Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.
Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.

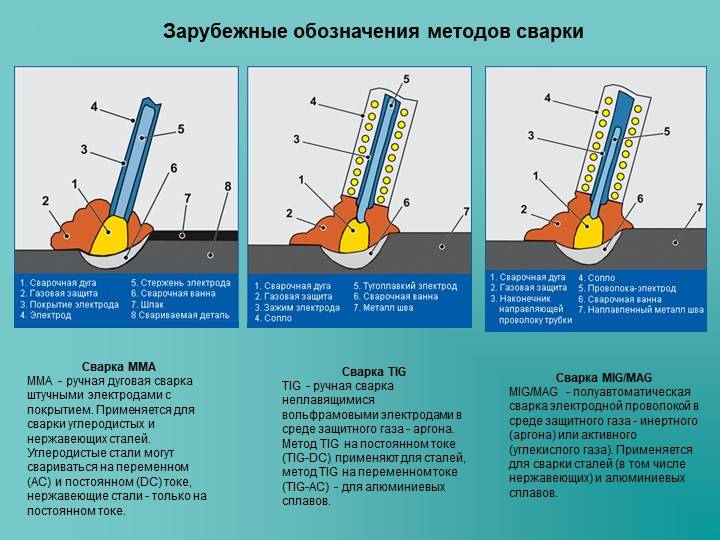
Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.
В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.

Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.

Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Необходимая техническая информация
Зачастую необходимость в аргонно-дуговой сварке возникает не только на предприятиях, но и дома. Например, вам потребуется ремонт автомобиля или электрического бойлера, где бак сделан из нержавеющей стали, хотя есть много других агрегатов, в изготовлении которых задействованы сплавы и цветмет. Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
Что это такое
Эта технология предусматривает на первый взгляд странное гибридное сочетание газа и электричества. Тем не менее, метод сварки в среде аргона функционирует и позволяет работать практически со всеми металлами. Более всего такой метод востребован для сварки нержавеющей стали, чугуна, меди и алюминия – их чаще всего используют при создании разных узлов и механизмов. В бытовом плане практически каждый человек сталкивается с продуктами, где применялся аргонно-дуговой метод – это маленькие бронзовые крючки для вешалки, различные люстры, бра и торшеры или задняя часть нашего холодильника.
Как видите, аргонно-дуговая сварка или, точнее, продукты, которые невозможно было бы сделать без её применения, окружают нас в быту, следовательно, такой метод очень даже может пригодиться любому домашнему умельцу. Но, как известно, рождение хорошего специалиста-практика всегда должно быть подтверждено теоретическими знаниями, и иначе не бывает. Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
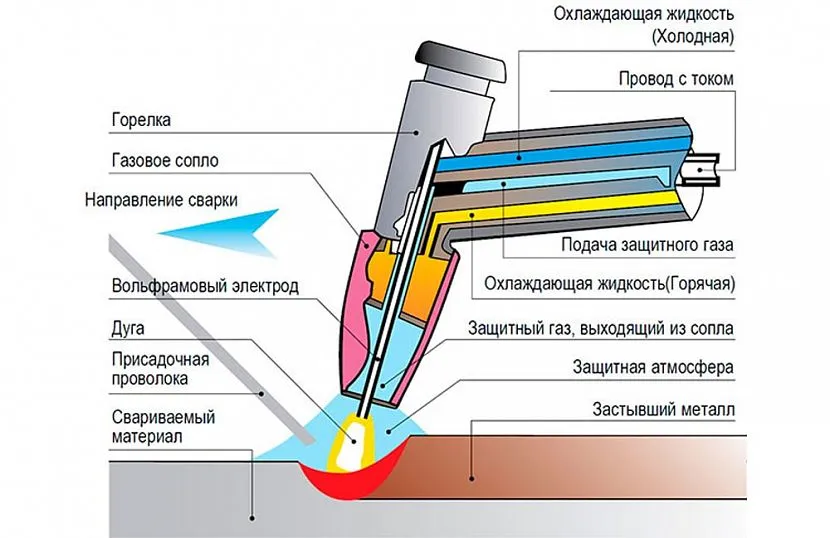
Технология предусматривает гибридное сочетание газа и электричестваИсточник svarkalegko.com
Технология сварки аргоном содержит в себе разрешение дилеммы: для поддержания горения нужен кислород, но O2 способствует окислению металлов, что неблагоприятно сказывается на соединении. При застывании сварочной ванны там образуется множество пузырьков, что никак не содействует прочности шва, а если это алюминий, то он попросту сгорает. Инертный аргон, подаваемый на ванну, окутывает место сварки защитным облаком, что минимализирует процесс окисления. Как видите, инертный газ является изоляцией от других элементов, которые есть в обычном воздухе в естественных условиях, то есть, от воздуха, которым мы дышим. Ar тяжелее всех составных газов из этого состава, поэтому сварочная дуга и часть ванны оказываются в его оболочке.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Обратите внимание, почему предпочтение отдают именно аргону:
- Ar тяжелее всех атмосферных газов, следовательно, он способен вытеснить их из ванны;
- инертный Ar не вступает в реакцию с веществами, которые присутствует во время сварочного режима.
Теперь поговорим о методах, при которых такой процесс осуществляется в настоящее время. Существует всего три способа:
- Ручной. Когда сварщик работает ручной аргонодуговой сваркой, ему необходимо задействовать обе руки – в одной из них придется держать горелку, а другой пруток.
- Полуавтомат. Сварщик удерживает и направляет горелку рукой, а пруток подается автоматически.
- Автомат. Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.

