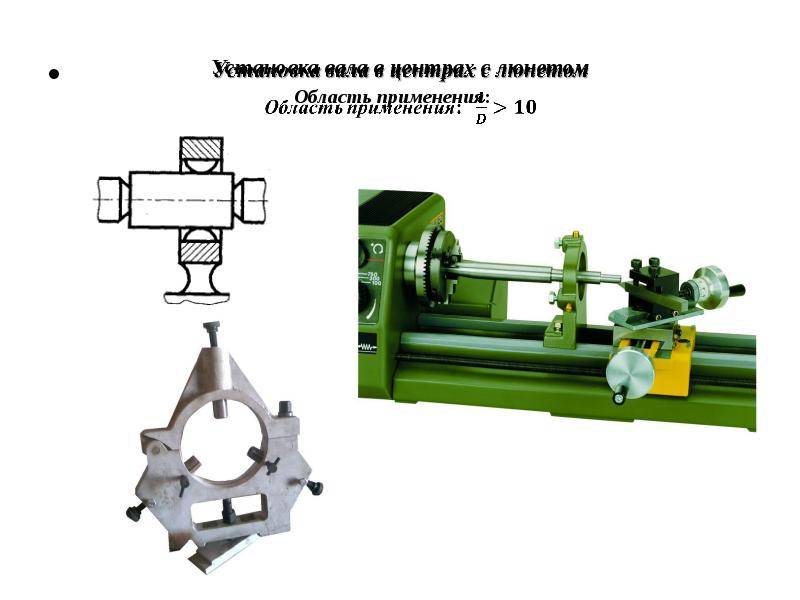
Какие бывают люнеты, их устройство
Приспособление применяют тогда, когда нужно избежать риска повреждения и деформации изделия или режущих элементов станка за счет придания заготовке дополнительной устойчивости, в отдельных случаях — для возможности обработки детали с торца. Устройства бывают подвижного типа и неподвижные.

