Классификация сверлильного оборудования по универсальности его использования
Принято делить сверлильное оборудование на несколько групп по использованию в технологии изготовления деталей.
- Универсальные станки используются для производства самого широкого диапазона работ с металлом и другими конструкционными материалами. Подобные установки используют при изготовлении штучных деталей. При сверлении оператор может менять оснастку и заменять сверла (зенкеры, развертки и метчики), сообразуясь с технологической последовательностью обработки изделия.
- В массовом производстве универсальное оборудование задействуется редко, хотя при необходимости в технологической линии могут устанавливаться универсальное станочное оборудование. Его применяют исключительно для выполнения только определенной операции.
- Станки для сверления глубоких отверстий относят к группе специализированных. В подобных процессах применяют инструмент с устройствами для организованно подвода СОЖ. В технологических линиях детали переходят с одной установки на другую. Например, при необходимости последовательного сверления, зенкерования и развертывания отверстия. Качество и точность обработки на каждой последующей операции повышается.
- Специальные сверлильные станки выполняют только одну определенную операцию. Их используют в течение нескольких лет только для выполнения одной и той же операции.
На подобном оборудовании используют определенные кондукторы и типы сверл. Например, при производстве двигателей на предприятии сверление блока цилиндров для последующей установки шпилек выполняется на многошпиндельном станке. Все отверстия располагаются на заданных местах. При постановке на сверление деталь четко ориентируется относительно базовых ориентиров, и фиксируется от смещения.
Потом сразу несколько сверл многошпиндельного станка формируют отверстия требуемого диаметра.
Обозначение

На радиальных сверлильных станках можно выполнять стандартные операции сверления по механической обработке деталей, а оснастив оборудование специальным инструментом и оснасткой — растачивать или притирать отверстия. Они являются универсальными.
По классификации ЭНИМС обозначаются следующим образом: первая цифра в маркировке обозначает группу «Сверлильные и расточные станки», вторая – тип – «Радиально-сверлильные станки», третья и четвертая – максимальный диаметр сверления. Буква – проводилась модернизация станка. Например, 2В56 – радиально-сверлильный станок с максимальным диаметром сверления 60 мм.
Современные импортные образцы станков не имеют стандарта обозначения – каждый производитель обозначает модели по собственному стандарту. Например, Optimum классифицирует свои радиальные станки на легкие (RB) и тяжелые (DR): RB6, RB8, DR5, DR6; Proma обозначает тяжелый станок RV-32; Jet – JRD: JRD-460, JRD-720R, JRD-1100R.
Отсутствие стандарта приводит к путанице и усложняет подбор аналогов.
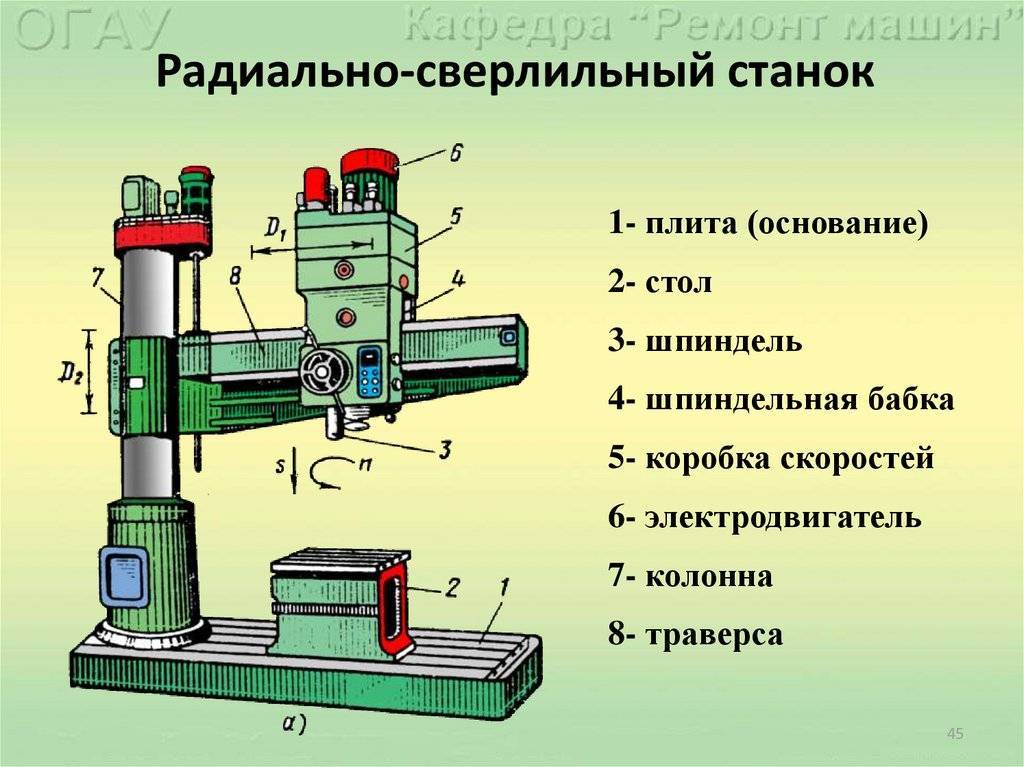
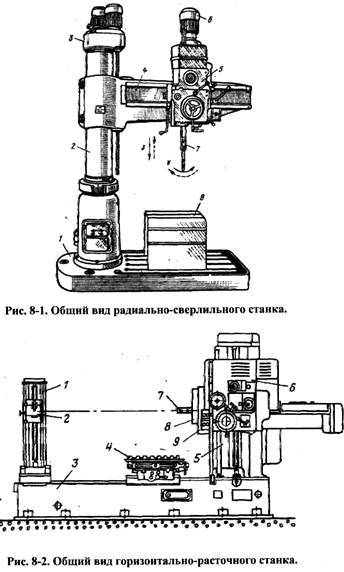
Компоновка
Оборудование имеет своеобразную компоновку: колонна и стол устанавливаются на плиту. На колонне закреплена траверса, перемещающаяся по колонне в вертикальном положении, а также она имеет возможность осуществлять поворот относительно колонны на 360 градусов.