Линия сборки-сварки тавровых балок завода “Красное Сормово”Источник google.com.ua
Технология
 Режим сварки — первое, что вам нужно настроить на своем аппарате. Тема режима сварки очень обширна, так что лучше прочтите нашу статью, посвященную этой теме. Там мы все подробно описываем.
Режим сварки — первое, что вам нужно настроить на своем аппарате. Тема режима сварки очень обширна, так что лучше прочтите нашу статью, посвященную этой теме. Там мы все подробно описываем.









Теперь разжигаем дугу. Это можно сделать двумя способами: постукиванием или чирканьем. Исходя из названий суть ясна: можно постучать концом электрода по металлу, а можно чиркнуть им также о поверхность детали, словно зажигаете спичку. В большинстве случаев это самое сложное для новичков, но достаточно немного потренироваться, чтобы научиться быстро и правильно поджигать дугу.
Чтобы дуга горела стабильно, держите электрод на некотором расстоянии от металла, обычно это пару миллиметров. Если приблизить электрод слишком близко, он гарантированно прилипнет, а если слишком далеко, то дуга погаснет.
Прогрейте металл круговыми движениями электрода. Должна образоваться сварочная ванна
Важно, чтобы размер ванны не сильно отличался по всей длине шва. После разогрева ведите электрод не слишком медленно, и не слишком быстро
Шов должен формироваться равномерно, без дефектов.
Меры безопасности
При выполнении электродуговой сварки обязательно соблюдать следующие меры безопасности:
- обязательно надевать защитную форму и обувь из плотного материала. Эти средства смогут защитить тело от раскаленного металла, который может вызвать сильные ожоги. Рукава должны быть плотно застегнуты, на руки надеваются перчатки.
- Если нет защитной формы, можно использовать хлопчатобумажную одежду.
- Лицо и глаза необходимо прикрыть защитной маской от яркого света и искр от горячего металла.
- Сварочные работы необходимо проводить в проветриваемых помещениях.
- Перед началом работ рекомендуется подготовить воду или огнетушитель. Частицы горячего металла, искры могут стать причиной возгорания, поэтому все средства для его предотвращения должны быть под рукой.
Примечание! Необходимо строго соблюдать меры безопасности
Если этого не сделать, в процессе сварки можно получить серьезные травмы по неосторожности
Электродуговая сварка — это популярная технология, которая отлично подходит для сварки самых разных металлов. Процесс должен осуществляться правильно в соответствии с важными принципами. Работу нужно выполнять в несколько этапов, это позволит выучить ровный и прочный шов. Но не забывайте о необходимых мерах безопасности, которые защитят от травм и помогут сделать все правильно.
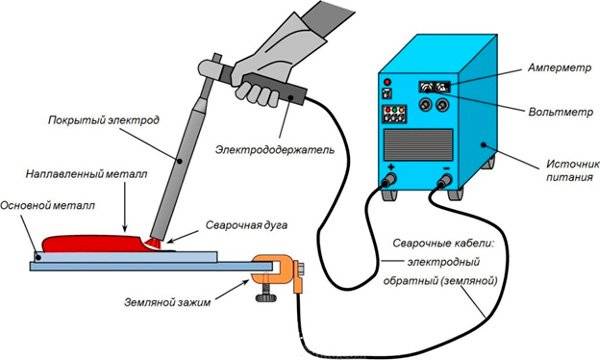
Сущность процесса сварки
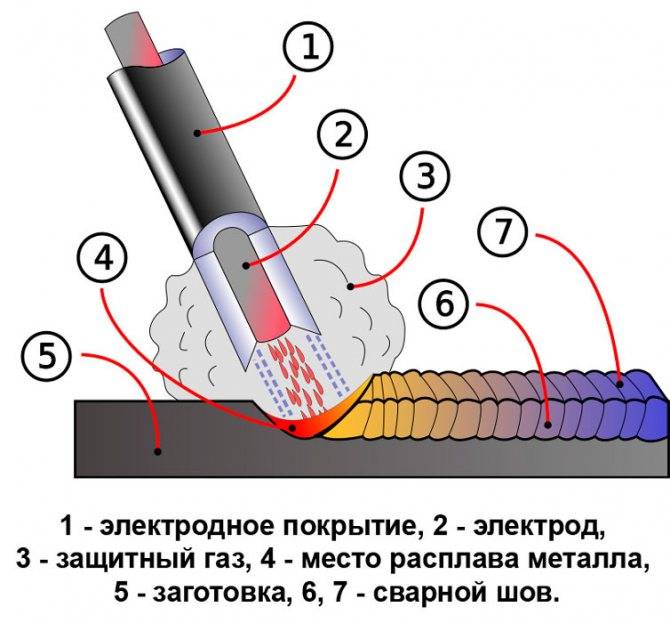