Люнет неподвижной конструкции
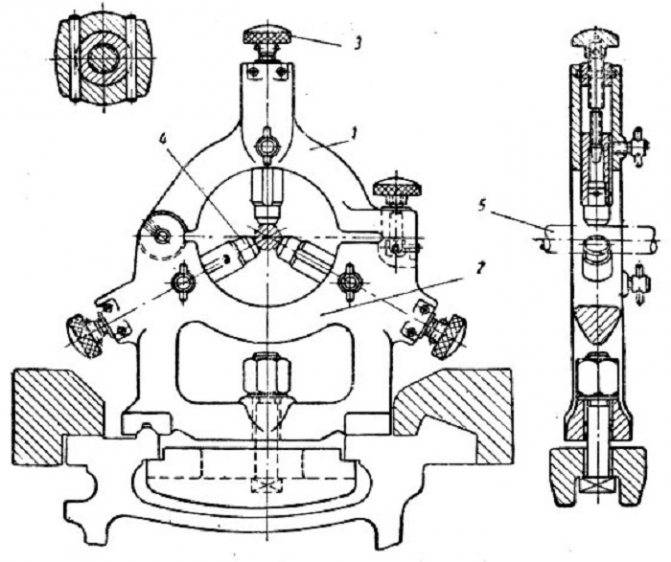
Механизм этого типа предназначен создавать поддержку для габаритных длинных деталей во время обработки. Его крепят в область нижнего зацепления станка стационарно и неподвижно. Результат использования – уменьшение биений и вибраций, повышение точности обработки. Неподвижный люнет состоит из:
- Основы, которая непосредственно крепится к станку при помощи специального болта;
- Крышки, при помощи шарнира соединенной с основанием;
- Фиксатора крышки к основанию;
- Выдвижных кулачков или роликов (обычно их три);
- Механизмов подачи и фиксации кулачков.
В некоторых случаях первые два элемента могут выступать единой конструкцией.
Так как кулачки имеют непосредственный контакт с обрабатываемой поверхностью, в месте соприкосновения последняя может нарушаться. Во избежание этого на концах упоров есть бронзовые наконечники. Сами же кулачки изготавливают из твердых сплавов, чтобы они выдерживали серьезные динамические нагрузки. Выдвижные ролики оказывают меньшее влияние на заготовку в плане ее повреждения.
Люнет подвижной конструкции
Подвижный токарный люнет устанавливают на станке, на его продольном суппорте, и закрепляют к каретке. Вдоль этого суппорта его можно свободно перемещать аналогично тому, как перемещается токарный резец. Приспособление может быть применено для разных диаметров изделий. Результат использования – токарный резец оказывает меньшее давление на поверхность, обработка проходит более равномерно, исключается риск разрушения режущего элемента.
Кроме системы крепления к станку, все остальные элементы люнета подвижной конструкции схожи с неподвижным приспособлением. Существует определенная классификация устройств подвижного типа для токарных станков:
- По типу элементов удержания заготовки – фиксаторы кулачковые, фиксаторы со встроенными роликами;
- Для разных операций обработки детали – под шлифовку, под обточку, для изготовления подшипников;
- По количеству выдвижных упоров – с тремя и более фиксирующими элементами;
- В зависимости от системы регулировки фиксаторов – механическим способом вручную, гидравлическим способом, автоматически.
Принципы выбора
- Размер обрабатываемых деталей.
- Размеры дополнительно детали, ее массу.
- Тип конструкции зависимо от вида станка, его характеристик.
Нельзя забывать про выбор системы крепежа.
Преимущества и недостатки
Детали для промышленного оборудования, которые предназначены для его модификации имеют сильные, слабые стороны. Преимущества:
- Увеличивается точность проводимой обработки.
- Сокращается количество бракованных деталей.
- Повышается безопасность рабочего процесса.
- Надежность, долговечность, простота конструкции, ее настройки.
- Упрощается работа для оператора.
Производители и стоимость
Можно найти множество видов приспособлений для токарников. Их выпускают разные производители. Среди наиболее популярных компаний выделяются:
- Астраханский станкостроительный завод.
- КраМЗ, Днепропресс — Украина.
- Корвет, Jet, Красный пролетарий — РФ.
- Zmm-Bulgaria — Болгария.
Цена зависит от нескольких факторов:
- Типов детали.
- Известности производителя.
- Размеров люнета.
- Наличи\ дополнительных элементов.
Варианты конструкций самодельных люнетов
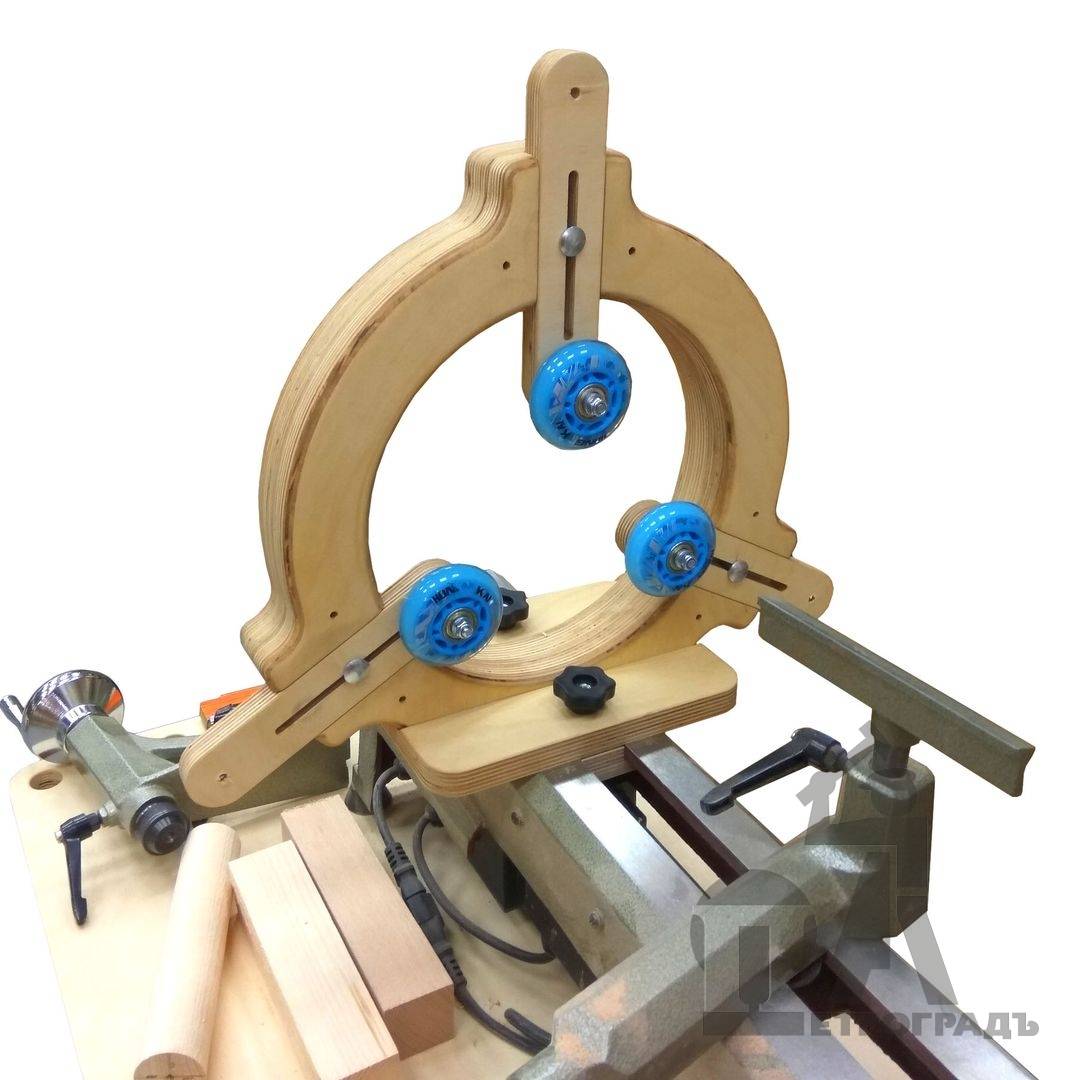
Люнет для токарного станка стоит недешево, поэтому покупать его, если приспособление не так часто используется, нет особого смысла. Проще тогда изготовить своими руками люнет. Например, для токарного станка ИЖ1 можно реализовать самоделку, используя следующую конструкцию:
- В качестве основания, где будут закреплены кулачки, берут фланец для соединения труб. Размер фланца по внешнему диаметру составляет 200 мм, по внутреннему – 110 мм. Фланец при помощи транспортира делят маркером на три равных сектора с углом 120 градусов каждый. Линии соединения секторов как раз и будут местами, куда нужно закрепить механизмы подачи кулачков.
- Вместо кулачков можно использовать три шпильки с резьбой 14 и длиной 150 мм каждая. На шпильки с одного торца наваривают ручки (куски проволоки 8 мм в диаметре и длиной по 30 мм, чтобы получилось подобие буквы «Т» по форме), на другой торец заказывают у токаря три бронзовых остроконечных колпачка внутренним диаметром резьбы на 14.
- Механизм регулировки и фиксации кулачков можно сделать из трех гаек внутренней резьбой на 14 (для каждого кулачка), две из которых приваривают напротив друг друга по заранее прочерченным на фланце линиям.
- Для крепления токарного люнета к станине необходимо сделать специальную подложку, которая бы могла перемещаться по полозьям и фиксироваться в определенном месте. Подложку можно сделать из стального уголка с толщиной металла не менее 10 мм и величиной полок по 100 мм. Длина уголка должна быть равной ширине полозьев станины и захватывать направляющие. Для того чтобы полка двигалась строго по направляющим, из уголков с величиной полок по 15 мм, толщиной металла 2 мм отрезают две заготовки длиной по 100 мм. Их укладывают в полозья (друг напротив друга), сверху на них ставят большой уголок, который прихватывают сваркой.
- Далее в основном уголке сверлят отверстие на 12, чтобы можно было болтом закреплять подложку к стандартной металлической пластине от крепления бабки токарного станка. Фланец фиксируют в передней бабке, выставляют так, чтобы одна пара приваренных гаек смотрела вертикально вверх, придвигают вплотную к фланцу уголок на салазках и приваривают к нему.
- Люнет снимают с бабки, на каждый кулачок накручивают по одной гайке, надевают гравер и вкручивают кулачки в заранее приваренные гайки. После этого на торцы кулачков накручивают бронзовые «колпачки».
Токарное оборудование популярно как на крупных предприятиях, так и в домашних мастерских. С их помощью можно выполнять разные технологические процессы: работать с деревом, пластиком, металлом. Однако у новичков часто возникают проблемы с обработкой длинных заготовок. Они провисают, выгибаются. Чтобы удерживать детали при обработке, рекомендуется использовать люнет для токарного станка.

