Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией.
Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
| диаметр, в дюймах | момент затяжки, в нм |
| 1/4 | 12± 3 |
| 3/8 | 47± 9 |
| 7/16 | 70± 15 |
| 1/2 | 105± 20 |
| 5/8 | 215± 40 |
| 3/4 | 370 ± 50 |
| 7/8 | 620± 80 |
| 1 | 900 ± 100 |
| 3100 ± 350 |
ДОПУСКИ
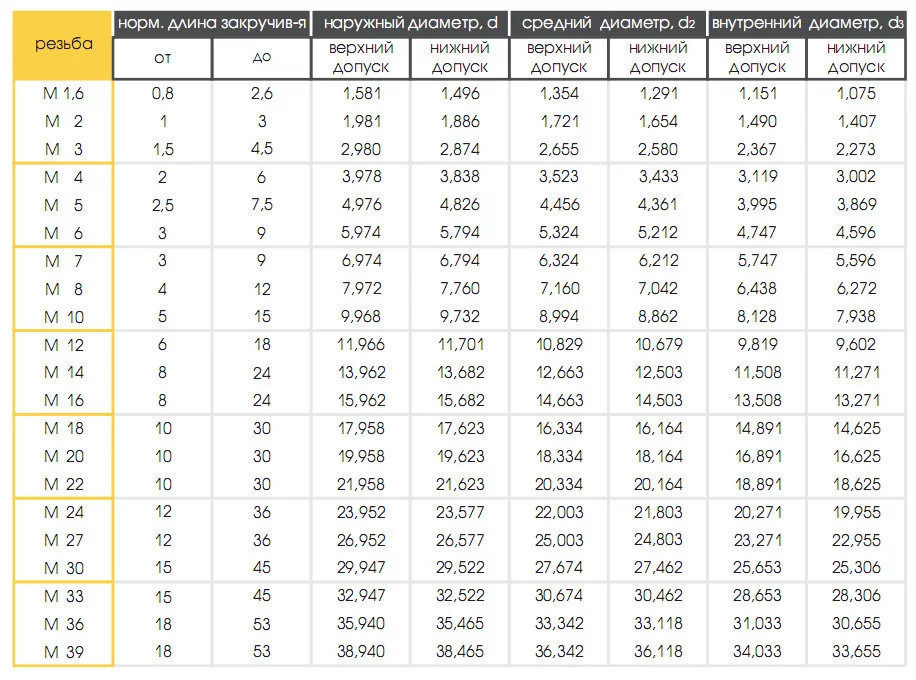
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 4 — 6.
Таблица 4
Допуски диаметров d
иD1
| Шаг Р , мм | Наружная резьба | Внутренняя резьба | ||||||
| Степень точности | ||||||||
| 4 | 6 | 8 | 4 | 5 | 6 | 7 | 8 | |
| Допуск, мкм | ||||||||
| Td | TD1 | |||||||
| 0,2 | 36 | 56 | — | 38 | 48 | 60 | — | — |
| 0,25 | 42 | 67 | — | 45 | 56 | 71 | — | — |
| 0,3 | 48 | 75 | — | 53 | 67 | 85 | — | — |
| 0,35 | 53 | 85 | — | 63 | 80 | 100 | — | — |
| 0,4 | 60 | 95 | — | 71 | 90 | 112 | — | — |
| 0,45 | 63 | 100 | — | 80 | 100 | 125 | — | — |
| 0,5 | 67 | 106 | — | 90 | 112 | 140 | 180 | — |
| 0,6 | 80 | 125 | — | 100 | 125 | 160 | 200 | — |
| 0,7 | 90 | 140 | — | 112 | 140 | 180 | 224 | — |
| 0,75 | 90 | 140 | — | 118 | 150 | 190 | 236 | — |
| 0,8 | 95 | 150 | 236 | 125 | 160 | 200 | 250 | 315 |
| 1 | 112 | 180 | 280 | 150 | 190 | 236 | 300 | 375 |
| 1,25 | 132 | 212 | 335 | 170 | 212 | 265 | 335 | 425 |
| 1,5 | 150 | 236 | 375 | 190 | 236 | 300 | 375 | 475 |
| 1,75 | 170 | 265 | 425 | 212 | 265 | 335 | 425 | 530 |
| 2 | 180 | 280 | 450 | 236 | 300 | 375 | 475 | 600 |
| 2,5 | 212 | 335 | 530 | 280 | 355 | 450 | 569 | 710 |
| 3 | 236 | 375 | 600 | 315 | 400 | 500 | 630 | 800 |
| 3,5 | 265 | 425 | 670 | 355 | 450 | 560 | 710 | 900 |
| 4 | 300 | 475 | 750 | 375 | 475 | 600 | 750 | 950 |
| 4,5 | 315 | 500 | 800 | 425 | 530 | 670 | 850 | 1060 |
| 5 | 335 | 530 | 850 | 450 | 560 | 710 | 900 | 1120 |
| 5,5 | 355 | 560 | 900 | 475 | 600 | 750 | 950 | 1180 |
| 6 | 375 | 600 | 950 | 500 | 630 | 800 | 1000 | 1250 |
Таблица 5
Допуски диаметра d2
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Степень точности | |||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| Допуск Тd2 , мкм | |||||||||
| От 1 до 1,4 | 0,2 | 24 | 30 | 38 | 48 | (60) | (75) | — | — |
| 0,25 | 26 | 34 | 42 | 53 | (67) | (85) | — | — | |
| 0,3 | 28 | 36 | 45 | 56 | (71) | (90) | — | — | |
| Св. 1,4 до 2,8 | 0,2 | 25 | 32 | 40 | 50 | (63) | (80) | — | — |
| 0,25 | 28 | 36 | 45 | 56 | (71) | (90) | — | — | |
| 0,35 | 32 | 40 | 50 | 63 | 80 | (100) | — | — | |
| 0,4 | 34 | 42 | 53 | 67 | 85 | (106) | — | — | |
| 0,45 | 36 | 45 | 56 | 71 | 90 | (112) | — | — | |
| Св. 2,8 до 5,6 | 0,25 | 28 | 36 | 45 | 56 | (71) | — | — | — |
| 0,35 | 34 | 42 | 53 | 67 | 85 | (106) | — | — | |
| 0,5 | 38 | 48 | 60 | 75 | 95 | (118) | — | — | |
| 0,6 | 42 | 53 | 67 | 85 | 106 | (132) | — | — | |
| 0,7 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
| 0,75 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
| 0,8 | 48 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | |
| Св. 5,6 до 11,2 | 0,25 | 32 | 40 | 50 | 63 | (80) | — | — | — |
| 0,35 | 36 | 45 | 56 | 71 | 90 | — | — | — | |
| 0,5 | 42 | 53 | 67 | 85 | 106 | (132) | — | — | |
| 0,75 | 50 | 63 | 80 | 100 | 125 | (160) | — | — | |
| 1 | 56 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | |
| 1,25 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | |
| 1,5 | 67 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | |
| Св. 11,2 до 22,4 | 0,35 | 38 | 48 | 60 | 75 | 95 | — | — | — |
| 0,5 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
| 0,75 | 53 | 67 | 85 | 106 | 132 | (170) | — | — | |
| 1 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | |
| 1,25 | 67 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | |
| 1,5 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | |
| 1,75 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | 375 | |
| 2 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | |
| 2,5 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | |
| Св. 22,4 до 45 | 0,5 | 48 | 60 | 75 | 95 | 118 | — | — | — |
| 0,75 | 56 | 71 | 90 | 112 | 140 | (180) | — | — | |
| 1 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | |
| 1,5 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | 375 | |
| 2 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | |
| 3 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | |
| 3,5 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 4 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | |
| 4,5 | 118 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | |
| Св. 45 до 90 | 0,5 | 50 | 63 | 80 | 100 | 125 | — | — | — |
| 0,75 | 60 | 75 | 95 | 118 | 150 | — | — | — | |
| 1 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | |
| 1,5 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | |
| 2 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | |
| 3 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 4 | 118 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | |
| 5 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 5,5 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | 670 | |
| 6 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | 710 | |
| Св. 90 до 180 | 0,75 | 63 | 80 | 100 | 125 | 160 | — | — | — |
| 1 | 75 | 95 | 118 | 150 | 190 | — | — | — | |
| 1,5 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | |
| 2 | 95 | 118 | 150 | 190 | 236 | 300 | 375 | 475 | |
| 3 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | |
| 4 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 6 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | 750 | |
| Св. 180 до 355 | 1,5 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | — |
| 2 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 3 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 4 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | 710 | |
| 6 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | 800 | |
| Св. 355 до 600 | 2 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | — |
| 4 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | 750 | |
| 6 | 170 | 212 | 265 | 335 | 425 | 530 | 670 | 850 |
Примечание. Значения, указанные в скобках, по возможности не применять.
