Почему липнет электрод на инверторе?

Очень часто из практики проведения сварочных работ от новичков возникает вопрос: почему прилипает электрод при сварке?
Опытные сварщики знают, что причины появления этого недуга могут быть различны . Давайте рассмотрим основные из них и возможные пути решения этого явления.
Некачественные материалы
Электроды являются расходным материалом при ручной дуговой сварке. Ввиду их распространенности можно встретить подделки известных брендов и разочароваться при их использовании. Качество их может отличаться даже в разных партиях одного производителя.
Сбитая обмазка
Если сердечник на конце электрода торчит из обмазки, он будет является причиной прилипания. Осыпанию обмазки зачастую подвержены сырые материалы.
Голый конец такого электрода перед использованием желательно «спалить» чирканьем на ненужном листе или уголке металла и когда он сгорит приступать к сварке детали.
Сырость
Обмазка сварочного электрода очень чувствительна с влажной среде. Из-за нестабильного образования сварочной дуги, сварщик пытается «варить » короткой дугой и «цепляется» за основной металл.
Применение сырых электродов также снижает качество сварного шва, насыщая его водородом, который приводит к образованию трещин. При долгом хранении на них появляется характерный белый налет.
Возможные способы сушки электродов:
- Прокаливание при температуре 130-150 °C в течении 40-50 минут . Просушить можно в домашней газовой духовке (не СВЧ !) при температуре 250 °C в течении 30 минут.
- Прогрев током. Старый метод от бывалых мастеров, применяемый в отсутствии времени на сушку. Берут новый электрод и резким движением «прилепляют» к столу и считают до 7. Затем быстро отрывают, заламывая в сторону и вверх.Однако современные инверторы с функцией антизалипания проделать этот фокус не позволят.
Устранение и предотвращение проблем залипания
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка материалов
Элементы, которые хранились в сухом помещении с хорошей системой вентиляции, не нуждаются в дальнейшей обработке, тем более, если взялась партия в заводской упаковке. При попадании влаги на поверхность необходима тщательная просушка. Поговорим о применяемых методах в домашних условиях, если произошло отсыревание комплекта.
Предлагаем «народные» средства для осуществления термообработки:
- При помощи электрической духовки – газовая не подойдет, так как нагрев не рекомендуется проводить на открытом огне. Для этого нужно поднять температуру до 200 градусов, поместить внутрь техники пучок стержней, прожарить в течение 2 часов и оставить там до полного остывания.
- Прогревание строительным феном, где на моделях существует функционал выставления температурного режима. Подбирается емкость, диаметр которой сопоставим с отверстием инструмента. Туда помещаются электроды и затем на них направляется горячий воздух.
- Построение печи занимает больше времени, но для людей, собирающихся работать со сваркой на постоянной основе, это дает гарантию результативности. Мы не будем затрагивать процесс стройки, так как на расшифровку данной темы потребуется написать новую статью.
Для осуществления электросварки неответственных узлов вполне подойдут вышеперечисленные способы. Однако, если специалист хочет повысить свои навыки и имеет для этого финансовые возможности для достижения отличных результатов, мы рекомендуем приобрести специальное профессиональное оборудование, такое как термопенал или муфельную печь.
Правильная настройка оборудования
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.