Плюсы и минусы люнетов
Работая на токарном станке, нужно знать, что использование люнета в некоторых случаях просто необходимо. Это, в первую очередь, относится к очень длинным заготовкам, провисающим под собственным весом
Поэтому, применяя приспособление, важно максимально использовать его выгодные стороны и по возможности избегать отрицательных эффектов, которые могут проявиться в процессе работы при неправильных действиях
Люнет для токарного станка, установленный по всем правилам, во многом облегчает работу оператора:
- Обработка проводится проще, так как нагрузка на резец становится одинаковой во всех точках контакта,
- Уменьшается риск брака за счет более точной центровки детали,
- Увеличивается точность обработки,
- Повышается безопасность работы за счет исключения биений детали, риска повреждения и заклинивания резца,
- Увеличивается скорость обработки,
- Расширяются возможности использования токарного станка,
- Устройство легко крепится и требует лишь точного выставления регулировочных болтов.
Есть определенные сложности в работе с люнетом, которых можно избежать при должном подходе к установке приспособления:
- Плохо выставленный механизм ведет к браку изделия, так как центр вращения заготовки смещается относительно резца,
- Люнет можно устанавливать только на предварительно обработанную поверхность, либо делать под него проточку,
- Приспособления для станка с выдвижными кулачками лучше использовать для черновой обточки детали,
- Для чистового вытачивания необходимо иметь в арсенале устройство с выдвижными роликами, которое не оставляет следов на заготовке,
- Время установки и подгона оборудования снижает интенсивность производственного процесса,
- Приобретение люнета – дополнительные финансовые затраты.
Установка и настройка люнета
Оборудование для токарного станка можно установить только в тех случаях, когда:
- Деталь в месте установки имеет идеальную цилиндрическую поверхность. Это может быть уже готовая круглая заготовка, или на участке соприкосновения болванку специально протачивают на токарном станке под опорное приспособление.
- Заготовка не имеет неисправимой деформации (она долго не хранилась в изогнутом состоянии и не успела принять форму прогиба), иначе выставить люнет будет очень сложно.
Вначале под деталь заводят нижние кулачки, с помощью измерительного прибора проверяют расстояние по всей длине: от заготовки до станины токарного станка (имеется в виду расстояние от участков болванки с одинаковыми диаметрами). Кулачками поднимается деталь на тот уровень, чтобы все расстояния были предельно одинаковыми. Далее деталь фиксируется сверху третьим кулачком.
В случае, когда нужно установить токарный люнет для финишной обработки изделия, метод установки и настройки отличается от рассмотренного выше:
- Вначале определяются с местом на детали, где будет установлено устройство токарное.
- Замеряют диаметр этого места и подбирают или вытачивают специальную короткую оправку, которая идеально соответствует промеренному диаметру.
- Оправку закрепляют в передней бабке и по ней выставляют люнет.
- Оправку снимают, а на ее место ставят обрабатываемую заготовку. Люнет же закрепляют на заранее подобранное место, соблюдая строгую параллельность с тем местом, где он настраивался по оправке.
По какому принципу выбирать
При выборе модели приспособления следует обратить внимание на ряд факторов. Прежде всего, рассматриваются технические характеристики – внутренний диаметр основания люнета, его размеры и масса, предельные (минимальный и максимальный) диаметры обрабатываемой детали, рекомендуемая длина заготовки, способ крепления
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов. Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Плюсы и минусы
Основные преимущества использования люнетов:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Важно отметить, что подвижный люнет легче устанавливается, однако неподвижный вариант обеспечивает повышенную точность обработки и дает возможность работы с более длинными и габаритными деталями. Важно!
Важно!
Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Производительность и стоимость
В качестве основных минусов многие специалисты отмечают влияние на производительность токарных работ и необходимость дополнительных затрат.
Снижение производительности связано с затратой времени на установку люнетов и регулировку опор. При этом необходима тщательная подгонка и многократная проверка. В ряде случаев производится предварительная обработка заготовки в месте фиксации.






