МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке припоя выбивают:
а) товарный знак предприятия-изготовителя;
б) обозначение марки припоя;
в) номер плавки. Обозначение марки припоя наносится на лицевой поверхности чушки с левой стороны цифрами, соответствующими процентному содержанию основных компонентов без указания буквенного обозначения ПОС, ПОССу, ПОСу, ПОСК. Номер плавки выбивается с правой стороны лицевой поверхности чушки. Примеры нанесения обозначения марки припоя: Припой марки ПОС 90: 90. Припой марки ПОС 61М: 61М. (Измененная редакция, Изм. N 2, 3).
5.1а. Чушки припоев транспортируют без упаковывания транспортными пакетами или в контейнерах по ГОСТ 18477. Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8х30 мм по ГОСТ 3560, скрепленной в замок. Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3-4 мм. Схемы укладки и скрепления чушек припоев в пакеты приведены в приложении 4. При перевозке воздушным транспортом чушки упаковывают в плотные дощатые ящики типа II-1 по ГОСТ 2991, размерами по ГОСТ 21140, выстланные изнутри полиэтиленовой пленкой по ГОСТ 10354. Масса брутто ящиков — не более 60 кг. (Измененная редакция. Изм. N 1, 2, 3, 4).
5.2. Транспортная маркировка — по ГОСТ 14192.
5.3. Чушки припоев перевозят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
5.2, 5.3. (Измененная редакция, Изм. N 1).
5.4. Припой должен храниться в закрытом помещении. Разд.6 (Исключен, Изм. N 1).
Разновидности
Независимо от формы выпуска, состав материала и соотношение основных компонентов остается неизменным. Наиболее распространенными разновидностями являются:
- Проволока. Ее диаметр находится в пределах от 1 до 7 мм, в зависимости от области применения. Величина шага составляет 0,5 мм. Поставка осуществляется в компактных бухтах или катушках, которые разматывают в процессе эксплуатации. Данная форма выпуска является самой востребованной.
- Припой с канифолью ПОС 61 выпускают в виде тонких трубок с наполнителем, закрученных спиралью. Сосновая канифоль играет роль флюса при паяльных работах. Ее преимущество – нейтральный состав, который не требует удаления после завершения рабочего цикла, в отличие от флюсов на кислотной основе. Прочие виды припоев ПОС 61 выпускают без канифоли.
- Лента. Отличительная особенность – возможность быстрого ремонта кабельно-проводниковых материалов. Ленточный припой характеризуется низким содержанием сурьмы.
- Прутки. Их длина не превышает 40 см. Максимальный диаметр – 8 мм. Данная форма выпуска идеально подходит для лужения температурного стержня паяльника. Некоторые мастера предпочитают изготавливать прутки самостоятельно, отливая их в специальные формы.
Для крупных производственных предприятий ПОС 61 поставляют в виде массивных слитков, массой до 25 кг. Это снижает себестоимость расходных материалов и паяльных работ.
Технические характеристики припоя ПОС-61
Обозначение припоя , как мы выяснили, довольно спорное, но против ГОСТа не попрешь. ПОС-61 применяют для пайки и лужения электронных компонентов и печатных плат точных приборов с высокогерметичными швами, для которых не допускается перегрев.

Состав припоя ПОС-61
Химический состав припоя ПОС-61 следующий:
- Олово 59 — 61 %;
- Сурьма — не более 0,1 %;
- Медь — не более 0,05 %;
- Висмут — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Никель — не более 0,02 %;
- Сера — не более 0,02 %;
- Цинк — не более 0,002 %;
- Алюминий — не более 0,002 %;
- Свинец — все остальное — около 38,7 — 40,7 %.
Температура пайки припоя ПОС-61 составляет 220 градусов Цельсия. Солидус равен 183 градуса. Я даже снял видеоролик о плавлении этого припоя в замедленной съемке на свой Olympus Tough TG-860 с частотой 240 кадров в секунду.