На траверсе установлена сверлильная (шпиндельная) головка, перемещающаяся относительно траверсы в горизонтальном направлении. Она выполнена в виде отдельного агрегата. Если ее необходимо зафиксировать в определенном положении, то для этих целей имеется механизм зажима.
На рынке можно встретить настольные радиально-сверлильные станки, по компоновке напоминающие вертикально-сверлильные. Основное их отличием от классической компоновки — возможность перемещения стола в вертикальном направлении вместо перемещения траверсы.
В зависимости от условий эксплуатации и специфики производства радиально-сверлильные станки подразделяются на несколько типов:
- общего назначения;
- общего назначения с поворотом сверлильного узла;
- на направляющих станины;
- установленные на рельсы;
- переносные (мобильные);
- настенные.
Станки общего назначения применяются в ремонтных цехах, металлообрабатывающих производствах. Они являются стационарными – один раз устанавливаются на фундамент и больше не переносятся во время эксплуатации. Заготовку устанавливают на стол или на фундаментную плиту.
В фундаментной плите находится бак для СОЖ с насосом для ее подачи в зону резания. Шпиндельная бабка перемещается вдоль траверсы в горизонтальной плоскости, а траверса – в вертикальной и вокруг колонны.
Оборудование с поворотом шпинделя относительно горизонтальной поперечной балке в угловом направлении относится ко второму типу.
На направляющие станины радиальные станки устанавливают для обработки тяжелых у крупногабаритных заготовок. Другой разновидностью данного типа являются станки, установленные на тележку, которая способна перемещаться по рельсам за счет электропривода.
Настенные и переносные радиально-сверлильные станки применяются в судостроении и тяжелом машиностроении, а их основное назначение – обработка труднодоступных деталей, имеющих большие габариты: корпусные и отливки.
Основными характеристиками при выборе подобного оборудования являются:
- максимальный диаметр сверления в стали;
- расстояние от шпинделя до стола;
- возможность реверсивного вращения шпинделя;
- длина перемещения сверлильного узла по горизонтальной поперечной балке;
- возможность подачи смазочно-охлаждающей жидкости.
Кинематика:
- Вращение шпинделя – главное движение станка.
- Передвижение шпинделя в вертикальном направлении – движение подачи.