Другой важный момент – финансовые затраты, вызванные достаточно высокой стоимостью приспособлений. Она зависит от типа люнета, его модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость подвижных моделей несколько ниже неподвижных люнетов аналогичной категории. Так, цена мобильных приспособлений колеблется от 1100-1300 рублей за простые изделия до 4500–4800 рублей за люнеты повышенной долговечности.
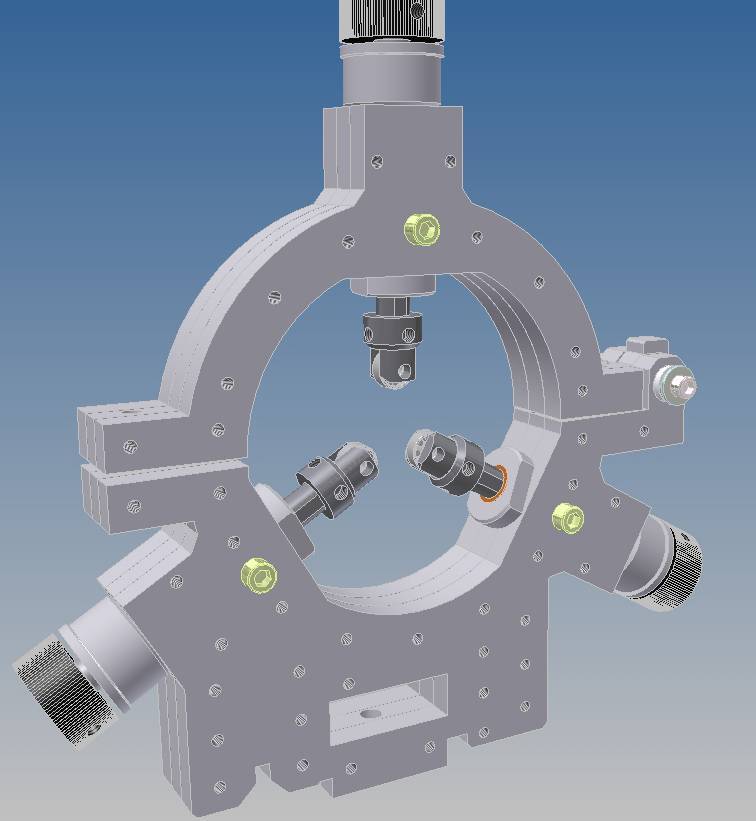
Самодельный неподвижный люнет.
Самодельный неподвижный люнет для моего токарного станка Калибр 350/550.
Люнет приспособление полезное, оно позволяет расширить возможности станка и точность обработки длинных деталей, что для моего хобби может быть очень полезным.
Подвернулся небольшой кусочек стального листа, немного побитый ржой и временем.
Решил сделать из него неподвижный люнет, что только не сделаешь для своего маленького китайского друга.
Приступил к исполнению желания. Вот как это было.
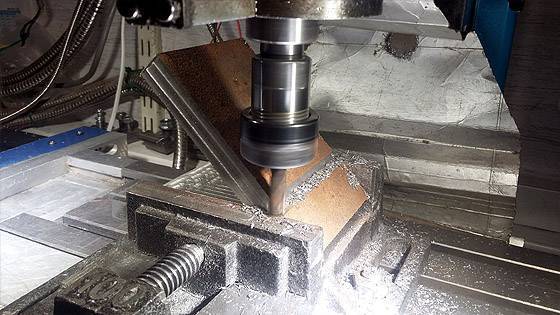
Прорезал на фрезерном станке в листе или заготовке отверстие 100мм.

Примерил к станку.

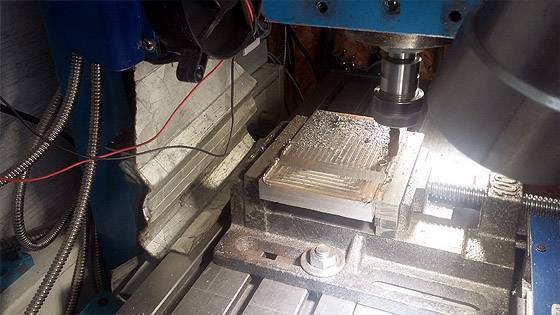
Отрезал лишний метал, и раскроил его на заготовки для опор подшипников.

Профрезеровал в них пазы.

Вот что у меня получилось.

Сделал небольшой уступ под подшипник с одной стороны, сразу на всех заготовках.

Установил подшипники и примерил к отверстию заготовки люнета. Выглядит вполне похоже на желаемое чудо.

Из небольшого кусочка металла сделал подошву люнету. Сначала прорезал паз под призму.
Ободрал ржавчину и сделал паз, для установки самого люнета.
Этот паз нужен чтобы при сварке детали остались перпендикулярны станине станка, а угол 90 градусов по вертикали можно будет подрихтовать кувалдой или молотком. Вот так выглядит готовая подошва, и заготовка для осей опор подшипников.

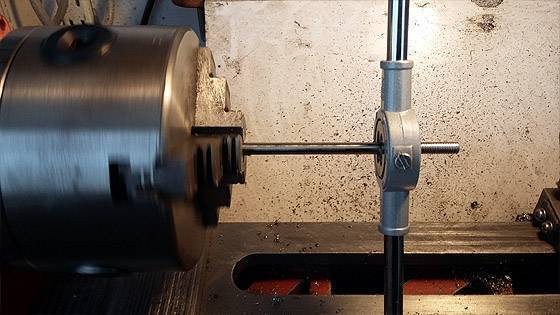
Оси, будут представлять конструктивно обычную шпильку, с утолщением по середине. Вот так мы их нарезаем резьбой М10.
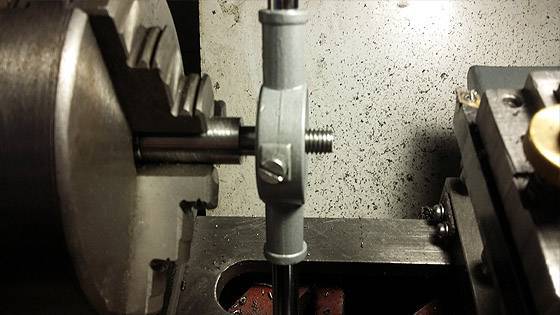
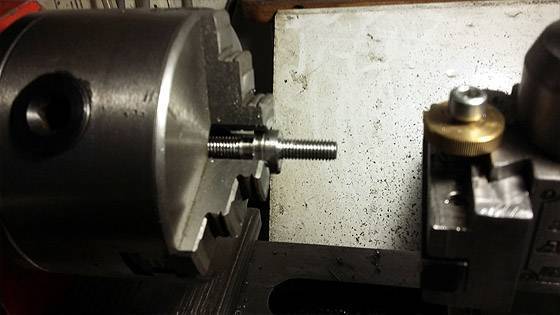
Вот и готово, осталось сделать только отверстие и нарезать резьбу.


