

Характеристика соединения
Шлицевые эвольвентные соединения на практике доказали свою надежность и прочность. Основание зуба шире и его не смогут сломать даже динамические нагрузки. Смятие происходит только при очень больших перегрузках, поскольку по эвольвенте площадь контакта – рабочая, больше, чем у других видов шлицов.
В отличие от прямых шлицов, которые рассчитываются на смятие и проверяются на срез, эвольвентный профиль имеет большую площадь контакта, и расчет на прочность производится на срез, затем делается проверка на смятие. Чаще всего основным параметром выбора типа соединений эвольвентных является наименьший в сечении размер вала. Именно он испытывает наибольшие нагрузки. Крутящий момент, динамические удары, вибрация, которые он способен выдержать, не критичны для зубьев.
Чертеж эвольвентного шлицевого вала совпадает с изображением зубчатой шестерни того же радиуса и модуля. Нарезка производится на одном оборудовании червячными фрезами. В отличие от прямобочных шлицев, когда для каждого диаметра вала необходимо подбирать свой инструмент, эвольвентные зубья выполняются одной фрезой с соответствующим модулем.
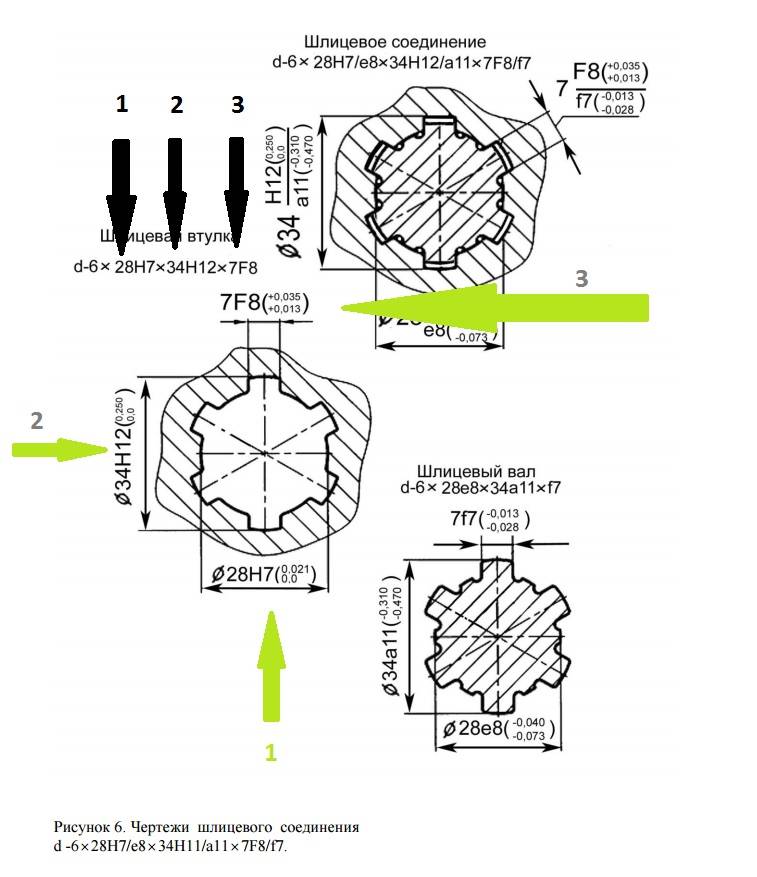
В обозначении шлицевого эвольвентного соединения свои отдельные маркировки имеют обе сопрягаемые детали:
- втулка – D×m×9H;
- вал – D×m×9g.
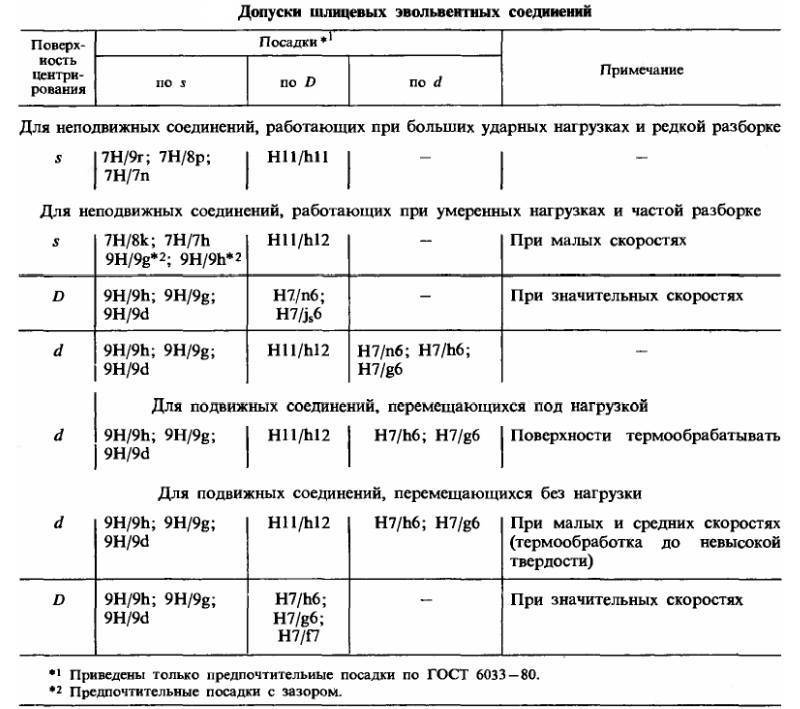
Шлицевые зубчатые эвольвентные соединения центрируются по эвольвентной поверхности зуба, реже по наибольшему диаметру. Центровка по внутреннему размеру по впадине эвольвентного зуба на практике не осуществляется. Обозначение свое имеют шлицевые соединения каждого вида центрировки по:
- боковым поверхностям – D×m×9H/9g ГОСТ 6033-80;
- наружному диаметру – D×H7/g6 ГОСТ 6033-80;
- внутреннему –iD×m×H7/g6 ГОСТ 6033-80.
Где:
D – наружный диаметр, который имеют эвольвентные валы до нарезки зуба;
m – модуль зуба;
i – обозначает центрировку по внутреннему размеру эвольвентного соединения;
H и g, с соответствующими цифрами – класс точности обработки.
Можно встретить таблицу размеров на шлицы эвольвентные с din параметрами. Это означает, что соединение сделано по нормативам немецкого института стандартизации. Они частично соответствуют международному стандарту ISO, имеют переводные таблицы.
Кроме неподвижных соединений, изготавливаются скользящие. В них втулка перемещается вдоль вала, и входит в зацепление с различными колесами в коробке передач. Для этого с торца по эвольвенте делается срез на конус – заходная фаска для включения эвольвентного шлицевого соединения.
В неподвижных соединениях только снимаются острые углы, и втулка запрессовывается на вал.
Применение
Изготовление эвольвентных шлицев требует высокой точности. Нарезание зуба по втулке выполняется в основном протяжкой. Остальные способы дают меньшую точность и большую шероховатость поверхности. Часто производится ручная доводка по шаблону зачистка выступов.