- Передвижение траверсы в верх и низ вдоль колонны, передвижение в горизонтальном направлении сверлильной головки вдоль траверсы, передвижение траверсы вокруг оси колонны – установочные движения.
Станки имеют широкий диапазон частот вращения, скоростей сверлильной головки и механических подач.
Бренды
На сегодняшний день советское оборудование вытесняется импортными аналогами. Основными импортерами являются Китай, Турция, Италия и Германия.
Хорошую репутацию среди производственников завоевали Optimum, Proma, Jet, Knuth.
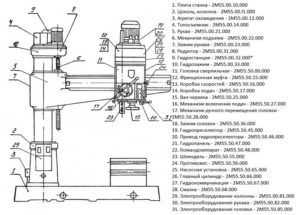
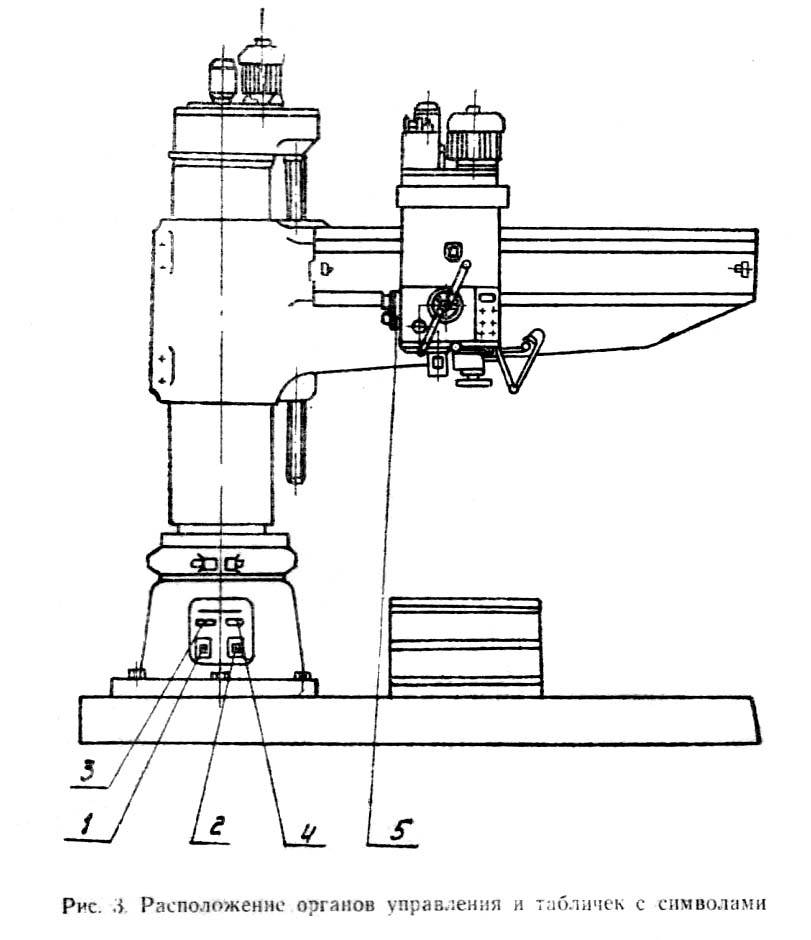
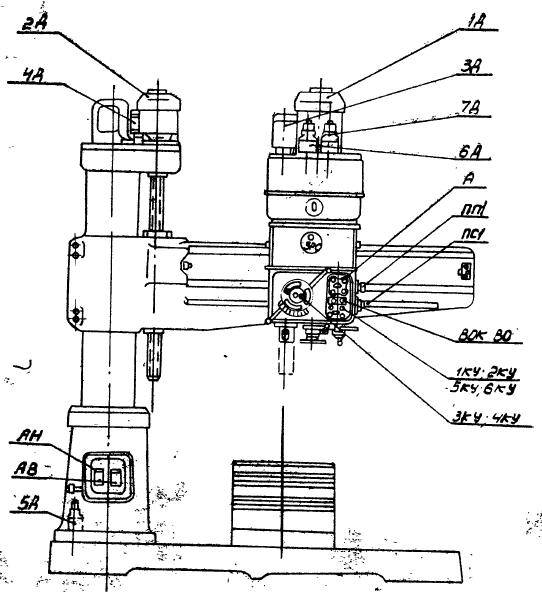
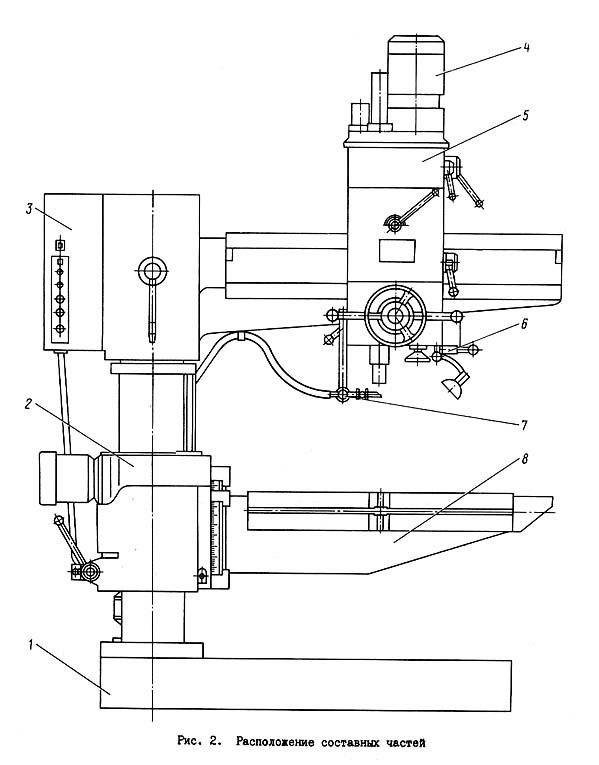
Спецификация составных частей сверлильного станка 257
- кнопка освобождения гидравлических зажимов колонны и шпиндельной бабки;
- грибок точной настройки глубины сверления;
- кнопка включения гидравлических зажимов колонны и шпиндельной бабки;
- рукоятка переключения с механического на точное ручное перемещение шпинделя;
- рычаг управления пусковыми фрикционами, тормозом и гидравлическим механизмом переключения скоростей и подач;
- крестовой переключатель;
- маховичок ручного перемещения шпиндельной бабки по траверсе;
- маховичок осевого точного ручного перемещения шпинделя;
- флажок включения и отключения лимба настройки глубины сверления;
- рукоятка быстрого ручного перемещения шпинделя и включения механической подачи шпинделя;
- диск предварительного выбора величины подачи;
- диск предварительного выбора числа оборотов шпинделя.
Система подачи СОЖ
Бак СОЖ и насосная установка подачи СОЖ к инструменту также находятся в технологических полостях задней части станка. Выключатель расположен в цоколе колонны. Обратно СОЖ сливается самотеком.
Параметры выбора радиально-сверлильных станков:
- максимальный диаметр, обрабатываемый сверлом в заготовке из стали или чугуна;
- максимальный размер нарезаемой метчиком резьбы;
- мощность электродвигателя шпинделя;
- радиус перемещения шпиндельной бабки;
- угол поворота траверсы;
- максимальное расстояние между столом и торцом шпинделя, определяющее наибольшую высоту обрабатываемой заготовки (за вычетом размеров инструмента);
- максимальное вертикальное перемещение пиноли с инструментом, определяющее глубину обработки;
- диапазон подач и количество ступеней вращения шпинделя;
- наличие системы охлаждения инструмента и заготовки в зоне резания, а также системы смазки.
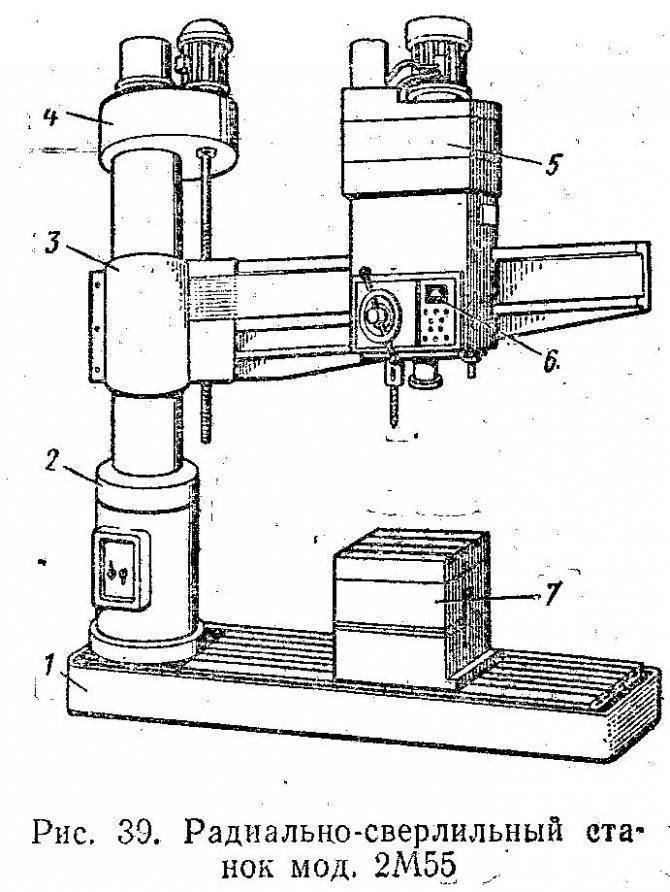
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.