На подходящем прутке нарезал резьбу М5.
Вот так это будет собираться до кучи.

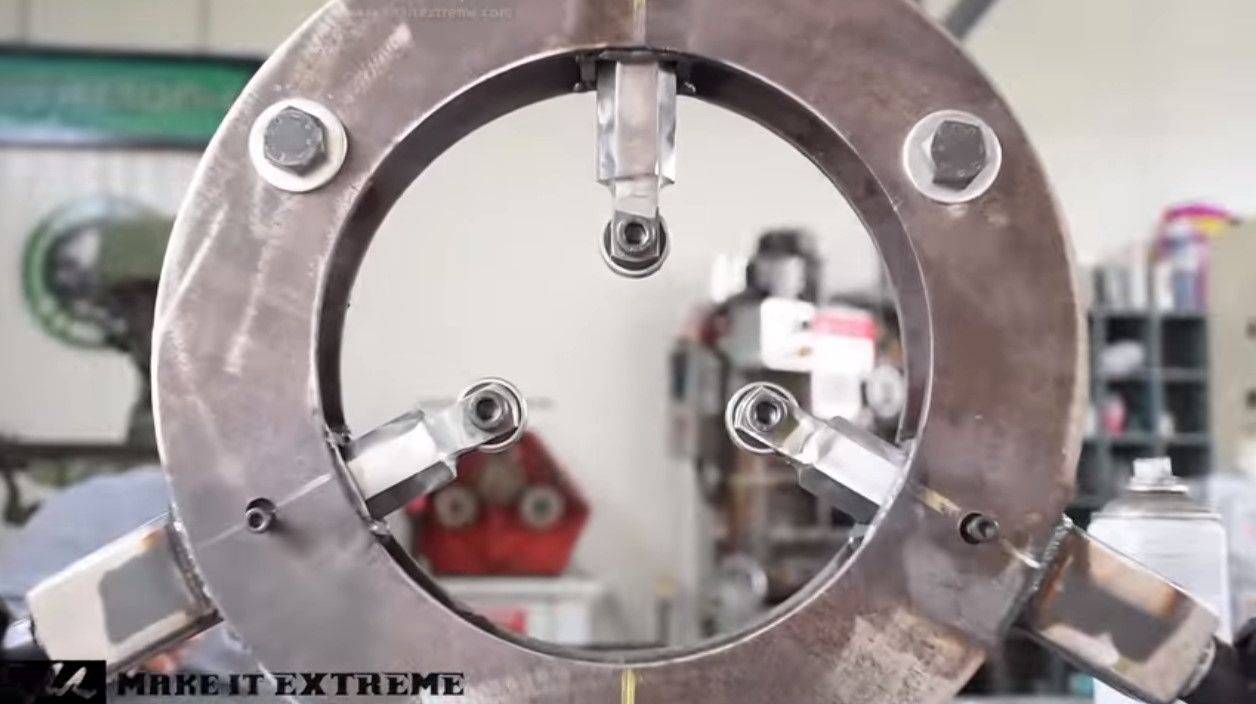
На основной заготовке люнета сделал пазы и отверстия для крепления осей и упоров. При помощи поворотного стола окружность просто разделить на 120 градусов.

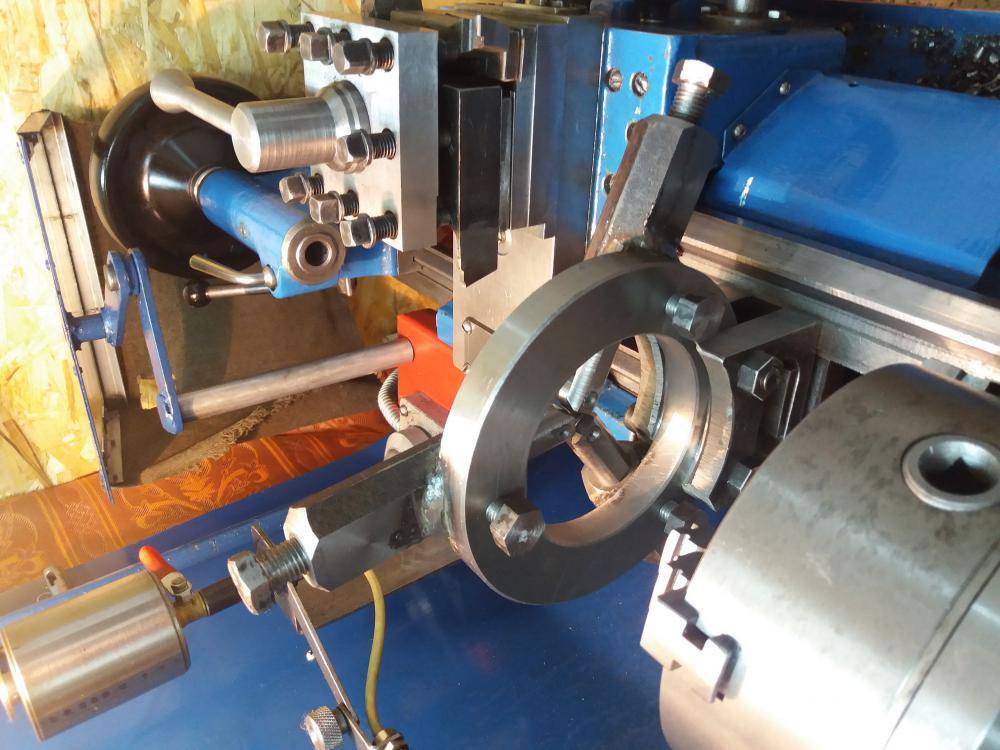
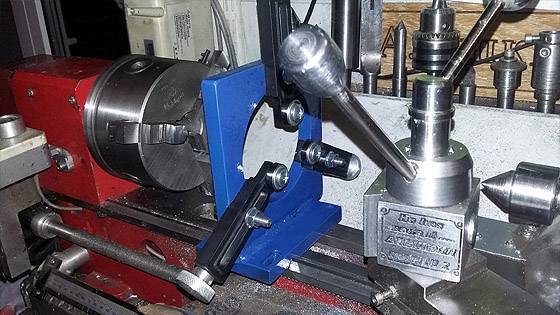
Вот как выглядит теперь моя заготовка люнета на токарном станке.
Вид на люнет, со стороны задней бабки.