Сложность обработки оправдывается применением шлицевых соединений с эвольвентным профилем в узлах с динамическими и переменными нагрузками. Например, в полых валах клетей прокатных станов, редукторах крупногабаритных строгальных и фрезерных станков, грузоподъемных механизмов, поднимающих вагонетки на доменные печи.
Кроме принятых стандартов на эвольвентные соединения по ГОСТ, имеются и другие исполнения деталей. Например в немецких станках встречается din параметры по стандартам, разработанным германским институтом стандартизации. На машинах, изготавливаемых на экспорт, встречается маркировка эвольвентных соединений с ссылкой на ISO – международный стандарт.
В обсуждениях автомобилистов часто можно услышать asa 24 48. Такую маркировку имеют эвольвентные шлицевые соединения на карданных валах. Встречаются они у переднеприводных фиатов, изготовленных по старым стандартам.

В настоящее время на передние карданы делается эвольвентный шлиц по ГОСТ 6033-80 или отраслевому стандарту ОСТ 1 00086-73. Старый стандарт актуален и сегодня. По нему работают многие машиностроительные и автомобилестроительные предприятия.
Соединение клином
Соединение клином применяется в случае необходимости быстрой разборки и сборки соединяемых деталей машин, а также для стягивания деталей с регулированием соответствующих зазоров между ними.
Изображенное на рис. 380 соединение клином служит для стягивания и регулирования зазоров вкладыша головки шатуна в его корпусе. Клин 1 совместно с пластиной 3 плотно вставляется в пазы корпуса и стяжного хомута 5 и затем закрепляется там с помощью упорного винта 2 с квадратной головкой. Для предупреждения самоотвинчивания винта ставится контргайка 4.
Клин 1, выполненный из стали, представляет собой брусок, имеющий с одной стороны скос с определенным уклоном. По краям и торцам клин скругляется.
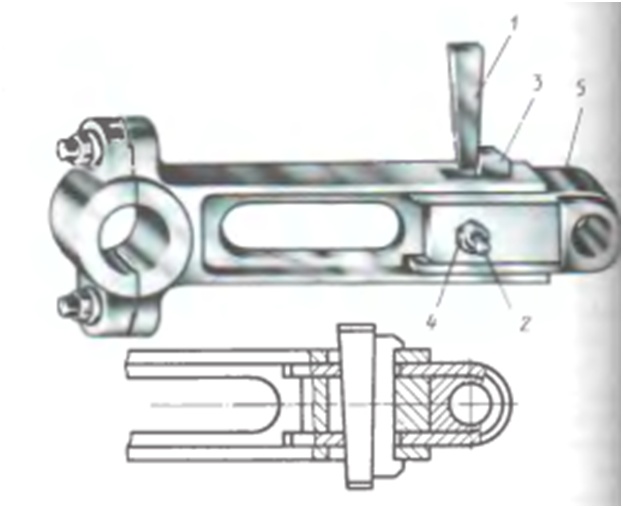
Рис. 380
Характеристика соединения
Шлицевые эвольвентные соединения в работе подтвердили собственную прочность и надежность. Основание зуба шире и его не смогут сломать даже динамические нагрузки. Смятие происходит исключительно при огромных перегрузках, потому как по эвольвенте площадь контакта – рабочая, больше, чем у остальных видов шлицов.
В отличии от прямых шлицов, которые рассчитываются на смятие и контролируются на срез, эвольвентный профиль имеет приличную площадь контакта, и расчет на крепость изготавливается на срез, после выполняется проверка на смятие. Очень часто главным параметром выбора типа соединений эвольвентных считается минимальный в сечении размер вала. Собственно он испытует самые большие нагрузки. Вращающий момент, динамические удары, вибрация, которые он выдерживает, не критичны для зубьев.
Чертеж эвольвентного шлицевого вала сходится с рисунком зубчатой шестерни того же радиуса и модуля. Нарезка изготавливается на одном оборудовании червячными фрезами. В отличии от прямобочных шлицев, когда для любого диаметра вала следует выбирать собственный инструмент, эвольвентные зубья делаются одной фрезой с соответствующим модулем.
В обозначении шлицевого эвольвентного соединения собственные некоторые маркировки имеют две сопрягаемые детали:
Шлицевые зубчатые эвольвентные соединения центрируются по эвольвентной зубной поверхности, реже по самому большему диаметру. Центровка по внутреннему размеру по впадине эвольвентного зуба в работе не выполняется. Обозначение собственное имеют шлицевые соединения каждого вида центрировки по:
- боковым поверхностям – D?m?9H/9g ГОСТ 6033-80;
- наружному диаметру – D?H7/g6 ГОСТ 6033-80;
- внутреннему –iD?m?H7/g6 ГОСТ 6033-80.
D – внешний диаметр, какой имеют эвольвентные валы до нарезки зуба;
Как правильно наточить ножовку по дереву в домашних условиях напильником
i – означает центрировку по внутреннему размеру эвольвентного соединения;
H и g, с соответствующими числами – класс точности обработки.
Можно повстречать таблицу размеров на шлицы эвольвентные с din параметрами. Это значит, что соединение сделано по правилам немецкого института стандартизации. Они частично соответствуют западному стандарту ISO, имеют переводные таблицы.
Помимо недвигающихся соединений, делаются скользящие. В них втулка передвигается вдоль вала, и входит в зацепление с самыми разными колесами в коробке передач. Для этого с торца по эвольвенте выполняется срез на конус – заходная фаска для включения эвольвентного шлицевого соединения.
В недвигающихся соединениях только убираются острые углы, и втулка запрессовывается на вал.
ГОСТ 6033—51
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР По СТАНДАРТАМ
Москва
УДК 621.886 : 006.354 Группа Г14
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) ЭВОЛЬВЕНТНЫЕ
ГОСТ
6033-51
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 19 октября 1951 г. Срок введения установлен
с 01.07. 1952 г.
Проверен в 1975 г. Срок действия ограничен
до 01.01. 1980 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на вновь проектируемые изделия с зубчатыми (шлицевыми) соединениями диаметром от 12 до 400 мм с эвольвентным профилем зубьев, расположенных параллельно оси соединения с модулем от 1 до 10 мм и центрированием по эвольвентным профилям зубьев (центрирование по S) или по наружному диаметру соединения (центрирование по Z)).
Примечания
1 Стандарт нс распространяется на изделия, для которых стандартами уста-новлены специальные для этих изделии размеры зубчатых эвольвентных соединен
нии
2 При модернизации машин и необходимости сохранения взаимозаменяемости дета пей допускается сохранение размеров эвольвентных зубчатых соединений но чертежам ранее выпускавшихся машин
3 В отдельных случаях, при наличии достаточного обоснования, допускается применять эвольвентные зубчатые соединения с размерами, отличными от установленных настоящим стандартом, с разрешения в каждом отдельном случае Управления по стандартизации при Госплане СССР
ПРИЛОЖЕНИЕ. ДОПУСКИ И ПОСАДКИ ДЛЯ ЭВОЛЬВЕНТНЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ
1. Устанавливаются три предела отклонений ширины впадин отверстия и толщины зубьев вала:
а) предельное суммарное отклонение (нижнее для ширины впадин отверстия и верхнее для толщины зубьев вала), определяющее соответственно толщину зубьев или ширину впадин комплексных калибров (пробки и кольца);
б) предельные отклонения (верхнее и нижнее) одного размера ширины впадин (для отверстия) или толщины зубьев (для вала).Примечания:
1. Отклонения ширины впадин отверстия и толщины зубьев вала отсчитываются от общего номинального размера:
.