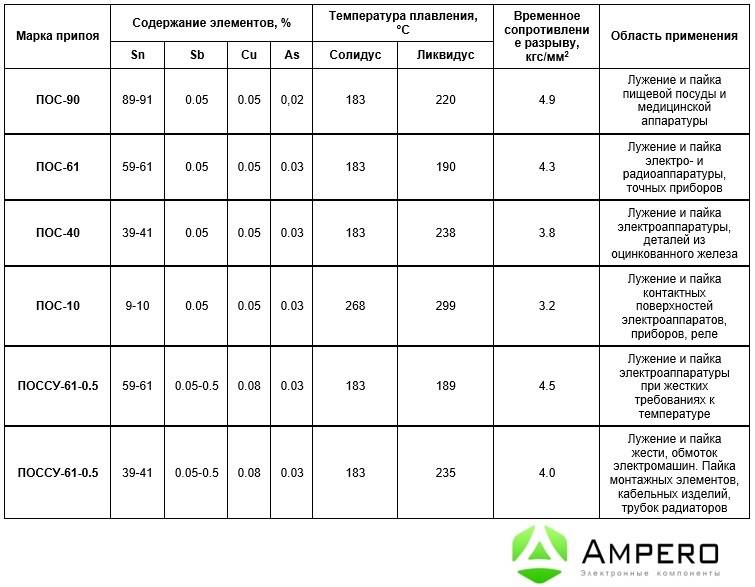



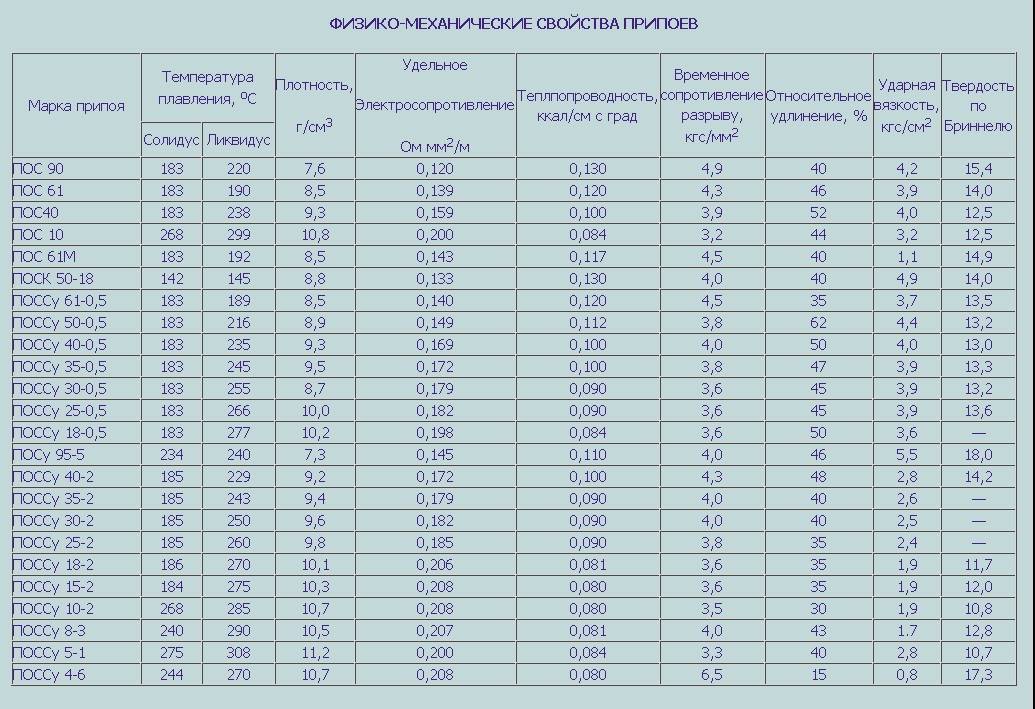
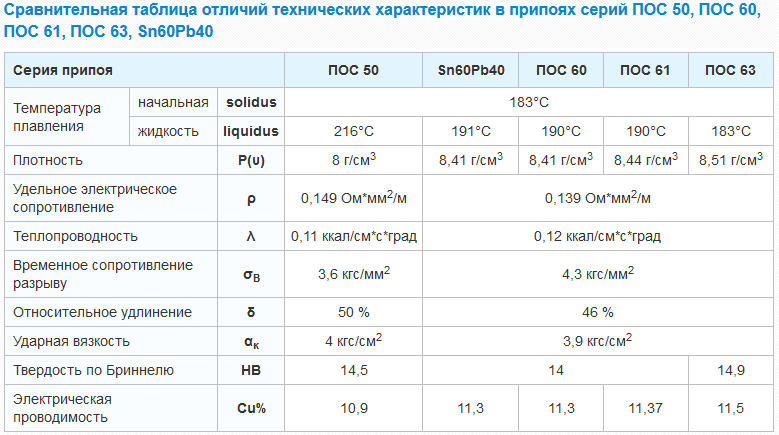
Припой ПОС 61 ГОСТ 21931-76 имеет следующие технические характеристики:
- Плотность определяет вес и равна 8,5 г/куб. см.;
- Удельное электрическое сопротивление равно 0,139 Ом х кв.мм./м;
- Теплопроводность равна 0,12 ккал/см х с х град;
- Временное сопротивление разрыву составляет 4,3 кгс/кв.мм.;
- Относительное удлинение равно 46 %.