Ах да, добавил гаек на оси, и в местах их установки нарезал ответную резьбу.
Выточил барашки и накатал рельеф, получились такие удобные крутилки.
Вид со стороны оператора, на подошву.

Вид на люнет,со стороны передней бабки.

Осталось только сварка, и опробовать приспособление в работе. Как только будет свободное время, сразу продолжу.







Да испытаний дело пока не дошло, так как уперся в прижим к станине.
Станина у меня, имплантирована дополнительными перегородками в окнах.
Поэтому прижим снизу не вставить, и я выпилил типа как на суппорте станка планочки.
Переднею планку сделал со сдвигом, так удобней будет снимать или ставить люнет.
Вот как выглядит процесс установки.
На слегка ослабленных винтах, накидываем подошву на станину станка.

Теперь только нужно придвинуть переднею планку и закрутить винты.

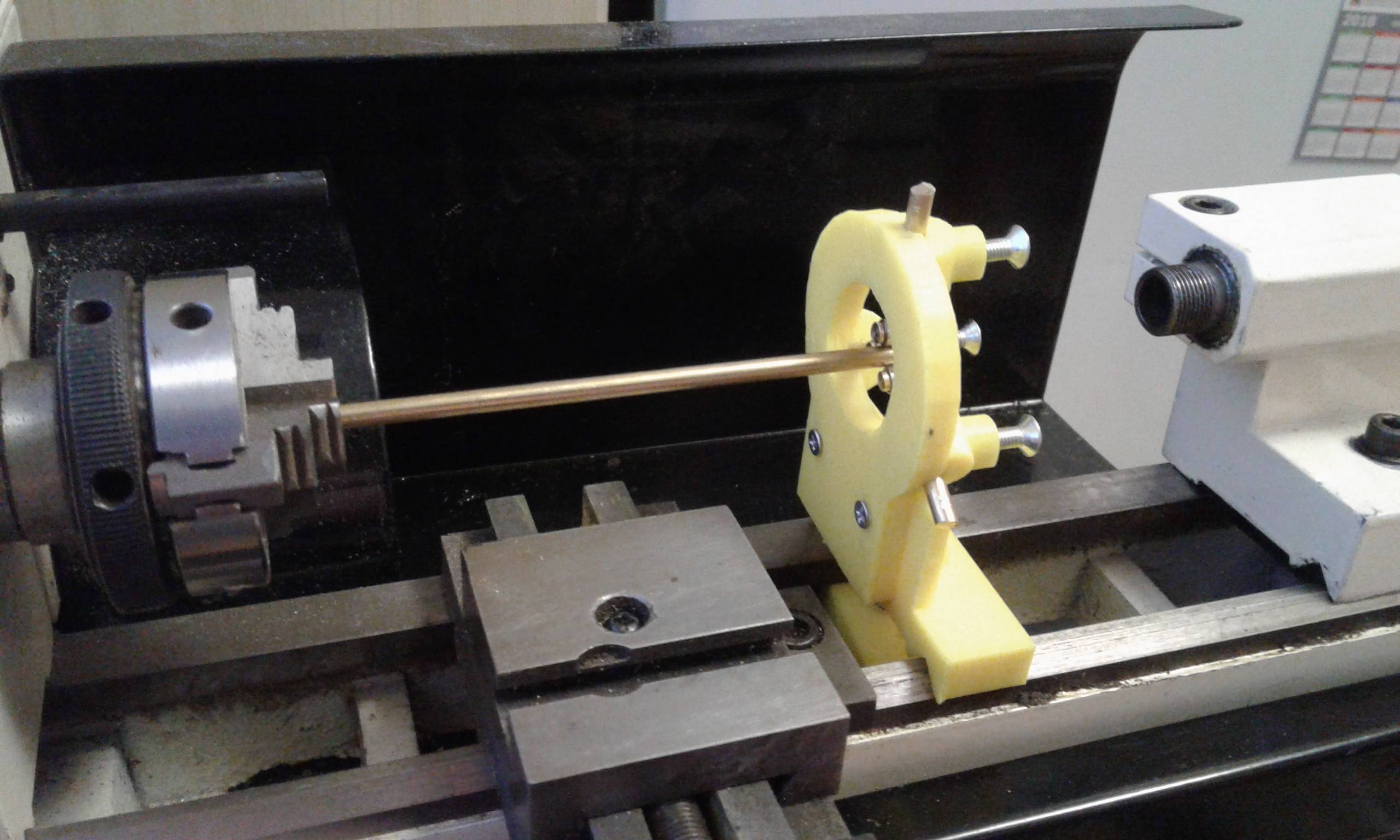
Получилось вполне работоспособно на мой взгляд.

В сборе выглядит так.

Вот теперь точно только сварка нужна.
Приварил подошву к люнету.

Сварщик я ещё тот и подошву лихо выгнуло, такого я сам не ожидал.
Пришлось немного поправить, ну и вот что у меня получилось.
Вот небольшое видео , или пробный пуск…
https://youtube.com/watch?v=qo7MyJMujJY
Ну и ремонт небольшой детали от часов.
Часто спрашивают, что вы на этих станочках делаете.
Принесли вот такую деталь с трещинами.