2. Разность между предельным отклонением по комплексному калибру и верхним отклонением толщины зуба вала (или соответственно нижним отклонением ширины впадины отверстия) компенсирует ошибки профиля и расположения зубьев.Валы считаются годными, если комплексный калибр-кольцо проходит и толщина зуба не выходит за установленный нижний предел.Отверстия считаются годными, если комплексный калибр-пробка проходит и ширина впадины не выходит за установленный верхний предел.Верхнее отклонение толщины зуба и нижнее отклонение ширины впадины – ориентировочные.
2. Предельное отклонение ширины впадин отверстия по комплексному калибру устанавливается равным нулю, т.е. разные посадки по осуществляются по системе отверстия. Поля допусков ширины впадин отверстия и их обозначения устанавливаются следующие:
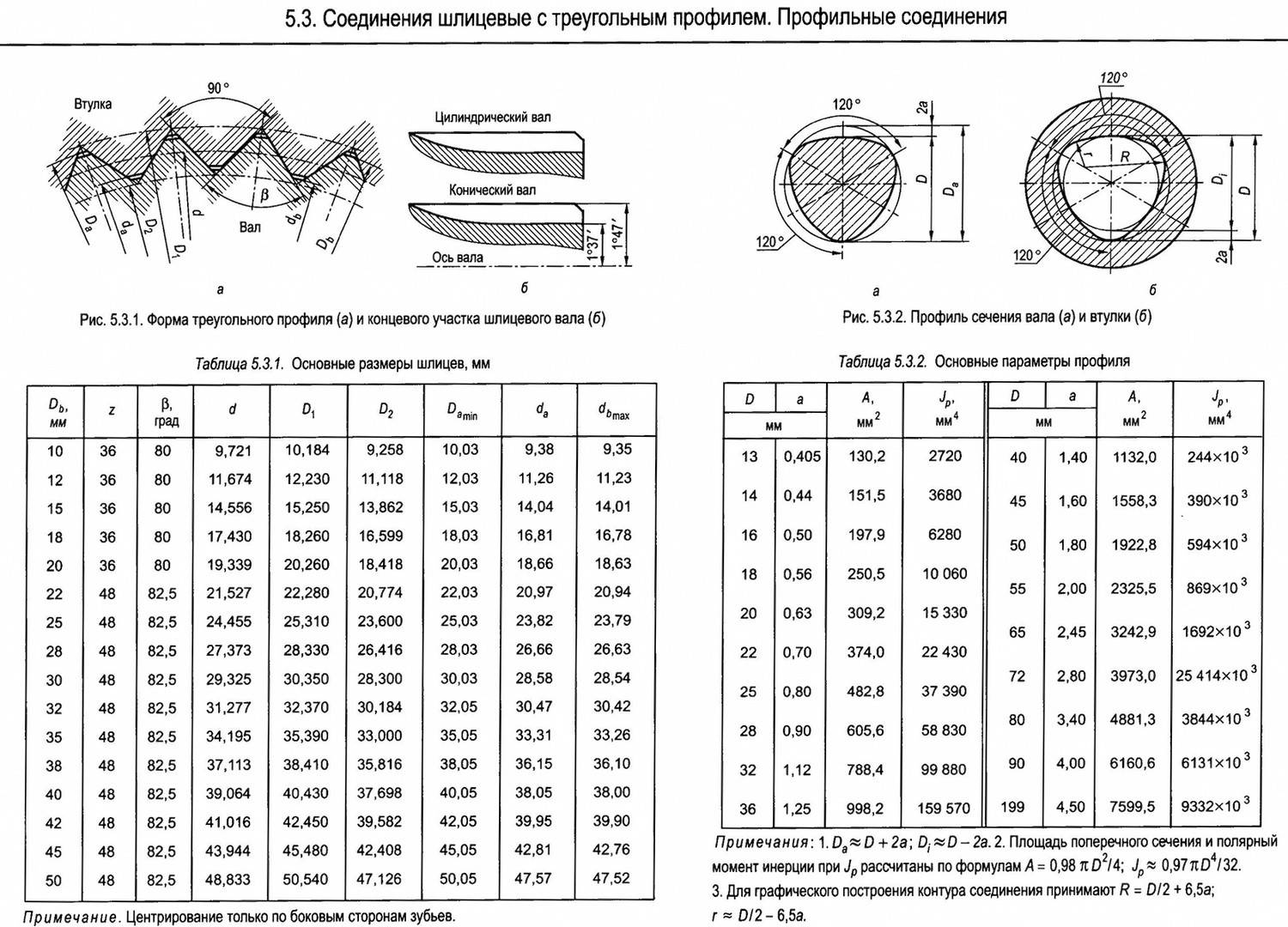
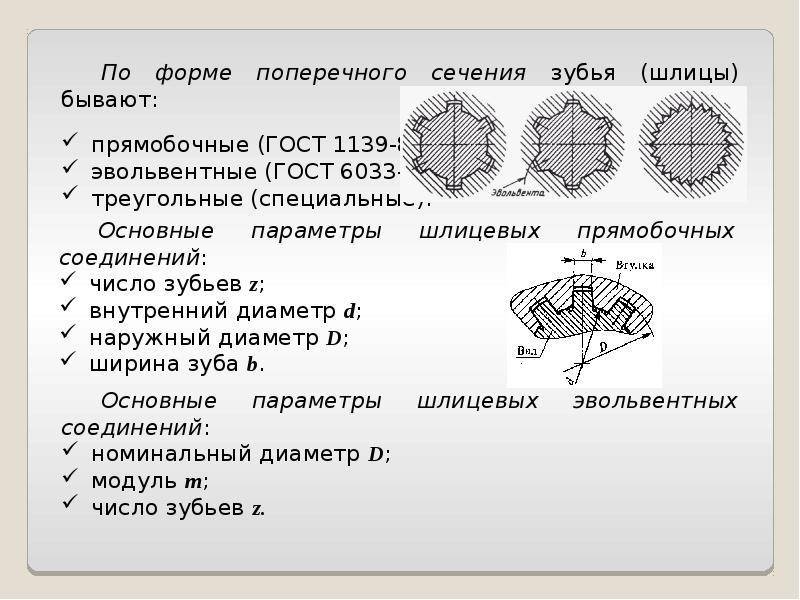


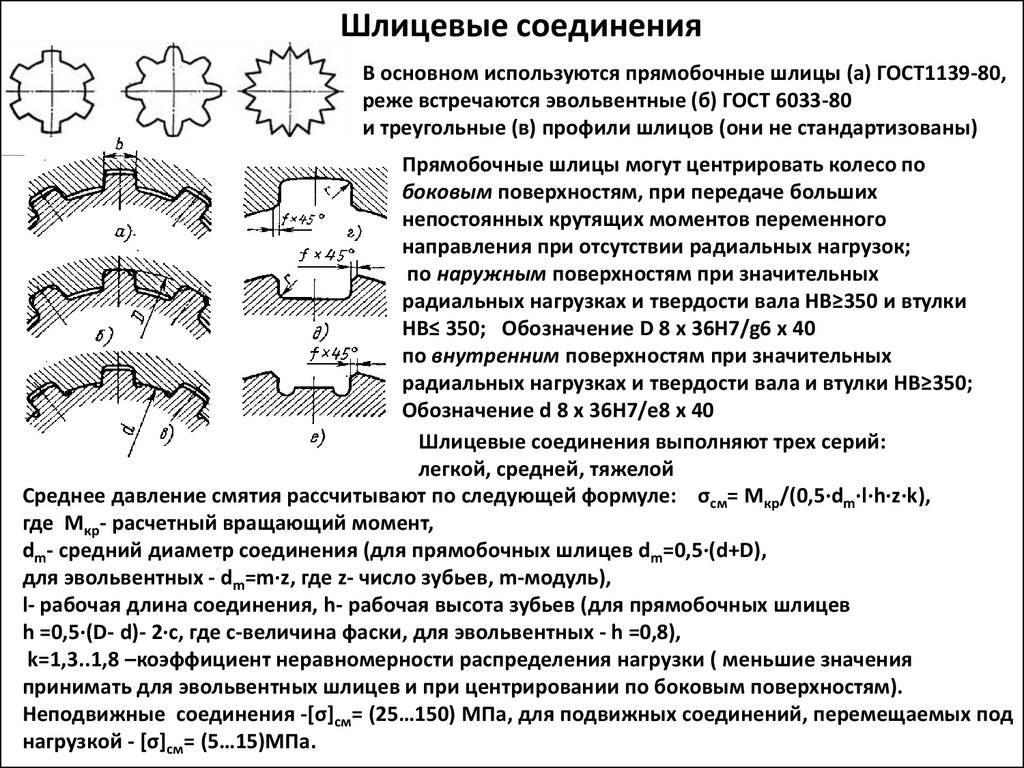
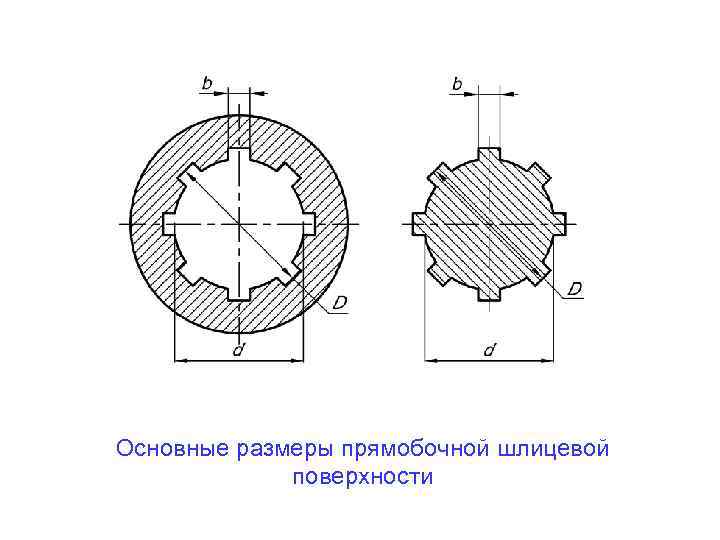

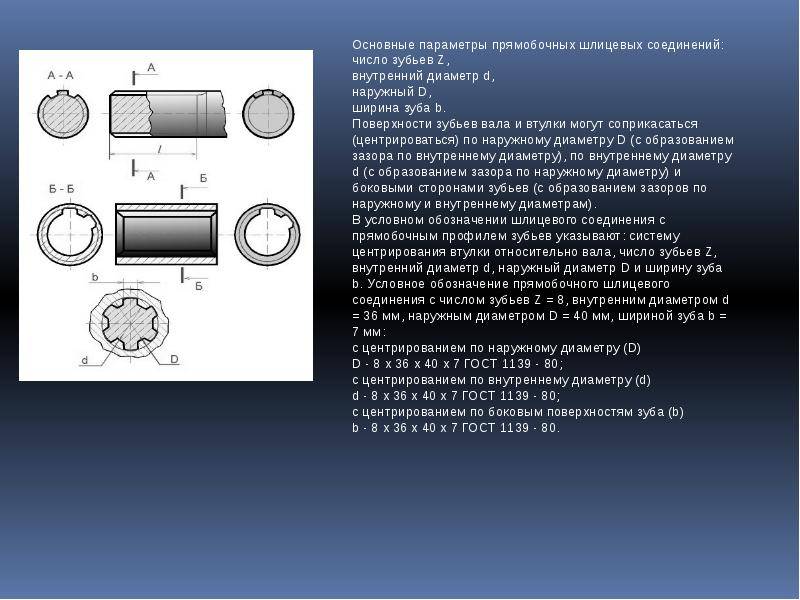