| Мощность электрического потока | Диаметр расходника в миллиметрах | Толщина металлического сплава (мм) |
| 25-50 | 1-2 | 1,6 |
| 40-80 | 2-3 | 2 |
| 60-100 | 2-3 | 2,5 |
| 80-160 | 3-4 | 3-4 |
| 80-160 | 3-4 | 4-5 |
Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
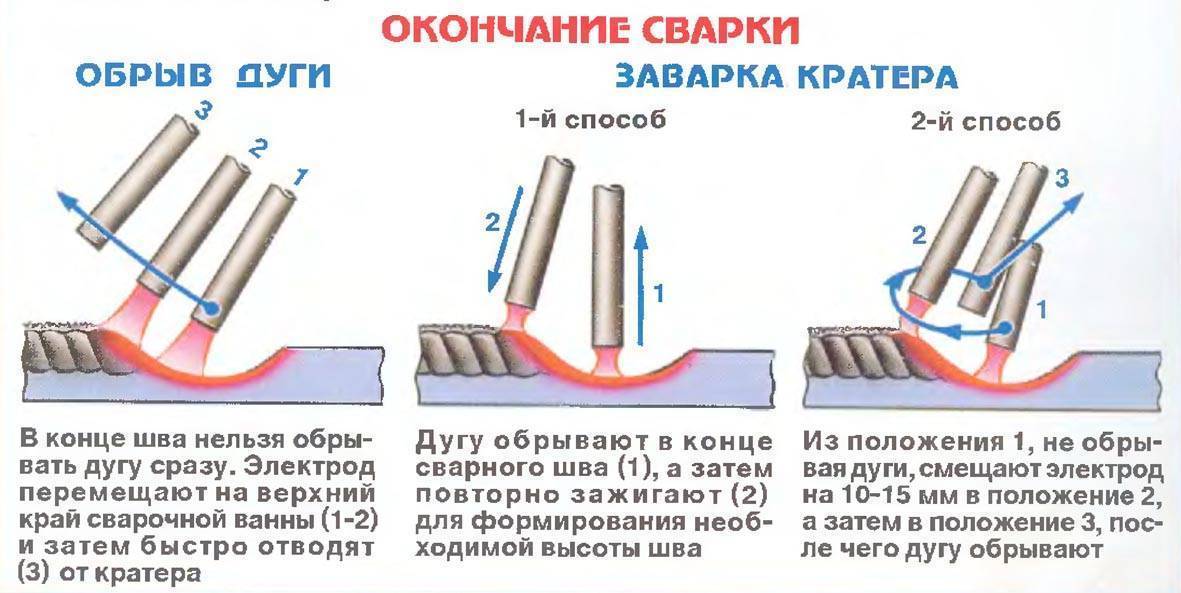
Правильное поджигание дуги
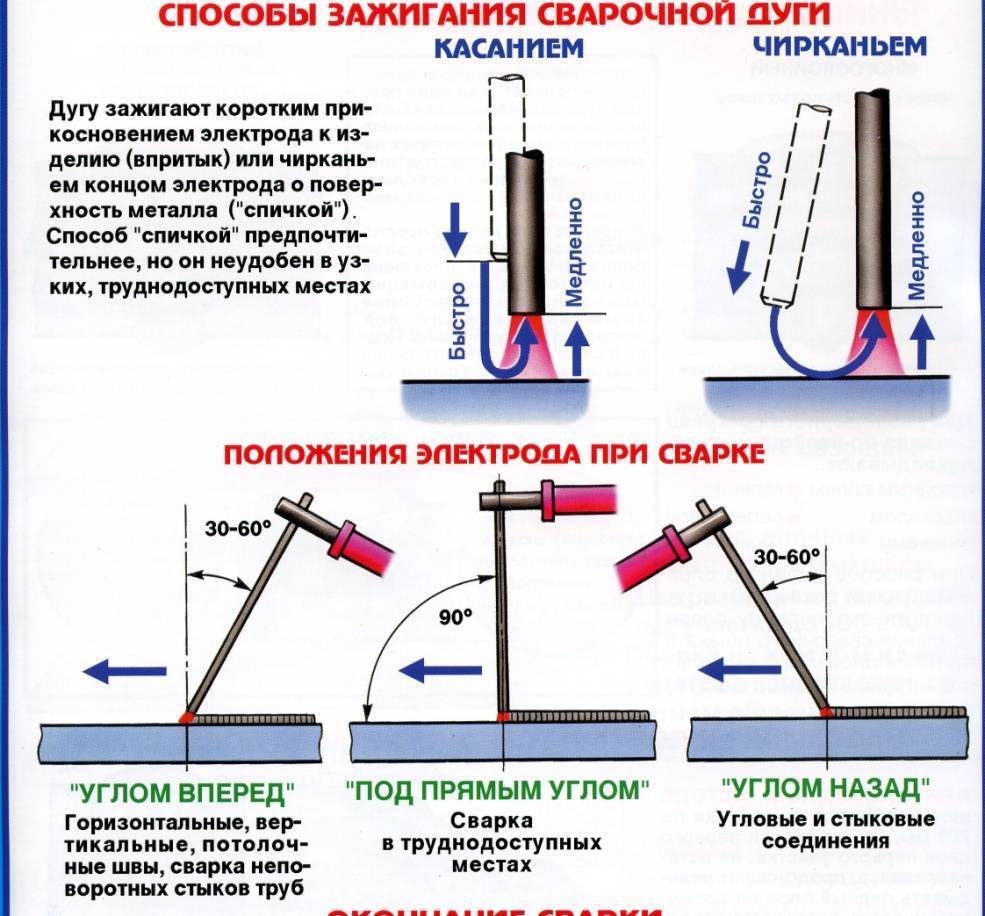
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
- постукиванием;
- чирканием.