![Радиально-сверлильный станок [характристики, особенности работы]](https://lab-metr.ru/wp-content/uploads/2/a/e/2aebf8fcb45097c9c710ff23f93e2d3d.jpeg)
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Конструктивные особенности и технические параметры радиально-сверлильных станков
Радиально-сверлильные станки предназначены для обработки заготовок с большими габаритами. Они отличаются от аналогичных моделей оборудования компоновкой и функциональными возможностями. Специфика применения – производственные участки по изготовлению изделий большого размера.
Назначение и конструкция оборудования
Главной особенностью станков этого типа является необязательное перемещение заготовки по рабочему столу для формирования отверстий на ней. Для этого в конструкции станка предусмотрен блок смещения шпиндельной головки в горизонтальной и вертикальной плоскостях.
Этот тип конструкции предназначен для сверления, зенкования и развертывания отверстий в стальных заготовках. Для выполнения этих функций оборудование включает в себя опорную плиту, на которую установлена несущая колонна. Она необходима для фиксации рукава, вдоль которого смещается шпиндельный блок с электродвигателем главного вращательного движения.
Для выполнения своих функций радиально-сверлильный станок должен иметь следующие параметры:
- жесткий зажим рукава на колонне. Это необходимо для снижения вибрации и повышения устойчивости положения сверла во время обработки;
- простой и надежный механизм смещения рукава по высоте колонны. Чаще всего для этого устанавливается гидравлическая система. Дополнительно применяется зажим для фиксации;
- компоненты должны находиться в доступной зоне для рабочего. Учитывая специфику конструкции, а в частности – высоту около 2м, компоновка оборудования должна предусматривать простоту выполнения ремонтных и обслуживающих работ.
Поворот колонны осуществляется за счет небольшого усилия оператора. Это уменьшает трудоемкость работы и увеличивает производительность. Для улучшения этих показателей рекомендуется выбирать модель с преселективным узлом. Благодаря ему можно предварительно настроить смену режимом без остановки оборудования.
Дополнительную жесткость конструкции может обеспечить двухколонная компоновка. Это положительным образом сказывается на точности обработки, но увеличивает массу конструкции.
Перечень основных технических характеристик
Радиально-сверлильные станки относятся к классу профессионального оборудования. Их производительность и точность обработки обусловлены сложной компоновкой, которая влечет за собой большие габариты и вес. Поэтому ознакомление с техническими и эксплуатационными характеристиками является обязательным.
Для крепления заготовки рекомендуется использовать специальные магнитные плиты. Чаще всего они не входят в стандартную комплектацию оборудования. Поэтому их необходимо приобретать отдельно
Важно, чтобы их габариты соответствовали размерам рабочего стола
Анализ возможностей радиально-сверлильного станка следует начать с ознакомления с основными техническими характеристиками:
- максимальный диаметр сверления. Зависит от материала изготовления детали;
- параметры смещения рабочей головки по рукаву;
- максимальная и минимальная высоты рукава;
- угол поворота рукава по оси колонны;
- частота вращения шпиндельной головки;
- количество скоростей и оборотов шпинделя;
- число рабочих подач;
- номинальная мощность электродвигателей – главного привода и для перемещения рукава по колонне.
Дополнительно необходимо учитывать наличие устройств зажима рукава в колонне и рабочей головки. Эти функции повысят надежность работы оборудования.
Наличие противовеса облегчает ручной режим настройки параметров радиально-сверлильного станка. Поэтому за его состоянием необходимо следить наиболее тщательно.
Особенности эксплуатации

Практически все модели радиально-сверлильных станков имеют большую массу – от 3,5 до 6 т. Для их установки необходимо предварительно подготовить устойчивую площадку. Чаще всего это ж/б платформа.
Перед началом работы необходимо проверить состояние всех узлов и агрегатов. В особенности это касается гидравлической системы зажимов и перемещений рукава по колонне. После этого можно приступать к полноценной эксплуатации оборудования.
Правила работы на радиально-сверлильном агрегате:
- ознакомиться с принципом функционирования оборудования, изучить его кинематическую схему;
- применять сверла, рекомендованные производителем агрегата;
- соблюдать меры безопасности, изложенные в инструкции по эксплуатации.
В качестве примера можно ознакомиться с видеоматериалом, в котором показаны способы сверления отверстий в швеллере с помощью этого оборудования:
Сферы применения оборудования
Основная сфера применения сверлильных станков – операции по металлообработке. Закрепление инструментов в шпинделях – вертикальное, а заготовки, подлежащие обработке, закрепляют на рабочем столе. Весьма сложно, перемещая детали, на глаз совместить ось её будущего отверстия с осью сверла. Поэтому этот процесс автоматизирован, чтобы ориентировать заготовку, получить отверстие с нужным диаметром.


Каталог оборудования с программным управлением включает следующие позиции востребованных станков:
- настольный – с одним шпинделем, используемый для сверления небольших отверстий – до 12 мм;
- радиально-сверлильный – со своей сферой применения, обрабатывающий крупные тяжёлые заготовки и высверливающий отверстия, которые надо расположить по дуге;
- горизонтально-сверлильный – для выполнения глубоких отверстий в узлах для стрелкового, артиллерийского оружия;
- центровальный – с его участием в торцах заготовок высверливают центровые отверстия;
- многошпиндельный – эффективен, если нужно одновременно просверлить несколько отверстий;
- с поворотным шпинделем – способен работать одновременно в двух плоскостях;
- агрегатный – имеет несколько силовых головок, действующих самостоятельно;
- спецстанок ограничивается набором определенных функций.
Создано оборудование, выполняющее комбинированную обработку заготовок: со сверлильной и расточной функциями одновременно, для сверления и нарезных работ (многошпиндельный вариант) и автоматические центры сверлильного профиля.
Что касается работы с древесиной, то популярны вертикальные, обрабатывающие с одной или двух сторон; выполняющие сверление вместе с фрезерными и долбёжными работами, они же предназначены для изготовления пазов, гнёзд и удаления сучков.