Достоинства припоя марки ПОС-61:
- наилучшее соотношение температуры плавления и прочности;
- хорошая адгезия к поверхности металлов;
- универсальный припой для пайки и большинства радиомонтажных работ;
- доступность и распространенность;
- низкая стоимость;
- часто выпускается в виде проволоки, например припой ПОС 61 Т2А.
Недостатки припоя типа ПОС-61:
- универсальность снижает характеристики в частных случаях, например при пайке цинка;
- температура плавления подходит не для всех устройств;
- пары припоя (свинца в нем) вредны для здоровья.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто – канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино – канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Читать также: Какой нужен стабилизатор напряжения для дома
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке. Химический состав припоев должен соответствовать требованиям таблицы.
2.2. Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц. Допускаемые отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645.
| Химический состав, % | ||||||
|---|---|---|---|---|---|---|
| Марка припоя | Код ОКП | Основные компоненты | ||||
| Олово | Сурьма | Кадмий | Медь | Свинец | ||
| Бессурьмянистые | ||||||
| ПОС 90 | 17 2311 1100 04 | 89-91 | – | – | – | Остальное то же |
| ПОС 63 | 17 2312 0100 | 62,5-63,5 | – | – | – | “ |
| ПОС 61 | 17 2312 1100 10 | 59-61 | – | – | – | “ |
| ПОС 40 | 17 2314 1100 00 | 39-41 | – | – | – | “ |
| ПОС30 | 17 2321 1100 09 | 29-31 | – | – | – | “ |
| ПОС 10 | 17 2326 1100 06 | 9-10 | – | – | – | “ |
| ПОС 61М | 17 2312 1200 07 | 59-61 | – | – | 1,2-2,0 | “ |
| ПОСК 50-18 | 17 2313 1200 02 | 49-51 | – | 17-19 | – | “ |
| ПОСК 2-18 | 17 2343 1100 09 | 1,8-2,3 | – | 17,5-18,5 | – | “ |
| Малосурьмянистые | ||||||
| ПОССу 61-0,5 | 17 2312 1400 01 | 59-61 | – | – | – | Остальное то же |
| ПОССу 50-0,5 | 17 2313 1100 05 | 49-51 | – | – | – | “ |
| ПОССу 40-0,5 | 17 2314 1200 08 | 39-41 | – | – | – | “ |
| ПОССу 35-0,5 | 17 2315 1200 03 | 34-36 | 0,05-0,5 | – | – | “ |
| ПОССу 30-0,5 | 17 2321 1200 06 | 29-31 | – | – | – | “ |
| ПОССу 25-0,5 | 17 2322 1200 01 | 24-26 | – | – | – | “ |
| ПОССу 18-0,5 | 17 2323 1100 10 | 17-18 | – | – | – | “ |
| Сурьмянистые | ||||||
| ПОСу 95-5 | 17 2311 1200 01 | Ост. | 4,0-5,0 | – | – | – |
| ПОССу 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | – | – | Остально то же |
| ПОССу 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | – | – | “ |
| ПОССу 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | – | – | “ |
| ПОССу 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | – | – | “ |
| ПОССу 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | – | – | “ |
| ПОССу 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | – | – | “ |
| ПОССу 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | – | – | “ |
| ПОССу 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | – | – | “ |
| ПОССу 5-1 | 17 2327 1100 01 | 4-5 | 0,5-0,1 | – | – | “ |
| ПОССу 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | – | – | “ |
| ПОССу 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | – | – | “ |
| Массовая доля, % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Марка припоя | Примесей, не более | |||||||||
| Бессурьмянистые | ||||||||||