Таблица 6
Допуски диаметра D2
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Степень точности | |||||
| 4 | 5 | 6 | 7 | 8 | 9 | ||
| Допуск ТD2 , мкм | |||||||
| От 1 до 1,4 | 0,2 | 40 | 50 | 63 | — | — | — |
| 0,25 | 45 | 56 | 71 | — | — | — | |
| 0,3 | 48 | 60 | 75 | — | — | — | |
| Св. 1,4 до 2,8 | 0,2 | 42 | 53 | 67 | — | — | — |
| 0,25 | 48 | 60 | 75 | — | — | — | |
| 0,35 | 53 | 67 | 85 | — | — | — | |
| 0,4 | 56 | 71 | 90 | — | — | — | |
| 0,45 | 60 | 75 | 95 | — | — | — | |
| Св. 2,8 до 5,6 | 0,25 | 48 | 60 | 75 | — | — | — |
| 0,35 | 56 | 71 | 90 | — | — | — | |
| 0,5 | 63 | 80 | 100 | 125 | — | — | |
| 0,6 | 71 | 90 | 112 | 140 | — | — | |
| 0,7 | 75 | 95 | 118 | 150 | — | — | |
| 0,75 | 75 | 95 | 118 | 150 | — | — | |
| 0,8 | 80 | 100 | 125 | 160 | 200 | 250 | |
| Св. 5,6 до 11,2 | 0,25 | 53 | 67 | 85 | — | — | — |
| 0,35 | 60 | 75 | 95 | — | — | — | |
| 0,5 | 71 | 90 | 112 | 140 | — | — | |
| 0,75 | 85 | 106 | 132 | 170 | — | — | |
| 1 | 95 | 118 | 150 | 190 | 236 | 300 | |
| 1,25 | 100 | 125 | 160 | 200 | 250 | 315 | |
| 1,5 | 112 | 140 | 180 | 224 | 280 | 355 | |
| Св. 11,2 до 22,4 | 0,35 | 63 | 80 | 100 | — | — | — |
| 0,5 | 75 | 95 | 118 | 150 | — | — | |
| 0,75 | 90 | 112 | 140 | 180 | — | — | |
| 1 | 100 | 125 | 160 | 200 | 250 | 315 | |
| 1,25 | 112 | 140 | 180 | 224 | 280 | 355 | |
| 1,5 | 118 | 150 | 190 | 236 | 300 | 375 | |
| 1,75 | 125 | 160 | 200 | 250 | 315 | 400 | |
| 2 | 132 | 170 | 212 | 265 | 335 | 425 | |
| 2,5 | 140 | 180 | 224 | 280 | 355 | 450 | |
| Св. 22,4 до 45 | 0,5 | 80 | 100 | 125 | — | — | — |
| 0,75 | 95 | 118 | 150 | 190 | — | — | |
| 1 | 106 | 13,2 | 170 | 212 | 265 | 335 | |
| 1,5 | 125 | 160 | 200 | 250 | 315 | 400 | |
| 2 | 140 | 180 | 224 | 280 | 355 | 450 | |
| 3 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 3,5 | 180 | 224 | 280 | 355 | 450 | 560 | |
| 4 | 190 | 236 | 300 | 375 | 475 | 600 | |
| 4,5 | 200 | 250 | 315 | 400 | 500 | 630 | |
| Св. 45 до 90 | 0,5 | 85 | 106 | 132 | — | — | — |
| 0,75 | 100 | 125 | 160 | — | — | — | |
| 1 | 118 | 150 | 190 | 236 | 300 | 375 | |
| 1,5 | 132 | 170 | 212 | 265 | 335 | 425 | |
| 2 | 150 | 190 | 236 | 300 | 375 | 475 | |
| 3 | 180 | 224 | 280 | 355 | 450 | 560 | |
| 4 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 5 | 212 | 265 | 335 | 425 | 530 | 670 | |
| 5,5 | 224 | 280 | 355 | 450 | 560 | 710 | |
| 6 | 236 | 300 | 375 | 475 | 600 | 750 | |
| Св. 90 до 180 | 0,75 | 106 | 132 | 170 | — | — | — |
| 1 | 125 | 160 | 200 | 250 | — | — | |
| 1,5 | 140 | 180 | 224 | 280 | 355 | 450 | |
| 2 | 160 | 200 | 250 | 315 | 400 | 500 | |
| 3 | 190 | 236 | 300 | 375 | 475 | 600 | |
| 4 | 212 | 265 | 335 | 425 | 530 | 670 | |
| 6 | 250 | 315 | 400 | 500 | 630 | 800 | |
| Св. 180 до 355 | 1,5 | 150 | 190 | 236 | 300 | 375 | — |
| 2 | 180 | 224 | 280 | 355 | 450 | 560 | |
| 3 | 212 | 265 | 335 | 425 | 530 | 670 | |
| 4 | 236 | 300 | 375 | 475 | 600 | 750 | |
| 6 | 265 | 335 | 425 | 530 | 670 | 850 | |
| Св. 355 до 600 | 2 | 190 | 236 | 300 | 375 | 475 | — |
| 4 | 250 | 315 | 400 | 500 | 630 | 800 | |
| 6 | 280 | 355 | 450 | 560 | 710 | 900 |
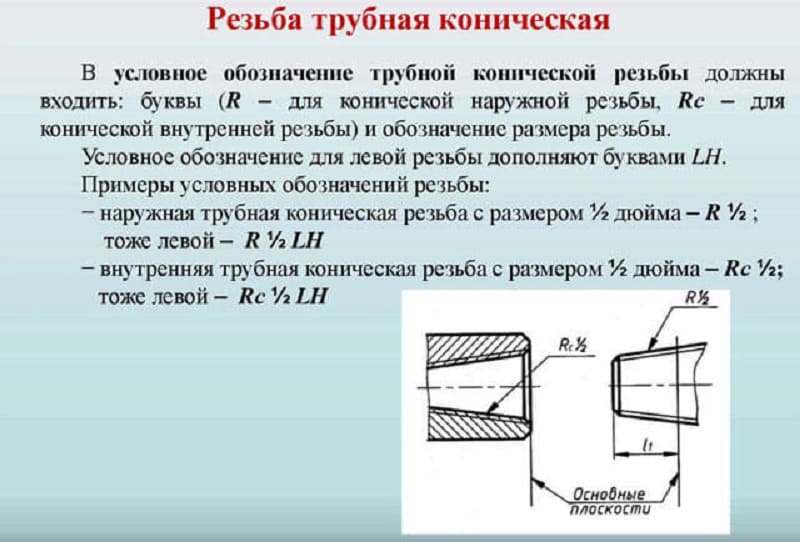
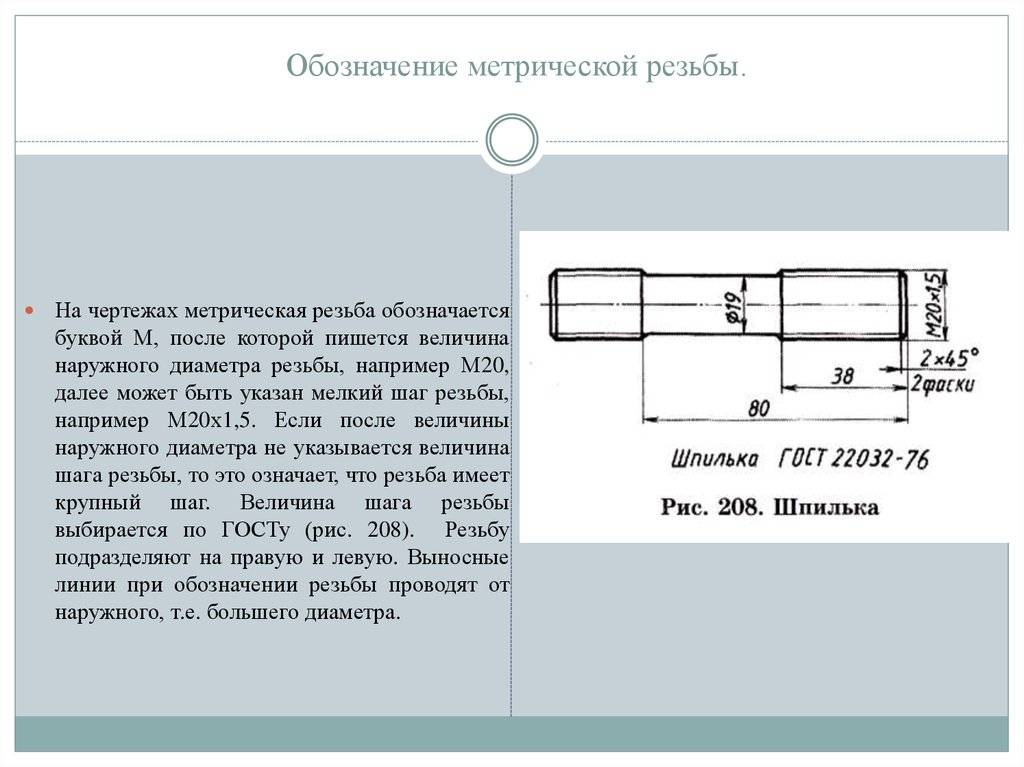
Обозначение на чертежах
В связи с тем, что при применении трубной конической резьбы могут использоваться различные типы таких спаек, то должным образом необходимо знать размеры. Согласно ГОСТ 6111-52 размеры обозначаются дробью, где знаменатель, это внешний диаметр, а числитель его внутренний диаметр.
Обозначения трубной конусной резьбы на чертеже представлены такими буквами, как:
- R – обозначение конической резьбы с наружным резьблением.
- Rc – указывается конические внутренние пазы.
- Rр – внутренняя резьба цилиндрического профиля.
- LН – нарезка с левой спиралью.
- RH – с правой спиралью.
- МК – метрическая конусовидная.
- М – метрическая.
- К – коническая дюймовая резьба.
- Трубная коническая резьба – К труб ½ ГОСТ 6211-69.
- С укороченным профилем – К труб ½ укор ГОСТ6211-69.
- Укороченная коническая с повышенной точностью – К труб ¾ пов. точ. ГОСТ 6211-69.
