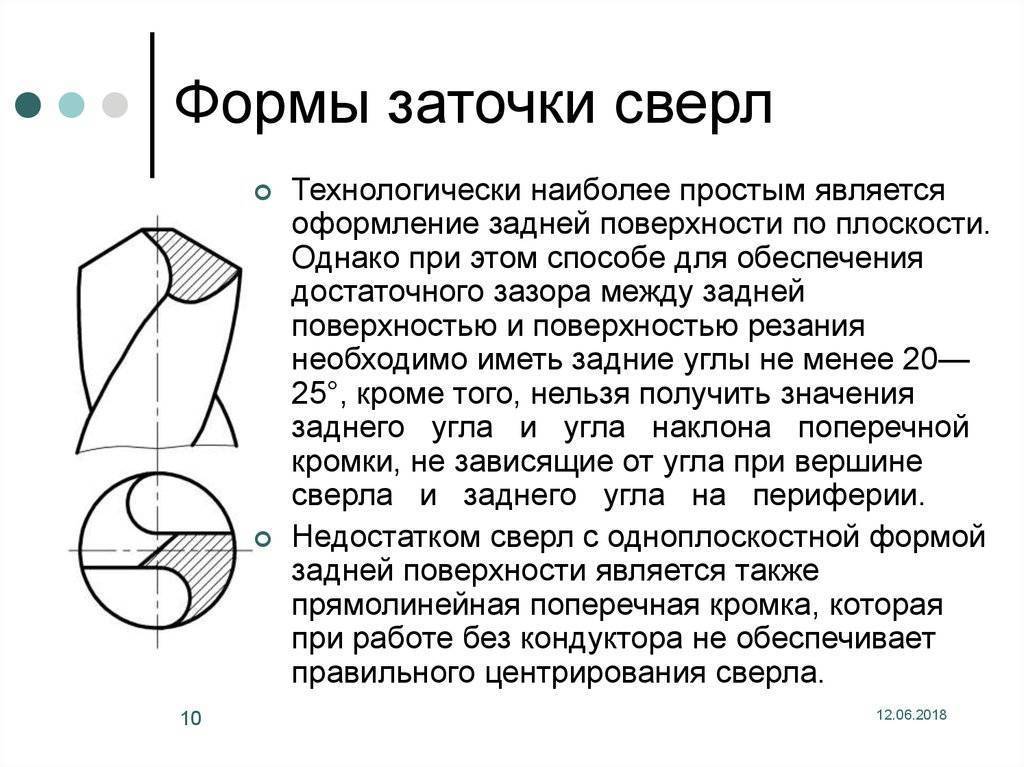
- Плоская. Средняя по сложности работа, но требующая своей доли концентрации. Обычно затачиваются именно твердосплавные материалы под углом 60 градусов, причем тут не нужно особо мудрить, как при создании конической формы. Идеально подходит для выправления недостатков, допущенных ранее.
Немного о ремонте сверл по бетону
Перечисленные способы заточки сверл можно отнести и к сверлам по дереву и по металлу. Но победитовые сверла тоже запросто могут прийти в негодность. Признаки негодности победитового сверла те же, что у металлического – оно начинает свистит, сверлит хуже, дико нагревается, возникает ужасный свистящий звук. Принципы заточки победитового сверла такие же, как для сверл по металлу, но есть свои особенности, которые надо рассмотреть.
Начинается всё с измерения высоты режущей поверхности сверла. Затачивайте сверло, только когда по высоте оно не менее 8-10 мм. При меньшей высоте рабочей части, получить хороший результат не выйдет – приобретите новый инструмент. Для выполнения следующего действия купить диск с алмазным абразивом. При этом, специальный наконечник победитового сверла не выдерживает критических больших температур. Чтобы не испортить сверло – правьте его на небольших оборотах.

При затачивании победитового инструмента по правилам, сначала выведите боковые кромки режущего инструмента. Они прежде всего стираются, когда работаешь по бетону. Учтите, что напайки надо править под девяносто градусов. Во-вторых, принимайтесь за задние грани, вплоть до напайки. В случае, если напайка уже сносилась до стали, то необходимо подтачивать фронтальную часть сверла.
При заточке сверла из победита, дабы не перегреть инструмент – охлаждайте его водой иди машинным маслом.