Сварка заключается в создании дуги между покрытым защитным слоем электродом и сварочной ванной. Поджиг производится посредством быстрого касания и отведения на небольшое расстояние от поверхности детали металлического стержня. От высокой температуры появившейся дуги он расплавляется и образует сварной шов. Вместе с электродом расплавляется его покрытие, образуя защиту из газа и шлака, предохраняющую металл от окисления. После каждого этапа сварки шлаковый налет удаляется с поверхности шва.
Ограниченная длина электрода вызывает прерывание процесса сварки, так как постоянно приходится менять его на новый. Перерывы в работе являются причиной образования в сварном шве дефектов.
Изготовителем электродов указываются рекомендуемые пределы изменения величины требуемого тока, зависящие от свойств покрытия, толщины стержня и положения сварки.
При разогреве стержня обмазка плавится тоже, создавая поток газа, направленного к сварочной ванне. В результате в нее переносятся капли расплавленного металла. Движение газа настолько интенсивно, что он перемещает металл снизу вверх при сварке в потолочном положении.
Особенности MIG-сварки
Тем, кто не знает, что такое MIG-сварка, можно изучить следующую информацию. Процесс построен на использовании свойств инертного газа, который за счет большей, чем у кислорода, тяжести обволакивает образовавшуюся сварочную ванну и не дает расплавившемуся металлу окислиться.
Оборудование и расходники
Комплект оснастки для электродуговой сварки включает полуавтомат, трансформатор, газовый баллон с редуктором. К ним понадобятся газовая горелка, оснащенная приспособлением для подачи проволоки, шланги для газа и кабели для подачи энергии.
Инвертор упрощает работы по соединению элементов, выполненных из нержавеющей стали, алюминия, тугоплавких материалов со сложным составом. Аппараты компактны, легковесны, могут быть подключены к любой из электросетей.
Для работы применяется инертный газ, который поставляется в баллонах, имеющих специальную маркировку. Подача регулируется с помощью редуктора.

Преимущества и недостатки
У этого прогрессивного способа соединения элементов достоинства таковы:
- Несложная технология, освоить которую не трудно даже начинающим.
- Возможность получить качественный шов.
- Не понадобится тратить время на замену электродов, обеспечивается высокая производительность.
- Не требуется проведения дополнительной обработки шва.
- Если необходимо длинное соединение, его легко сделать без остановок и повторного зажигания дуги.
Из недостатков можно упомянуть немалый вес аппарата, который осложняет его перемещение. Но опытные мастера справляются без особых сложностей.
Удобство выполнения процесса позволяет применять этот вариант сварки для работы на автоматических линиях сборки механизмов высокой точности, в производстве автомашин.

