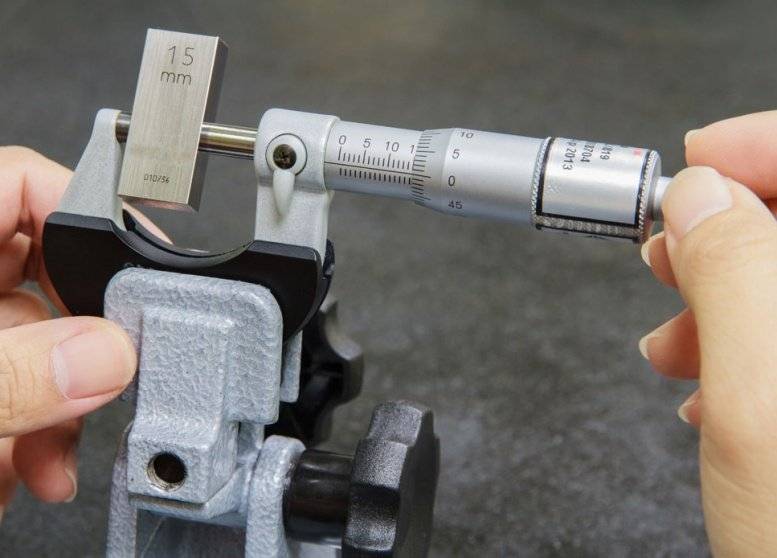
Ежедневное обслуживание токарных станков
Качественные запчасти для станков и своевременный уход за частями токарно-винторезного оборудования обеспечивает долгую службу станка и качество изготавливаемых деталей
Самое важное при обслуживании станка – не допустить повреждение его функциональных частей, поэтому ежедневно по окончании работы необходимо проводить несложные манипуляции по уходу и подготовке оборудования к следующим операциям. Они включают в себя:
- очищение поверхности от разнообразного технического мусора (стружки, пыли и т. д.);
- растворение керосином загрязнений и маслянистых разводов, вытирание насухо элементов;
- смазывание маслом всех деталей без лакокрасочного покрытия;
- заполнение масленок пластичной смазкой.
Перед началом работы на станке также следует проверять наличие смазки, проводить осмотр оборудования на предмет неисправности деталей. Поддерживать оборудование в исправном состоянии во время рабочего процесса помогают:
- соблюдение техники безопасности;
- своевременная замена деталей и сверл;
- предотвращение образования длинной стружки – ее наматывание на вращающиеся части может стать причиной выхода из строя оборудования;
- соблюдение последовательности включения станка: сначала опущение резца на болванку согласно чертежам, и только потом – включение станка.
Предприятия зареченского кластера интеграции технологий осуществляют изготовление деталей по чертежам заказчика с использованием механообработки металла.
При механической обработке деталей используется современное оборудование:
- ленточнопильные станки;
- комплексы лазерной, плазменной и гидроабразивной резки;
- универсальные токарные, токарно-винторезные и фрезерные станки;
- токарные и фрезерные станки с ЧПУ;
- токарные обрабатывающие центры с ЧПУ
- 3-х, 4-х и 5-ти координатные вертикально-фрезерные обрабатывающие центры
- гибочные станкии прессы;
- штамповочные прессы;
- профилешлифовальные и координатно-шлифовальные станки;
- гравировочные станки,
- аппараты аргонодуговой, плазменной, лазерной, электродуговой и точечной сварки;
- камеры для термической обработки.
Подробнее о технологиях и оборудовании на нашем сайте www.cit19.com в разделе Компетенции — Производственные.
Кластер интеграции технологий осуществляет изготовление деталей с использованием механообработки металла на станках с ЧПУ.
Преимущества изготовления деталей на станках с ЧПУ.
- При использовании станков с ЧПУ достигается высокая точность изготовления деталей и сокращаются сроки их изготовления.
- Благодаря использованию станков и обрабатывающих центров с ЧПУ, Кластер интеграции технологий может изготовить самые сложные детали с высокой точностью.
Элементы процесса резанья на токарных станках
Токарная обработка, как уже было сказано выше, один из самых распространенных способов обработки металлов резанием. Данный тип обработки применяется при изготовлении изделий типа тел вращения, таких как:
- Диски;
- Валы;
- Пальцы;
- Оси;
- Фланцы;
- Цапфы;
- Кольца;
- Гайки;
- Муфты;
- Втулки и пр.
Для того что бы наглядно показать самые распространенные типы токарных работ, ниже мы разместили изображение с описанием.
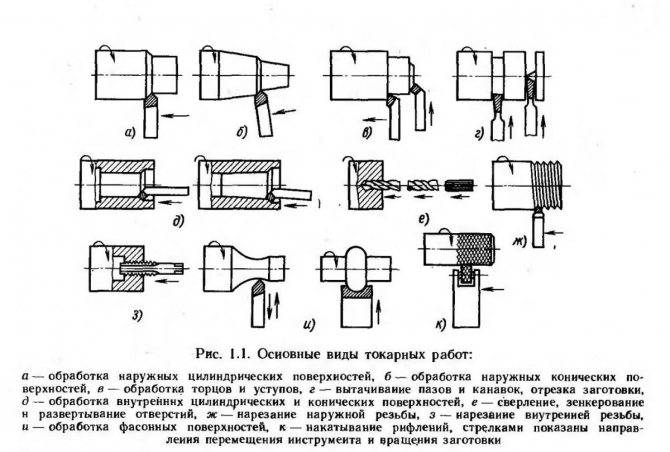
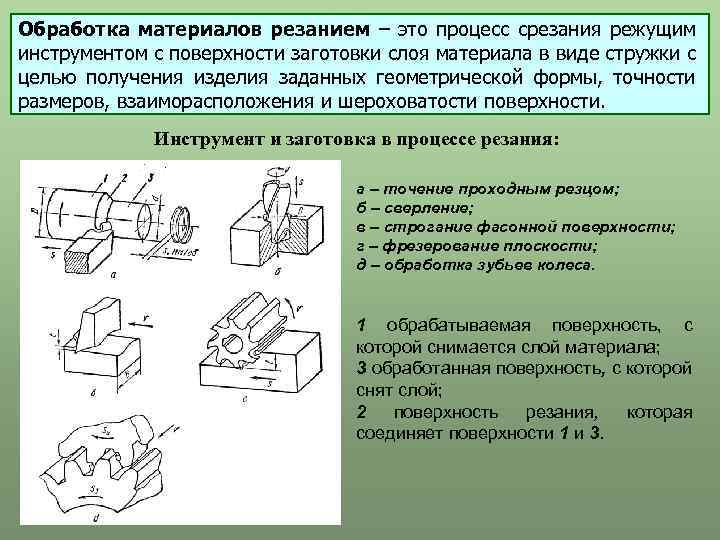
Большинство деталей используемых в машиностроении, получают окончательную форму и размеры в результате процесса механической обработки заготовки методом резания, которое осуществляется последовательным удалением режущим инструментом (сверло, резец и пр.), тонких слоев металла или другого материала в виде стружки с поверхности заготовки, а так же внутренних отверстий при сверлении, рассверливании, растачивании или нарезании резьбы.
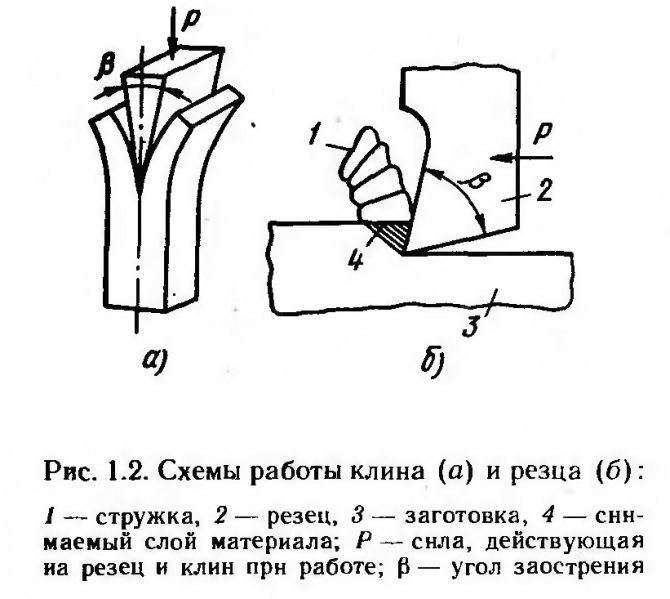
Резец при снятии стружки работает по типу клина, при вращении заготовки, режущая часть резца заточенная в виде клина, отделяет стружку от заготовки постепенно проход за проходом придавая необходимый размер и профиль. Принцип работы резца по типу клина показан на рисунке ниже.
Сам процесс резания на токарном станке осуществляется при вращении обрабатываемой заготовки, в момент вращения заготовки резец осуществляет прямолинейное поступательное движение подачи и далее уже происходит планомерное снятие слоя металла в виде стружки.
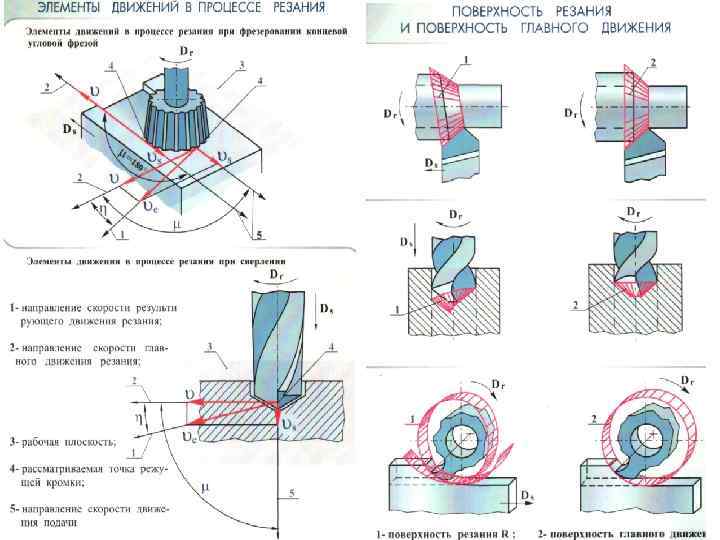
Так же существуют элементы режима резания при точении заготовки, это:
- Скорость резания;
- Подача;
- Глубина резания.
Скорость резания, это длина пути пройденного режущей кромкой инструмента, относительно обрабатываемой поверхности заготовки за единицу времени и измеряется данная скорость в м/мин.
Подача, это величина перемещения режущей кромки инструмента (резца, сверла и пр.) за один оборот заготовки или за единицу времени. Подача измеряется в мм/об., или в мм/мин., может быть как продольной когда инструмент перемещается вдоль оси вращения заготовки, так и поперечной, когда инструмент перпендикулярно оси вращения заготовки.
Глубина резания, это величина срезаемого слоя металла, за один проход резца, измеряется в мм.
У заготовки же различают несколько видов поверхностей:
- Обрабатываемая, это поверхность с которой снимают стружку и которой предстоит обработка;
- Обработанная, это поверхность полученная после снятия стружки;
- Резания, это переходная между обрабатываемой и обработанной поверхностью и образуется режущим инструментом.
Физические и химические основы электроэрозии
Электроэрозионная обработка (ЭЭО) — это технология, которая позволяет разрушать поверхность металлических изделий с помощью электрических разрядов. Явление электрической эрозии основано на разрушении электродов под действием электрического тока, пропускаемого через электроды. Технология была изобретена советскими инженерами и учеными Б. Лазаренко и Н. Лазаренко в 1943 году.
Технология электроэрозии позволяет изменить размеры, форму металлических деталей — ее можно использовать для создания отверстий, для шлифовки, для обработки фасонных полостей, для создания углублений и так далее. Технология является очень точной и надежной, что позволяет использовать для высокоточной обработки металлов.
На физическом уровне ЭЭО выглядит так:
- Для электрической эрозии применяются станки, которые имеет приблизительно одинаковую конструкцию. Главным их элементом является обрабатывающий инструмент-электрод, который выступает в роли резака. Вторым важным элементом является сама обрабатываемая деталь. Третий элемент — источник постоянного тока, к которому подключаются электрод и обрабатываемая деталь.
- Чтобы избежать перегрева деталей, обработка выполняется в жидкой среде. В качестве жидкости выступают диэлектрики, которые плохо проводят ток (керосин, минеральное масло). Для удобства работы станок может оборудоваться дополнительными деталями (реостаты, конденсаторы и другие). Большинство современных станков также оборудованы электронной панелью управления.
- Установка может работать в двух режимах — электроискровой и электроимпульсный. В случае электроискрового режима ток подается таким образом, что электрод выступает в роли минус-катода, а сама деталь — плюс-анода. Во время работы электрод генерирует электрическую дугу, которая ионизирует поверхность металлической заготовки. Ионы имеют очень высокую температуру, что приводит к расплавлению металла с образованием небольшой лунки. Чтобы не расплавить электрод-катод, электричество подается короткими импульсами. Длительность подачи электричества для генерации 1 импульса — 0,001 секунд. Во время электроискровой обработки срезается небольшое количество металла, поэтому эту технологию используют для финальной обработки заготовки.
- В случае электроимпульсного режима работы меняется электрическая полярность. На электрод подается положительный ток, а на деталь — отрицательный. Это также приводит к образованию ионизированной плазмы, которая прожигает металл с образованием лунки-углубления. Однако из-за особенностей кристаллической решетки металлов генерируется более мощный поток ионов, поэтому электроимпульсный режим мощнее электроискрового в 10-11 раз. Чтобы защитить электрод от расплавления, ток подается небольшими порциями, где длительность подачи 1 импульса составляет 0,001 секунд. Электроимпульсный режим из-за повышенной мощности используется для черновой обработки, а также для резки сверхпрочных металлических сплавов.

Частички металла, которые срезаются ионным потоком, попадают в жидкость-диэлектрик. Они не растворяются, а находятся в диэлектрике в виде мелкой взвеси. Сперва частички обладают очень высокой температурой, однако при контакте с жидкостью они быстро остывают, достигая температуры окружающей среды. После проведения работ не рекомендуется использовать «раствор» по прямому назначению, поскольку металлическая взвесь может ухудшать технические свойства эксплуатируемого прибора.
Режущий инструмент
Инструмент, который требуется для токарной обработки, обычно представляет собой цельные или составные резцы прямоугольной формы. Вставки составного инструмента могут различаться по размеру и форме, но обычно имеют форму квадрата, треугольника или ромба. Инструмент вставляются в посадочное место суппорта станка и подаются к вращающейся заготовка для резки. Режущий инструмент классифицируется по:
- Углу вылета резца – от 0 до 80;
- Форме рабочего торца –квадратный или заострённый;
- Направлению перемещения с суппортом – право- или левосторонние;
- Материалу режущей кромки – стальной или твердосплавный.
Кроме резцов, в качестве рабочего инструмента токарных станков используют свёрла, фрезы, метчики, развёртки и т.п.

Фрезы, в частности, представляют собой цилиндрические многоточечные режущие инструменты с острыми зубьями, расположенными снаружи. Промежутки между зубьями называются канавками и позволяют стружке сходить с обрабатываемой заготовки. Зубья могут быть прямыми или спиральными; наличие угла наклона спирали вдоль стороны фрезы, но чаще они расположены по спирали. Угол наклона спирали снижает нагрузку на зубья за счет перераспределения сил. Чем больше зубьев, тем лучше качество полученной поверхности.
Все режущие инструменты, используемые при токарной обработке, могут быть изготовлены из инструментальных сталей или твёрдых сплавов. Критериями выбора являются твёрдость, ударная вязкость и износостойкость инструмента.
Технология биметаллов
Метод основан на сращивании различных металлов посредством возникновения между ними диффузионной связи. Его суть состоит в необходимости получения материала, обладающего качествами двух элементов. Например, высоковольтные провода должны быть достаточно прочными и характеризоваться высокой электропроводимостью. Для этого сращивают сталь и алюминий. Стальная сердцевина провода принимает на себя механическую нагрузку, а алюминиевая оболочка становится превосходным проводником. В термометрической технике используют биметаллы с различным коэффициентом термического расширения.

Основные способы обработки
Основы металлообработки необходимо знать любому начинающему мастеру и литейщику. Зная, как себя ведут те или иные металлы при разных способах обработки, можно избежать ошибок при проведении технологического процесса.





Современная металлообработка включает в себя несколько основных направлений обработки:
- Электрическая. С помощью этого способа можно сделать отверстия в металлических листах для заточки инструмента и работы с твердыми видами стали.
- Механическая. Обширная группа методов обработки металлических заготовок. Их обрабатывают с помощью специального оборудования.
- Химическая. Создание искусственной химической реакции с помощью кислот, щелочей и других компонентов.
- Работа с давлением. Чтобы не нарушать целостность заготовки и изменить её форму, используется оборудование создающее мощное давление. Для изменения формы заготовки из твердых видов стали материал изначально разогревают.
- Термическая. Чтобы улучшить технические характеристики материала, используются различные способы обработки заготовок температурой.
Технология металлообработки развивается и улучшается с каждым годом. Появляется новое оборудование и варианты работы с металлами.
От чего зависит тип обработки
Виды металлообработки подразумевают под собой разные способы работы с металлами. Каждый из методов выбирается в зависимости от твердости материала и других его характеристик. Также на это влияет то, что нужно сделать с заготовкой. Например, для изменения технических характеристик материала используется термическая обработка. Чтобы изменить форму заготовки, может применяться механический способ или оборудование нагнетающее давление.
Обработка с помощью резки
Разрезать можно как металлический лист, так и любой полый или сплошной элемент, например, жгут. Резать можно напрямую или применять фигурную процедуру. В первом случае возможны даже ручные ножницы по листовой стали, а во втором не обойтись без высокотехнологичных станков с пультом чистового управления.
Оборудования с ЧПУ высокого качества и по доступным ценам можно приобрести на сайте . Здесь представлен широкий ассортимент продукции для профессионального производства изделий из металла.
Способы резки:
- Циркулярной пилой – домашний вариант с невысокой точностью и большой трудозатратностью.
- Болгаркой – тоже применяется в основном для использования дома.
- Гильотиной – представляет собой станок, где лезвие с большой скоростью и под давлением опускается на рабочую зону.
- Ленточнопильным аппаратом – оптимальный вариант, поскольку имеет множество технологических возможностей и дает ровные кромки.
- Кислородная металлообработка – подходит для сплавов с низким содержанием легирующих компонентов. На материале может остаться оксидная пленка, которую нужно убрать.
- Лазерная – лазер способствует образованию высоких температур, которые направлены на определенное место распиловки. Очень прогрессивный метод.
- Плазменная – самый хороший и точный способ, при котором излишки вещества на месте плавления просто испаряются, оставляя очень чистые кромки.
Также резка производится на токарном, фрезерном и ином оборудовании – убирается верхний слой с помощью режущей кромки инструментов.

Сравнительная таблица режимов резания на разных станках
| Тип операции | Какие параметры нужно контролировать |
| Точение |
|
| Фрезеровка |
|
| Сверление |
|
| Зубонарезка |
|
| Шлифовка |
|
Обработка давлением и с помощью резки
Обработка металла давлением входит в группу художественных методов. Кроме изменения формы заготовки, ее можно вытянуть или сжать. Данным способом делают не только декоративные изделия, но и колесные базы, баки для бензина.

При резке металл делится на части нужных размеров. Профиль стандартной ширины и толщины из сплавов средней прочности чаще всего делают при помощи абразивного круга или дисковой пилы. Если нужно выполнить раскрой заготовки более сложной формы или произвести обработку прочной заготовки используют другие способы резки:
- ручную;
- газовую;
- лазерную;
- плазменную.
Для вырезания одной или нескольких заготовок лучше использовать ручной инструмент. Он потребляет меньше электроэнергии, чем станок или же вообще не требует подключения к источнику питания. Сэкономить много времени не получится. Станок нужно подготовить к запуску, задать параметры.
Обработка металла газовой резкой применяется в том случае, если необходимо за короткое время сделать много деталей. Еще этот способ удобен, если заготовки нужно разместить в емкости для транспортировки.
Лазерная обработка многофункциональна. Кроме резки на специальном оборудовании, можно нанести на заготовку надпись. При резке лазером размеры полученных деталей соответствуют заданным параметрам. Твердый металл лучше обрабатывать плазмой.
Способ обработки металла давлением
В случае, когда нельзя нарушать целостность экземпляра, но требуется изменить его форму, то применяется более мягкая металлообработка с помощью прессов и штампов. Оборудование работает по принципу оказания большого давления на рабочую область.

Прокат
Все изделия из металлопроката созданы по данной технологии, а именно:
- листы;
- трубы;
- фасонная продукция.
Принцип работы следующий: заготовка проходит через сжимающиеся вальцы, приобретая необходимую форму.Обычно поперечное сечение уменьшается, а разрез приобретает нужные параметры. Есть три подвида прокатки:
- продольная, она же самая распространенная – в ходе операции лист или труба подаются вдоль, сжимаются ее края со всех сторон;
- поперечная – поступательное движение отсутствует, таким образом обрабатываются шары, втулки, цилиндры;
- поперечно-винтовая – усредненный вариант, в основном применяется для деталей с полостями внутри.
Волочение
Задача данной процедуры – уменьшить величину сечения детали. В ходе операции более крупная заготовка протягивается через волоки. Примером может служить изготовление проволоки (откуда и название распространенного материала). Сперва более крупный металлический канат проходит сквозь ряд фильер. Метод также имеет разновидности, волочение бывает:
- сухое – для смазывания применяется порошок;
- влажное – используется мыльная жидкость;
- черновое и чистовое;
- однократное и многократное;
- холодное и горячее.
Прессование
С помощью этой технологии обработки металлов получают изделия из чугуна, алюминия и других хрупких материалов, которые под воздействием высокой температуры или без нагрева приобретают нужную форму. Заготовку зажимают в матрице с отверстиями. Сверху начинает действовать пресс. Под его воздействием вещество просто выдавливается в заранее подготовленные емкости. Так получаются запчасти для автомобилестроения, самолетостроения и прочих сфер производства.
Матрица обычно подготавливается из жаропрочной стали, поскольку часто необходим нагрев. Прессование бывает:
- холодным для алюминия, олова, меди;
- горячим для чугуна, сплавов с содержанием никеля, титана.
Ковка
У каждого типа металла есть своя температура, когда он поддается процедуре. Она относится к одним из самых древних, поскольку еще кузницы средневековья работали по этому принципу – нагрев и механическое воздействие. Сейчас все доведено до автоматизма. Есть три способа:
- машинная с молотами (пневматическими и другими);
- штамповка – мы выделяем этот вид металлообработки в отдельный класс;
- ручная – почти не применяется.
Штамповка
Она может быть объемной и листовой. В первом случае получаются трехмерные изделия, во втором – штампы с плоскими параметрами. Есть две части у станка – матрица и пуансон. Одна из них является статичной, а другая – подвижной. Обе они зеркальные (в случае работы с листом) или имеют разную конфигурацию, в соответствии с нужной деталью. Обычно между двумя элементами есть один или несколько зазоров, куда выдавливается излишек. Затем он счищается, а сама заготовка на этом месте шлифуется. Но есть и полностью закрытые штампы, в которых таких отверстий по бокам не предусмотрено, тогда требуется точно распределять количества металла.
Листовая штамповка бывает двух видов:
- формообразующая – элемент получает необходимые для детали изгибы;
- обрезная – происходит фигурная резка.
Простым примером технологической процедуры можно привести чеканку монет.
Актуальность металлообработки
Обработка металла по праву считается одной из наиболее древних отраслей промышленности, история которой насчитывает десятки тысяч лет: начиная от ручной обработки цветных металлов древними людьми и заканчивая сложными высокотехнологичными производственными процессами, использующими современное оборудование.
В настоящее время металлообработка является фундаментальной основой огромного количества технологических процессов, включая в себя широчайший спектр различных методов и используемого оборудования, совокупность которых позволяет осуществлять производство качественных, надежных и долговечных металлических изделий.
Химическая обработка
Чтобы понимать, как влияют химические вещества на заготовку, требуется знать, чем обработать металл. С помощью химикатов очищаются металлические поверхности от ржавчины и грязи. Также применяя гальванический процесс, позволяющий нанести защитное покрытие на заготовку. Химические вещества улучшает показатели устойчивости к коррозийным процессам. Существует несколько методов обработки материала химическими веществами:
- Цементация — металл насыщается углеродом.
- Борирование — при насыщении материала бором, увеличивается его показатель износоустойчивости.
- Хромирование — хромом насыщаются только верхние слои металла. Устойчивость к коррозийным процессам увеличивается, но прочность не изменяется.
- Азотирование — применяется для увеличения устойчивости металла к воздействию влаги и механическим повреждениям.
Также материалы могут покрываться защитным слоем алюминия.
Сваривание
Среди ставших уже традиционными методами можно выделить электродуговую, аргонодуговую, точечную, роликовую и газовую сварку. Разделить сварочный процесс можно также на ручной, автоматический и полуавтоматический. При этом для высокоточных процессов сварки применяются новые методы.
Лазерная сварка
Благодаря применению сфокусированного лазера появилась возможность производства сварочных работ на мелких деталях в радиоэлектронике или присоединение твердосплавных режущих элементов к различным фрезам.

В недалеком прошлом технология обходилась достаточно дорого, но с применением современного оборудования, в котором импульсный лазер заменили газовым, методика стала более доступной. Оборудование для лазерной сварки или резки также оснащается программным управлением, а при необходимости производится в вакууме или инертной среде
Сколько получают
Зарплаты металлургов зависят от специализации, квалификации, должности, региона и других факторов. В сводном списке, составленном на основе открытых вакансий, можно представить следующий перечень средних по России окладов:
- Литейщик цветных металлов, термист, прокатчик, кузнец, гальваник: 30–35 тыс. руб.
- Сталевар, горновой, штамповщик: 35-40 тыс. руб.
- Вальцовщик, токарь-универсал, фрезеровщик: 50–60 тыс. руб.
- Сварщик, оператор станков по обработке металла с ЧПУ: 65–75 тыс. руб.
Выше зарплаты (на 30–100%) у руководящего состава предприятия. По географическому принципу – большие заработки в Москве и отдаленных (в том числе северных) районах страны.






Особенности художественной обработки
Основы металлообработки включают в себя не только изменение формы и размеров заготовки, но и их декоративную обработку. Мастер может создавать отдельные изделия, или украшать уже готовые металлические конструкции. Существует 4 процесса металлообработки, позволяющих изменить внешний вид детали:
- литье;
- ковка;
- чеканка;
- сварка.
Все виды декоративной работы с металлом подразумевают под собой изначальное разогревание заготовки. Чем выше пластичность, тем проще работать с деталями.
Сварочная технология считается новой в сравнении с остальными. Её активное развитие начинается со второй половины 20 века. С помощью сварочного аппарата можно разрезать металлические листы и соединять детали между собой.
Металл является твердым материалом, работая с которым нужно использовать специальное оборудования и разогревать заготовку. Обработка позволяет изменить размер и форму детали, а также улучшить её технические характеристики. С помощью методов декоративной работы с материалом можно украшать изделия, улучшая их внешний вид.
Термическая металлообработка
Использование высоких температур предназначается для улучшения характеристик стали. У каждого сплава свои предельные границы, на которых разрушается или меняется кристаллическая решетка, после остывания обычно становится прочнее.

Отжиг
Служит для повышения пластичности и ковкости, то есть в основном используется перед другими методами обработки. Обычно применяется после литья, чтобы убрать внутреннее напряжение в заготовке. Для проведения операции сталь нагревают и оставляют медленно остывать прямо в печи.
Закалка
Задача – повышение твердости, но при этом может увеличиться и хрупкость. Отличие процесса в том, что после нагрева некоторое время поддерживается большая температура, в то время как охлаждение, напротив, очень стремительное – в масле или воде.
Отпуск
Это второй этап после закалки для снижения хрупкости. Фактически это вторичный разогрев с медленным остыванием, но при менее высоких температурных воздействиях.
Старение
Это способ декоративного оформления, чтобы получить красивую состаренную поверхность, но не испортить основные качества.
Как осуществляется ковка металлических изделий
Ковка — древний метод обработки металла. Суть процесса — придание заготовке нужной формы при помощи ударов молота. Под ударами молота деталь деформируется и постепенно принимает желаемую форму.
Свойство металла, обеспечивающее «правильную» деформацию, без трещин и разрывов, называется ковкостью. Ковкость, в большинстве случаев, присуща драгоценным металлам, обладающим пластичностью и вязкостью.
 Ковка металла
Ковка металла
Особенности холодной ковки
История художественной обработки металла сообщает о методе «холодной ковки», повсеместно использовавшемся в Киевской Руси. Посредством «холодной ковки», мастера по золоту, выковывали из слитков драгметалла чаши, ковши и т. д.
Задача кузнеца, на первом этапе работ, состояла в уплотнении изделия под ударами молота. На втором — обработанный металл подвергался отжигу, шлифовки и т. д. В наше время данный способ используется только в ювелирном деле.
Разновидностью холодной ковки считается дифовка, что означает художественную обработку листового металла толщиной до 2 мм. Данный метод применялся, в Древней Греции, величайшим скульпторам античной эпохи Фидием, создававшим золотые одежды для статуй богов.
Прессование заготовки
Прессование — это горячая обработка металла давлением. Используя всестороннее сжатие и давление, разогретый металл выдавливается через отверстие в матрице. Для металлов с низкой пластичностью, такая обработка считается единственным методом, дающим возможность получить прут с простым или сложным сечением.
Прессование может быть двух методов:
- прямое;
- обратное.
 При этом меняется только движущая часть пресса. В первом случае — движется пуансон к заготовке, во втором — заготовка к пуансону. Для получения прута любого сечения можно использовать любой метод прессования, а трубы можно получить только благодаря прямому прессованию.
При этом меняется только движущая часть пресса. В первом случае — движется пуансон к заготовке, во втором — заготовка к пуансону. Для получения прута любого сечения можно использовать любой метод прессования, а трубы можно получить только благодаря прямому прессованию.
Условия работы пресс-камеры, пуансона и пресс-шайбы очень жёсткие. Благодаря большому давлению и высокой температуре они быстро приходят в негодность. Их изготавливают из жаропрочных сплавов и инструментальной стали.
Чтобы увеличить срок службы используют смазывающие вещества: минеральное масло, графит, канифоль, в определённых ситуациях применяется жидкое стекло. Этот метод обработки имеет недостаток — необрабатываемый остаток, около 20% металла остаётся в прессе.
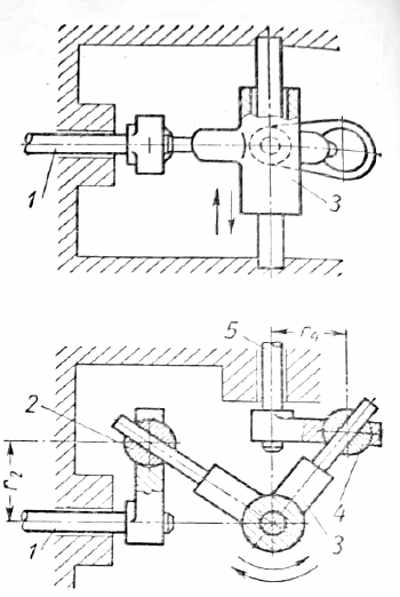
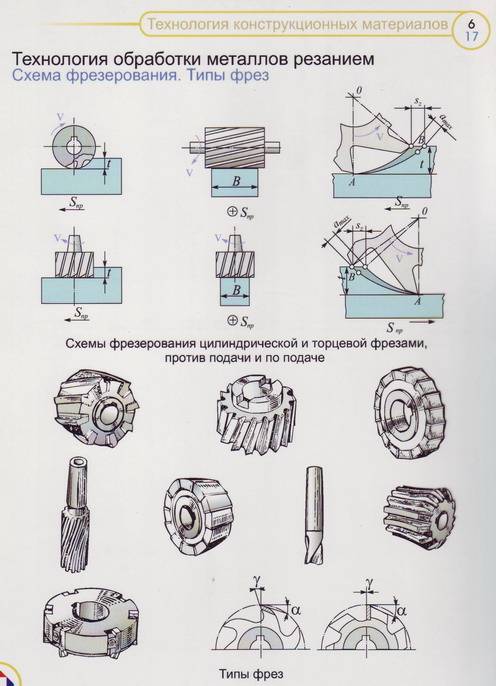
Фрезерные работы
Фрезеровщики могут на своей аппаратуре производить сразу несколько операций — и наружная обработка, придание формы, и создание отверстий, полостей, поскольку фреза передвигается в нескольких направлениях (рис. 1, 3, 4). Помимо этого, можно наносить фаски, делать резьбу, канавки.

Рисунок 1 — Фрезерование детали
Многообразие процедур и задач настолько высоко, что фрезерный станок один из самых востребованных. Его устанавливают как на производствах, так и в частных мастерских. Отдельно стоит упомянуть оборудование, оснащенное ЧПУ (рис. 5, 6), так как автоматизация позволяет делать высокоточные операции с деталями фактически любой формы.

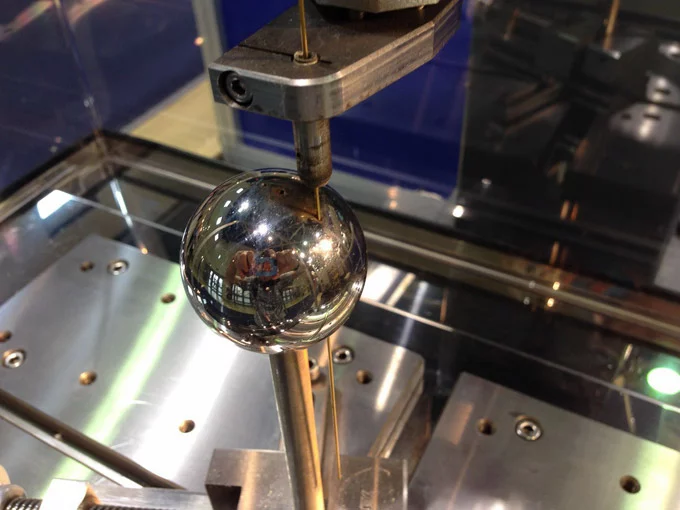
Рисунок 2 – Обработка заготовки на токарном станке.
Борьба людей с песками, болотами и зарослями.
С появлением в Египте медных орудий труда египтяне успешнее, чем раньше, вели борьбу с песками, болотами и зарослями.
Египтяне огораживали участки земли плотинами из глины, смешанной с тростником. В плотинах устраивали ворота; через них вода при разливе заливала участок. Затем ворота закрывали и не выпускали воду, пока она не пропитывала хорошо почву. К участкам, до которых не доходил разлив, египтяне прокладывали от реки каналы.
Карта Египетское царства:
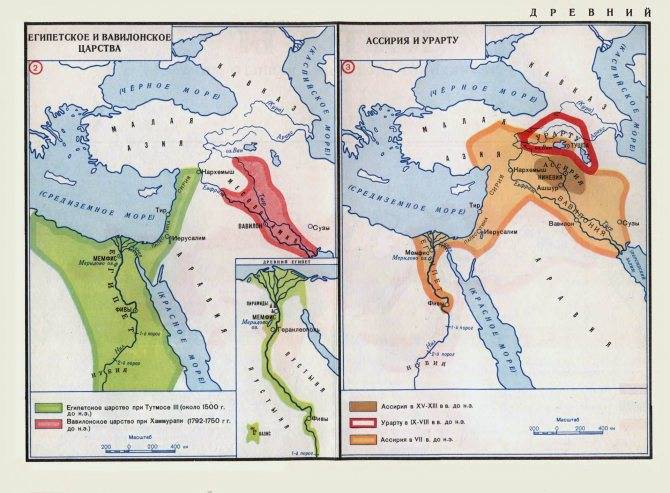
На болотистых местах рыли каналы, чтобы отвести в реку излишек воды. Медными топорами вырубали кустарник и тростник.
Ветер заносил каналы песком. Разливы Нила размывали плотины. Каждый год население расчищало и ремонтировало их.
Над постройкой и ремонтом каналов и плотин совместно трудились тысячи людей, живших по соседству друг с другом
Благодаря труду людей много земель в долине и дельте Нила стали пригодными для земледелия.

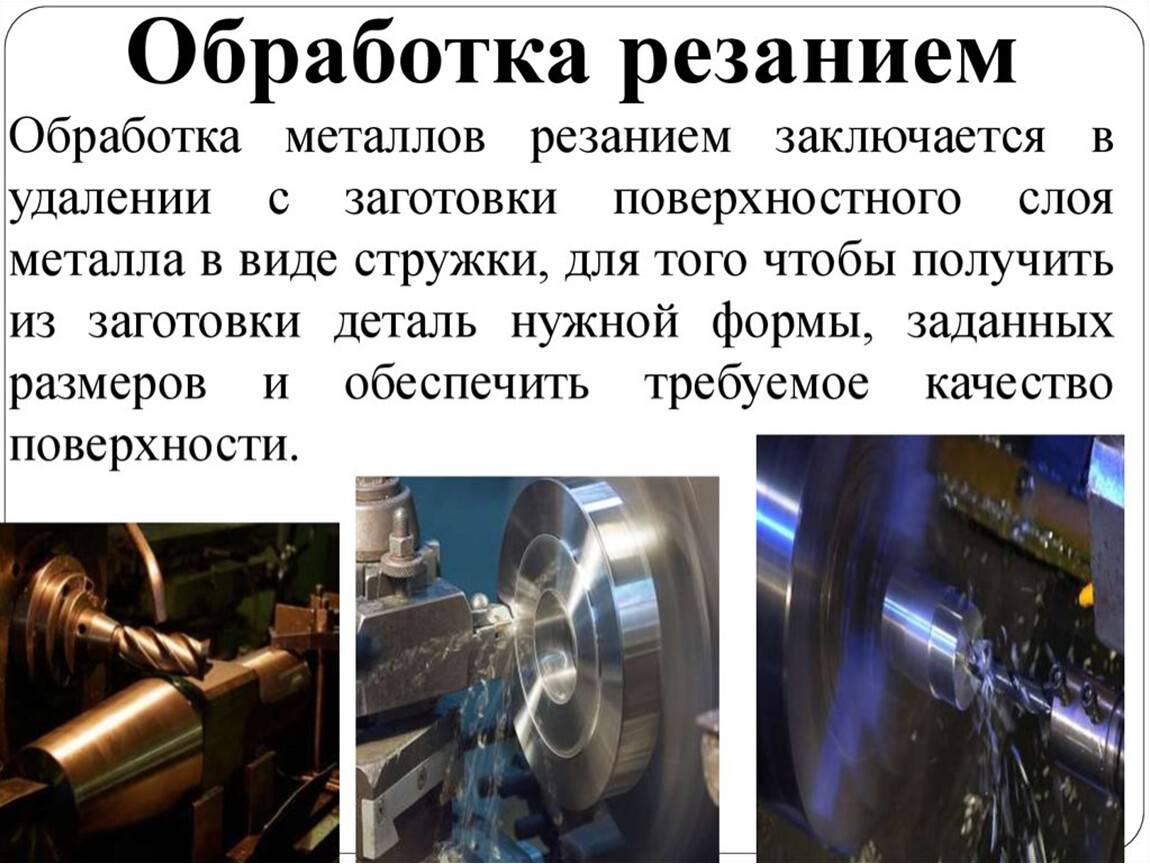



Способы механической обработки металлов
Отдельного внимания заслуживают виды механической обработки металлов. По-другому механическое воздействие можно назвать методом резания. Такой метод считается традиционным и самым распространенным. Стоит заметить, что основными подвидами данного метода являются различные манипуляции с рабочим материалом: раскрой, резка, штамповка, сверление. Благодаря именно этому способу предоставляется возможность получения из прямого листа или чурки нужной детали с необходимыми размерами и формой. Еще с помощью механического воздействия можно добиться необходимых качеств материала. Часто подобный способ применяют, когда нужно сделать заготовку, пригодную для дальнейших технологических операций.

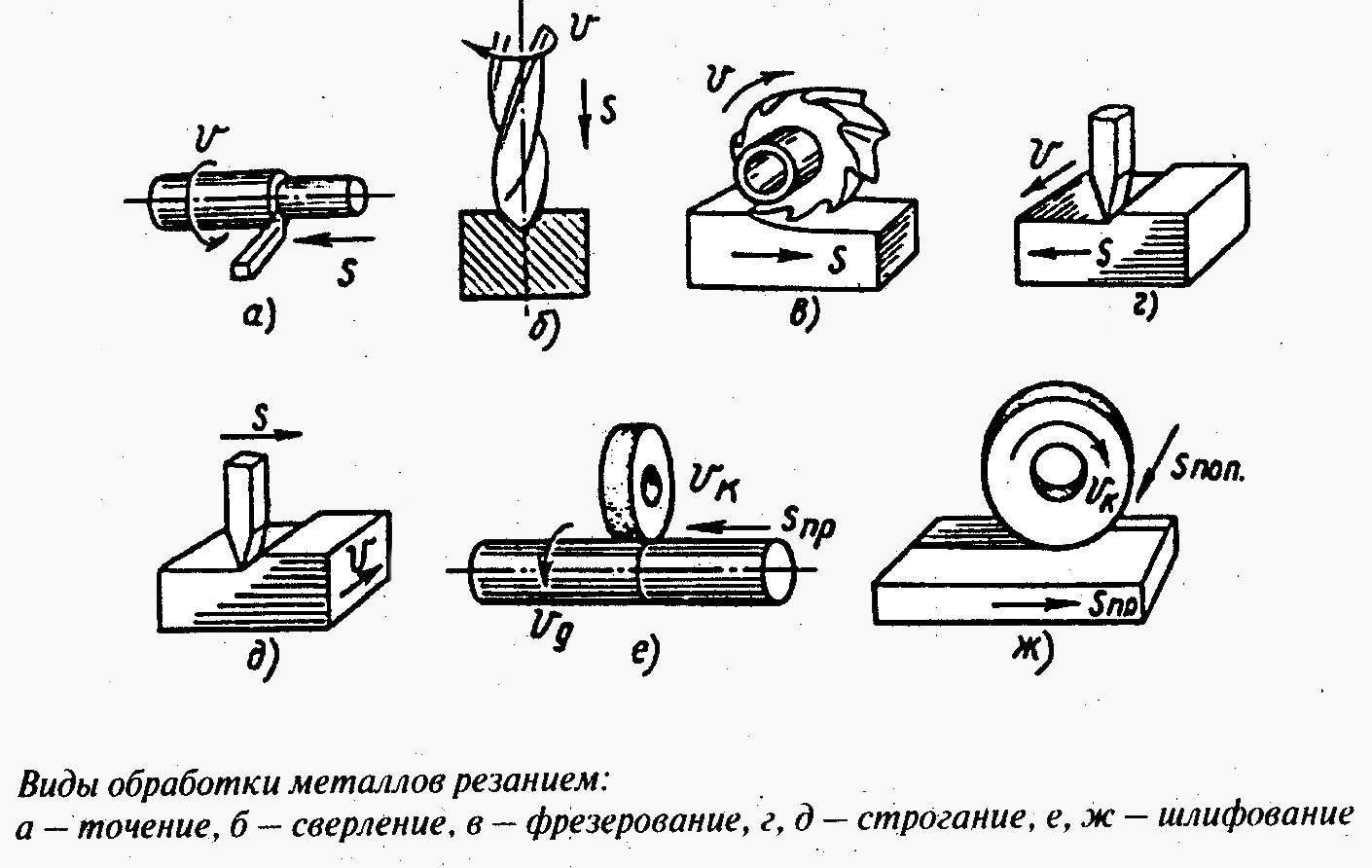
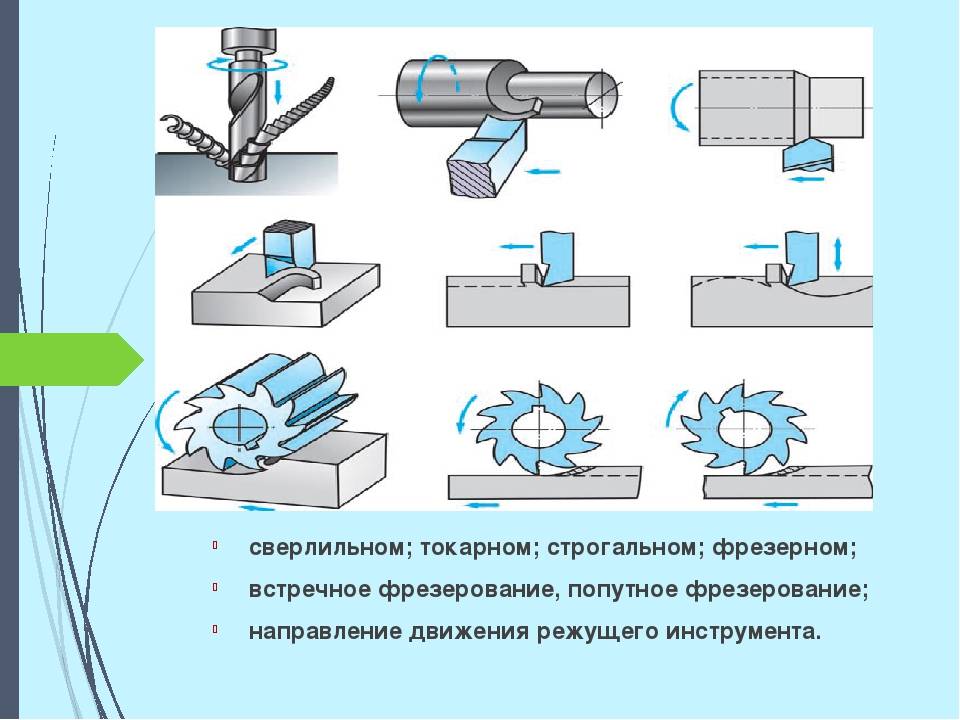
Виды обработки металлов резанием представлены точением, сверлением, фрезерованием, строганием, долблением и шлифованием. Каждый процесс отличается друг от друга, но в целом резание – это снятие верхнего слоя рабочей поверхности в виде стружки. Наиболее часто применяются методы сверления, точения и фрезерования. При сверлении деталь закрепляется в неподвижном положении, воздействие на нее происходит сверлом заданного диаметра. При точении обрабатываемая деталь вращается, а режущие инструменты перемещаются в заданных направлениях. При фрезеровании используется вращательное движение режущего инструмента относительно неподвижно закрепленной детали.
Черчение
Большинство деталей машин изготовляется путем обработки резанием. Заготовками таких деталей служат прокат, отливки, поковки, штамповки и др.
Процесс обработки деталей резанием основан на образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки. Та часть металла, которая снимается при обработке, называется припуском. Или, говоря иначе, припуск — это избыточный (сверх чертежного размера) слой заготовки, оставляемый для снятия режущим инструментом при операциях обработки резанием.
После снятия припуска на металлорежущих станках обрабатываемая деталь приобретает форму и размеры, соответствующие рабочему чертежу детали. Для уменьшения трудоемкости и себестоимости изготовления детали, а также ради экономии металла, размер припуска должен быть минимальным, но в то же время достаточным для получения хорошего качества детали и с необходимой шероховатостью поверхности.
В современном машиностроении имеется тенденция снижать объем обработки металлов резанием за счет повышения точности исходных заготовок.
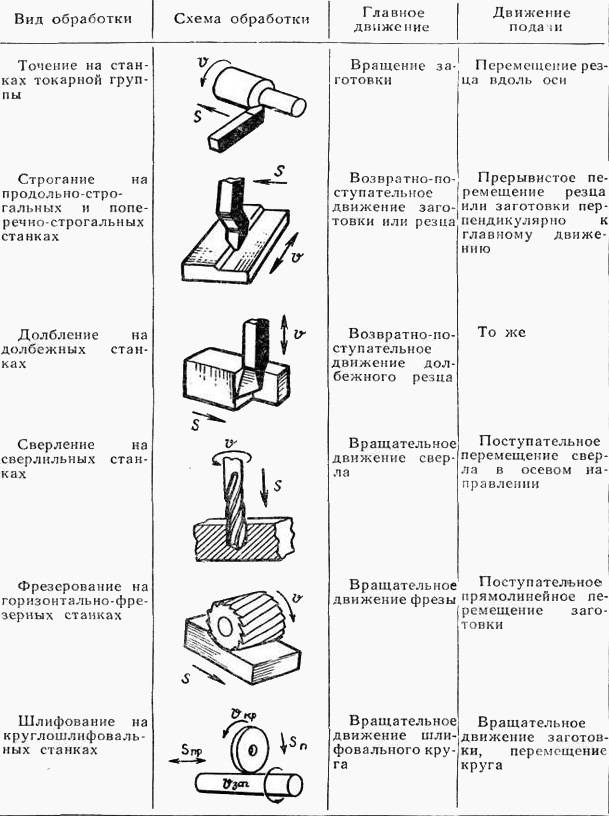
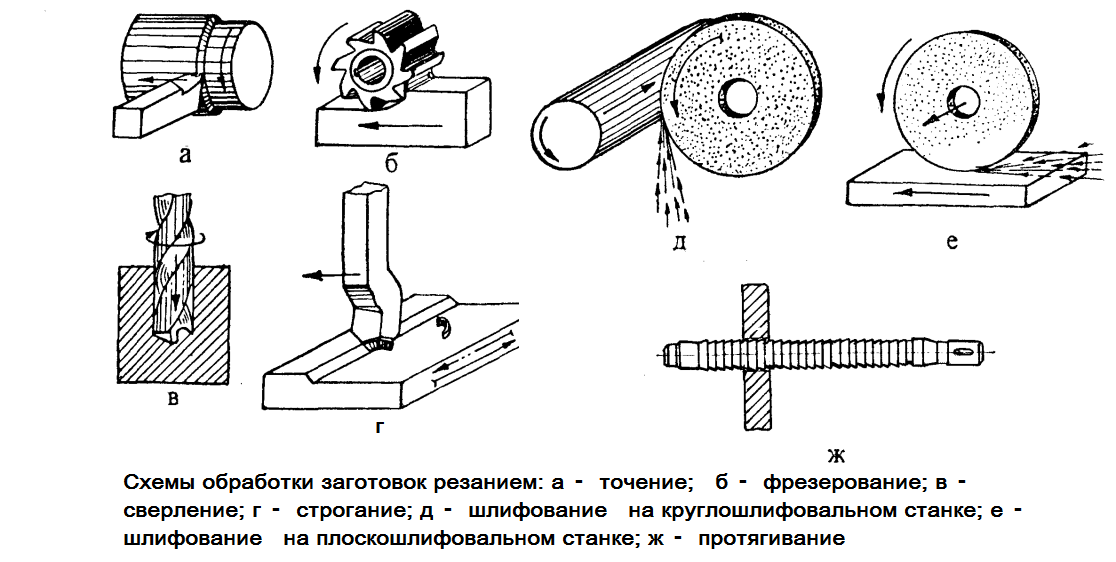
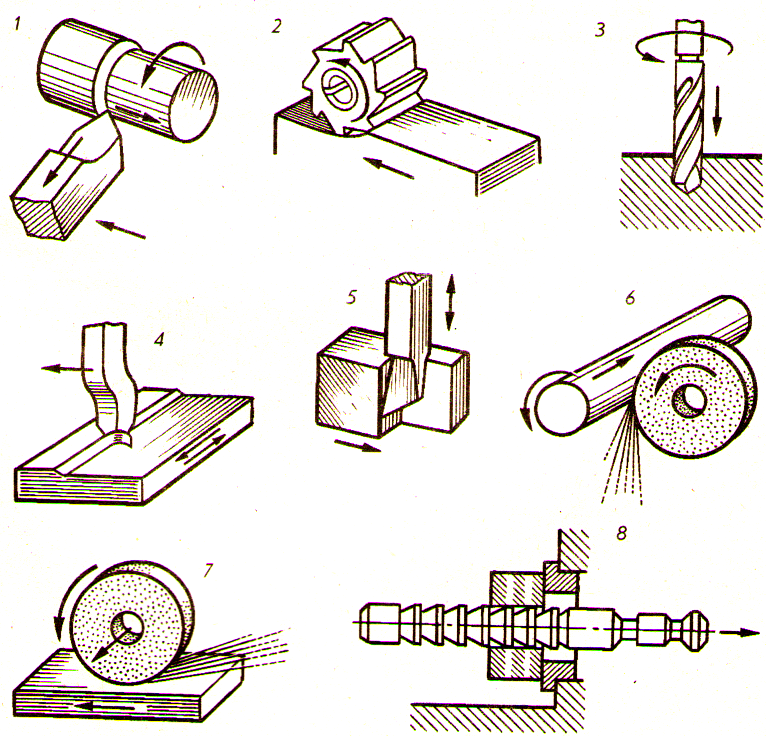
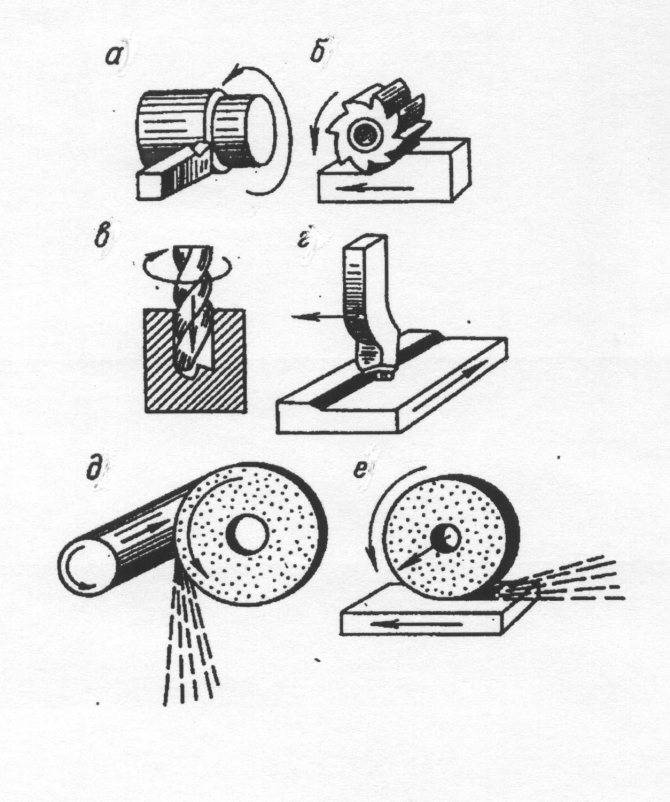
Основные методы обработки металлов резанием. В зависимости от характера выполняемых работ и вида режущего инструмента различают следующие методы обработки металлов резанием: точение, фрезерование, сверление, зенкерование, долбление, протягивание, развертывание и др. (рис. 12).
Точение — операция обработки тел вращения, винтовых и спиральных поверхностей резанием при помощи резцов на станках токарной группы. При точении (рис. 12.1) заготовке сообщается вращательное движение (главное движение), а режущему инструменту (резцу) — медленное поступательное перемещение в продольном или поперечном направлении (движение подачи).
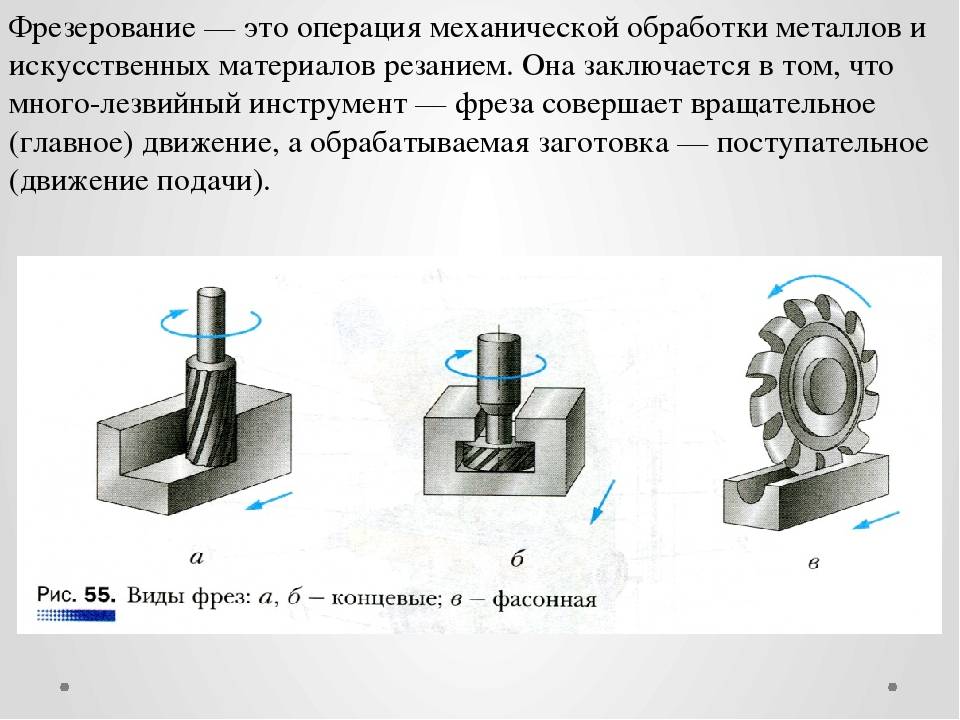
Фрезерование — высокопроизводительный и распространенный процесс обработки материалов резанием, выполняемое на фрезерных станках. Главное (вращательное) движение получает фреза, а движение подачи в продольном направлении — заготовка (рис. 12.2).
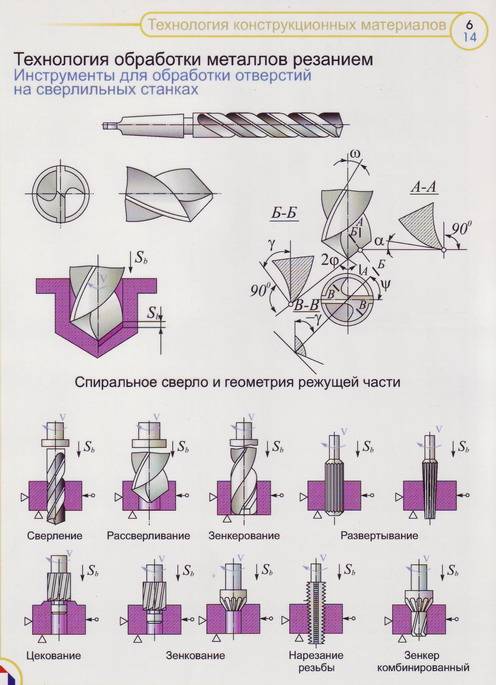
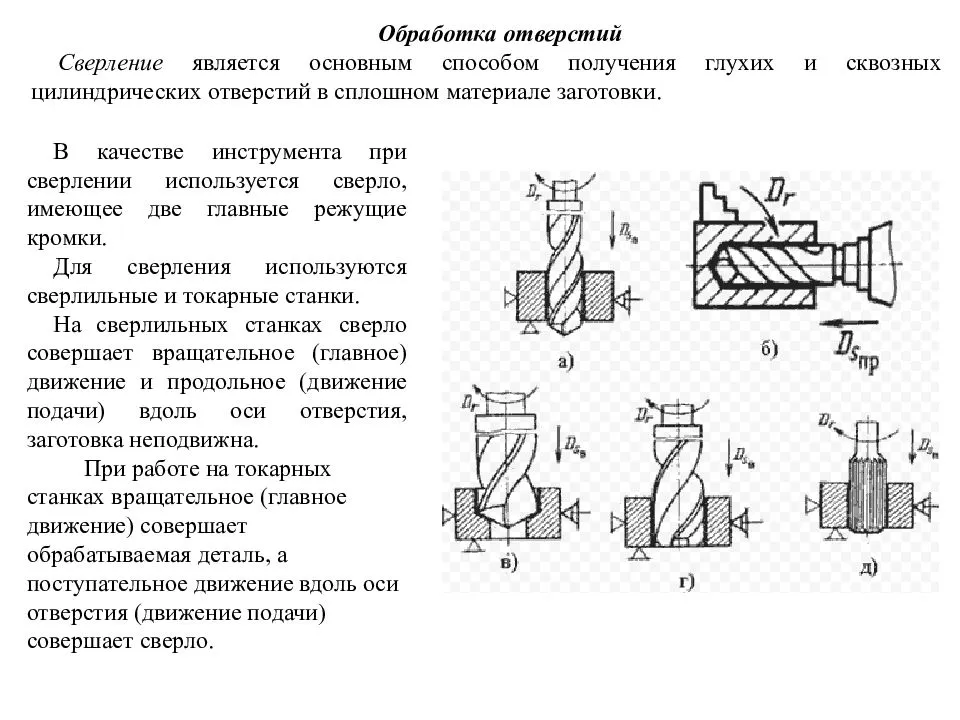
Сверление — операция обработки материала резанием для получения отверстия. Режущим инструментом служит сверло, совершающее вращательное движение (главное движение) резания и осевое перемещение подачи. Сверление производится на сверлильных станках (рис. 12.3).
Строгание — способ обработки резанием плоскостей или линейчатых поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает изогнутый строгальный резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Строгание производится на строгательных станках (рис. 12.4).
Долбление — способ обработки резцом плоскостей или фасонных поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Долбление производят на долбежных станках (рис. 12.5).
Шлифование — процесс чистовой и отделочной обработки деталей машин и инструментов посредством снятия с их поверхности тонкого слоя металла шлифовальными кругами, на поверхности которого расположены абразивные зерна.
Рис. 12
Главное движение вращательное, которое осуществляется шлифовальным кругом. При круглом шлифовании (рис. 12.6) вращается одновременно и заготовка. При плоском шлифовании продольная подача осуществляется обычно заготовкой, а поперечная подача — шлифовальным кругом или заготовкой (рис. 12.7).
Протягивание — процесс, производительность при котором в несколько раз больше, чем при строгании и даже фрезеровании. Главное движение прямолинейное и реже вращательное (рис. 12.8).