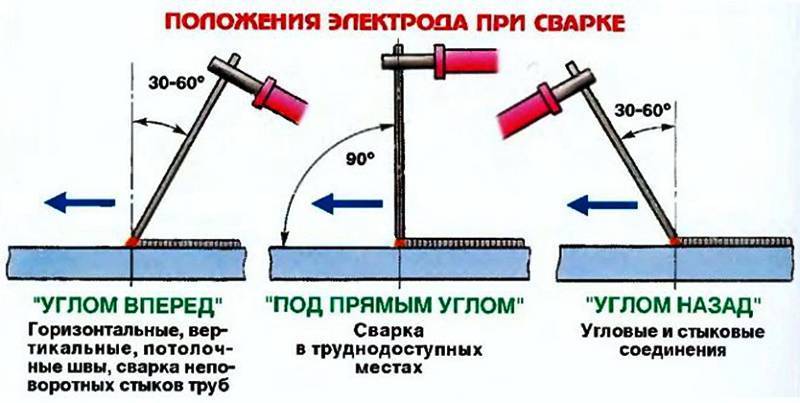
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения. Не следует также наклонять держатель под слишком острым углом
Не следует также наклонять держатель под слишком острым углом
При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным. Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата
И, наконец, важно применять правильные приемы розжига дуги
Почему прилипает электрод при сварке
Часто таким вопросом задаются не только начинающие сварщики, а и те, кто уже имеет определенный опыт сваривания. Многие сварщики обвиняют производителя в прилипании электродов к свариваемому металлу, однако они и все остальные сварщики должны помнить, что чаще всего проблемой является высокое содержание влаги в покрытии сварочного электрода.
Сразу же во всем нельзя обвинять производителя, поэтому Вам нужно помнить, что проблемы нужно, сначала искать у себя, а только потом переходить к производителю.
В основном проблемой при поджоге дуги является плохо очищенный металл, но если Ваш сварочный электрод прилипает к свариваемому металлу, то в таком случае Вам нужно избавиться от содержания лишней влаги в покрытии сварочного электрода.
Избавиться от влаги в покрытии сварочного электрода можно с помощью прокалки. Прокалив сварочные электроды при нужной температуре, которую можно узнать на упаковке, Вы сделаете процентное содержание влаги таким, каким оно должно быть на самом деле. Для того чтобы оно не повышалось, Вам нужно правильно хранить сварочные электроды. Хранить их Вам нужно в сухом помещении, где содержание влаги в воздухе наименьшее.
Поэтому для того чтобы содержание влаги не повышалось Вам нужно хранить электроды в специальной печи для прокалки электродов. Приобрести такую печь не составит большого труда, а польза от нее огромнейшая, поэтому используя ее как место для хранения и прокалки электродов, сваривание будет комфортным и качественным, в результате которого будет получаться долговечное изделие.
Рекомендовано:
- Сушильный шкаф для электродов
- Термопенал пенал для сушки электродов
Также бывают случаи, когда электроды продаются в герметичной упаковке, что означает, что они не могут быть подвержены воздействию влаги, однако Вам нужно помнить некоторые особенности электродов, упакованных в такой упаковке. Особенностью таких электродов является то, что Вы должны использовать их в течение восьми часов после разгерметизации упаковки.
После открытия упаковки Вам не нужно прокаливать сварочные электроды, но если после открытия прошло более восьми часов, Вам нужно желательно прокалить их при температуре, указанной на упаковке. Если же на упаковке не указана температура прокалки, то Вы можете найти ее в Интернете. Информации на этот счет много.
Также немаловажной причиной плохого поджога или прилипания сварочного электрода при сваривании является неправильный выбор сварочных электродов или покупка сварочной продукции низкого качества. Приобрести такие электроды Вы можете у знакомых или просто на рынке
Да, такие электроды будут стоить, скорее всего, дешевле, но их качество будет оставаться под вопросом.