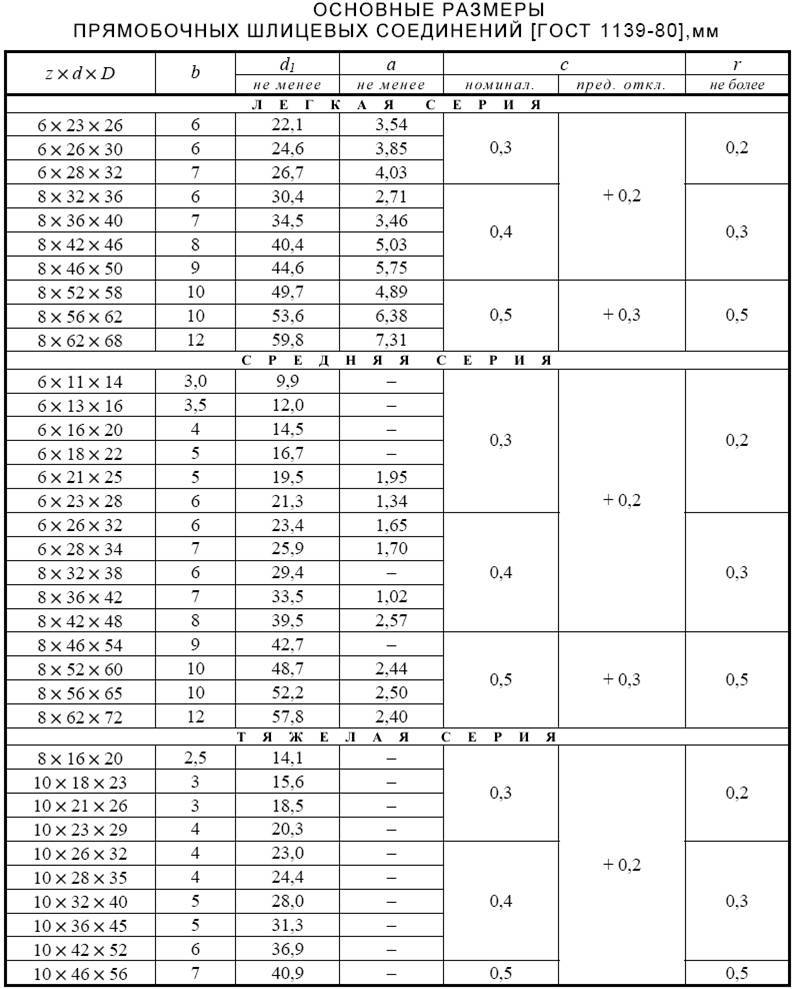
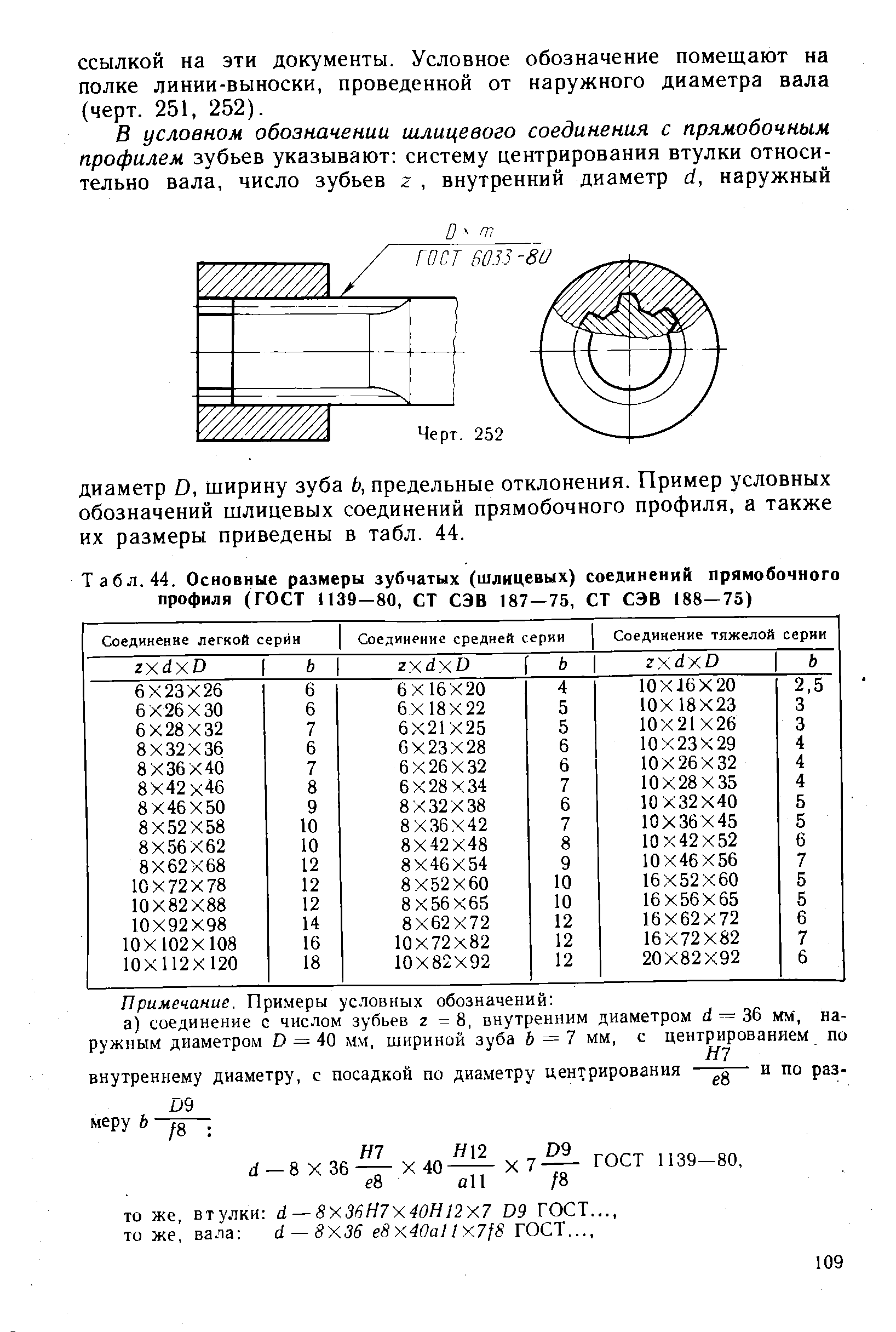
Таблица 1
Модуль | Обозначение полей допусков отверстий | ||
Предельное отклонение, мк | |||
1 и 1,5 | +45 | +70 | +100 |
+20 | +30 | +40 | |
2-3,5 | +55 | +85 | +125 |
+25 | +35 | +45 | |
5 и 7 | +65 | +100 | +150 |
+30 | +40 | +50 | |
10 | +80 | +120 | +180 |
+40 | +50 | +60 | |
3. Поля допусков толщины зубьев вала устанавливаются следующие:
Таблица 2
Модуль | Обозначение полей допусков валов | ||||||
Предельное отклонение, мк | |||||||
1 и 1,5 | +45 | +20 | +70 | +30 | -30 | ||
+25 | -20 | +40 | -30 | -60 | |||
-25 | -45 | -40 | -70 | -120 | |||
2-3,5 | +55 | +25 | +85 | +35 | -35 | ||
+30 | -25 | +50 | -35 | -70 | |||
-30 | -55 | -50 | -85 | -150 | |||
5 и 7 | +65 | +30 | +100 | +40 | -40 | ||
+35 | -30 | +60 | -40 | -80 | |||
-35 | -65 | -60 | -100 | -180 | |||
10 | +80 | +40 | +120 | +50 | -50 | ||
+40 | -40 | +70 | -50 | -110 | |||
-40 | -80 | -70 | -120 | -230 |
4. При центрировании по предельные отклонения наружного диаметра вала и отверстия должны назначаться по стандартам на посадки гладких цилиндрических поверхностей в системе отверстия. Рекомендуются следующие посадки:



; ; ; ; ; ; ; .
Посадки по при центрировании по рекомендуются:
и .
5. Предельные отклонения нецентрирующих диаметров и устанавливаются следующие (если по условиям обработки не требуется большая точность):
по (ОСТ 1013) или (ОСТ 1014); | |
по (ОСТ 1013), (ОСТ НКМ 1017) или (ОСТ 1014). |
6. Обозначения отверстий, валов и их соединений при допусках по табл.1 и 2 должны содержать: буквы “Эв”, номинальный диаметр соединения, модуль, число зубьев и обозначения полей допусков размеров и при центрировании по или размера при центрировании по .Примеры:Обозначение соединения диаметром 50 мм, с модулем 2,5 числом зубьев 18, с центрированием по и посадкой по и по :
Эв. 502,518
То же, при центрировании по :
Эв. 502,518
Обозначение отверстия того же соединения при центрировании по :
Эв. 502,518 .