2 Станок вертикально-сверлильный
Любой настольный агрегат для сверления и других работ является именно вертикально-сверлильным. Данная группа оборудования со шпинделем, расположенным по вертикали, предназначается для мелкосерийного и единичного производства. Тот или иной настольный станок способен делать отверстия сечением 0,25–12 миллиметров в любых деталях с небольшими геометрическими размерами.
Монтируются такие агрегаты на верстак либо на другую подходящую устойчивую поверхность, если настольный станок устанавливается в частном хозяйстве. При помощи болтов они надежно прикрепляются к рабочему столу. Моделей вертикальных устройств немало – станок 2М112, 2Н125, 2Г175, 2Н118 и многие другие. Совсем несложно при желании сделать настольный сверлильный станок своими руками – он будет отлично справляться с возложенными на него “бытовыми” задачами по сверлению небольших заготовок.
Широкий модельный ряд вертикально-сверлильного оборудования не оказывает особого влияния на конструкцию таких станков. Все они имеют фундаментную плиту, станину, коробки скоростей и подач, шпиндельный узел, головку для сверления и ряд других одинаковых узлов. Почти на всех рабочий инструмент передвигается вручную, а не механически. А шпиндель на таких установках получает требуемое для выполнения рабочей операции вращение через клиноременную передачу от электрического двигателя (настольный станок не является в этом отношении исключением).
Назначение, функциональные возможности
Радиально сверлильные станки широко используются как в массовом, так и в единичном производстве для формирования отверстий в деталях из металла, чугуна и цветных сплавов. Основным движением в оборудовании данного класса является вращательное движение рабочего инструмента — сверла, и его возвратно-поступательная подача.
Радиальные агрегаты ориентированы на работу с крупногабаритными деталями, непригодными для рассверливания на обычных вертикальных станках из-за трудоемкости перемещения заготовки по рабочему столу. В отличие от стандартного оборудования, в радиальных механизмах зафиксированная на плоскости стола деталь остается неподвижной, а в требуемое положение перемещается шпиндель с рабочим инструментом.
Станок 2К550
От типа смонтированного на шпиндель рабочего инструмента непосредственно зависят функциональные возможности агрегата. Так, современные радиально сверлильные станки способы выполнять следующие операции:
- сверление;
- зенкерование;
- зенкование;
- развертывание;
- растачивание;
- подрезка торцов;
- нарезание резьбы (метрическая, дюймовая)
Ключевыми характеристиками оборудования являются три параметра: максимальный диаметр сверления, вылет шпинделя по отношению к станине и размеры рабочего стола, последние 2 определяют размеры деталей, которые может обрабатывать конкретный агрегат. к меню
к меню
Особенности конструкции
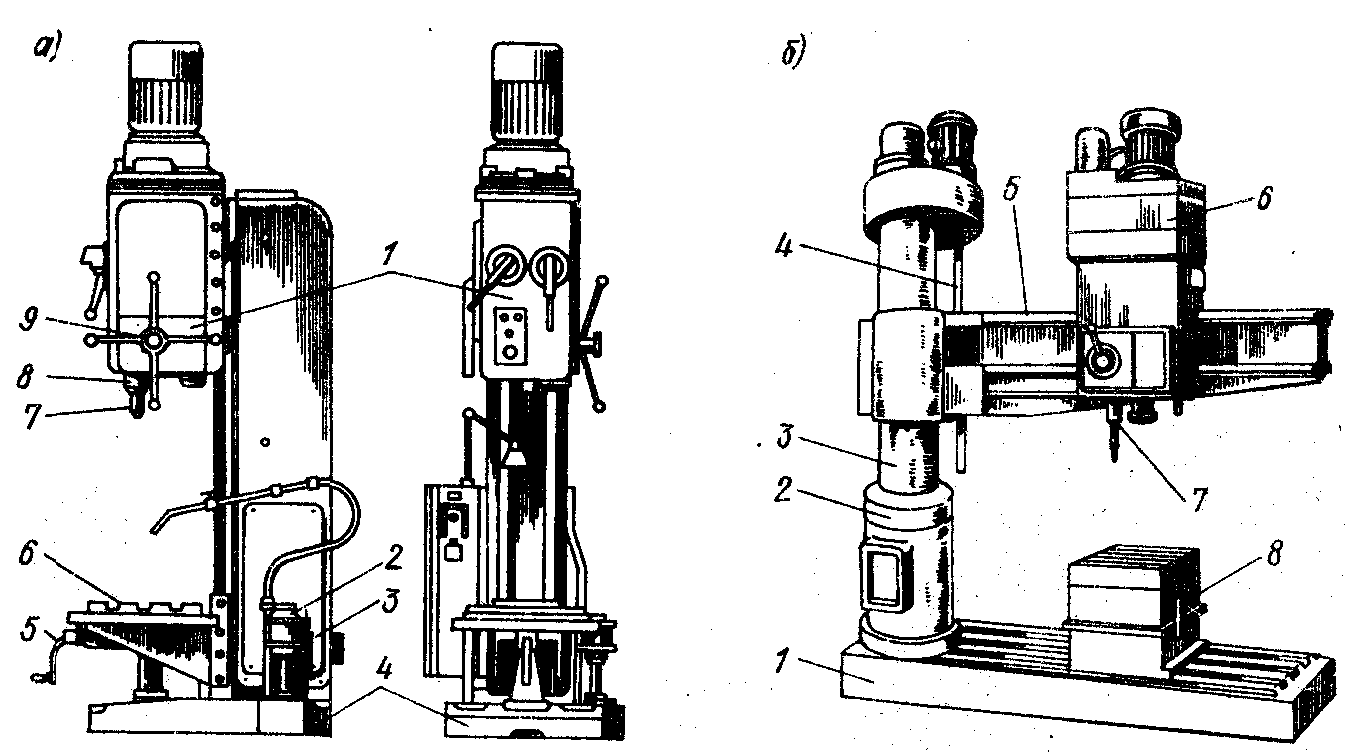
В зависимости от конструктивных особенностей все радиальные агрегаты классифицируются на три группы:
- универсальные (стационарные);
- переносные (используются для обработки крупногабаритных заготовок, к которым оборудование подается подъемным краном);
- самоходные (перемещаются на тележках по рельсовым путям, фиксируются на деталях посредством башмаков).