Поэтому для Вас будет лучше всего покупать электроды в специализированных магазинах, которые предоставляют только качественную продукцию. Одними из таких магазинов являются заводы-изготовители, которые указаны на странице «Контакты». Перейдя на сайт одного из них, Вы можете сделать покупку соответствующих сварочных электродов.




elektrod-3g.ru
В чем состоит корень проблемы
Необходимо предупредить, что если вы настроены самостоятельно изучить процесс металлообработки, то стоит особое внимание уделить покупке сварочного аппарата. Квалифицированный специалист без проблем может работать с любым устройством, с трансформаторами, у которых нет функции настройки режимов, с недорогими моделями инвертора
Новичку в этом деле рекомендуется приобрести современную модель, более дорогую по стоимости, но предотвращающую залипания элемента. Если нет финансовой возможности купить или вам по наследству досталась старинная модификация, то изучите причины залипания, описанные нами чуть ниже.
Зачем нужно удалять шлак
Если отход не удалить, оксиды, из которых он состоит, вступают в химическую реакцию с металлом и разрушают шов. Поэтому, как только соединение остынет, почерневшую корку удаляют. Кроме этого сварочный шов очищают от шлака, чтобы:
- Провести визуальную проверку поверхности соединения на наличие дефектов.
- Покрасить собранную конструкцию или защитить сварочные швы антикоррозийным составом. Если предварительно не убрать шлаковую корку, она из-за слабого сцепления с металлом отвалится при эксплуатации вместе с нанесенным покрытием.
- Выполнить многослойную сварку толстостенных заготовок. Без очистки предыдущего наплавить следующий шов будет затруднительно. Из-за низкой электропроводности отхода дуга начнет гаснуть, а электрод залипать.
Коротко об очистке поверхности заготовки
Предварительная подготовка деталей перед проведением сварки предполагает обработку поверхности, направленную на удаления различных видов загрязнения. Это необходимо для последующего получения качественного шва и предотвращения прилипания. Для решения данной задачи применяют различные способы: механический, химический, термический, электромагнитный.
Наиболее дешёвыми и распространёнными являются механические способы очистки поверхности. В этих методах используются различные инструменты и абразивные материалы.
Чтобы электрод перестал прилипать при проведении сварочных действий, необходимо выбрать метод обработки поверхности и тщательно провести необходимые операции.
Покрытия электродов: какие бывают
Для понимания проблемы, почему расходник прилипает, нужно рассмотреть типы покрытий электродов. Чаще всего на рынке встречаются изделия с рутиловым и основным покрытием. На практике разница в использовании этих обработок существенная.
Основное покрытие применяется для создания ровного шва. Электроды с основным покрытием способны гарантировать создание прочного шва, который будет стойким к коррозии, различным нагрузкам. Даже если готовое металлическое изделие нужно будет эксплуатировать при низких температурах, это будет доступно с созданием шва электродом с основным покрытием. Перед использованием проводника рекомендовано прокалывание. Не забывайте о зачистке металлического основания и устранении грязи.
Проводники с рутиловым покрытием чаще используются новичками, поскольку ими просто варить. С их помощью реально создавать прочные соединения даже на загрязненном основании. Если есть возможность очистить металл, выполните это, но даже в противном случае можно будет сделать надежное соединение.
Рутиловые расходники предназначены для сварки постоянным или переменным током. В работе образуется мало грязи, поэтому они популярны в кругах сварщиков
Причины, из-за которых прилипает электрод при сварке
Вот основные причины, которые приводят к тому, что электрод прилипает к металлу:
- Отсыревшие электроды или электроды низкого качества;
- Неправильные регулировки сварочного аппарата. В данном случае речь идёт о токе для сварки, значит он слишком маленький;
- Свариваемый металл плохо подготовлен, на нем чрезмерно много ржавчины или загрязнений;
- Отсутствие опыта у сварщика.

Итак, чтобы разобраться с проблемой прилипания электрода при сварке, нужно разобраться с каждой из вышеперечисленных причин.
Сырые электроды или низкого качества
В электродах отсыревает обмазка. После долгого хранения или вследствие воздействия влаги, обмазка подвергается изменениям. В результате этого электроды будут плохо гореть, увеличится разбрызгивание металла, а стержень все время будет липнуть к поверхности.