В заточке сверл из победита важно соблюдать симметрию кромок. Важно, чтобы режущие стороны были одинакового размера. При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными
Важно помнить: острота угла при вершине тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов
При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными
Важно помнить: острота угла при вершине тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов
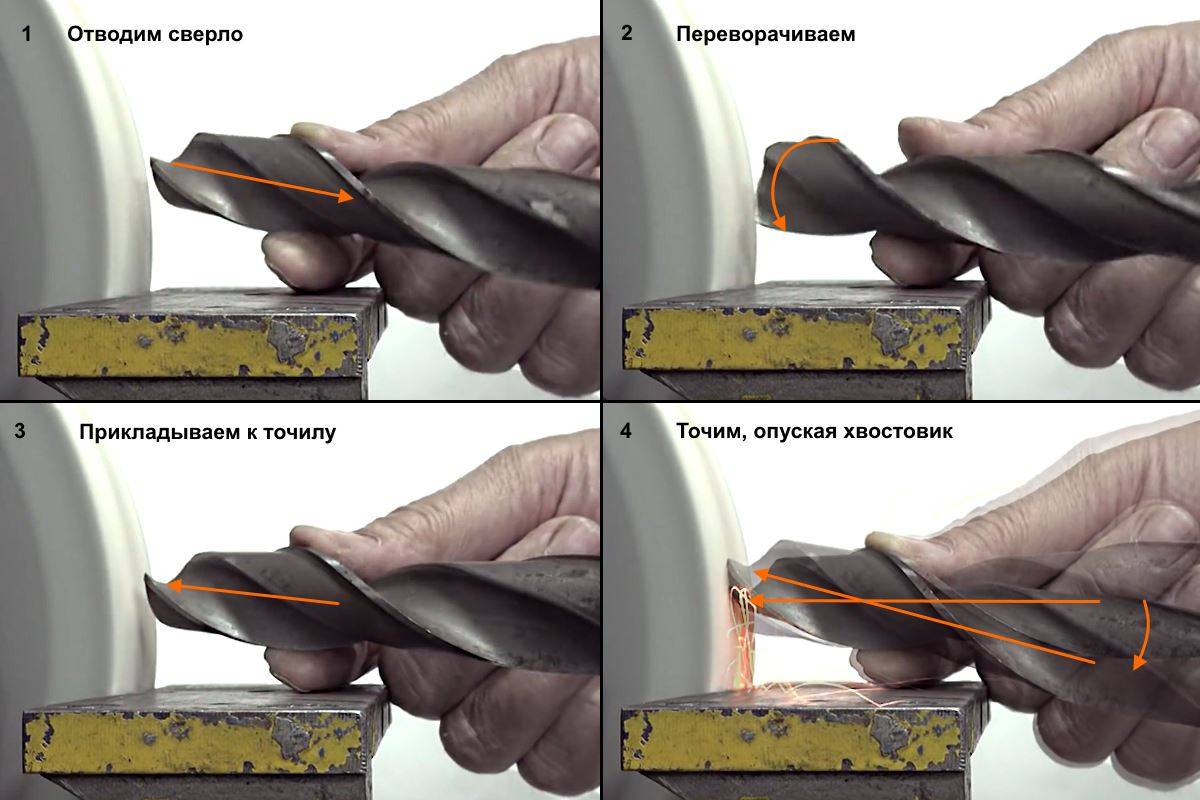
Для работы со сверлами нужно уметь обрабатывать перемычку. На шлифовальном станке нужного уровня обработки добиться сложно. Поэтому делать это нужно следующим образом: перемычку и задние грани выводят на крае круга, используя медленную скорость. Инструмент соприкасается с точилом в течение короткого промежутка времени. Потом его относят в сторону, переворачивают на 180 градусов и снова прижимают к абразиву. По нагревании металла, сверло следует окунуть в воду, иначе инструмент потеряет свои свойства.
По окончании заточки, проверьте насколько симметричной она получилась. Для этого можно провести такой тест. В дрель вставляют обработанное сверло, при этом к обработанной кромке подносят фломастер. Дрель включают на небольших оборотах, сверло покрывается маркерной линией. Если с одной из сторон черта от фломастера больше, чем с другой, то её необходимо подточить.
Как правильно заточить сверло по металлу: способы и видео
На рисунке я его изобразил (упрощено ) Вот что значит отсутствие практики.Пришлось из гаража принести старые запасы сверл для дрели.
Когда я раньше «халтурил» у меня была обыкновенная Конаковская электродрель без перфоратора ,а сверлить приходилось иногда стоя на перилах балкона . Я с собой брал всегда кучу сверл и на два-три отверстия у меня
уходило одно сверло .Немножко посверлил ,немножко постучал молотком и опять повтор.Когда есть навык
легко бетон и без перфоратора сверлить , я просверлил так тысячи дырок. «Тупые» сверла я потом точил
на основной работе. Только камень должен быть специальный для твердых сплавов. Такие «наждаки » есть
у станочников ,для заточки резцов.
Совет по сверлению бетона :
На два-три отверстия одно сверло,потом точить. Рабочая кромка у сверла должна быть четкая без округлостей ,иначе сверло будет просто скользить. Если сверлите без перфоратора ,переодически надо
вставлять в отверстие запасное сверло и постучать молотком по нему.
Совет по сверлению кафеля :
Сверло должно быть по бетону с односторонней заточкой и острое.
Сверлить без включения перфоратора (Что бы кафель не треснул ).Сверлится легко.Как только пройдете

плитку ,можно включить перфоратор……
ОРИГИНАЛЬНЫЕ СМЕННЫЕ КАССЕТЫ ДЛЯ БРИТЬЯ ПО ХОРОШИМ ЦЕНАМ МОЖНО КУПИТЬ В НАШЕМ
СКЛАДЕ-МАГАЗИНЕ » ВСЕ ДЛЯ БРИТЬЯ » НАПРОТИВ МЕТРО ЧЕРТАНОВСКАЯ ( 30 МЕТРОВ )
ПЕРВЫЙ ВАГОН ИЗ ЦЕНТРА .ТОРГОВЫЙ ДОМ » СВОД » ПАВИЛЬОН № 1 . АССОРТИМЕНТ И ЦЕНЫ НА НАШЕМ САЙТЕ WWW.OLDWAY.DS77.RU
Приспособления для заточки
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.