То же, вала:
Эв. 502,518 .
РОССТАНДАРТ ФA по техническому регулированию и метрологии
НОВЫЕ НАЦИОНАЛЬНЫЕ СТАНДАРТЫ: www.protect.gost.ru
ФГУП СТАНДАРТИНФОРМ предоставление информации из БД “Продукция России” : www.gostinfo.ru
ФА ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ система “Опасные товары” : www.sinatra-gost.ru
DIN 7504 в компании «ОПМ»
Саморезы со сверлом DIN 7504 различных форм: М (старая N), O (старая P), K – позволяют быстро и удобно соединять материалы. Нержавеющие шурупы DIN 7504 используются преимущественно для работы с алюминием. Применяются они для крепления листового металла к металлическим конструкциям, и работают без предварительного сверления. В целом саморезы, в том числе и стандарта DIN 7504 с шестигранной головкой, являются продуктом, чрезвычайно востребованным на рынке.
Шурупы всегда пользовались популярностью как надежный крепеж, однако имели, кроме массы преимуществ, один недостаток: для них необходимо было специальным инструментом подготовить отверстие с резьбой. Поэтому очень часто при проведении отделочных или ремонтных работ возникали ситуации, осложняющие скорость выполнения поставленной задачи.
Современные шурупы-саморезы DIN 7504 стали тем крепежным изделием, которому не нужна предварительная резьбовая обработка: они сами создают резьбу. Мы предлагаем продажу как обычных шурупов, так и шурупов-саморезов, в том числе стандарта DIN 7504 со сверлом, так что выбор того или иного крепежа должен зависеть от вида материалов, которые нуждаются в соединении. Мы работаем только с проверенными поставщиками, поэтому гарантируем качество товаров.
Нержавеющие cаморезы со сверловидным наконечником DIN 7504 позволяют быстро, удобно и качественно соединять разные материалы, в первую очередь листовые металлы и изделия из них. Используя такие изделия, к металлокаркасам и прочим металлическим сооружения прикрепляют листовые металлы, а также металлочерепицу, профнастил, сэндвич-панели, сайдинг и т. д.
Современные шурупы-саморезы DIN 7504 со сверловидными наконечниками могут широко употребляться в самых разных областях: в строительстве, устройстве различных сооружений (остановки общественного транспорта, различные будки, тамбуры и т. д.), производстве разнообразной рекламной продукции (рекламные щиты и пр.).
В компании «ОПМ» саморезы по стандарту DIN 7504 представлены в разных модификациях с разными видами головок.
Саморезы DIN 7504 форм K и L – это крепежные элементы с шестигранной головкой под ключ, на головке модели формы L нарезается также и прямой шлиц. Если снабдить такой саморез полимерной или резиновой прокладкой, его можно будет использовать, в том числе, для устройства кровли – прокладки могут обеспечить герметичность таких соединений.
Саморезы DIN 7504 форм M, O, R имеют крестообразный шлиц, форма М – это полукруглая головка с пресс-шайбой, О – полукруглая головка, R – потайная головка. Такие саморезы наиболее актуальны для крепления профнастила, сэндвич-панелей, вагонки, сайдинга и т. д. к различным сооружениям, собранным из металлических каркасов, в том числе – в каркасном строительстве для устройства фасадов, стен и перегородок.
Компания «ОПМ» работает только с проверенными поставщиками, продукция сертифицирована должным образом, поэтому качество товаров гарантируется. В обширном каталоге представлены как обычные шурупы, так и шурупы-саморезы, в том числе стандарта DIN 7504 со сверловидными наконечниками, так что выбор того или иного крепежа зависит исключительно от вида материала и назначения конструкции.
Характеристики шлицевых соединений
По собственной конструкции и способу передачи вращательного момента, шлицевые соединения можно отнести к многошпоночным. Несколько плоскостей взаимные действия во время вращения, исключительно в качестве немалого количества пазов и шпонок в них, только шлицевый вал и втулка. Шпонки отсутствуют, их заменяют шлицевые пазы и зубья, вырезанные конкретно на сопрягаемых деталях. Конструкция дает возможность значительно уменьшить погрешность изготовления и позволяет передвигаться втулке вдоль оси вала, не прекращая радиальное движение.
Размеры шлицов определяются внутренним диаметром вала, их количеством и формой. В шлицевом соединении образуется несколько плоскостей контактов. Возможность передачи большого крутящего момента увеличивается если сравнивать со шпонками во много раз.
Зуб шлица режется фрезами на зуборезных станках и протяжкой. Для подвижных узлов выполняется дальнейшая шлифовка боковых поверхностей. Длина зубьев бывает разнообразной, у недвигающихся шлицевых соединений равна высоте ступицы колеса. При скольжении шестерни вдоль оси, длина порезанных выступов на валу устанавливается размером перемещения шестерни, ее высотой и технологическим припуском, равным радиусу фрезы для ее выхода во время обработки.
Диаметр вала по поверхности с наружной стороны равён размеру втулки по впадинам. Втулка со шлицами точно имитирует собственным отверстием профиль вала и плотно одевается на него. Шлицевые канавки по отверстию режуться на долбежном станке. Производственная технология долговременная, просит большой точности, которую не может обеспечить долбяк, потому как длина резца большая относительно его сечения. При попытке сделать быстрее обработку, сделать больше заход и подачу, инструмент отжимает, размер выходит в минус.
Во время проектирования узла и подборе пар, главным параметром считается диаметр внутри по шлицам. Его рассчитывают на кручение и изгиб. Шлицевая втулка подвергается меньшим по силе влияниям. Она подбирается по справочнику. Детали производят из среднеуглеродистых малолегированных сталей: Ст 45, Ст40Х, Ст 40ХН. Они имеют относительно высокую вязкость и невысокую хрупкость в нормализованном состоянии и после объемной закалки на воздух при твердости 320–350 HB.
Определить кол-во зубьев во время проектирования можно по таблицам. Они разделены для любого диаметра внутри на 3 группы по нагрузкам:
Чем больше вращающий момент необходимо передавать, тем выше сам шлиц и больше их кол-во. Благодаря этому возрастает площадь контакта.
Зубчатые соединения рассчитываются с учетом неточности изготовления. Между поверхностями сопряженных деталей есть просвет соединения. При повороте ведущей детали он смещается в противоположную сторону от направления действия силы. В совершенстве все поверхности контактируют и нагружены одинаково. По факту зубчатые соединения производятся с погрешностью в 0,01–0,03 мм, в зависимости от размера и способа обработки. Муфта одной плоскостью касается сильнее, иными меньше. При расчитывании прочности подбирается по таблице поправочный показатель, дающий возможность высчитать параметры деталей на крепость с учетом неравномерных сил нагрузок.
Просвет в соединении определяет размер хода в холостую. Начиная перемещаться, ведущая деталь в первую очередь подбирает просвет между рабочими плоскостями, после начинается силовое влияние и вращение ведомой детали и всего узла.