Технология сварки
Процесс сварки типа МИГ проходит с помощью электродуги в среде защитного газа, которая образуется между электродом и обрабатываемой поверхностью. При нажатии на курок горелки металл нагревается и плавится.
Заранее устанавливают напряжение, скорость подачи проволоки, количество газа. Проволока поступает к поверхности автоматически, сварщик только выполняет манипуляции с горелкой.
Перед началом сварочных работ необходимо выполнить зачистку металлических элементов, предназначенных для соединения. Конец проволоки не должен быть слишком длинным, иначе защитному газу не удастся действовать нормально.

Разновидности ручного сваривания
Термин «сварка мма» относится к ручной электродуговой сварке плавящимся электродом. В данном процессе, сварной шов образуется сплавлением свариваемых деталей с материалом электрода. Электродуговая сварка ММА осуществляется на постоянном или переменном токе.
Применение переменного тока
Этот вид сваривания предполагает, что полярность дуги меняется каждый полупериод, когда значение напряжения проходит через ноль. Таким образом, каждый полупериод, когда напряжение приближается к нулевому значению, происходит гашение дуги и последующее ее зажигание.
Этот процесс незаметен для глаза, и дуга воспринимается непрерывно горящей. Повторное зажигание дуги происходит легко благодаря высокой остаточной ионизации искрового промежутка и малому времени перерыва горения дуги. Источником переменного тока для ММА сварки служит понижающий трансформатор.








Применение постоянного тока

Такой метод сварки требует, чтобы электрод имел постоянную полярность. Различают следующие способы сварки ММА постоянным током:
- процесс обратной полярности, когда сварочный электрод подключен к минусу источника питания, а свариваемые детали – к плюсу;
- процесс прямой полярности, при котором электрод имеет положительный потенциал, свариваемая заготовка – отрицательный.
Каждый из способов имеет свои особенности. Обратная полярность применяется при работе с более толстым металлом, так как в этом режиме прогрев и плавление заготовки происходит более интенсивно.
Материал электрода, напротив, расходуется медленнее. При прямой полярности электрод плавится более интенсивно, чем заготовка. По этой причине этот способ используют при ММА сварке изделий из тонкого металла.
Что означает маркировка
Рассматривая все о дуговой ручной сварке, стоит особое внимание уделить электродам, именно эти компоненты помогают сформировать прочный и качественный сварной шов
Важно учесть, что маркировка стержней определяет важные функции и качества:
- для каких металлов предназначены стержни;
- положения их удерживания при сварочном процессе — вертикальное, горизонтальное, под углом;
- толщину и состав покрытия.
Вид маркирования сочетает буквы и цифры. Сразу после названия и марки идет буква, которая определяет назначение стержней:
- У — для низколегированной и среднеуглеродистой стали;
- Т — для легированной с высокой теплоустойчивостью;
- Н — для наплавления;
- А — для металлических основ пластичного типа.
Затем идет буква, которая указывает на показатель толщины покрытия: М — тонкое покрытие, С — средняя толщина, Д — толстое, Г — сильно толстое. После идет буквенное обозначение типа стержня. Если это Е, то он является плавящимся.
После букв идут цифры. Они указывают на степень возможного предела прочности на растяжение, показатели относительного удлинения, температурный режим сохранения ударной вязкости. Они важны только для профессионалов, работающие на ответственных и важных предприятиях.
После цифр следуют буквы, которые указывают на тип материала обмазки стержня:
- А — кислотное соединение.
- Б — из щелочей.
- Ц — из целлюлозы.
- Р — рутиловое.
- П — другие разновидности.
Далее идут последние цифры в маркировке электродов, и они означают важные параметры стержней — положение в пространстве, в котором можно производить способ сварки РДС, и характеристики тока для сварочного процесса.
Понятие процесса
Принцип ММА базируется на расплавлении граничных участков, подлежащих соединению металлических элементов под воздействием высокой температуры электродуги. Кромки изделий расплавляются, образуя сварочную ванну. При остывании металла вдоль линии сплавления происходит кристаллизация разжиженного материала, формируется шов, благодаря чему обеспечивается прочное неразъемное соединение.
Используется несколько видов ММА-сварки:
- РДС с использованием расплавляющихся электродов,
- электродуговая с применением неплавящихся стержней,
- дуговая, подразумевающая использование присадочной проволоки при ее непрерывной подаче в газовой защитной среде.
Related Posts via Categories
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Контактная сварка – как самому изготовить оборудование и клещи?
- Ресанта САИ 160 – для сварки в бытовых условиях
- Электроды МР-3 – все характеристики самых распространенных электродов
- Сварочная проволока – надежное соединение металлов
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Сварка легированных сталей – просто и понятно об особенностях процесса
Что влияет на качество и размеры сварного шва?
Качество сварного шва определяется проваром — отношением ширины к глубине сварного шва. Чем шире сварной шов, тем меньше его глубина. И наоборот, меньшая ширина сварного шва свидетельствует о его большей глубине.
На качество выполняемых сварных ворот также влияет сила тока, от которого увеличивается глубина проплава
Обратите внимание, при равной силе тока может быть разная глубина проплава. Чем плотнее металл, тем более глубоким будет проплав
Но на ширину сварного шва сила тока никак не влияет. На него влияет характеристика электрического тока. Так, постоянный ток создает узкий шов, причём это правило особенно заметно при напряжении от 30 В и выше. Электрическая дуговая сварка переменным током образует, наоборот, широкий сварной шов.
На глубину и ширину сварочного шва влияет поперечное сечение используемого электрода. Чем поперечное сечение больше, тем подвижнее будет электрическая дуга, тем шире будет сварной шов. И наоборот, чем меньше будет поперечное сечение, тем менее подвижной будет электрическая дуга, тем глубже будет проплав.
Наконец, последний показатель, влияющий на качество и размеры сварного шва, — это напряжение электрической дуги. Точнее, напряжение влияет только на ширину шва: большее напряжение — большая ширина, меньшее напряжение — меньшая ширина.
При выполнении сварочных работ одинарным плавким электродом вместе с каплями расплавленного металла в сварочную ванну попадает ещё и шлак, содержащийся в электроде.
Химический состав выделяемого шлака серьёзно влияет на качество проводимых сварных работ. В частности, он:
- способствует лучшей металлургической обработке стали;
- улучшает тепловые режимы дуговой сварки и увеличивает скорость сплавления кромок свариваемых деталей;
- оптимизирует формирование сварных швов;
- поддерживает максимальный температурный режим электрической дуги и улучшает её стабильность.
Дуговая сварка под флюсом — ещё одна разновидность выполнения сварочных работ с образованием шлака. Последний образуется при расплавлении флюсовой прослойки, находящейся между электродом и свариваемой поверхностью. По остывании слой шлака отделяется от сварного шва. Отметим, что эта разновидность сварных работ производится только на промышленном оборудовании.
В заключение отметим, что автоматическая дуговая сварка обеспечивает на порядок лучший результат, чем ручная, именно за счет того, что все параметры сварных работ, и прежде всего расстояние между поверхностью и электродом, контролирует микропроцессор.