Для того чтобы решить данную проблему достаточно будет прокалить электроды в духовке. Также, частично решить проблему способна сушка электродов на батарее отопления. При этом главным правилом является надлежащее хранение электродов. Хранить электроды для сварки нужно в сухом помещении.

Также, причиной залипания электрода может быть продукция низкого качества. В интернете можно найти немалое количество отзывов и всевозможные рейтинги электродов. Так получится определить наиболее качественную и хорошую продукцию.
Неправильные регулировки сварочного аппарата
В данном случае речь идёт о сварочном токе. Если параметры сварочного тока подобраны неверно, то электроды будут все время прилипать к металлу.
Низкий сварочный ток приводит к тому, что сварочная дуга нестабильная, она все время обрывается, а это приводит к залипанию электродного стержня. Чтобы определиться с параметрами сварочного тока, можно воспользоваться нижеприведённой таблицей.
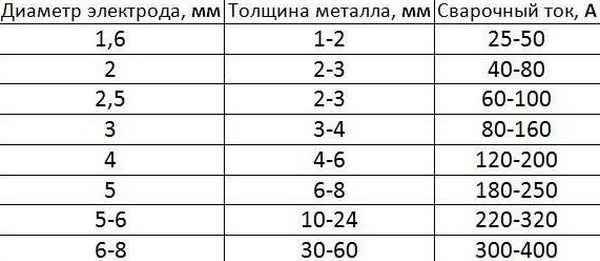
В ней указаны значения сварочного тока для каждого диаметра электродов, в зависимости от толщины свариваемого металла.
Плохо подготовленный металл
Наличие толстого слоя ржавчины и загрязнений на поверхности металла, также приводят к возникновению данной проблемы. Отсутствие хорошего контакта, это верный шаг к залипанию электрода.

Поэтому перед сваркой, нужно тщательно подготовить металл — удалить с него ржавчину, масляные пятна, участки с краской. Есть марки электродов, которые менее чувствительны к ржавому металлу, а есть, наоборот, которые не терпят загрязнений и все время прилипают из-за этого.
Причины залипания электрода во время сварки
Даже у высококвалифицированного электросварщика может возникнуть ситуация с залипанием электрода при сварке
Опытный сварщик сможет легко решить эту проблему, а для начинающих важно знать причины залипания и уметь их устранять
Основные причины залипания
В первую очередь следует обратить внимание на сварочный инвертор. Если он малой мощности, то не сможет выдать достаточную силу тока для сваривания толстых деталей. Есть немало и других причин, почему прилипает электрод во время сварки, к ним относятся:
Есть немало и других причин, почему прилипает электрод во время сварки, к ним относятся:
сырые электроды; оббитая обмазка или ее низкое качество; материал сердечника не подходит для свариваемого металла; большие перепады напряжения в сети, могут привести к низкому сварочному току или к его резким скачкам; сварщик с низкой квалификацией, из-за боязни прожечь дырку выставляет очень малую силу тока на сварочном аппарате; сбой настроек аппарата или инвертора; при подключении перепутаны фазы, сварка ведется током обратной полярности
Это правило не распространяется при сварке алюминия и его сплавов; возможно, нарушена целостность сварочного кабеля; обратите внимание на нагрев сварочного держака, при очень высокой температуре, необходимо провести его подключение к кабелю; плохое качество подготовительных работ, детали не очищены от смазки или ржавчины; возможна причина в низкой квалификации сварщика и не умении поддерживать нормальный уровень горения электрода; возможно причина в сильном загрязнении электрода.. Как видно, электроды прилипают либо из-за несоблюдения технологии, либо из-за каких-либо дефектов в них самих. Как видно, электроды прилипают либо из-за несоблюдения технологии, либо из-за каких-либо дефектов в них самих
Как видно, электроды прилипают либо из-за несоблюдения технологии, либо из-за каких-либо дефектов в них самих.
Влияние питающей сети
Если в сети величина напряжения очень низкая – это одна из причин, почему липнет электрод у сварщика, не зависимо от уровня его мастерства.
Возможно, причина кроется в малом сечении подводящего провода. Необходимо устранить недостатки электропроводки или подключиться к более надежной сети. Помогут решить проблему стабилизаторы напряжения достаточной мощности.