Шлицевые соединения
Шлицевое соединение представляет собой фактически многошпоночное соединение, у которого шпонки выполнены за одно целое с валом.
Назначение шлицевых соединений — передача вращающего момента между валом и ступицей.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
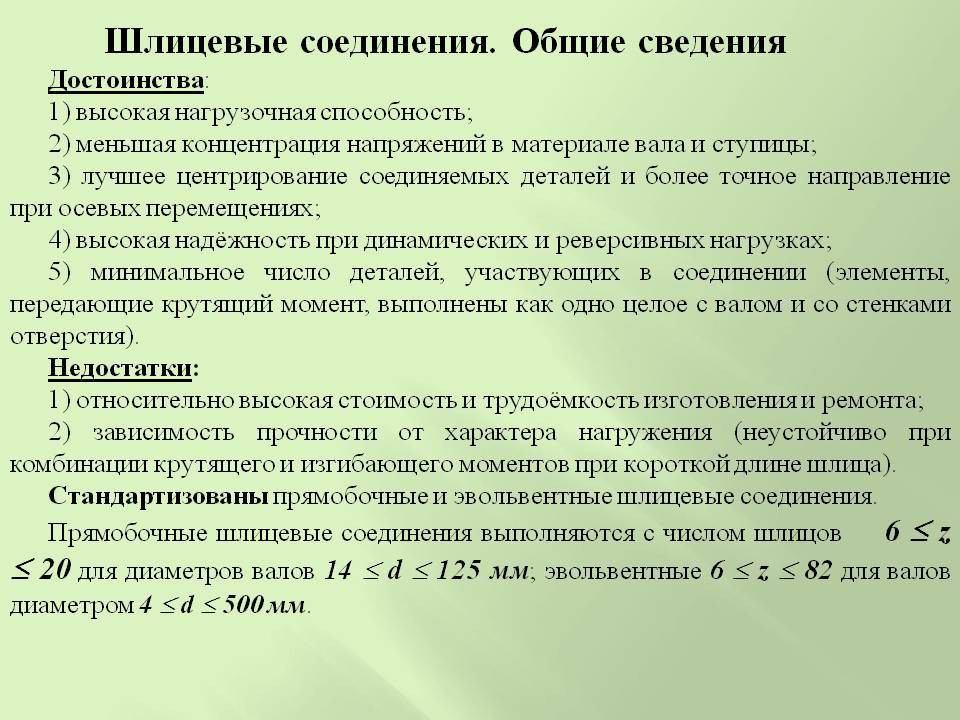
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения; шлицевое соединение образуют две детали, шпоночное — три.
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке).
- Большее сопротивление усталости вала вследствие меньшей глубины впадины и меньшей концентрации напряжений, особенно для эвольвентных шлицев.