Выбор параметров резьбы
При выборе крепежных изделий необходимо обращать внимание на шаг резьбы. От этого зависит прочность соединения, его устойчивость к вибрациям и другим разрушающим факторам
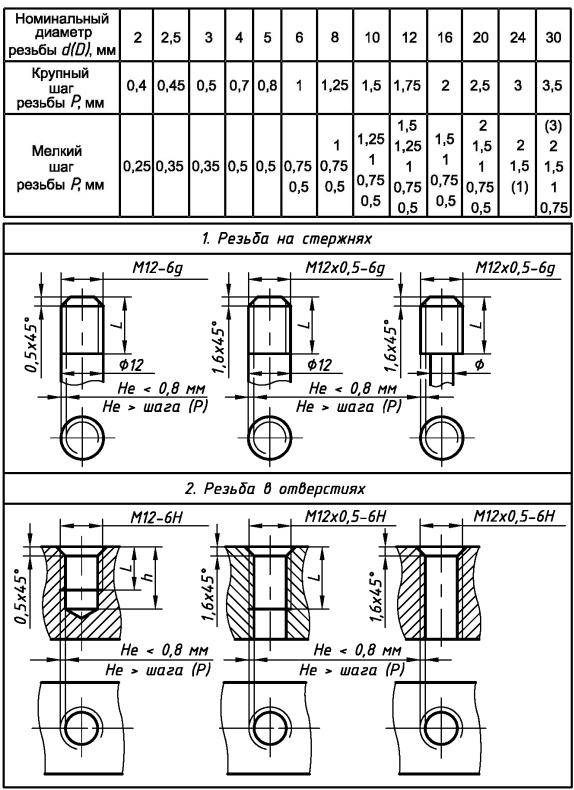
В тех случаях, когда монтаж производится большим количеством элементов или от него не требуется специальных характеристик, можно использовать основной шаг метрической резьбы. Такие элементы часто используют в строительстве, ремонте, при сборке мебели и других работах, когда требуется много быстрого монтажа достаточной надежности.
При высоких значениях динамических нагрузок, в том числе, вибрационных лучше обратиться к изделиям с мелким шагом резьбы. Например, автомобильные колесные диски крепятся к ступице только мелкой резьбой, чтобы гайки не раскручивались от вибраций, возникающих при движении. Такие метизы востребованы в точном машиностроении, автомобиле- и авиастроении, при производстве станков и т.д.
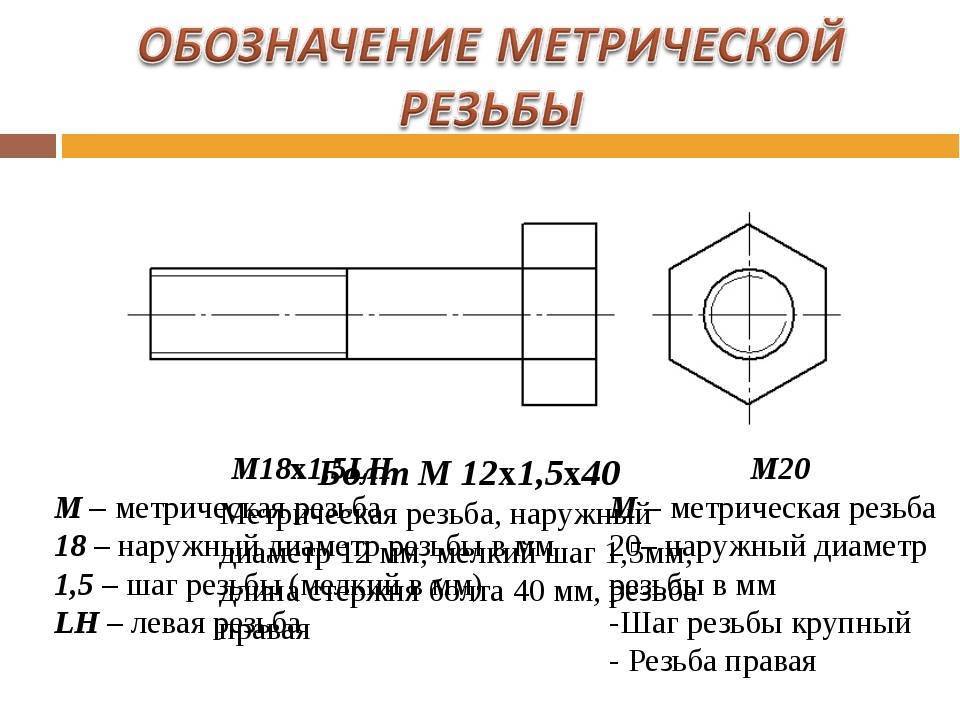
Маркировка резьбы разного шага осуществляется различными способами. Если в технической документации указывается просто болт М12, это означает, что метиз имеет номинальный диаметр 12 мм с основным шагом резьбы, который равен 1,75 мм. При маркировке М12х1,25 означает, что шпилька болта имеет диаметр 12 мм с мелким шагом 1,25 мм. То есть, если после диаметра не указывается никакое число, шаг резьбы – стандартный или основной, если число указывается, это шаг мелкой или супермелкой резьбы.
Как отличить дюймовый и метрический крепеж
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких — единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин — попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
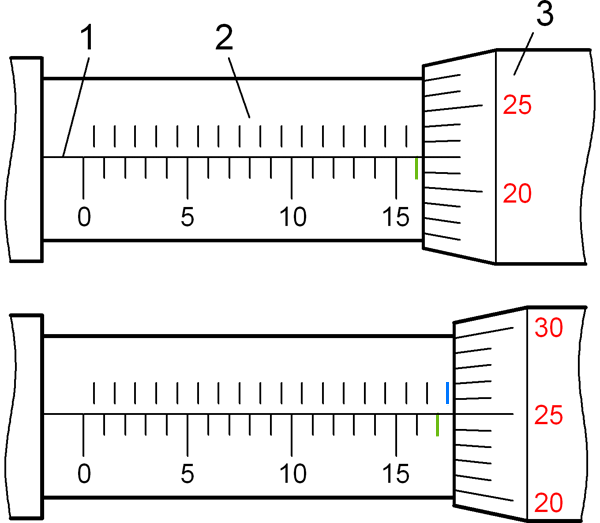
Как отличить дюймовую резьбу от метрической? Есть два основных способа — измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой — количество витков на один дюйм.
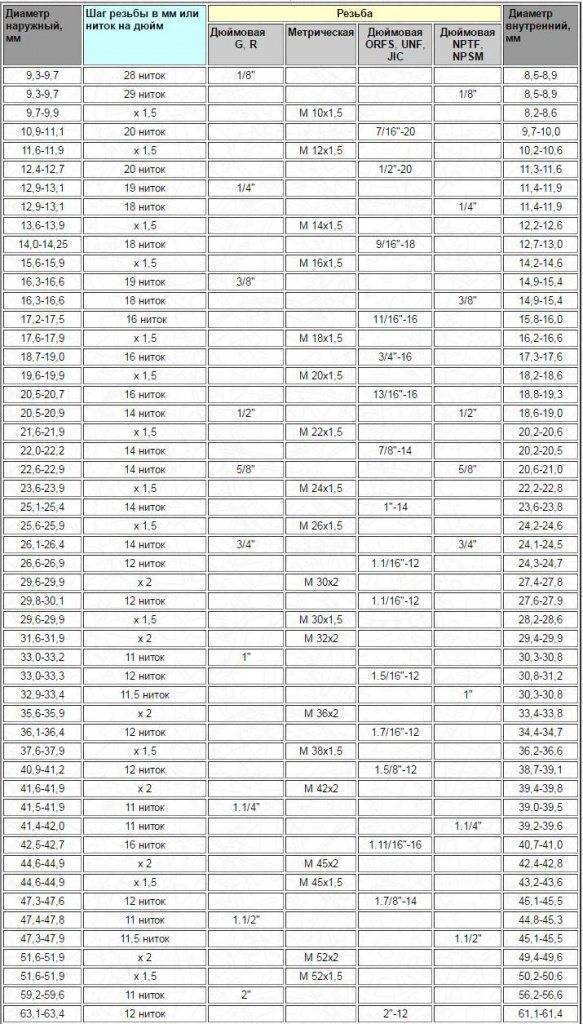
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
НиП «Машиностроение»
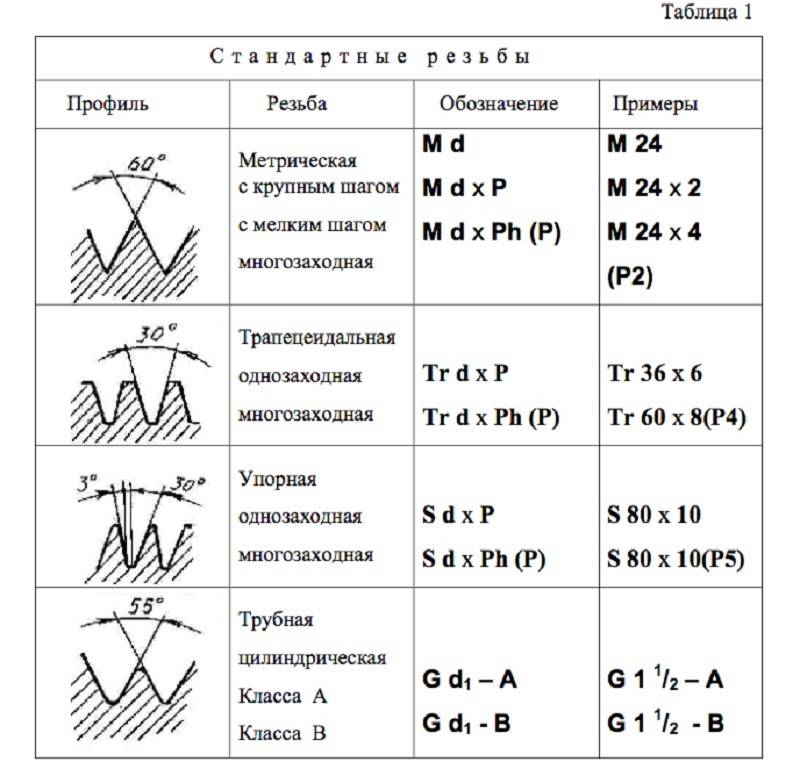
Классификация резьбы
Виды резьбы, как конструктивный элемент детали, подлежат классификации. Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Такими признаками, например, являются:
- Размещение по поверхности детали – внешняя резьба или внутренняя резьба.