Если вам приходится подключаться к сети через удлинитель, убедитесь, что сечение проводов не менее 2,5 мм2. При необходимости можно применить и более тонкие провода. Но в этом случае придется взять более тонкие электроды и сделать меньше сварочный ток.
Покупая сварочное оборудование, не надо экономить средства. Лучший вариант сварочного аппарата – это аппарат с дополнительной функцией «антизалипания электрода». Такой конвектор позволит избежать большинства причин залипания, но не сможет полностью исключить его.
Сила тока и неисправности аппарата
При неправильном определении допустимой силы тока электрод может прилипать к основанию. Для предотвращения такой проблемы научитесь пользоваться таблицами определения силы тока в зависимости от диаметра электрода. Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.
Изначально вы можете бояться увеличения тока из-за рисков образования дыр. По этой причине стык может не провариваться, из-за чего происходит прилипание.
Как предотвратить прилипание электрода
Для предотвращения возможного прилипания необходимо осуществить следующие операции:
- Проверить качество верхнего слоя детали перед сваркой (насколько качественно проведена обработка по удалению лишнего слоя).
- Определить соответствие электродов решаемым задачам (марка и параметры металла), их качество (целостность стержня и обмазки), повышенное содержание влаги.
- Провести проверку параметров подводимого напряжения и уточнить стабильность электрической сети.
- Выставить необходимые значения на сварочном аппарате.
Качественное проведение этих операций позволит избавиться от неприятных последствий, связанных с прилипанием электрода.
Подготовка электродов и деталей
Процесс выбора и подготовки электродов заключается в выборе марки этого изделия и визуальной проверки его состояния. От правильно выбранной марки во многом зависит качество будущего шва и точность проведения сварочных работ. Опытные сварщики советуют при использовании электродов из уже использованной партии, произвести предварительную их подготовку. Она заключается в принудительной просушке или даже прокалке электродов. Для этого применяют специальные печи, которые позволяют удалить из обмазки электрода повышенное содержание влаги. После такой обработки изделия получаются сухими, пригодными к использованию и практически не прилипают.
Настройка оборудования
Одним из важных моментов, позволяющих избавиться от прилипания электродов во время сварочных работ, является предварительная настройка сварочного аппарата. Её необходимо делать перед каждым началом работы в соответствие с прилагаемой инструкцией. Решение задачи складывается из двух составляющих. Первое – это выбор агрегата с требуемыми характеристиками. Второе – это непосредственная настройка параметров.
Неправильный выбор сварочного агрегата приводит к некачественной сварке и разрушению всей конструкции. Например, использование инвертора пониженной мощности при сварке толстых деталей не позволит получить достаточную силу тока для сваривания и привести к залипанию. При правильном выборе инвертора следует точно выставить необходимые значения, которые позволят реализовать его возможности и получить качественный и надёжный шов. Для исключения ошибок при настройке разработаны специальные таблицы, в которых приведены выставляемые показатели в зависимости от характеристик металла и применяемых электродов.
При неправильной установке параметров электроды могут не только прилипать к поверхности, но и брызгать. Этот эффект наблюдается у некоторых марок электродов, и считается закономерным (например, МР-3, АНО-4(21), ОЗС-12 и некоторых других). Для других типов электродов он считается результатом нарушения выставленных параметров или не соблюдением технологии сварочных работ. Проверить соблюдение полярности, уменьшить силу сварочного тока, уменьшить длину сварочной дуги.
Правильная техника поджога дуги
Для образования сварочной дуги между поверхностью металла и стержнем электрода создаётся разность потенциалов. Её величина зависит от толщины свариваемого изделия и диаметра применяемого расходника.
Образование дуги производится при касании электродом поверхности металла (разность потенциалов должна быть около 60В). На скорость возникновения дуги наибольшее влияние оказывает значение силы тока, который возникает в момент касания электродом заготовки. Наиболее удобным способом поджога дуги считается механическое чирканье электродом по поверхности. Если при неудачной попытке произошло образование наплыва — электрод залипает. В случае образования наплыва его необходимо удалить механическим путём. Его удаляют обиванием кончика электрода о металл. Целесообразно это производить о металл, к которому не подключена «масса». В противном случае электрод может опять залипнуть. Чтобы не оставлять следов экспериментальных касаний эту операцию необходимо производить по направлению будущего шва.