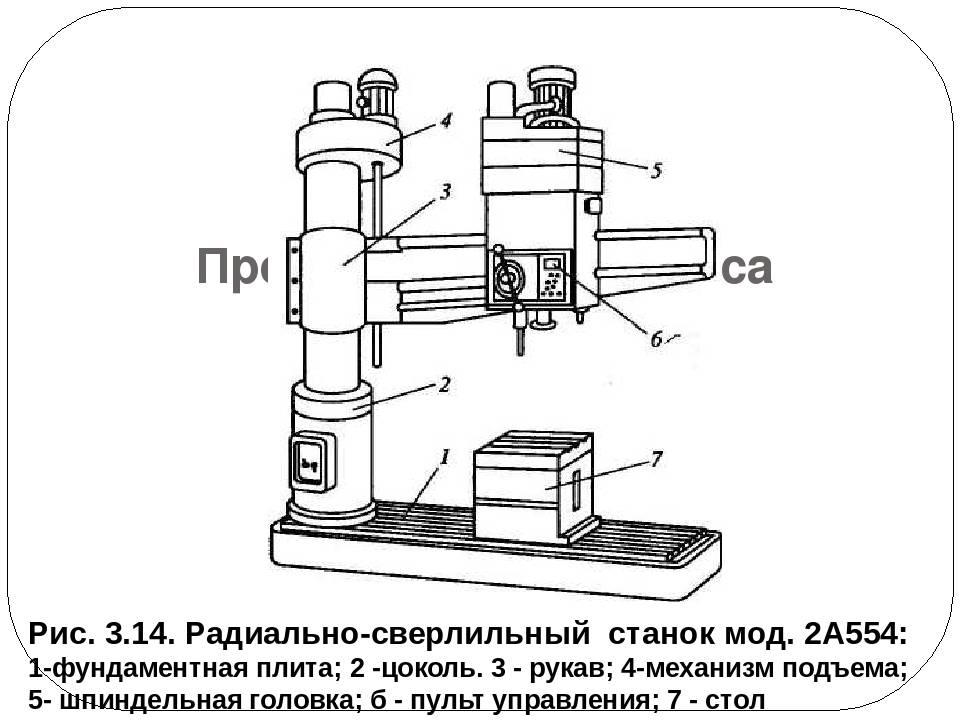
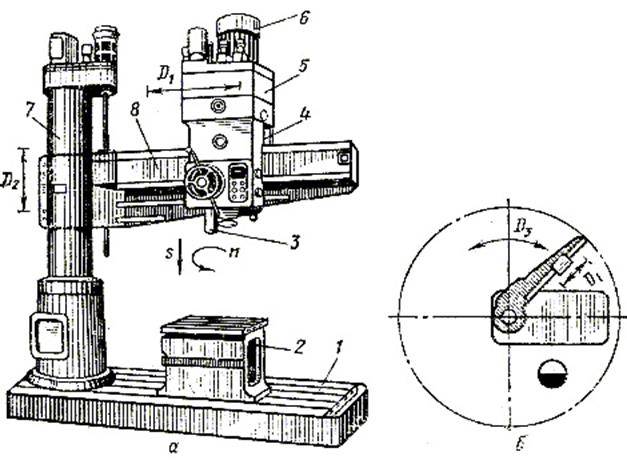
Схема конструкции радиального станка 2Е18П
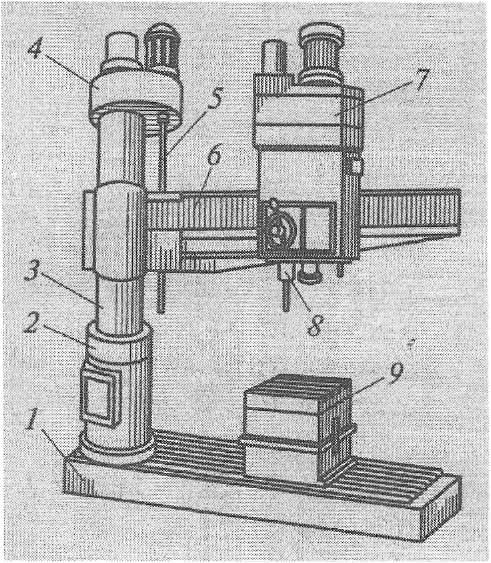
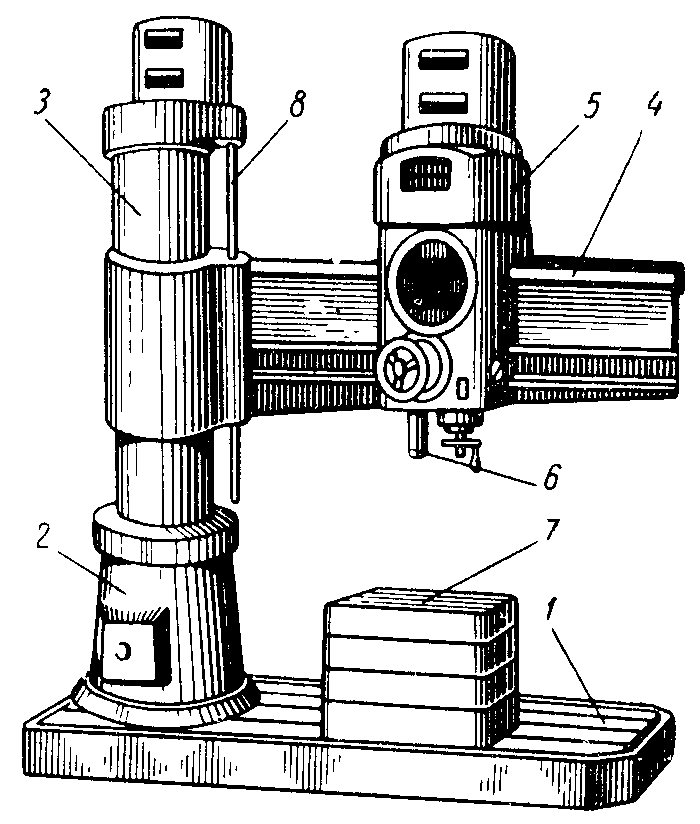
Конструкция станка состоит из следующих узлов:
- Фундаментная плита.