Нужно укрепить корпус.

Вот из такого кольца, срезанного при изготовлении с будущей шестерни я сделал колечко.

Одел колечко и проточил с наружи.

Получилось не плохо на мой взгляд.
Внешний вид вроде не испортил.
Раскрасил как смог…
Художник из меня ещё тот…
Назад
Вперёд
Резцедержатели для токарных станков по металлу
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка. Подразделяются на двухпозиционные и четырехпозиционные, т.е. в.
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку .
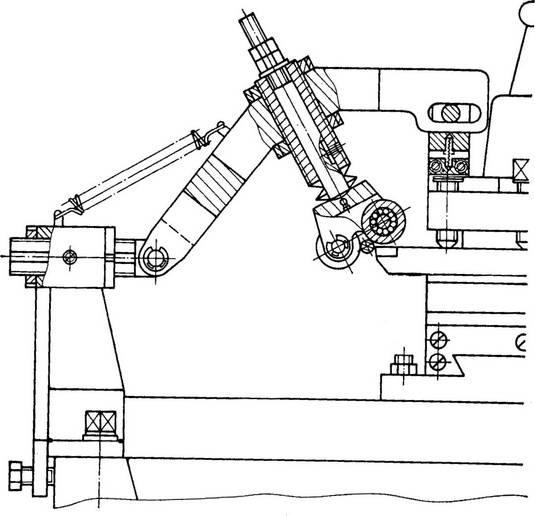
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
 Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.








Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
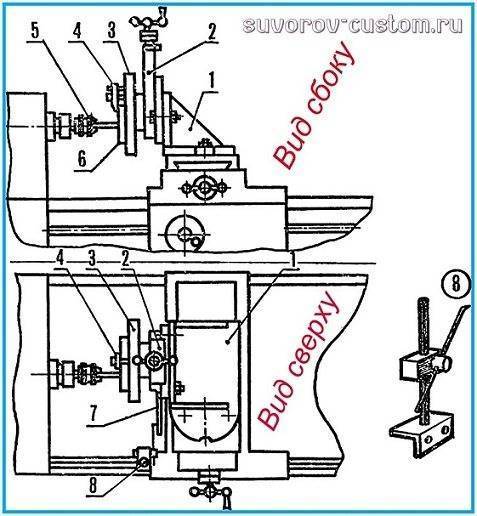 Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
Разновидности
Люнеты разделяются по разным факторам: размеры, способы закрепления изделия на токарном станке, дополнительные элементы конструкции, масса, количество креплений.
Неподвижный люнет
Неподвижный люнет применяется для того чтобы удерживать длинные детали. Деталь закрепляется на оборудовании с помощью крепежных болтов, которые вкручиваются в опорную пластину.
Особенность неподвижных конструкций — она имеет три кулачка, один из которых оказывает упор сверху, два других — снизу. Для закрепления на заготовках, неподвижный люнет имеет откидной шарнир, который упрощает этот процесс.
Когда нужно провести черновую обработку детали, требуется как можно сильнее зажимать кулачки. В противном случае могут появиться вибрации, которые нарушат точность работы резцов, приведут к браку детали.
Подвижный люнет
Подвижные детали имеют несколько отличий от предыдущих. На токарном станке присутствует продольный суппорт, на который закрепляются люнеты. Благодаря этому движение резцов с дополнительной деталью происходит одновременно. Это позволяет проводить более равномерную обработку. Режущий инструмент не заклинивает, сохраняет свою целостность длительный промежуток времени.
Еще одна особенность подвижной детали — наличие двух кулачков для упора детали. Один располагается на верхней части конструкции, другой на боковой. Роль третьего упора выполняет резец.
Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Кроме отличий в элементах конструкции, размерах, типах крепления на станину, весь без исключения инструмент может быть отнесен к одной из двух основных категорий:
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.