| Сурьма | Медь | Висмут | Мышьяк | Железо | Никель | Сера | Цинк | Аллюминий | Свинец | |
| ПОС 90 | 0,10 | 0,05 | 0,1 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 63 | 0,05 | 0,05 | 0,1 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 40 | 0,10 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 30 | 0,10 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 10 | 0,10 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 61М | 0,20 | – | 0,2 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОСК 50-18 | 0,20 | 0,08 | 0,2 | 0,03 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОСК 2-18 | 0,05 | 0,05 | 0,2 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| Малосурьмянистые | ||||||||||
| ПОССу 61-0.5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 50-0,5 | – | 0,05 | 0,1 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 40-0,5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 35-0,5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 30-05 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 25-0,5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 18-0,5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| Сурьмянистые | ||||||||||
| ПОСу 95-5 | – | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 |
| ПОССу 40-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 35-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 30-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 25-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 18-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 15-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 10-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 8-3 | – | 0,1 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 5-1 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 4-6 | – | 0,1 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 4-4 | – | 0,1 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
Примечания:
- По требованию потребителя массовая доля мышьяка в бессурьмянистых пирпоях марок ПОС 61, ПОС 40 и ПОС 30 должна быть не более 0,01%.
- В сурьмянистых припоях марок ПОССу 40-2, ПОССу 30-2 и ПОССу 18-2, применяемых в автомобилестроении, допускается массовая доля меди до 0,1% и мышьяка – до 0,05%. 3. Содержание примесей железа, серы, никеля, цинка, аллюминия обеспечивается технологией изготовителя.
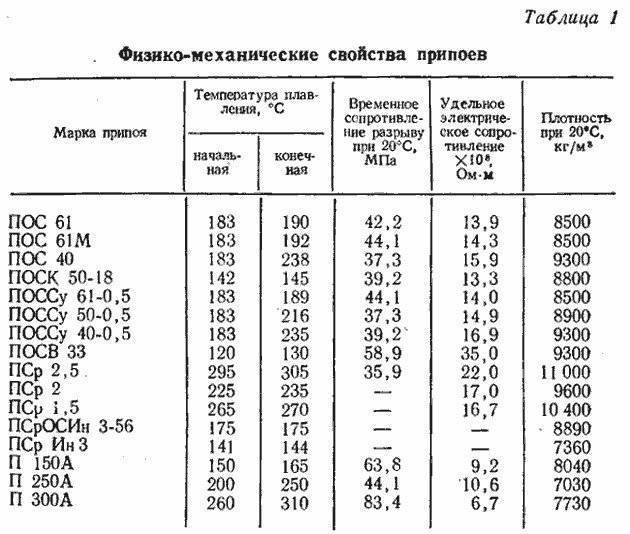
2.3. Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие усадочных раковин и трещин.(Измененная редакция, Изм. № 2). 2.4. Физико-механические свойства припоев приведены в приложении 1. 2.5. Области преимущественного применения припоев приведены в приложении 2. Разд. 2а (Исключен, Изм. № 3).





Паяльная паста
Пайку наиболее часто осуществляют с использованием припоя и флюса. В целях качественного выполнения работы необходимо выбирать правильную марку сплава для каждой конкретной задачи.
Паста отличается от обычного припоя тем, что в ней содержится сразу два компонента: припой и флюс, что значительно ускоряет процесс спаивания деталей, особенно когда речь идет о smd элементах.
Любая паста представляет собой густую плотную смесь различных веществ. Она получила широкое распространение в промышленности. Производители электроники активно используют ее на своем производстве.