- Функциональное назначение – для соединения деталей, для передачи движения, для передачи усилий.
- Размеры – диаметр изделия, шаг резьбы.
- Система единиц измерения параметров резьбы – метрическая (измерения в миллиметрах), дюймовая (измерения ведутся в долях дюйма), питчевая (измерения параметров резьбы ведётся в питчах).
- Форма зуба – треугольная, прямоугольная, трапецеидальная и другие.
- Количество заходов резьбы – однозаходная резьба (это одна выступающая линия на поверхности цилиндра), многозаходная (это несколько параллельных линий с одинаковыми параметрами).
- Способ изготовления резьбы на изделии – резание лезвием, резание абразивом, накатка, прессование, литьё, электрохимические технологии.
В каждой из обозначенных классификационных групп существуют более конкретные признаки, описывающие особенности резьбы. По этим признакам осуществляется более подробная классификация резьбы.
Дюймовая резьба
Заклепки и клинья
В древние времена прочность сборным конструкциям придавалась такими способами соединения как клинья (в деревянных изделиях) и заклепки (в изделиях из металла). Главным недостатком подобных соединений была и остается невозможность повторного использования крепежных приспособлений.
Клинья и заклепки имеют одноразовое использование, а это требует излишних затрат. Первые резьбы также имели существенное ограничение, поскольку они изготавливались не на станках для нарезания, а при помощи шаблонов, которыми резьбу выковывали на раскаленном металле. О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
Как обозначаются соединения деталей с резьбой
Все характеристики трубной конической резьбы указаны в ГОСТ 6211–81. Отечественные стандарты совместимы с зарубежными аналогами: ISO R7, DIN 2999, BS 21, JIS B 0203. Обозначается этот вид резьбы английскими буквами R (наружная) и Rc (внутренняя). В ГОСТе описывается профиль, размеры и допуски соединения. Детальный чертеж показывает характерные особенности соединения. Дополнительные приложения регламентируют подготовку деталей для работы. Сводная таблица основных параметров трубной резьбы является основанием для контроля качества и размеров изделия.
Особое внимание уделяется тому, как делается обозначение соединения. Если используется два вида резьбы, то записываются они в виде дроби
Числитель — это внутренняя, знаменатель наружная часть соединения. Например, Rp/R 3/4 LH. Это означает, что резьба левая, номиналом три четверти дюйма, внутренняя цилиндрическая, а наружная коническая трубная. Совмещение разных видов часто используется в ремонтной практике. Так восстанавливают работоспособность сантехнических, газовых приборов. Конусная резьба предпочтительнее там, где нужна надежная герметизация.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
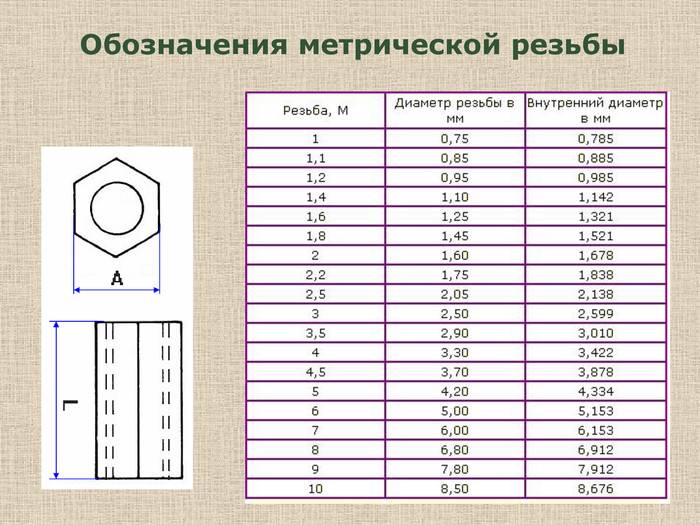
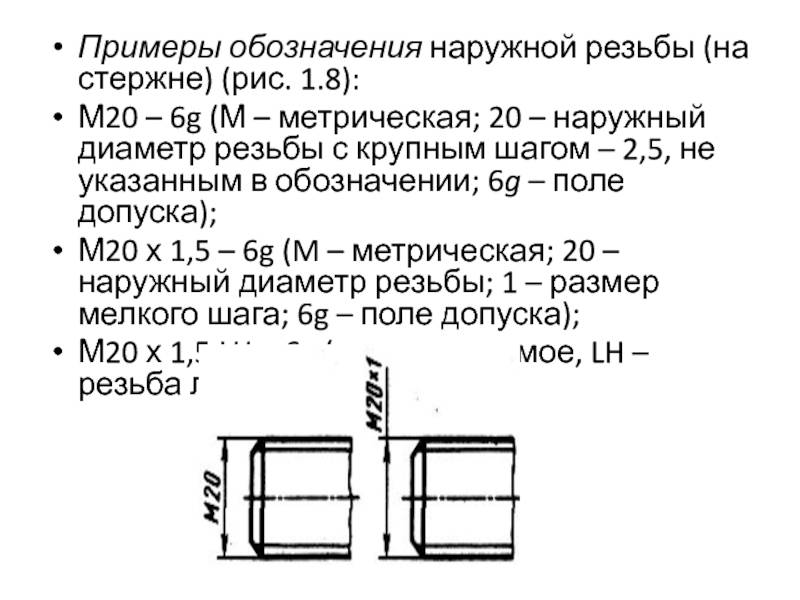
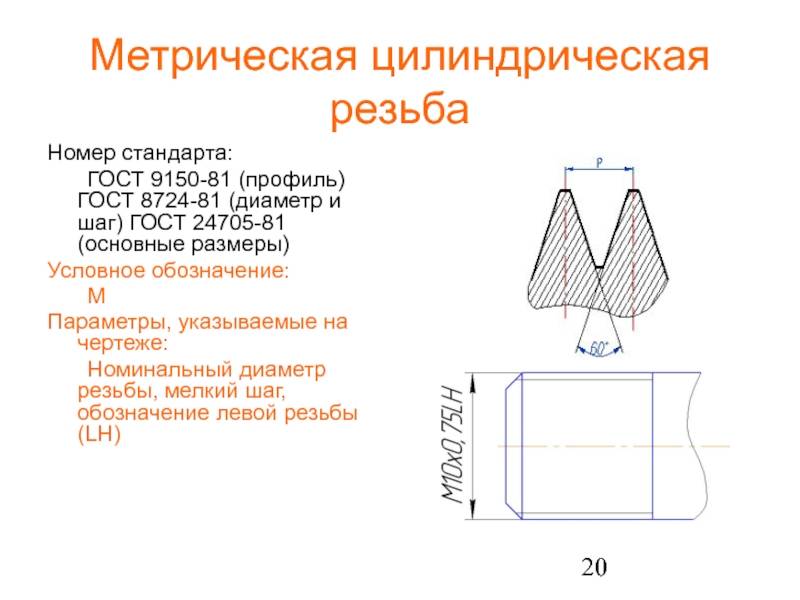
5 Обозначения резьбы
5.1 В условное обозначение размера резьбы
должны входить: буква М, номинальный диаметр резьбы и шаг резьбы, выраженные в
миллиметрах и разделенные знаком « ´ ».
Пример: М8´1,25
Крупный шаг в обозначении резьбы может
быть опущен.
Пример: М8.
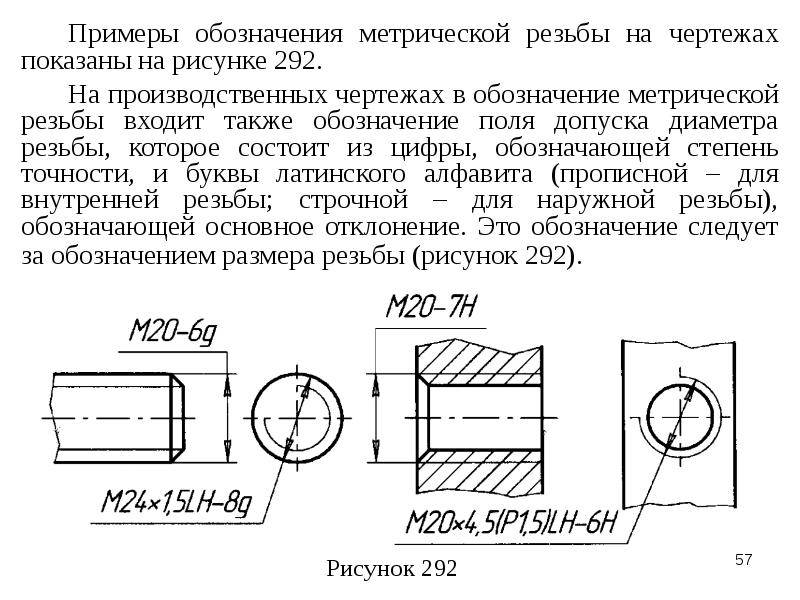
5.2 Условное обозначение левой резьбы
должно дополняться буквами LH.