Особенности сварки
Понимая принцип ручной дуговой сварки плавящимся электродом можно приступить к самому сварочному процессу. Для начала разберемся, в каких случаях такая сварка целесообразна. РД по металлу целесообразна том случае, если толщина детали начинается от 2 миллиметров и не превышает 50 миллиметров. Также целесообразна сварка легированных, углеродистых и нержавеющих сталей. РДС отлично подойдет для мелкосерийного производства или для сварки штучных изделий. Если металлы толще и деталей много, то рекомендуем заменить ММА сварку на MAG.








Если детали будут слишком тонкими, то они будут плавиться слишком быстро. Это приводит к образованию дефектов, шов просто не успевает сформироваться. Даже если вы установите минимальное значение тока. Используйте другие технологии сварки тонкого металла, не рискуйте.
Выше мы писали, что возможна сварка деталей толщиной до 50 миллиметров. Но мы все же рекомендуем соединять металлы с толщиной максимум 20 миллиметров. Сварка толстых деталей экономически невыгодна при использовании технологии ручной дуговой сварки. Все эти правила не применимы к ситуации, когда нужно сварить короткий шов, чтобы произвести небольшой ремонт. Если участок сварки слишком мал, вы не будете использовать дорогостоящее оборудование, газ, флюсы и прочее. В таких ситуациях ручная дуговая сварка MMA вполне целесообразна при сварке деталей толщиной до 200 миллиметров.
Технология ручной дуговой сварки начинается с основ о пространственном положении. Мы писали, что ручная дуговая сварка плавящимся электродом возможна в любом положении. Это правда, но с оговорками. Дело в том, что не все электроды позволяют выполнить сложные потолочные или вертикальные швы. Они плавятся слишком быстро и стекающий металл не позволяет сформировать шов
Обратите на это внимание перед выполнением ответственной работы
По этой причине наилучший результат достижим именно в нижнем или горизонтальном пространственном положении. Такую работу сможет выполнить сварщик даже с низкой квалификацией, можно использовать электроды большего диаметра и установить на сварочном аппарате большую силу тока, чтобы ускорить рабочий процесс. Так что если вы можете заменить потолочные швы на нижние — не отказывайтесь от такого решения.
Если вы используете метод ручной дуговой сварки покрытыми стержнями и вам все же нужно сделать потолочных шов, то выберите электроды небольшого диаметра и установите на аппарате минимальное значение сварочного тока. Работайте не медленно и не быстро, постарайтесь найти «золотую середину» в скорости ведения дуги. Ведите дугу уверенно и не отклоняйтесь в стороны.
Теперь поговорим о типе и полярности тока. Сварка ММА может производить на постоянке и на переменке, выбор режима зависит от электродов. Обязательно читайте упаковку ваших стержней перед работой, некоторые электроды могут быть предназначены только для работы на одном типе тока.
Одно известно точно — при постоянном токе дуга горит стабильнее, чем при переменном. Это заметно даже при использовании универсальных стержней, способных работать с любым родом тока. Словом, если вы начинающий сварщик, то приобретайте универсальные комплектующие и экспериментируйте с настройками.
Что касается полярности, то ее выбор зависит от того, какая скорость плавления электрода вам необходима. Если выберите обратную полярность и установите постоянный ток, то электрод будет плавиться медленнее и равномернее. Это наиболее приемлемый вариант. Есть электроды, которые работают одинокого хорошо с любой полярностью.
Ручная сварка железа или никеля имеет свои сложности. В работе металл может быть подвержен проблеме, называемой магнитным дутьем. Магнитное дутье — это когда дуга начинает непроизвольно отклоняться от сварочной ванны из-за магнитных свойств металла. Чтобы избежать этих проблем установите на сварочнике переменный ток, это может помочь.
Достоинства и недостатки
Сварочный процесс ММА имеет положительные и негативные особенности, которые обязательно требуется учитывать при его проведении. Они связаны с тем, что эта технология достаточно старая, и она не претерпела особых изменений за весь период существования.
Среди преимуществ сварки можно выделить:
- При помощи данной технологии можно сваривать практически все виды металлов. Иногда качества шва получается с низкой прочностью, но все же сварочный процесс позволяет производить соединение.
- Имеется возможность производить сваривание в любом пространственном положении, по этой причине можно производить сварку даже в труднодоступных местах.
- Используемое оборудование для технологии ММА простое, его можно переносить с собой, и при этом оно имеет низкую стоимость.
- Нет необходимости применять газовую или флюсовую защиту.
- Наблюдается высокая защита области сваривания от сильного ветра, сквозняков по сравнению со сварочной технологией MIG/MAG. Также этот способ позволяет работать при любых погодных условиях, даже при сильном морозе, дожде.
- Это достаточно простой способ, с ним может справиться даже начинающий сварщик. По этой причине этот вид популярен в бытовых и домашних условиях.
Но все же не стоит забывать, что у сварочной технологии ММА имеются негативные качества, среди которых можно выделить:
- этот процесс обладает медленной скоростью, это связано с тем, что он ограничивается физическими силами сварщика;
- во время сварки не применяются автоматическое оборудование, которое способно намного облегчить работу;
- стоит учитывать, что навык и опыт оказывает прямое влияние на качество шва. Чем он выше, тем лучше будет сварное соединение;
- многим новичкам тяжело разжигать дугу и вводить ее. Также у многих электроды часто прилипают к поверхности металлической основы.
Стоит отметить! Сложное поджигание дуги на данный момент не является особой проблемой. Многие производители выпускают специальные аппараты с функциями, которые намного упрощают работу. В некоторых моделях имеется функция антизалипания электродов и горячего старта.
![§ 26. выбор баз и приспособления к станкам [1968 орнис н.м. - основы механической обработки металлов]](https://lab-metr.ru/wp-content/uploads/6/f/6/6f6796e01a5358c83d0529e695fd1c74.jpeg)