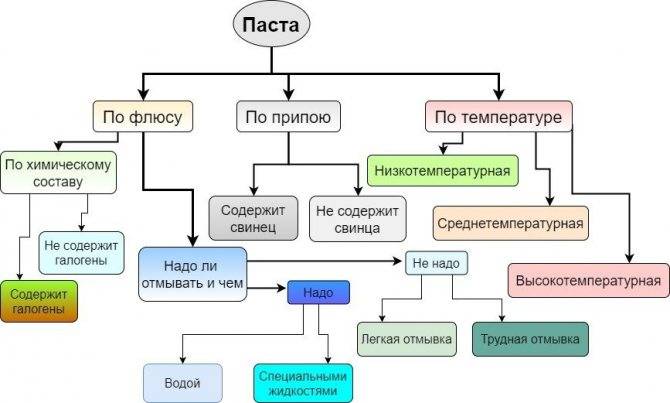
Разновидности паяльных паст.
В зависимости от состава пасты различают следующие виды:
- отмывочные;
- водорастворимые;
- галогеносодержащие;
- безотмывочные;
- без галогенов.
Ее свойства определяются типом флюса, который в нее добавляют. Если речь идет о первом типе, тогда там используется канифоль. Чтобы очистить изделие от такой пасты применяют растворитель.
Важно выбирать правильную пасту в зависимости от выполняемой работы. Например, если предстоит паять множество мелких деталей на плате, тогда лучше отдать предпочтение более густой пасте
Для качественной пайки необходимо произвести подготовительные работы. Плату следует очистить и обезжирить. Все контакты следует залудить, используя легкоплавкий припой.
При использовании платы большого размера целесообразно использовать нижний подогрев. Это лучше всего осуществить с помощью паяльной станции. Также в этих целях можно использовать термофен или другие средства, чтобы обеспечить нагрев до 150°С. Если об этом не позаботиться, тогда ее может «повести».
После окончания работы все излишки пасты удаляются, что можно легко осуществить с помощью паяльника с различными насадками.
Без содержания свинца
Бессвинцовый припой не должен содержать вредного металла и считается экологически чистым, не причиняющим вреда окружающей среде и исполнителям работ по пайке. Простейшим примером служит припой оловянный, который содержит чистое олово, имеет повышенную смачиваемость и высокую электропроводность. Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
У такого изделия повышается температура расплавления, но найти полную альтернативу стандартным видам припоя пока что не удаётся, но основным показателем является безвредность. Олово занимает главное место в химическом составе, поэтому присущие ему свойства оказывают большое влияние на припой, из-за этого температура плавления у бессвинцового припоя ниже, а материал получается более мягким.
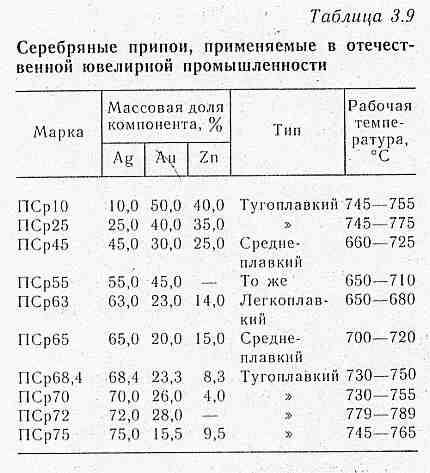


В. И. Блинов, образование ПТУ, специальность сварщик шестого разряда, допуск от НАКС к НГДО и ГО, опыт работы с 2004 года: «При отсутствии подходящего по всем параметрам варианта, во время пайки используйте марку ПСР-45, в которой содержание вредного свинца минимальное и составляет не более 0,5% от общего веса».
Общая характеристика припоя
Вы решили купить припой, но не понимаете, что же вам нужно искать на прилавках строительного магазина. Ищите товар, который помечен маркой «пос». Такая аббревиатура означает припой оловянно-свинцовый, только это сокращенное название. Обычно рядышком с «пос» дается еще и цифровое обозначение, которое указывает на то, каково в процентах в данном припое количество олова.
Остальные же проценты, не учтенные в названии «пос», означают остальной состав: свинец и разные добавки. Если же рассматривать пос как сплав металлов, то тогда можно говорить о том, что они могут быть выполнены на основе разного материала:
- Олова.
- Свинца.
- Кадмия.
- Меди.
- Никеля.
Известно, что припой может служить долго во благо человечеству, например, лет до двадцати. Но это возможно лишь только в том случае, если технология его изготовления, в том числе и температурный режим плавления соответствует стандартам. И кроме того, воздействие окружающей среды не является негативным.