Пример: M8´l – LH
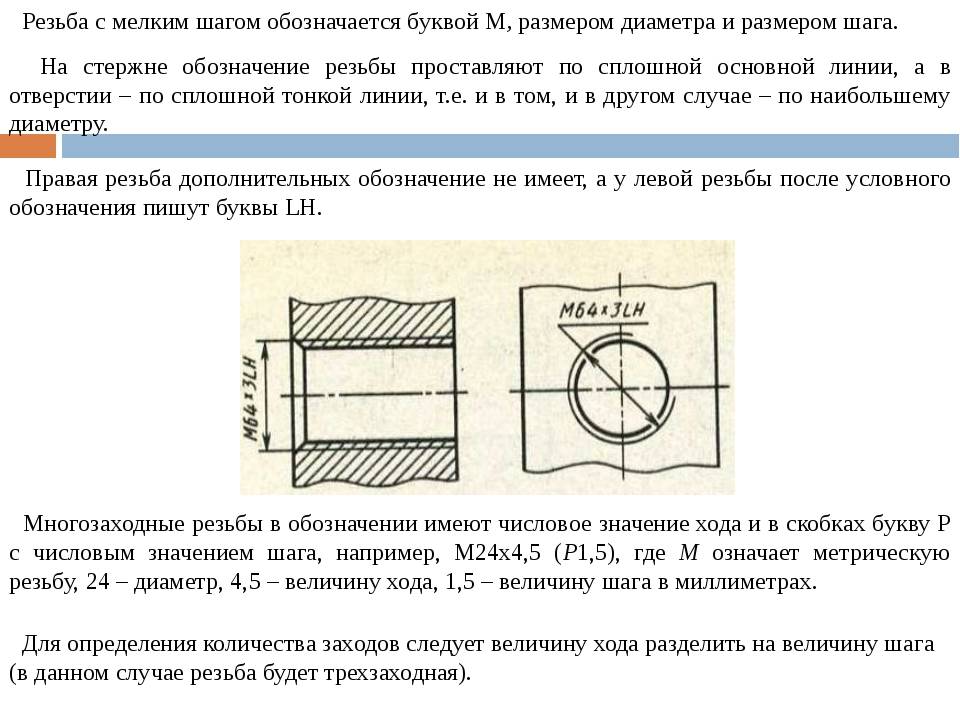
5.3 Многозаходная резьба должна
обозначаться буквой М, номинальным диаметром резьбы, знаком ´, буквами Ph, значением хода резьбы, буквой
Р и значением шага.
Пример условного
обозначения двухзаходной резьбы с
номинальным диаметром 16 мм, ходом 3 мм и шагом 1,5 мм:
М16´Рh3Р1,5
То же, для левой резьбы:
M16´Ph3Pl,5
– LH
Для большей ясности в скобках текстом
может быть указано число заходов резьбы. Пример: M16´Ph3P1,5
(два захода)
5.4 Полное обозначение
резьбы включает обозначение размера и полей допусков резьбы по ГОСТ
9000 или ГОСТ
16093.
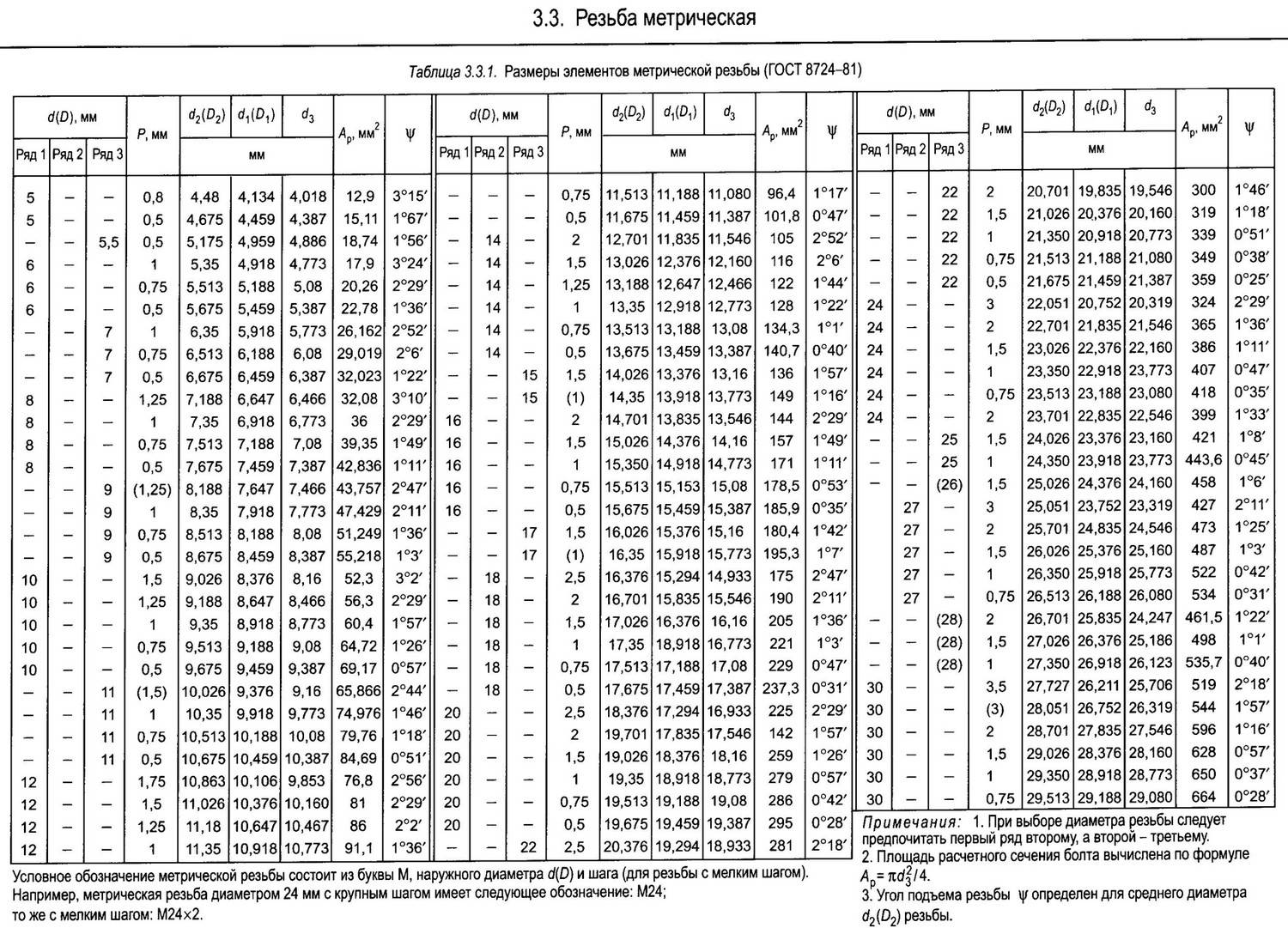
Ключевые слова: резьба, метрическая резьба, диаметры, шаги, условные
обозначения
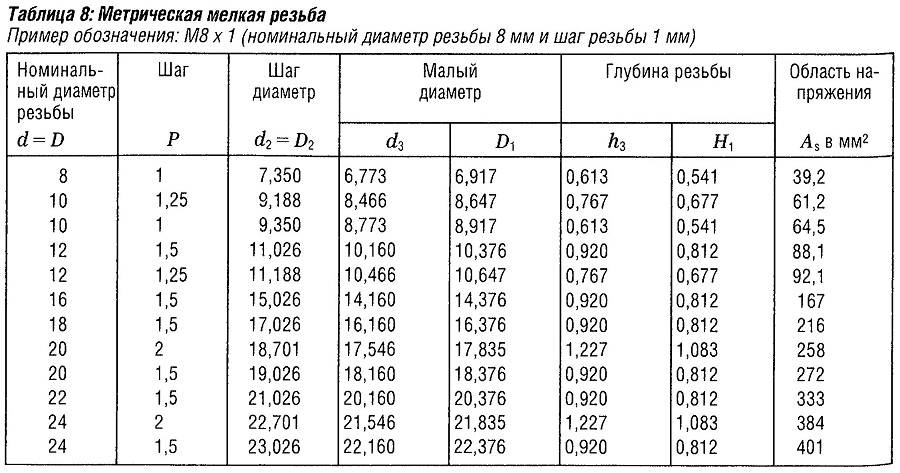
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.
Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
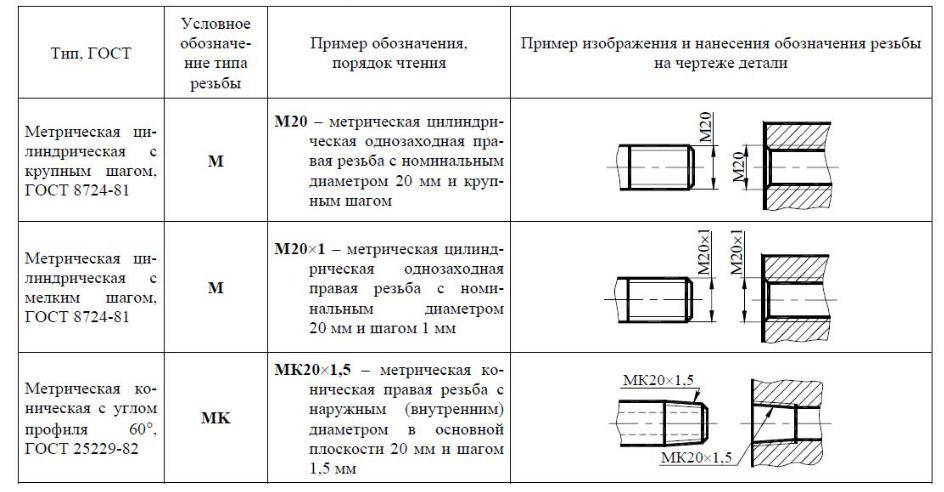
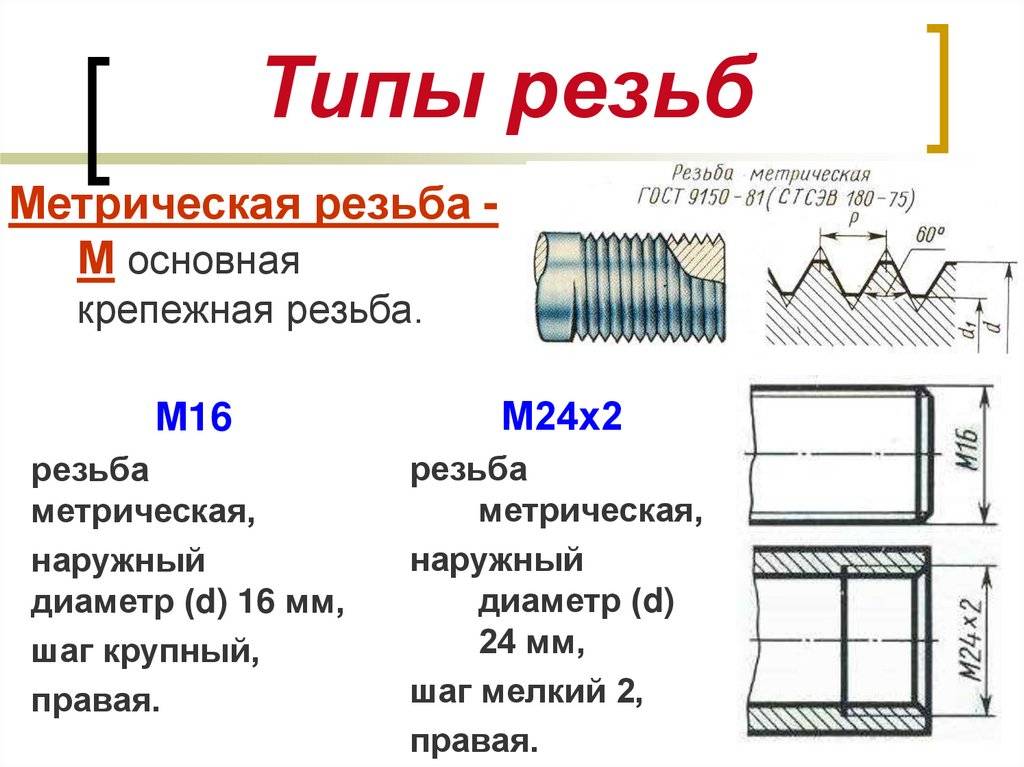
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
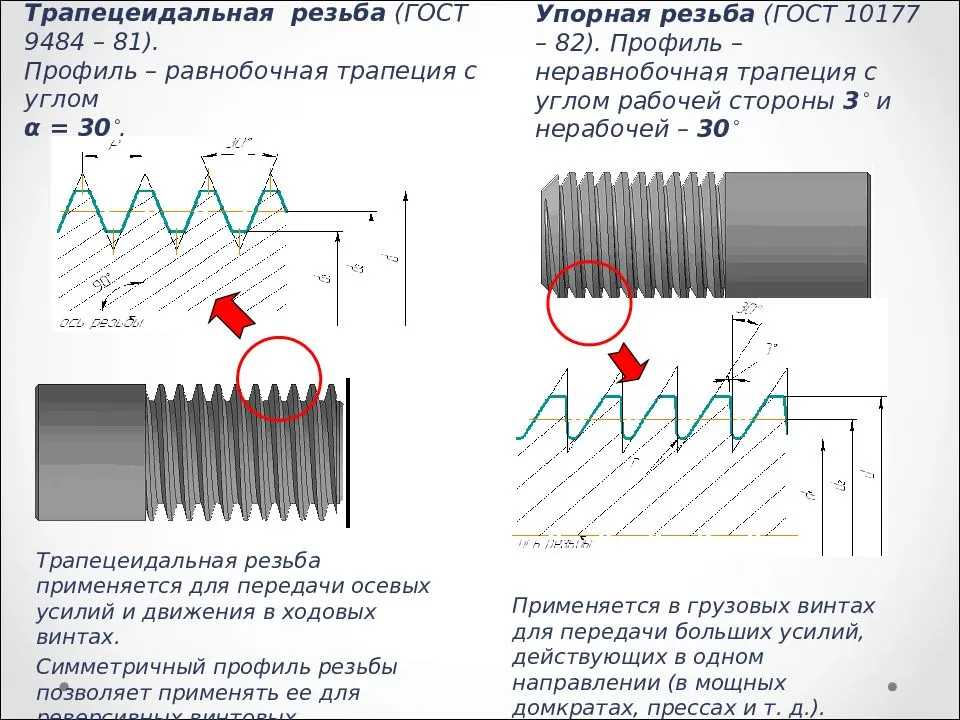
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60 град
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52* Взамен ОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.



2. (Исключен, Изм. № 2).
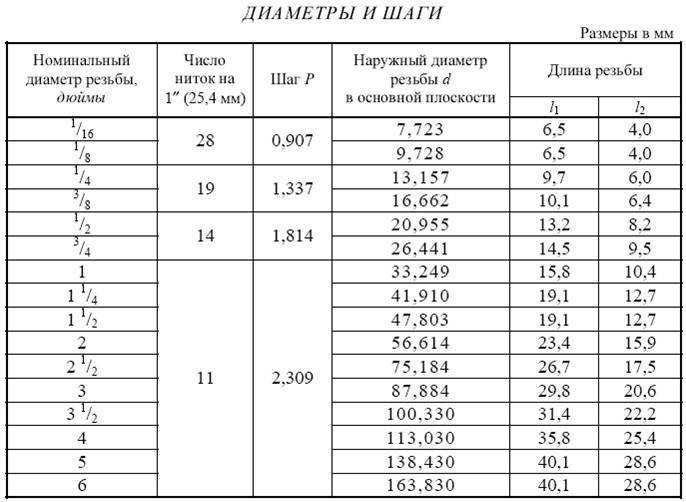
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1 ¢ ¢ | Размер в мм | |||||||
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l 1 | l 2 | d 2 =D 2 | d =D | d 1 =D 1 | dT | H |
| 1 /16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1 /8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3 /8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11 ½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 11 ½ | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1 ½ | 11 ½ | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11 ½ | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT
справочный.
3. Вместо резьбы 1/16 ¢ ¢ допускается применять резьбу М6 ´ 1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l
2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеровl 1—l 2 .
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3
4 ¢ ¢К
3 4 ¢ ¢ГОСТ 6111-52(Измененная редакция, Изм. № 2).
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы D l
2 ( черт. 2) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты D l
2 ( черт. 3) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l
1-l 2 должна быть не менее разности указанных в табл. 1 номинальных размеровl 1 иl 2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( d h
1 и dh 2 по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h 1 =h 2=1/2H 1 | d h 1 = dh 2 |
| мм | ||
| 1 /16 и 1 /8 ¢ ¢ | 0,3765 | -0,045 |
| 1 / 4 и 3 /8 ¢ ¢ | 0,5645 | -0,065 |
| 1 / 2 и ¾ ¢ ¢ | 0,7255 | -0,085 |
| 1 — 2 ¢ ¢ | 0,8835 | -0,085 |
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона ( j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1 /16 и 1 /8 ¢ ¢ | ±1° | +12 ¢ | -12 ¢ | ±0,02 | ±0,04 |
| -6 ¢ | +6 ¢ | ||||
| 1 /4 — 2 ¢ ¢ | ±45 ¢ | +10 ¢ | -10 ¢ | ||
| -5 ¢ | +5 ¢ |
(Измененная редакция, Изм. № 1, 2).