- Несущая колонна.
- Гидрозажим.
- Поворотная гильза.
- Траверса.
- Сверлильная головка.
В процессе обработки сверлильная головка может перемещаться как вдоль направляющей траверсы, так и поворачиваться в пределах 3600 благодаря перемещению поворотной гильзы. Сама деталь устанавливается на рабочем столе либо прямо на фундаментной плите (зависит от конструкции конкретного станка).
Колонна, монтирующаяся на фундаментной плите, выполняется из металлической трубы. На ее верхней части установлен механизм подъема, перемещающий траверсу в вертикальной плоскости. Сверлильная головка представляет собой отдельный конструктивный узел, состоящих из блока скоростей, механизма подачи и шпинделя.
Сверлильная головка в таком оборудовании имеет конструкцию, аналогичную вертикально-сверлильным агрегатам, однако она отличается повышенным числом подач и оборотов. Увеличенная скорость вращения шпинделя требует эффективной смазки, которая обеспечивается системой автоматической подачи СОЖ (резервуар с жидкостью, как правило, размещается внутри фундаментной плиты).
Крутящий момент на шпиндель сообщается от двигателя через коробку скоростей, состоящую из зубчатых колес. В качестве привода используются асинхронные двигатели, в одном станке может устанавливаться 3-8 моторов, каждый из которых отвечает за движения определенного узла конструкции. Для примера: распространенный станок 2А553 имеет 7 движков (электрическая схема демонстрирует расположение каждого из приводов):
Электрическая схема станка 2А554
- M1 — двигатель насоса подачи СОЖ;
- M2 — двигатель шпинделя;
- M3 — двигатель ускоренного отвода шпинделя;
- M4 — двигатель траверсы;
- M5 — двигатель гидронасоса траверсы;
- M6 — двигатель набора скоростей;
- M7 — двигатель набора подач.
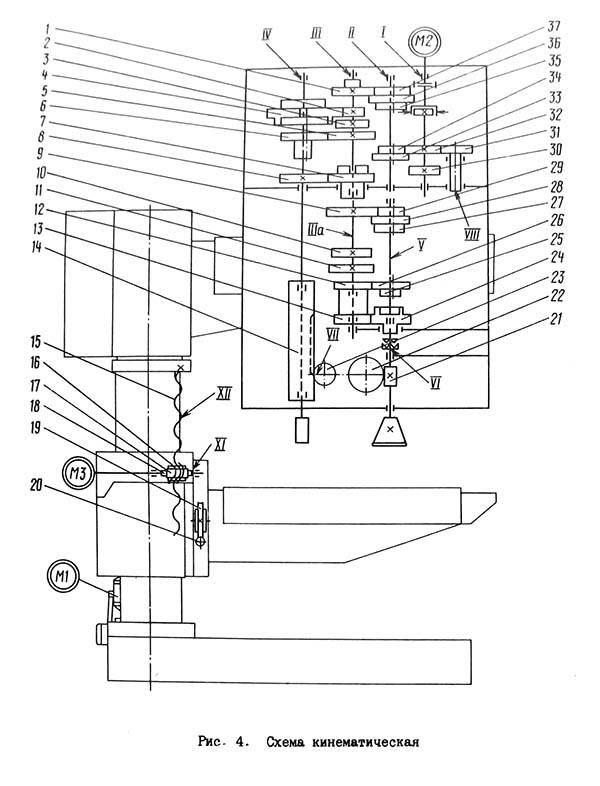
Кинематическая схема
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Кинематическая схема данного станка, в свою очередь, состоит из 5-ти кинематических цепей: движения подачи, ускоренного перемещения шпинделя, вертикального движения траверсы, перемещения сверлильной головки по траверсе, вращения шпинделя. к меню
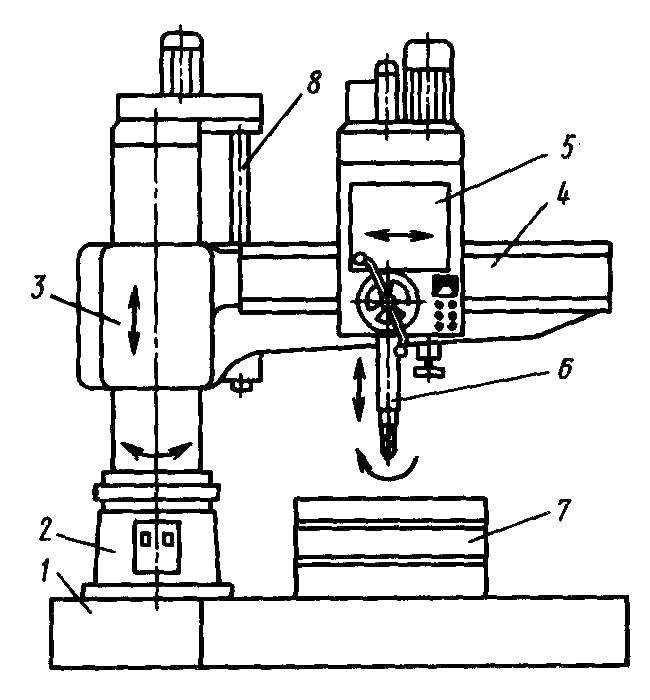
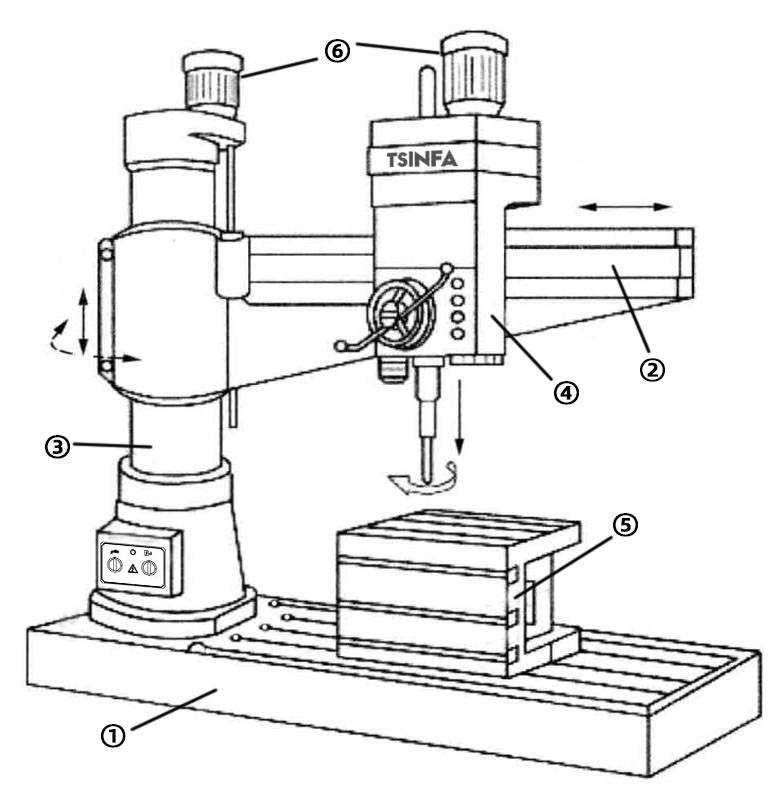
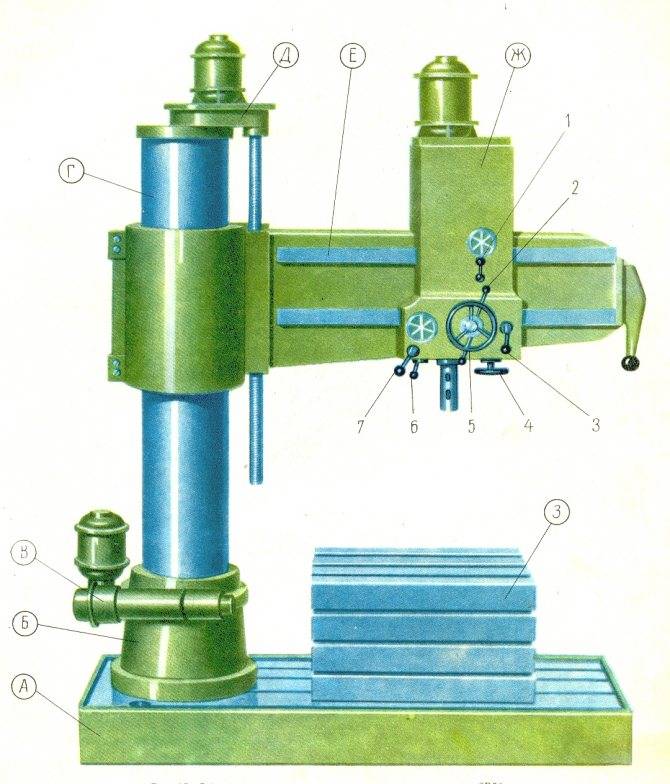
Основные узлы и механизмы радиального станка
Радиально-сверлильные верстаки могут быть настольного типа (портативные) и напольные (стационарные). И первый, и второй вариант имеет одинаковое устройство и состоит из:
- Надежной массивной станины;
- Цилиндрической стойки;
- Горизонтальной траверсы;
- Сверлильной головки со шпинделем.