Люнет неподвижной конструкции
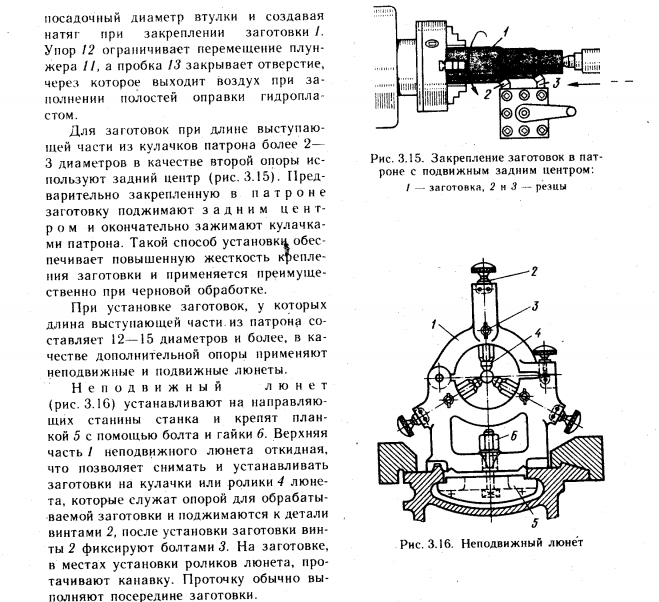
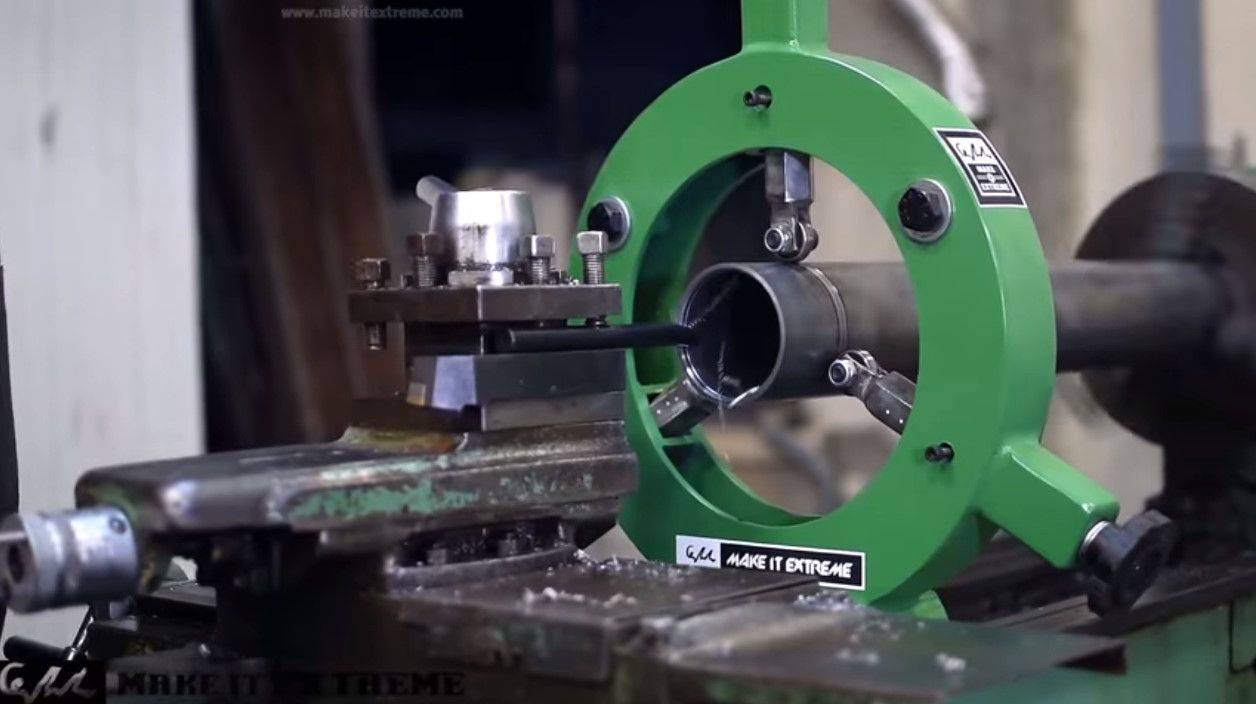
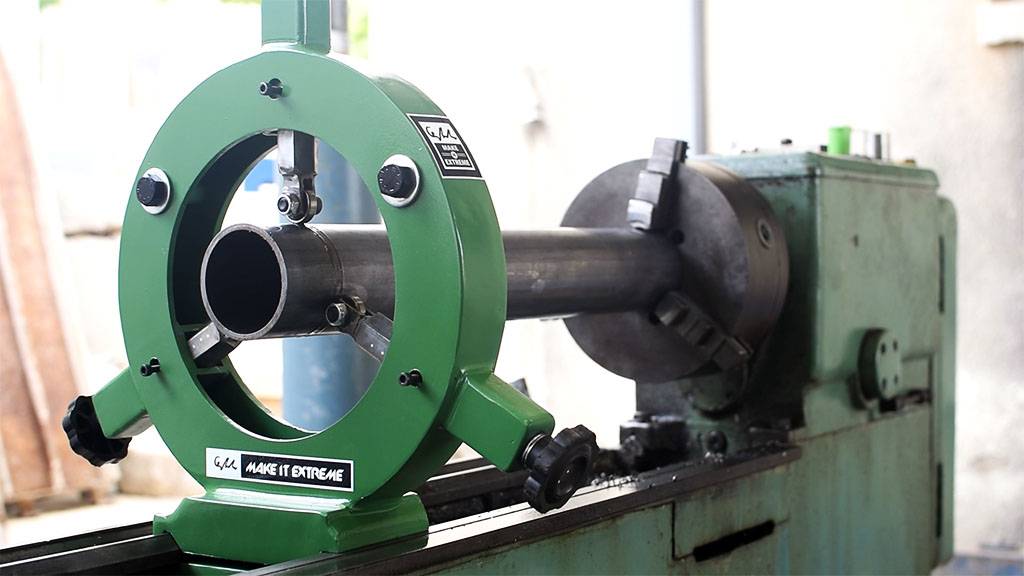
Люнет неподвижный представляет собой приспособление для токарного станка, целевое назначение которого состоит в том, чтобы поддерживать заготовку длинного размера. Это обеспечивает возможность более точной обработки изделия, исключает появление вибрации. Способ крепления оборудования к станине происходит посредством плоской опорной плиты и болтового соединения. Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».

Люнет подвижной конструкции
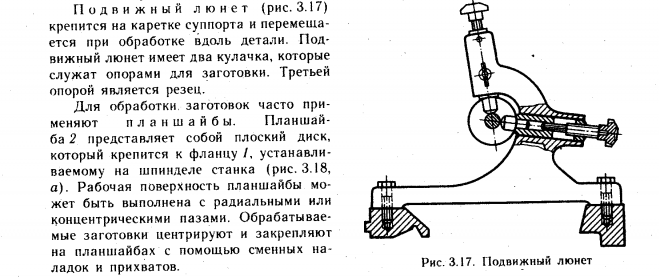
Люнет подвижный представляет немного иную конструкцию опоры, нежели неподвижное устройство. Он уже крепится не за станину, а за суппорт продольный на станке токарном. Это позволяет системе двигаться одновременно и в том направлении, куда движется режущий инструмент. То есть он располагается напротив самого резца. Основное целевое назначение подвижного токарного люнета в устранении изгибов тонких и длинных деталей под воздействием на них резца. Это позволяет избегать заклинивания инструмента и порчи изделия. Приспособление токарное подвижное имеет такие конструктивные элементы:
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.