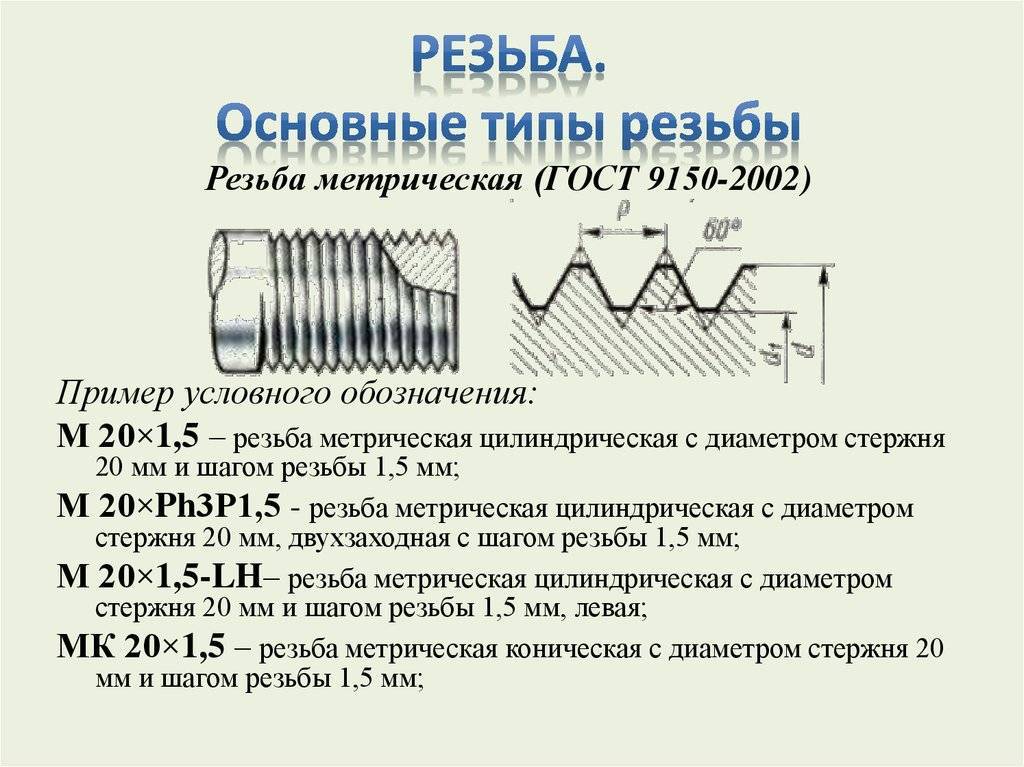


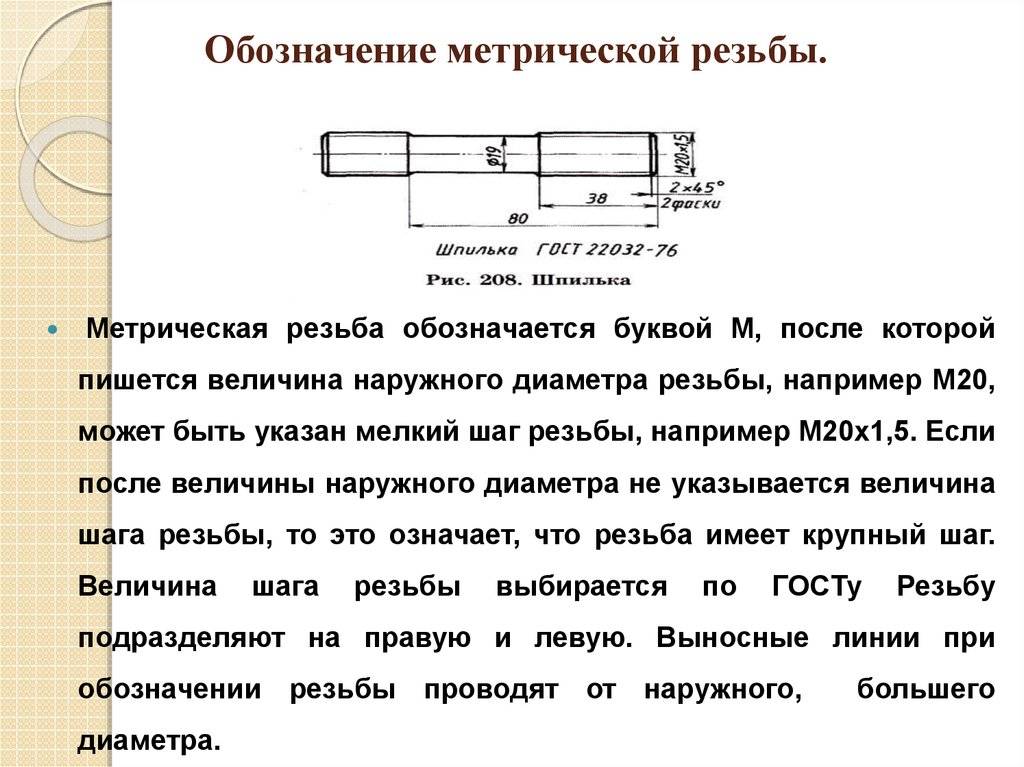
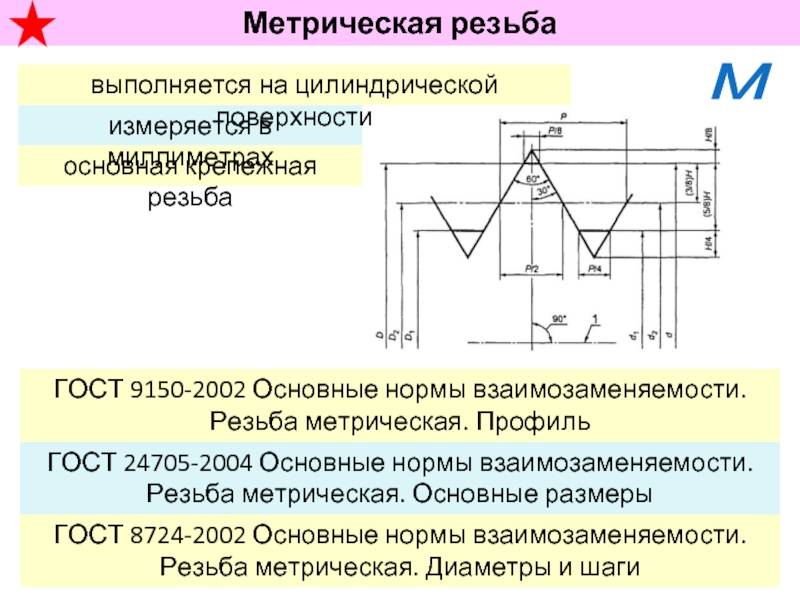
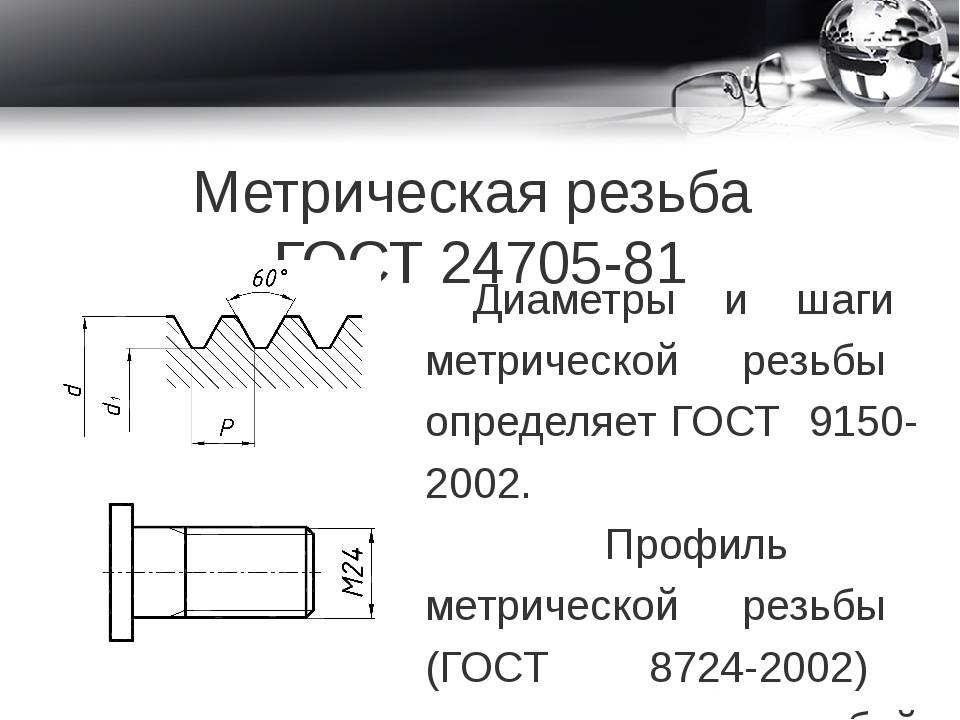
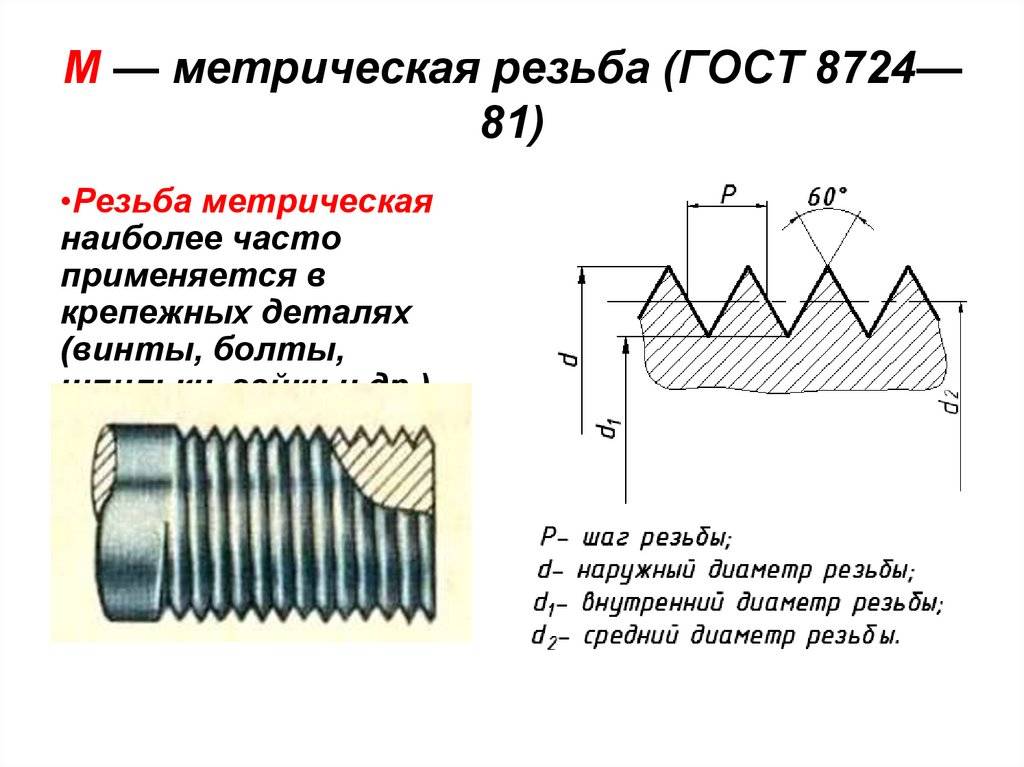
Метрическая резьба
Как уже упоминалось, метрическая резьба обозначается буквой «М». Кроме вышеупомянутой буквы в наименовании элемента могут присутствовать и другие сокращённые аббревиатуры. В качестве примера рассмотрим несколько наглядных примеров сокращений:
- М 20 х 1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
- М 20 х Ph3P1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм, двухзаходная с шагом резьбы 1,5 мм.
- M 20 x 1,5-LH – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм, левая.
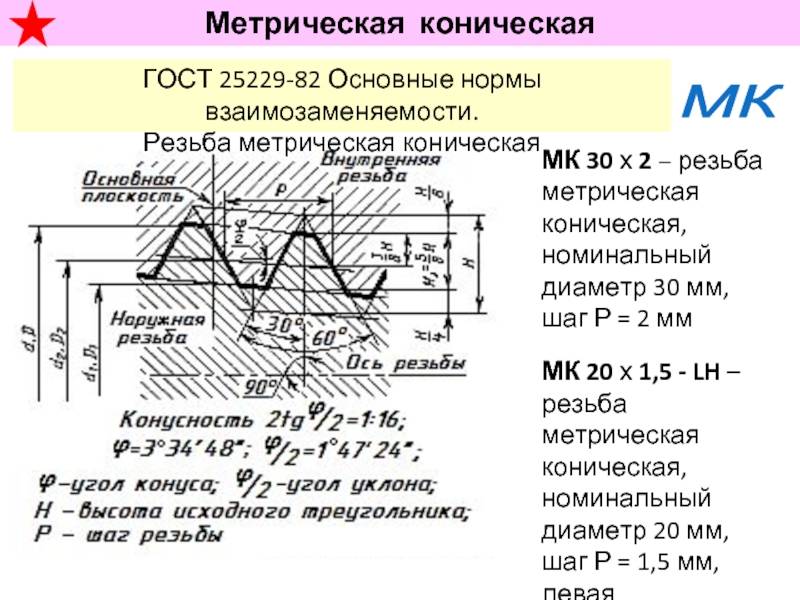
- МК 20 х 1,5 – резьба метрическая конического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
Болт с метрической резьбойИсточник stankiexpert.ru
Метрическая коническая
Данный тип соединений применяется для максимальной герметичности и стопора резьбы без применения вспомогательных уплотнительных элементов. Основное отличие заключается в конусообразной форме нарезки. Это способствует тому, что по мере накручивания соединяемых элементов нарастает плотность соединения и увеличивается показатель герметичности.
Классификация конической метрической резьбы осуществляется по внешним признакам. Различают всего 2 вида:
- Внутреннюю.
- Наружную.
Что такое метрическая коническая резьбаИсточник cf2.ppt-online.org
Как уже упоминалось в примерах, представленных чуть ранее, маркировка осуществляется посредством использования первой буквы «М», обозначающей общую принадлежность к резьбовым типам соединений и аббревиатурой «К» – означающей «коническая». В совокупности получается «МК» с последующей записью размерных характеристик (диаметр стержня и шаг резьбы).
Цилиндрическая
В быту встретить метрическую цилиндрическую резьбу практически невозможно. Используется она там, где необходима максимальная усталостная прочность и жаропрочность.
Метрическая цилиндрическая резьба, особенностиИсточник theslide.ru
В связи с такими высокими эксплуатационными показателями изделия с цилиндрической метрической резьбой используются в тяжелой промышленности, аэрокосмической отрасли. Достижение таких результатов осуществляется благодаря тому, что резьбовой впадине на наружной нарезке придаётся увеличенное значение радиуса.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
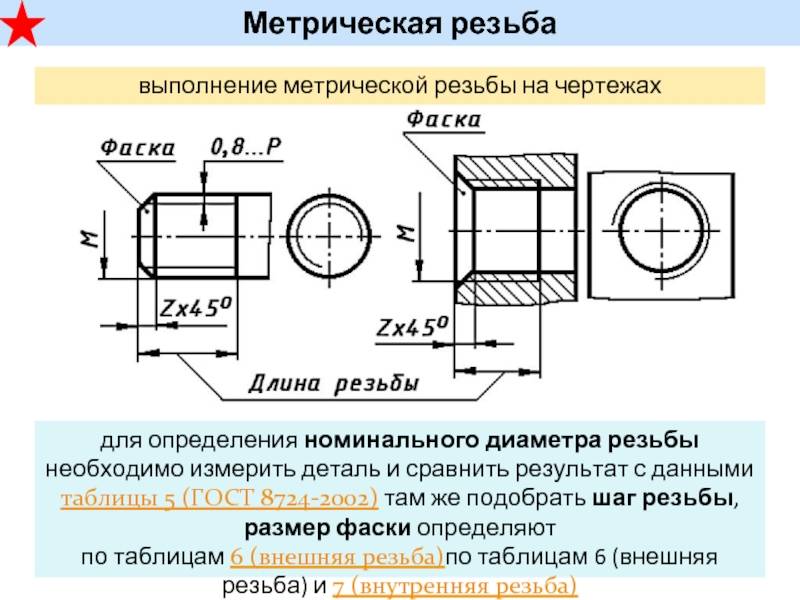
Как определить диаметр и шаг резьбы болта
09 Ноября 2018, 11:2025257
Инструкция, в большей степени, касается определения размеров метрических болтов, винтов и шпилек (далее просто болт). Основополагающие габаритные характеристики болта – диаметр, шаг резьбы и длина.
1. Диаметр болта
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром. Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
Оборачиваем меркой стержень болта в один оборот и отмечаем на шкале место соединения. Так мы выяснили длину окружности болта. Уменьшаем полученный результат на 1-2 мм, чтобы исключить влияние толщины мерки на расчеты.
Зная длину окружности, с помощью простой геометрической формулы с легкостью рассчитываем диаметр. Для этого длину окружности делим на число Пи, равное 3.14. Поскольку у большинства автомобильных болтов стандартные диаметры, то, даже с учетом погрешностей в измерениях, результат будет близок к стандартным размерам. Стандартные диаметры болтов применяемых в автомобилях: 5, 6, 7, 8, 10, 12, 14, 16 и т.д.
Справедливо заметить, что такой способ не подходит для замеров, где требуется особая точность. Например, забивную часть , где важна каждая десятая миллиметра, измеряют только штангенциркулем или микрометром.
2. Шаг резьбы болта
Другой важный параметр болта – шаг резьбы. Шаг резьбы – расстояние между двумя соседними витками. Шаг резьбы измеряется шагомером. Однако, как и в случае со штангенциркулем, шагомера может не быть. Тогда рассчитайте расстояние между витками с помощью линейки
Для этого отсчитайте 15-20 витков резьбы (чем больше витков, тем точнее результат) и измерьте линейкой расстояние между крайними витками. Путем деления длины посчитанных витков на количество витков получаем расстояние между витками, т.е шаг резьбы.
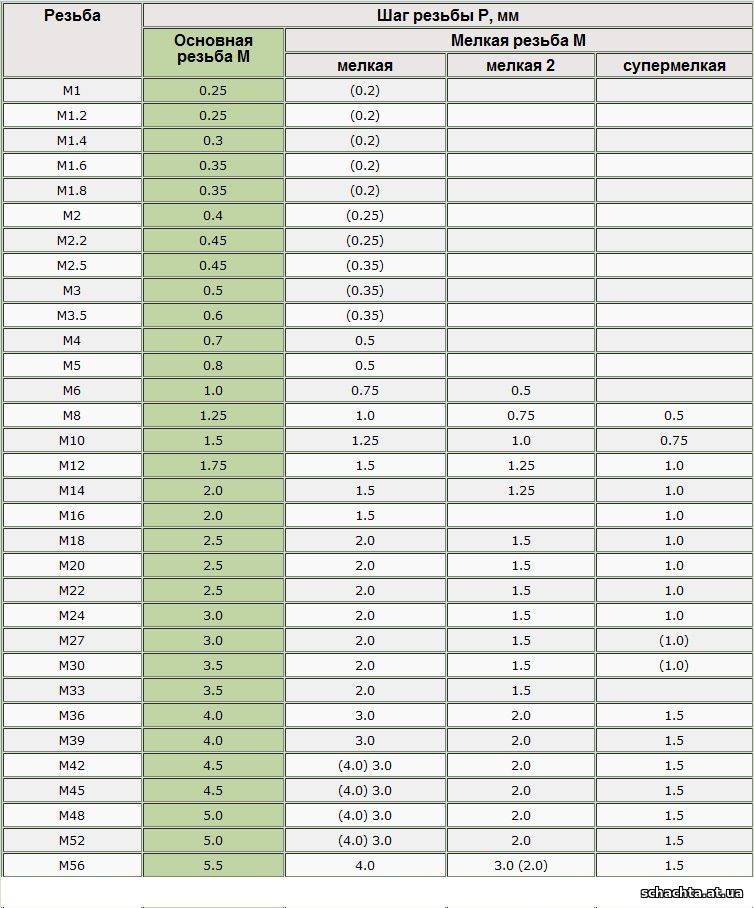
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром. Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
| Диаметр, мм | Шаг резьбы, мм | Тип резьбы | Подсказки по маркам авто |
|---|---|---|---|
| М6М7 | 1.00 | стандарт | |
| М8 | 1.25 | стандарт | |
| М10 | 1.50 | стандарт | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel |
| М12 | 1.75 | стандарт | Ford, Renault, Peugeot, Citroen |
| М14М16 | 2.00 | стандарт | Ford, Chrisler |
| М18М20М24 | 2.50 | стандарт |
3. Длина болта
При обозначении длины болта подразумевается длина его стержня. Таким образом, высота головки не учитывается. Измерьте длину стержня – получите длину болта. Если вы ищете болт М12х40х1.5, это значит, вам нужен болт с диаметром резьбы 12 мм, шагом резьбы 1.5 и длиной стержня 40 мм. При этом общая габаритная длина изделия с учетом высоты головки болта, составляет условные 50 мм.
Часто, автомобильные болты встречаются с заостренным кончиком – направляющей болта. Направляющая болта обеспечивает удобное и беспрепятственное проникновение в технологические отверстия деталей. Часто такие болты используются для крепления амортизаторов, рычагов, подрамников. Так вот, длиной болта считается длина с учетом этой направляющей.