Причины
Догадываюсь, что многие начинающие сварщики думают, что если они будут использовать вместо традиционного трансформаторного аппарата инвертор и включат функцию «антиприлипания», то никогда не столкнутся с рассматриваемой проблемой. В действительности это не так. Потому что она спасает только от неумелой работы самого сварщика-новичка и сводится к импульсному увеличению силы тока в момент слишком долгого контактирования электрода с металлом. Импульс не позволяет потухнуть дуге и произойти замыканию.
Выделю 7 объективных причин того, почему прилипает электрод к металлу при сварке инвертором или трансформатором:
Сырость.
Электрод – это стальной стержень в оболочке порошкового покрытия. Для того чтобы происходил процесс сварки, обмазка должна быть сухой. Однако во время хранения нередко нарушается незначительное на первый взгляд требование – герметичность упаковки.

В результате оболочка насыщается влажностью из воздуха. Причем произойти это может даже при хранении в обычной комнате с нормальной влажностью. Отсыревшее покрытие приобретает свойство электропроводности, и во время сварки не позволяет разжечь дугу. Поэтому происходит залипание сердечника.
Плохое качество.
Электроды часто залипают при сварке как инвертором, так и трансформатором из-за изначально плохого качества:
- Нарушена технология производства или хранения.
- Подделка, заводской брак.
- Несоответствие стандартам.
- Неправильный подбор по типу металла.
- Истекший срок годности.
Если вы хотите удостовериться в качестве расходников, возьмите наугад любой стержень и бросьте его на пол с высоты 1,5 м. Если обмазка растрескается или отслоится, не рекомендую ими пользоваться.
Неверные настройки.
Неправильно выставленные параметры, а особенно сила тока – одна из частых причин разбираемой проблемы. Зачастую в этом грешат новички
При настройках сварочного аппарата рекомендую особое внимание обратить на значение следующих факторов:
- Типы материалов соединяемых заготовок.
- Толщина металла в месте шва.
- Диаметр электрода.

Значение необходимых параметров можно определить по специальным таблицам. Они есть в техдокументации или на сайте производителя оборудования.
Неочищенная поверхность.
Еще одна частая причина того, почему липнет электрод при сварке хоть трансформатором, хоть инвертором – это грязная поверхность заготовок в месте формирования шва. Недостаточность мощности разряда, и как следствие затухание дуги может происходить из-за наличия на деталях следующих загрязнителей:
- Ржавчины.
- Грязи, пыли.
- Масел, жиров.
- Стружки.
Поэтому непосредственно перед началом работы рекомендую сначала очистить поверхность стальной щеткой и наждачкой на расстоянии 8-12 см от каждого края, а затем обработать растворителем или иным средством по обезжириванию.
Недостаточная сила тока.
Когда я только начинал осваивать сварку, не смог избежать частой ошибки новичков, и выставлял силу тока, меньшую, чем необходимо. Боялся прожечь металл. Однако в действительности это приводило к тому, что мощности дуги не хватало, и электрод, только погрузившись в расплавленную массу, практически сразу же утыкался и залипал, так как сварочная ванна быстро остывала.

Избежать этого можно, если заранее посмотреть в спецтаблице значение силы тока, соответствующее условиям, и установить его на аппарате. Также советую уделить больше времени для обучения правильному розжигу дуги и ведению шва.






Характеристики электросети.
Существует еще и внешняя причина того, почему залипает электрод при сварке трансформатором или иногда даже инвертором – это характеристики электросети. Ведь далеко не всегда бытовая сеть, к которой в большинстве случаев подключается аппарат, отличается стабильностью.

Проблема чаще поражает трансформаторные модели в силу специфики их устройства. Падение напряжения или скачки приводят к недостатку его значения уже на 2-ой обмотке. Это в свою очередь ведет к недостаточной мощности разряда, затуханию дуги, остыванию расплава и прилипанию электродного стержня. Применение инвертора, как правило, позволяет избавиться от этой проблемы.
Неправильное расположение и ведение электрода.
Удержание электрода на расстоянии, меньшем, чем необходимо, приводит к нарушению условий стабильности дуги – она начинает гаснуть. При этом если сварщик неопытен, он постарается исправить ситуацию по-своему – поднесет его еще ближе. Результат – дуга затухнет, а электрод прилипнет.
Видео о том, почему липнут электроды при сварке: