Поджиг дуги
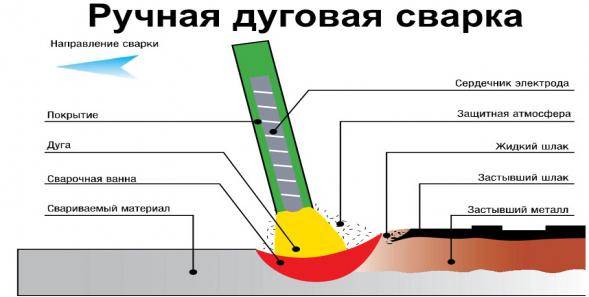
В процессе электродуговой сварки металлов используется тепловая энергия электрической дуги, которая возникает при замыкании простой электрической цепи.
Дуга, в зависимости от типа источника тока, может иметь внешние вольт-амперные характеристики при сильном погружении, легком погружении или сильном. Он возникает между концом электрода и поверхностью свариваемого металла, когда через них пропускают электрический ток.
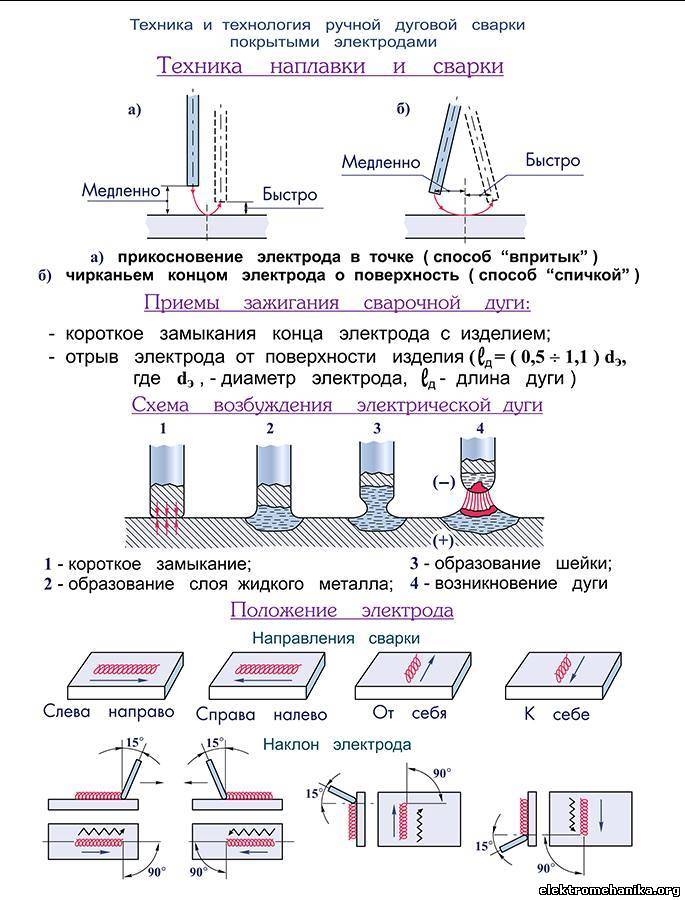
Возбуждение дуги возможно двумя способами.
В первом случае его образование происходит при кратковременном касании электродом свариваемой поверхности и ее четком отрыве.
Во втором варианте — с «ударными» касаниями электрода с последующим отрывом от поверхности на определенном расстоянии. Для стабильного и равномерного горения дуги электрод всегда нужно держать на небольшом расстоянии от поверхности заготовки. Если это пространство увеличивается, дуга дестабилизируется и исчезает, а если уменьшается, электрод прилипает к свариваемому металлу.
На выбор этого расстояния — между электродом и деталью — влияет степень упругости электрической дуги и, в свою очередь, зависит от настроек вольт-амперных характеристик. Изменяя расстояние, вы можете регулировать силу тока, то есть глубину проникновения металла, степень плавления и т.д.
Общие вопросы
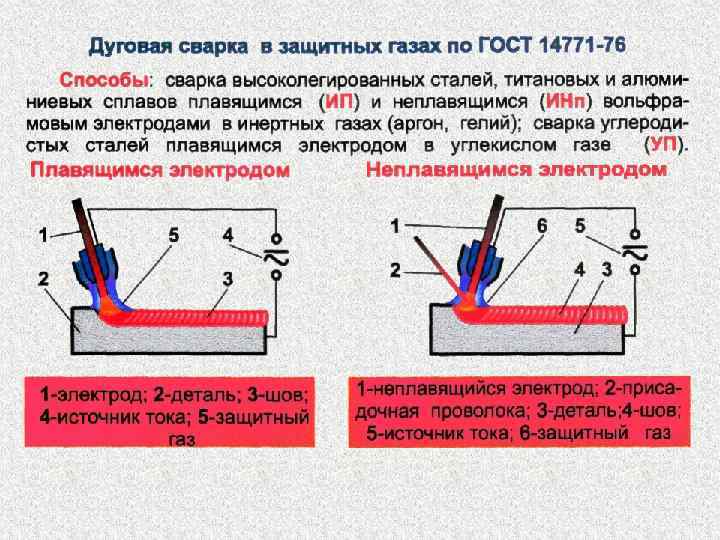
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
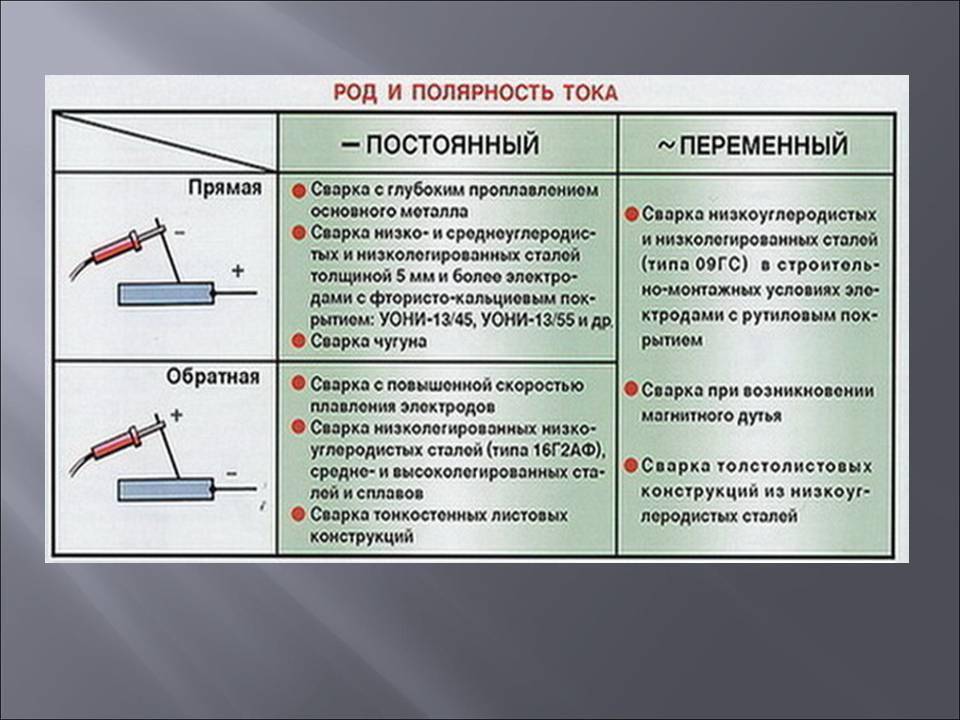
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.

Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
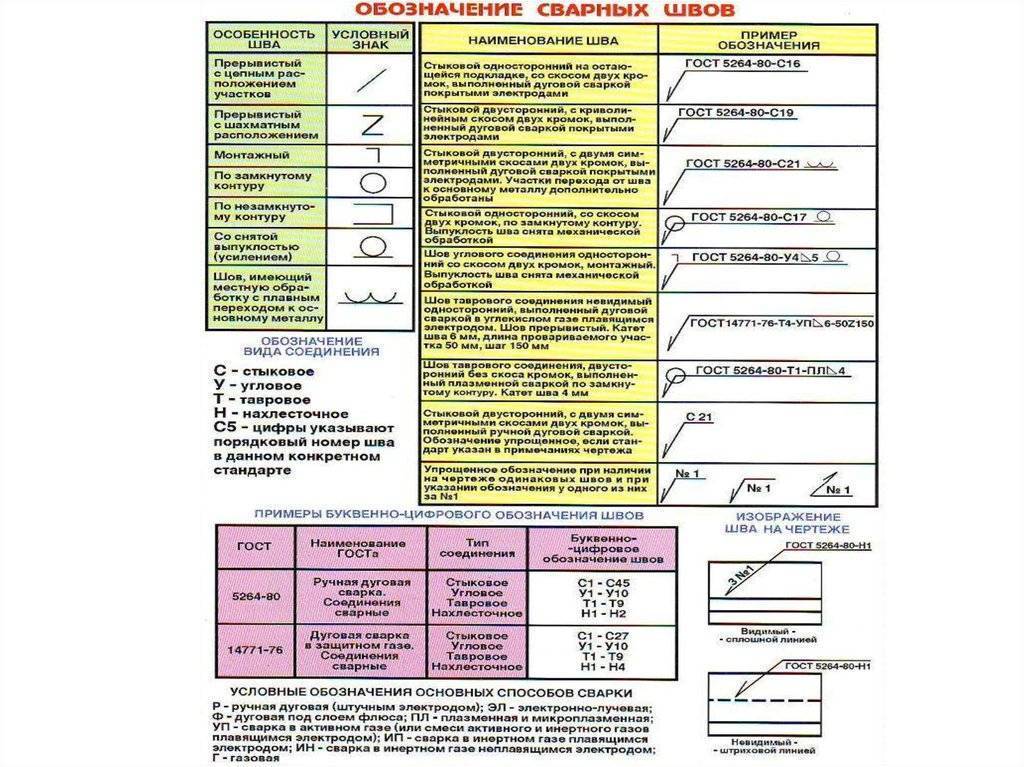
Правила нанесения знаков и специфика их расшифровки
Согласно ЕСКД, артикул записывается по блокам – он состоит из 9 квадратов, каждый из которых дает определенную информацию:
- пиктограмма, показывающая контур и определяющая условия монтажа;
- код актуального ГОСТа;
- тип соединения (тавровое, цепное или другое);
- способ исполнения (в углекислом газе, в инертном, иной);
- размеры катета или остальных конструктивных элементов;
- длина непрерывного участка;
- дополнительные характеристики (допустим, порядок или расположение);
- длина шага и прочие вспомогательные показатели, связанные с особенностями обработки;
- параметры чистоты.
Параметры режима сварки
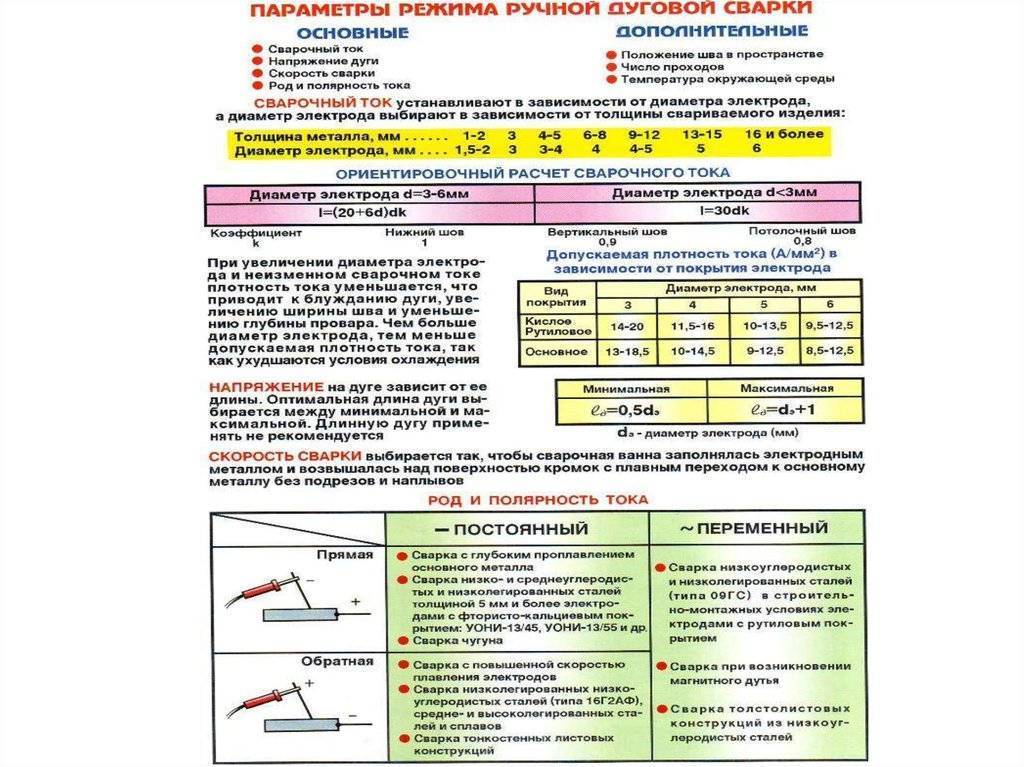
Необходимо отметить, что чаще всего сварщики обращают внимание на основные параметры и на их взаимную связь, но при этом не упускают из виду и второстепенные. К примеру, диаметр электродов подбирается в зависимости от толщины свариваемых металлических деталей, от положения стыка, а также от формы подготовленных кромок
И хотя существуют таблицы, в которых определяется диаметр расходника относительно толщины заготовок, очень важно учитывать и положение самого электрода в процессе сварки. Нельзя использовать для потолочного сваривания электроды диаметром больше 4 мм
То же самое касается и многопроходного процесса, потому что именно в этом случае может получиться непровар корневого шва
Нельзя использовать для потолочного сваривания электроды диаметром больше 4 мм. То же самое касается и многопроходного процесса, потому что именно в этом случае может получиться непровар корневого шва.
Ток при сварке
Что касается силы тока, то и здесь есть несколько положений относительно выбора параметров сварки. Все дело в том, что чем интенсивнее ток, тем выше температура внутри сварочной ванны. А это влияет на скорость расплавления металла и на производительность самого сварочного процесса. И это правильно, но с некоторыми оговорками.
- При повышенном токе и небольшом диаметре электрода происходит перегрев в зоне сваривания заготовок. Это уже снижение качества шва. Плюс интенсивное разбрызгивание металла внутри ванны. Нередко такой режим приводит к прожогу.
- Если силу тока понизить, то это гарантия непроваров, потому что при низком токе дуга становится нестабильной. А при такой дуге процесс сваривания часто обрывается. Вот и снижение качества соединения.
- Если выбирается электрод с большим диаметром, не учитывая толщины заготовок, то ухудшается плотность тока. Причина – низкое охлаждение металла в зоне сварки.
Не последнее слово в таком понятии, как выбор режима сварки, имеет и полярность постоянного тока. При обратной полярности тока глубина провара на 40% больше, чем при прямой. Используя для сварки переменный ток, необходимо учитывать, что глубина провара при его использовании на 15% меньше, чем при постоянном. И это при одной и той же величине тока.
Сами же сварщики с большим опытом сварочный ток устанавливают опытным путем
Они просто обращают внимание на стабильное состояние дуги, на ее устойчивое горение. Новички могут использовать различные таблицы или формулы
К примеру, одна из формул, которая определяет силу тока в зависимости от диаметра расходника. Ее можно использовать, если при сварке применяется электрод диаметром меньше 3 мм.
I =30 d
Скорость сварочного процесса
Выбор режима дуговой сварки зависит и от скорости перемещения электрода. Данный параметр напрямую связан с толщиною деталей и толщиною шва. Ее идеальное значение может считаться только тогда, когда участок соединения расплавленного металла с кромками деталей будет без подрезов, прожогов и непроваров. Сам шов – это переход равномерной формы без наплывов и подрезов.



Выше скорость, меньше металла попадет в ванну, кромки не нагреются до необходимой температуры, отсюда и непровар шва, который быстро растрескается. Меньше скорость, образуются наплывы, которые мешают провару. Оптимальный режим – это когда ширина шва больше диаметра расходника в два раза.
Длина дуги
Еще один параметр, который влияет на режимы дуговой сварки. Длина дуги – это расстояние от конца электрода до верхней поверхности свариваемой кромки. Идеальный вариант, если это расстояние на всей длине сварочного шва будет одинаковым. Но и это еще не все
Важно правильно подобрать это расстояние
Специалисты считают, что длина дуги должна равняться диаметру используемого расходника. К сожалению, такое расстояние могут выдержать только опытные сварщики. Поэтому существуют определенные отклонения. К примеру, для электрода диаметром 3 мм лучше держать расстояние до кромки в пределах 3,5 мм.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.

В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
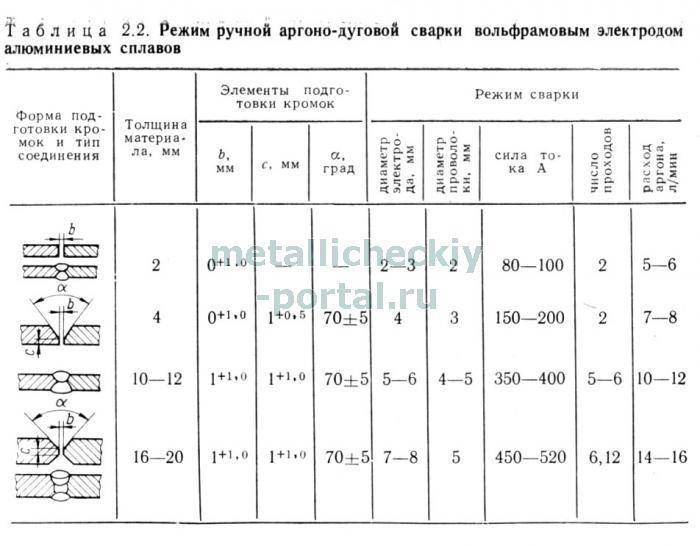
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).

Дефекты сварных соединений
К качеству соединений в металле предъявляются технические требования и устанавливаются нормы. Если от них имеются отклонения, которые приводят к снижению работоспособности конструкций и надежности, то появляются дефекты. По причинам возникновения их разделяют на две группы. К первой относятся дефекты, возникающие в процессах кристаллизации металла, а также его остывания: трещины, поры, включения шлака, ухудшение свойств металла на швах и рядом с ними. Во 2-ю группу входят дефекты, связанные с неправильной подготовкой и нарушением режима сварки: подрезы, непровары, наплывы, прожоги, кратеры, отклонения швов от расчетных размеров.
Условия работы сварщика
Процесс электросварки может производиться в самых разных условиях: в помещениях, на открытом воздухе, на конструкциях, трубопроводах и других объектах. При этом не требуется подача воды, газа, а из применяемых материалов требуются только электроды. Для работы требуется источник питания. Кабели могут удаляться от него на большое расстояние. При этом растут энергетические потери на их нагрев. В отдаленных местах могут использоваться электрические генераторы с приводом от двигателя, работающего на бензине или дизельном топливе.
Снег, дождь и ветер являются помехами, и от них требуется защита рабочей зоны.
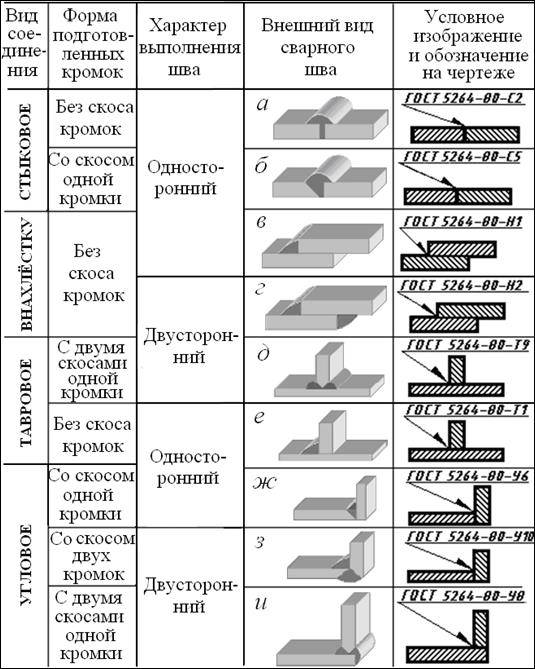
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка – это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение – прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка – это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
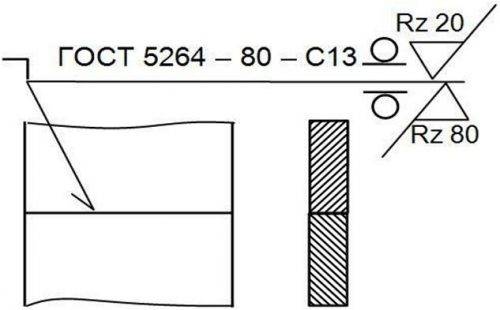
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 – это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 – значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 – показатель чистоты поверхности лицевой стороны, Rz80 – обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
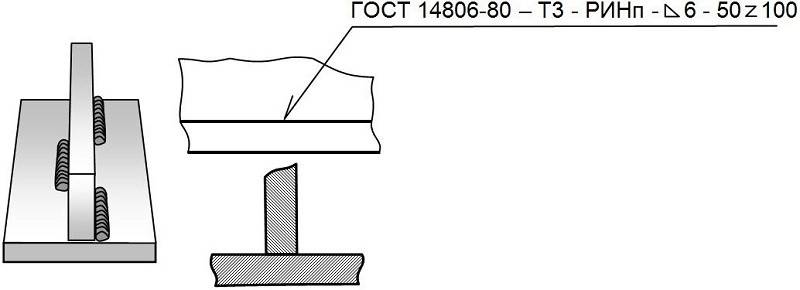
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод – расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.



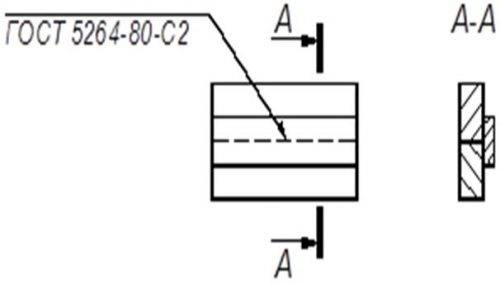
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
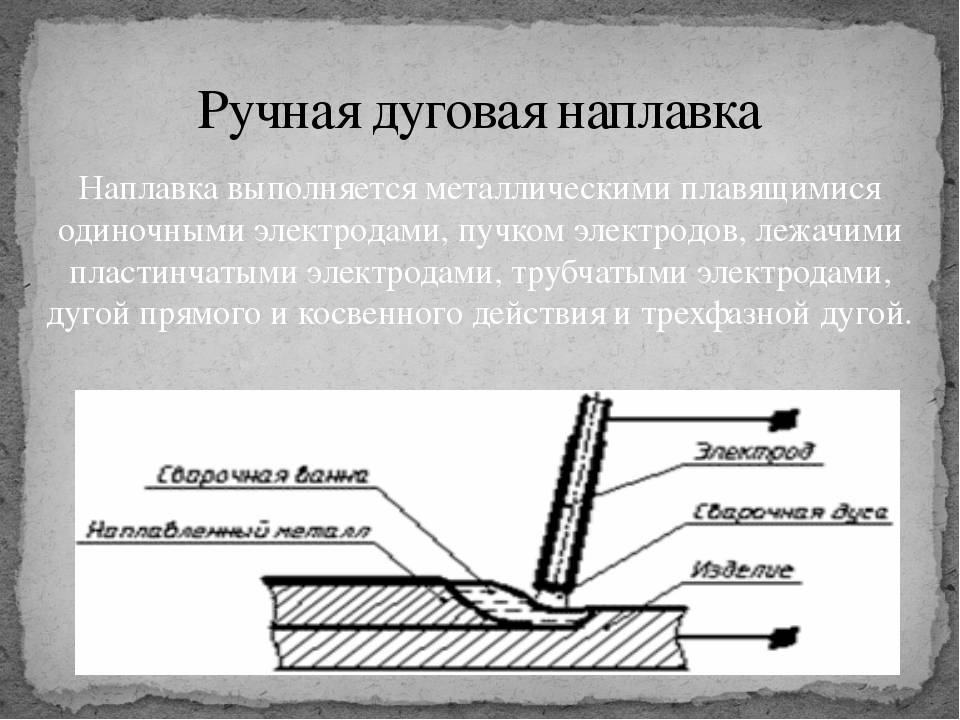
Метод плавлением
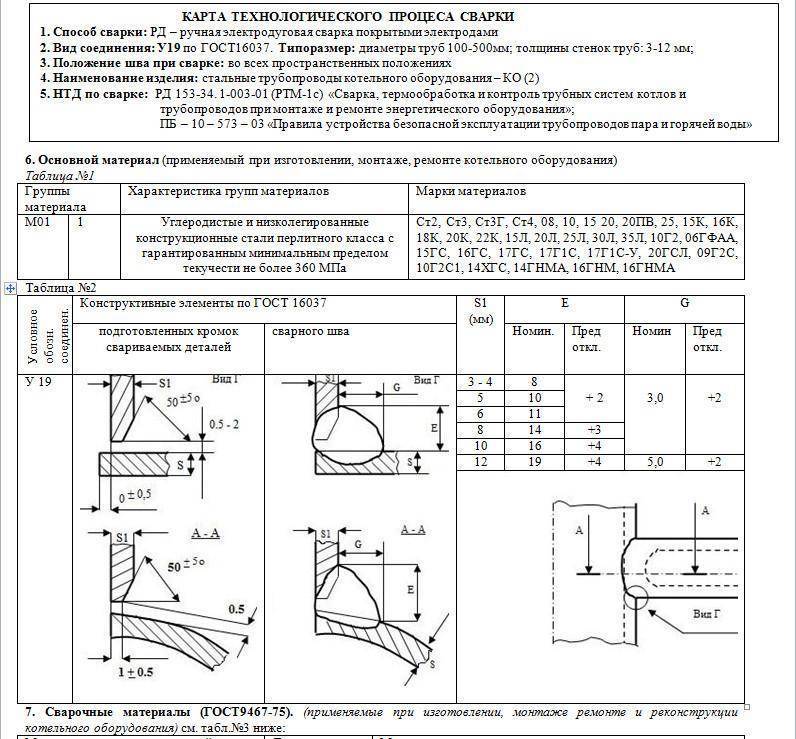
Существует несколько видов сварочного процесса методом плавления, которые должны быть указаны в технологических картах по сварке металлоконструкций:
- Ручная дуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- TIG сварка.
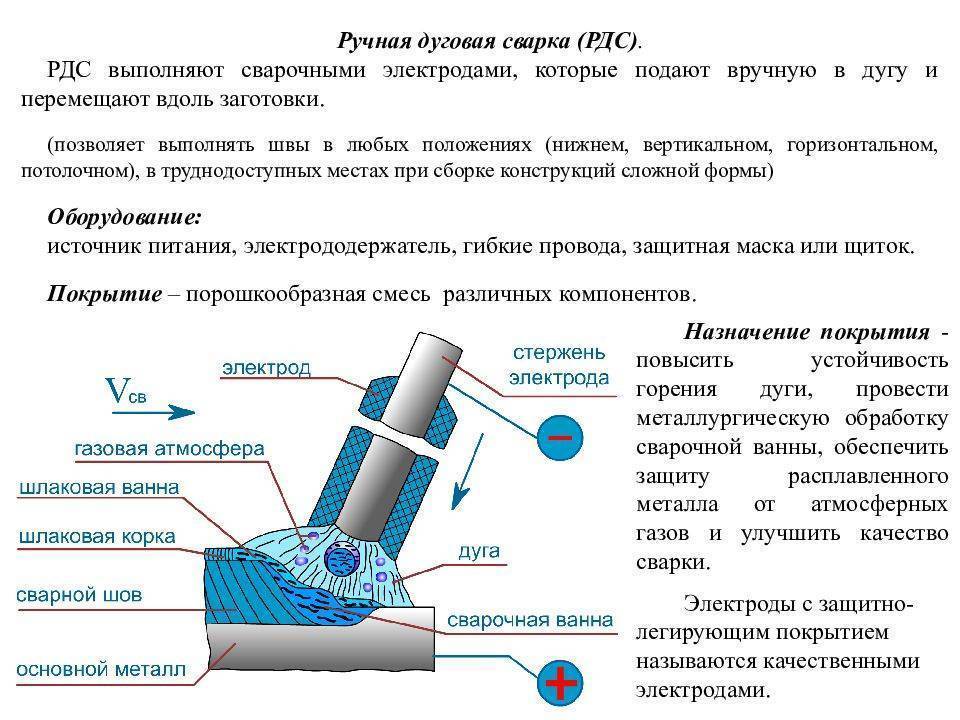
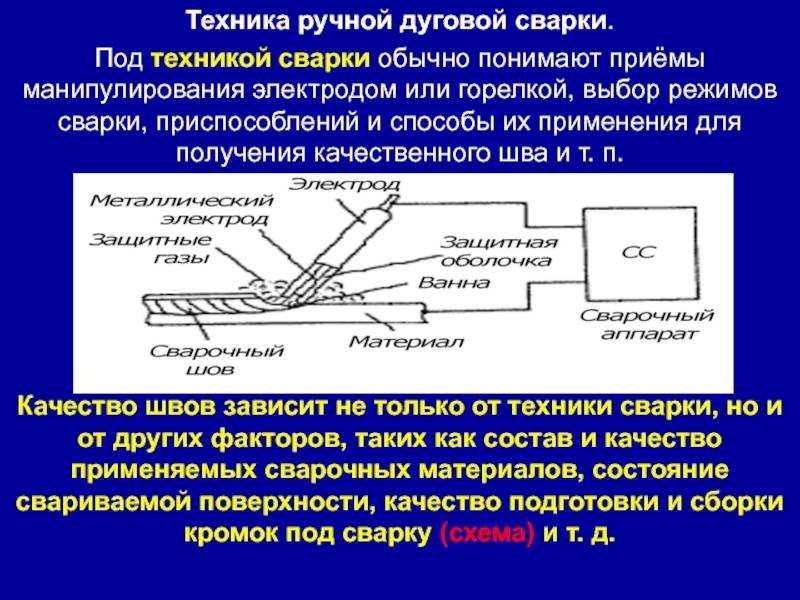
Наиболее распространенной является дуговая сварка. Она находит широкое применение, как в быту, так и в промышленности. Этим видом сварочного процесса можно соединять детали и конструкции из различных материалов. В комплект аппарата для осуществления этого процесса входят держатели электрода, а также держатель массы, крепящийся на свариваемой детали.
Сварка ручным дуговым методом производится электродами, состоящими из металлического стержня и обмазки, функцией которой является защита стержня и обеспечение стабильности горения электрической дуги.
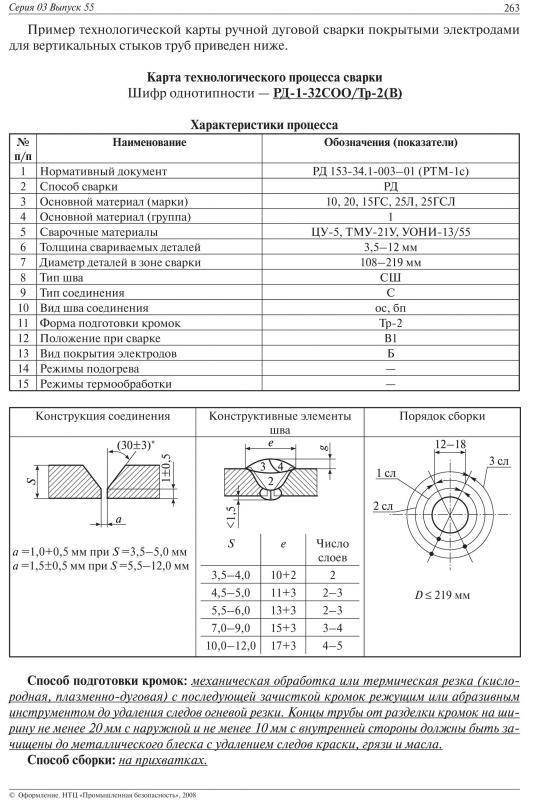
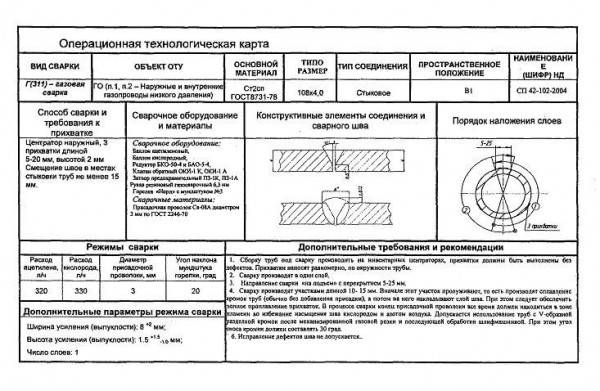
Операционная технологическая карта сборки и ручной дуговой сварки содержит сведения о том, какие электроды могут использоваться. Имеется большой выбор электродов. При правильном выборе с помощью этого метода может проводиться сварка деталей из различных материалов. Этим методом возможна сварка во всех пространственных положениях, а также в труднодоступных местах. К отрицательным моментам относится низкий КПД работ, невысокая производительность, вредные условия. Такой род работ для получения качественного результата может проводиться только сварщиком, имеющим опыт и высокую квалификацию.
Несмотря на то, что имеется много видов электродов, для разных видов сварки применяются определенные электроды. Имеется указание на то, что перед началом сварки электроды должны быть просушены и другие нюансы этого процесса.
Ручная дуговая сварка потенциально опасна для сварщика, поэтому большое внимание уделяется требованиям безопасности
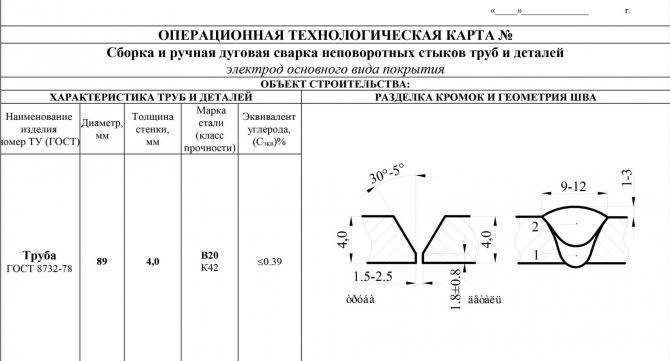
В технологической карте указываются способы подготовки кромок деталей и способ сборки.
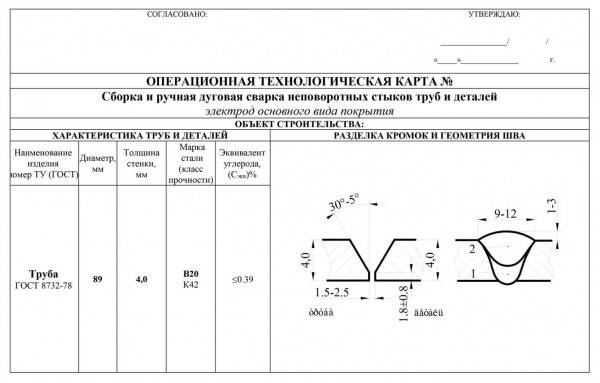
В качестве способа сборки чаще всего указываются прихватки.
При сварке стыковым методом для получения хорошего шва большую роль играет форма скосов деталей. В технологической карте указывают, каким рекомендуется делать скос. V-образный применяется для тонких листов, а X-образный используется для сварки более толстых деталей.
Согласно технологии электрод вместе со сварной ванной следует плавно перемещать вдоль линии соединения со скоростью, которая зависит от материала деталей. Рекомендуемая скорость указывается в технологической карте. Основной принцип заключается в том, что тонкие детали требуют большую скорость. Для толстых и массивных предпочтительнее будет более медленная.
Исходя из ширины шва и глубины проплавки, необходимо выбрать способ перемещения электрода – прямой, зигзагообразный, петлевидный. Во время выполнения сварки ручным дуговым способом значительную роль играет направление перемещения электрода. Необходимо выбрать один из трех вариантов: по оси электрода, вдоль оси валика, поперек шва.
Газовая сварка также осуществляется методом плавления. При этом используется смесь кислорода и горючего газа. К плюсам газовой сварки относится возможность сваривать цветные металлы, в том числе очень тонкие. Недостатком является сильный нагрев детали.
Видом сварки, при которой соединение происходит благодаря тому, что в зону сварки подается проволока, выполняющая роль электрода, является полуавтоматическая сварка. В ту же зону, что и электрод подается защитный газ, функцией которого является защита места сварки от окружающего негативного воздействия. Таким способом можно сваривать черные и цветные металлы. Еще одним достоинством является то, что можно сваривать тонкие детали и обладающие большой толщиной.
Этот вид сварки весьма распространен. С работой таким методом может справиться сварщик и более низкой квалификации, что делает особо востребованной технологическую карту на сварку металлоконструкций. Автоматическая сварка отличается используемым оборудованием.
Применяемые автоматы являются сложным оборудованием, поэтому в технологической карте важным является описание его настройки, которое должно обеспечивать работоспособность. Существует много видов автоматов, поэтому должны указываться рекомендуемые для сварки конкретного соединения.
TIG сварка в основном используется для сварки деталей из алюминия и сплавов, куда он входит в состав. Также она может использоваться для соединения деталей из нержавеющей стали. При этом виде сварки, как правило, используется электрод из вольфрама, что должно быть отражено в технологической карте.
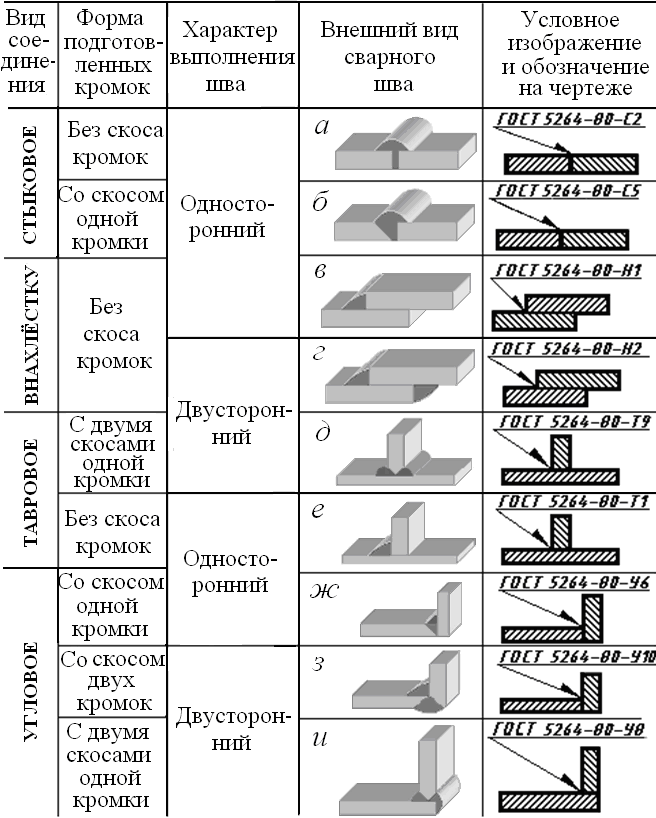
Типы
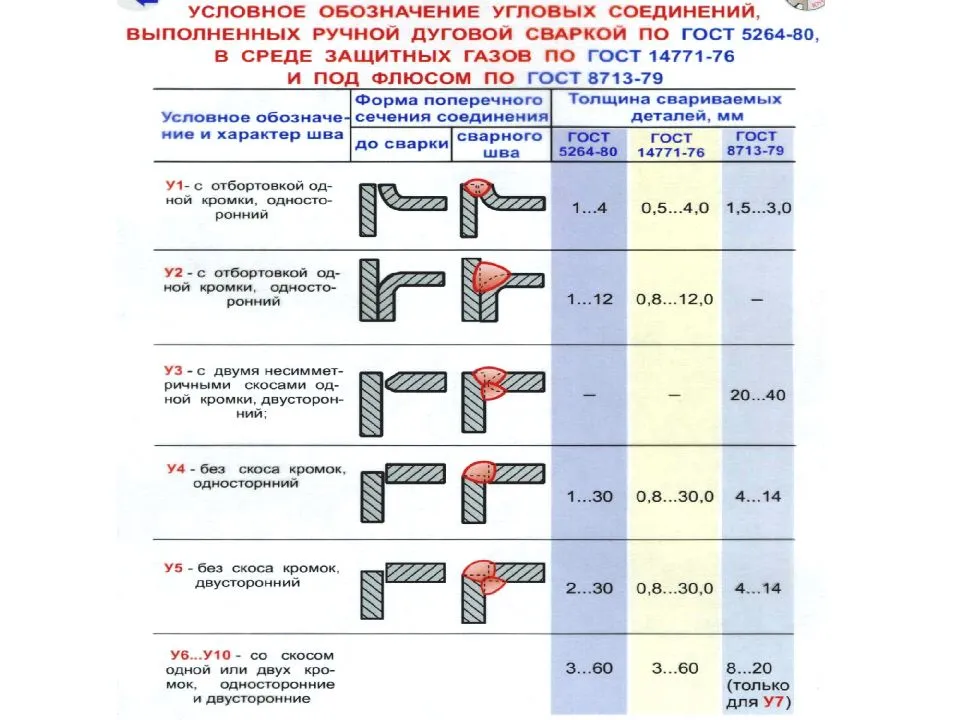
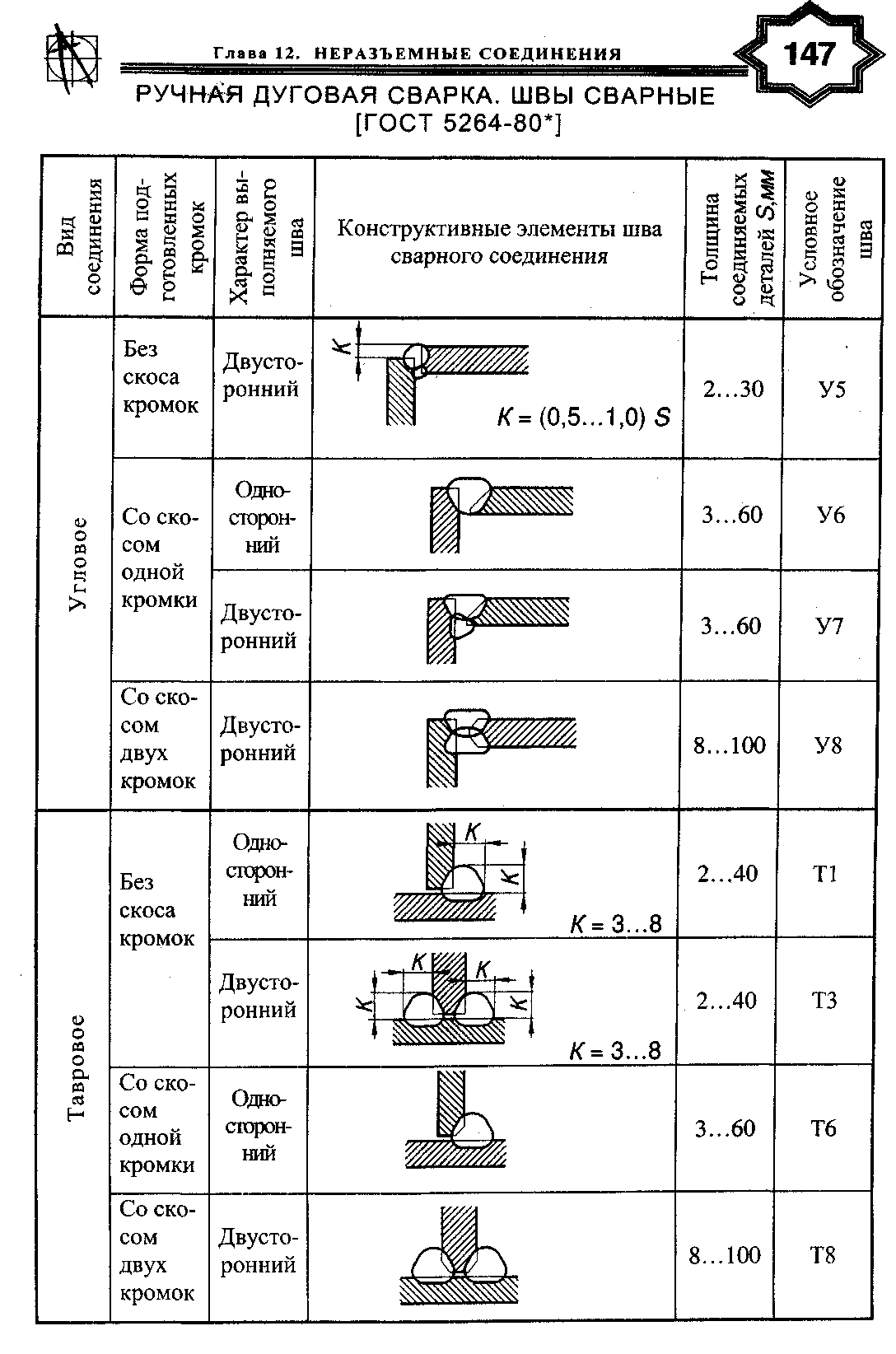
Швы, производимые ручной дуговой сваркой по ГОСТ 5264-80 делятся на типы по расположению состыковываемых элементов. В нормативном документе выделяют соединения:
- стыковое;
- угловое;
- внахлест;
- внакладку.
Соединение встык считается классическим и встречается чаще других видов. Оно соединяет – состыковывает торцы деталей, листов и труб. Соединение получается прочным, выдерживает нагрузки на растяжение, кручение, изгиб. В результате стыковой сварки один элемент детали плавно перетекает в другой, продолжает его.


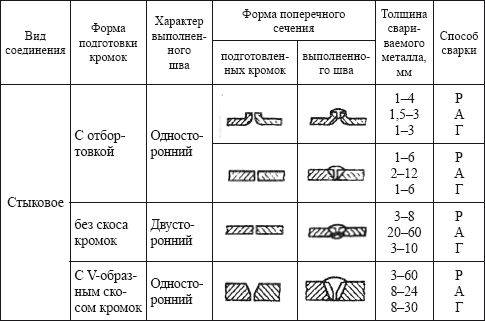
Применяется стыковое соединение чаще всего, когда прокладывается трубопровод, создаются габаритные плоские детали, типа площадок. Толщина соединяемых элементов может быть одинаковой и разной. В зависимости от толщины материала выполняется разделка кромок. Швы ручной сваркой выполняются в один и несколько слоев.
Угловой стык сможет иметь взаимное расположение под 90⁰, а также острый и тупой угол между соединяемыми элементами.
Выбор диаметра электрода при ручной дуговой сварке
Главным критерием при выборе диаметра электрода является толщина свариваемых
кромок. Также при выборе диаметра учитывают вид сварного соединения и форму
свариваемых кромок. Диаметры электрода, в зависимости от толщины свариваемых
деталей, представлены в таблице:
| Толщина свариваемых кромок, мм | менее 2 | 3-5 | 6-8 | 9-12 | 13-15 | 16-20 | более 20 |
| Диаметр электрода, мм | 2 | 3-4 | 4-5 | 5-6 | 6-7 | 7-8 | 8-10 |
В случае выполнения угловых и тавровых швов, диаметр электродов выбирают, исходя
из размеров катета сварного шва. При выполнении швов катетом 3-5мм, выбирают
электроды диаметром 3-4мм. Если катет шва находится в пределах 6-8мм, диаметр
электрода составляет 4-5мм.
При этом, необходимо иметь ввиду, что применение электродов с диаметром свыше
6мм ограничено из-за их большой массы. Кроме того, при их применении сложно
проварить корень шва.
При выполнении многослойных швов, лучшим вариантом будет выполнить первый слой
электродом малого диаметра (не более 4мм), для хорошего провара корня шва в
глубине разделки. Это, в равной степени, относится как к сварке стыковых швов,
так и к сварке угловых швов.
Изображение сварных соединений на чертежах
Есть четкие межгосударственные стандарты, актуальные для всех сфер промышленности. Согласно им, видимые швы в документации выполняются сплошными линиями, тогда как скрытые – штриховкой. К каждому из них подводится стрелка (односторонняя) с полкой, на которой указан артикул. Последний содержит информацию о типе конструкции, способе температурного воздействия, размере элементов и иные характеристики, которые мы поблочно рассмотрим ниже. Какие-либо отступления от принятых норм (а также упрощения или изменения) запрещены, за исключением четырех случаев:
- проект типовой, и содержит таблицу, в которой указаны все особенности;
- детали одинаково отображаются как с лицевой, так и с обратной стороны – тогда выноску можно не делать;
- есть запись в технических требованиях, объясняющая специфику проведения работ в определенных точках (местах);
- изделие будет симметричным – тогда допускается указывать обозначения лишь для одной части.
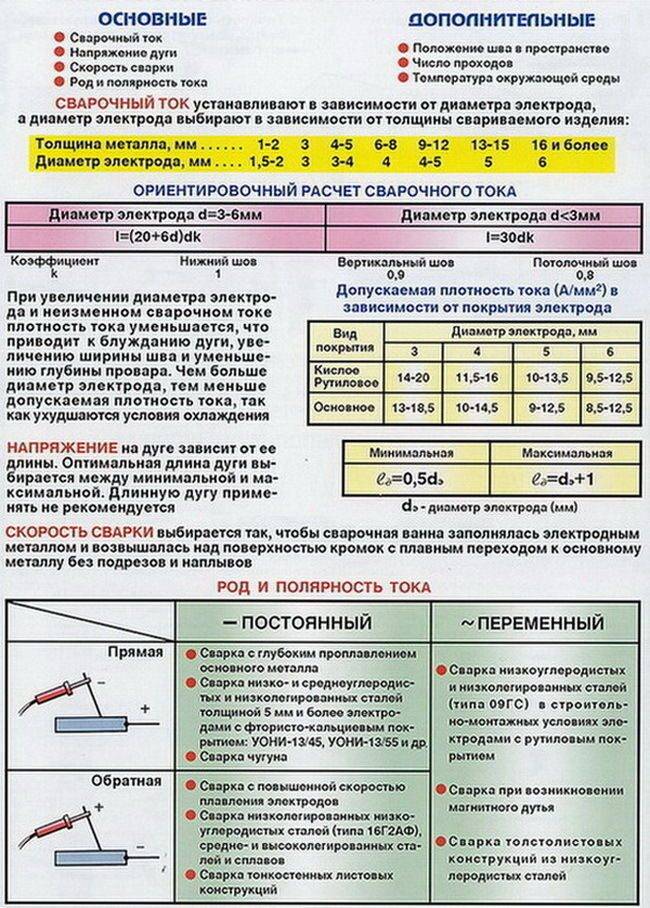
Сила тока
Этот параметр смело можно назвать самым важным во время работы с ручной дуговой сваркой.
Сила тока влияет на качество шва и производительность сварочных работ. Какую величину силы тока выставить всегда указано в документации на сварочный аппарат. Если по какой-то причине документации нет, необходимое значение подбирается исходя из диаметра электрода. Эту информацию многие производители электродов размещают прямо на упаковке. Размер подбираемого электрода зависит от толщины свариваемой заготовки.
Обратите внимание, что чем толще электрод, тем меньше плотность тока, что негативно сказывается на сварочной дуге. Это в свою очередь снижает качество сварного шва из-за увеличения ширины шва и уменьшения глубины провара
Помимо этого, на величину силы тока влияет то, как расположен шов в пространстве.
Таблица 1. Соотношение сварочного тока и диаметра электрода
| Диаметр | Длина электрода | Сварочный ток, А | ||
| Нижнее | Вертикальное | Потолочное | ||
| 2 | 250, 300 | 60-90 | 50-70 | 50-70 |
| 2,5 | 250, 300, 350 | 60-110 | 60-90 | 60-90 |
| 3 | 300, 350 | 110-140 | 80-110 | 80-110 |
| 3,25 | 300, 350 | 100-140 | 80-110 | 80-110 |
| 4 | 450 | 160-220 | 140-180 | 140-180 |
| 5 | 450 | 180-260 | 160-200 | — |