Стойка в виде колонны служит основанием для траверсы, которая двигается горизонтально. На ней размещена сверлильная головка со шпиндельной бабкой и патроном для установки сверла или другой режущей насадки (метчика, зенкера, развертчика). Как видим, строение радиального станка типичное для сверлильного оборудования, несложное в эксплуатации, очень надежное и функциональное.
Работа и эксплуатация
В устройствах этого типа коробки скоростей и рабочих передач находятся в сверлильной бабке.
Соответственно и все основные органы в агрегатах 2м55, 2к52, 2а554, а также ас2532, 2н55 и 2532л располагаются непосредственно на ее лицевой поверхности.



Основным движением, при котором осуществляется резания в устройствах данного класса, принято считать вращение используемого рабочего инструмента.
Необходимое вращательное движение он получает через передачу непосредственно от электродвигателя, который также обеспечивает при необходимости вспомогательное движение используемого рабочего инструмента.
Параметры заданной обработки перед началом работ выставляются с помощью специальных рукояток, расположенных на коробке передач.
Точно таким же образом происходит управление подачей. Основные рабочие характеристики агрегата описываются несколькими показателями.
Также учитывается основной номер присоединенного конуса, который располагается внутри шпинделя.
Берется во внимание и наибольшее перемещение самого шпинделя. В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель. В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель
В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель.
При эксплуатации станков сверлильного типа данного класса обязательно учитывается количество ступеней, отвечающих за рабочее вращение в шпинделе.
На функциональные возможности станка оказывает большое влияние и мощность используемого электрического двигателя.
Стоит отметить и то, что на стоимость устройств из этой категории влияет, в первую очередь, функциональный набор, все его технологические возможности, а также техническое состояние.
Ремонт сверлильного станка должен проводиться профессиональными мастерами, которые хорошо разбираются в устройстве и принципе действия агрегатов этого класса.
Это поможет продлить срок службы устройства и сделает его эксплуатацию безопасной.
Обязательным условием работы на устройствах этого класса является строгое соблюдение правил по технике безопасности, которые должен соблюдать каждый оператор.
В любом случае, настольный сверлильный станок этого класса считается надежным и достаточно функциональным оборудованием, при помощи которого можно производить качественную обработку различных металлических поверхностей.