Недостатки — более сложная технология изготовления, а, следовательно, и более высокая стоимость.
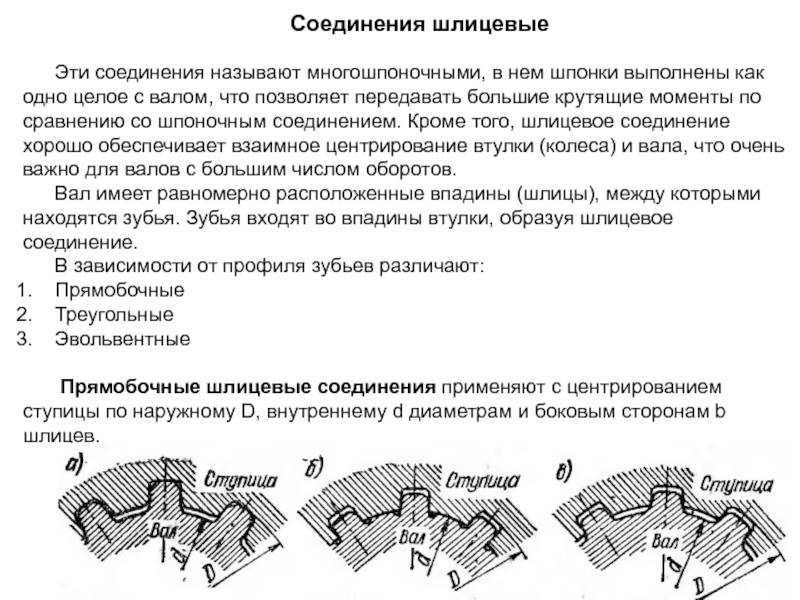
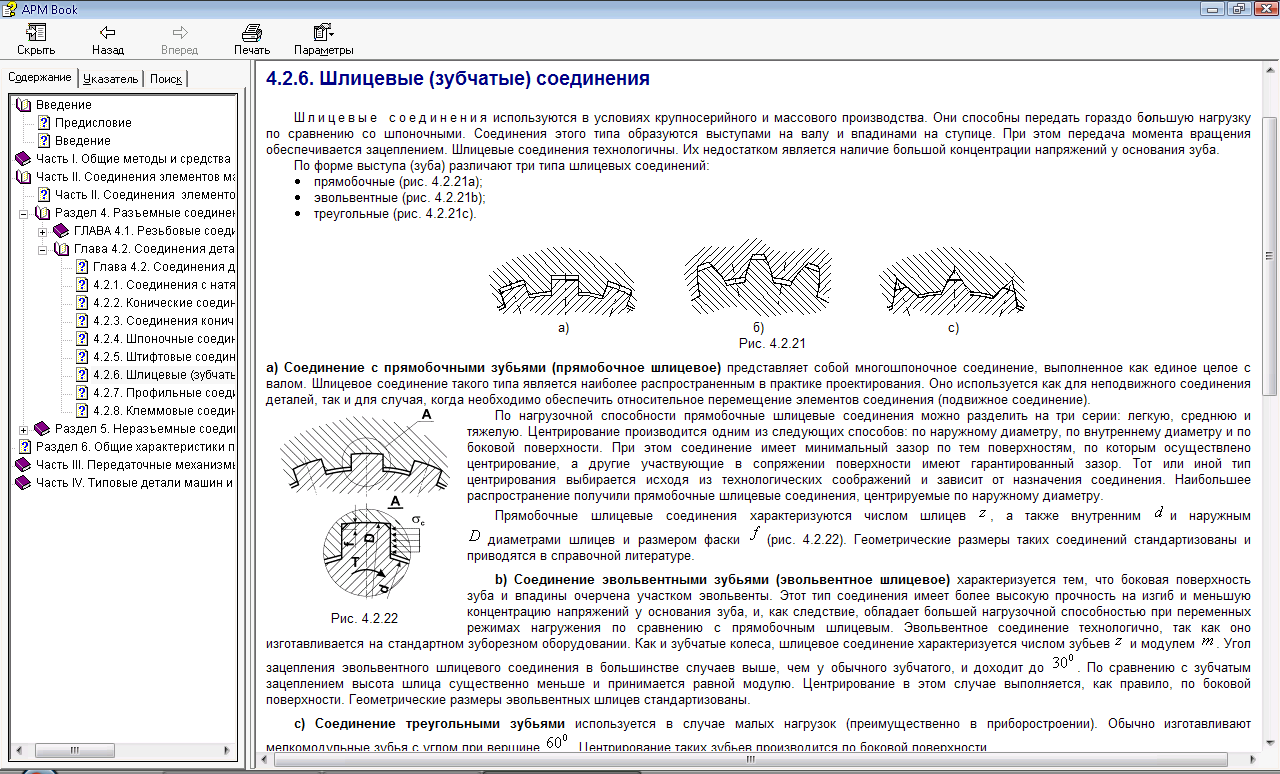
Шлицевые соединения различают:
- по характеру соединения: неподвижные для закрепления детали на валу, подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач, шпинделя сверлильного станка);
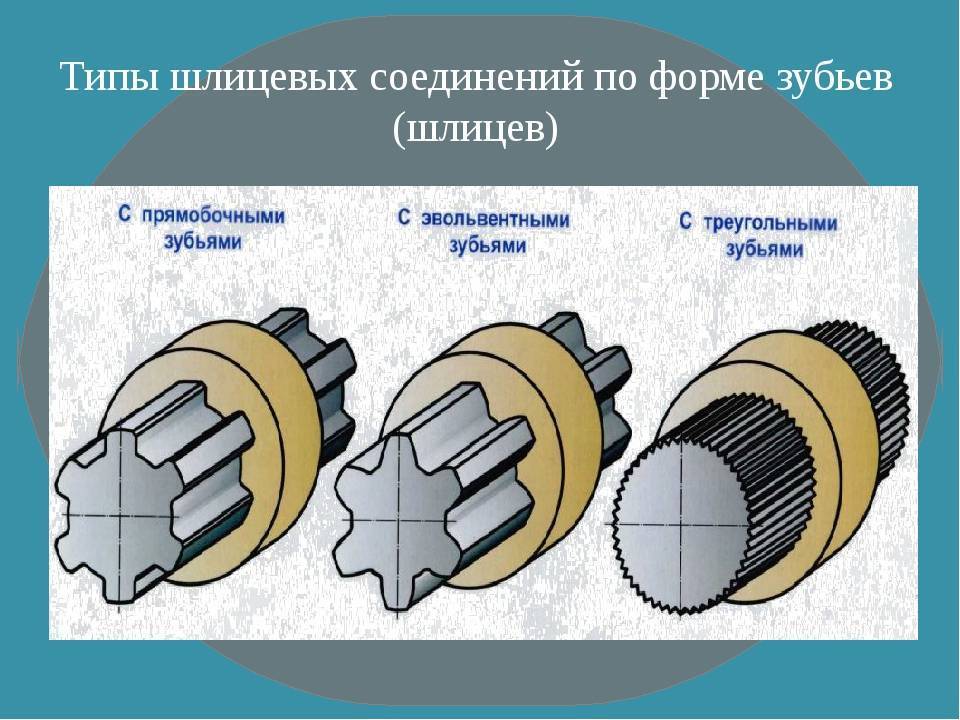
- по форме выступов: прямобочные, эвольвентные, треугольные.
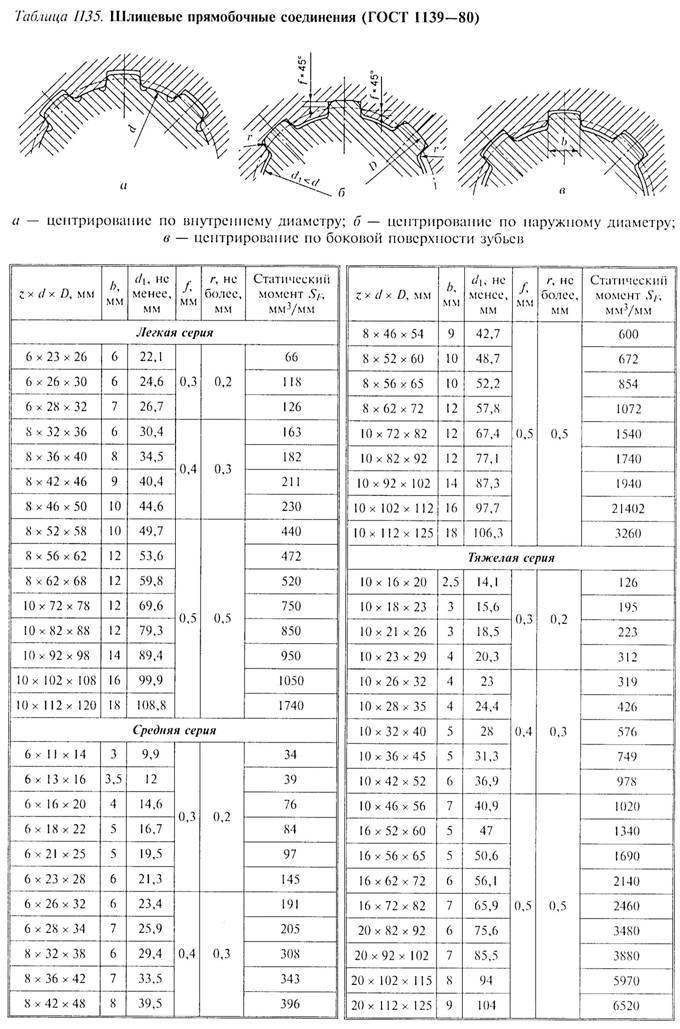
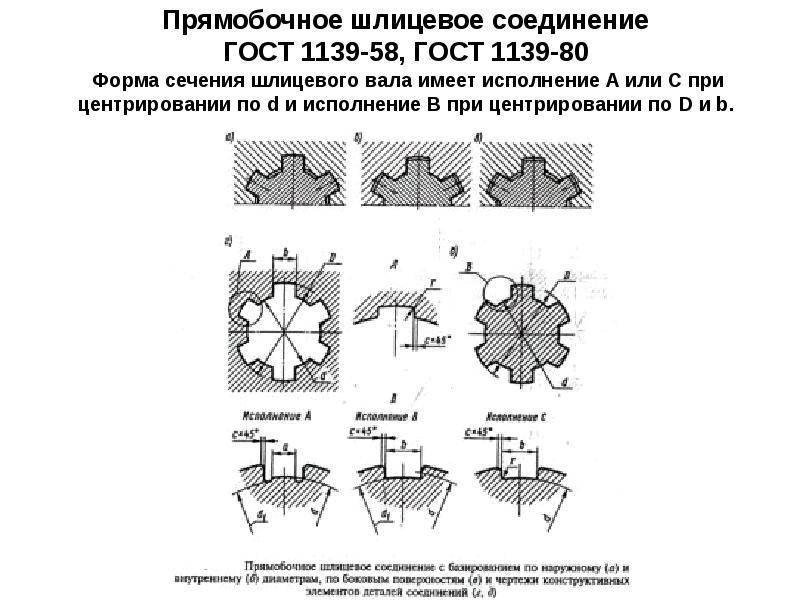
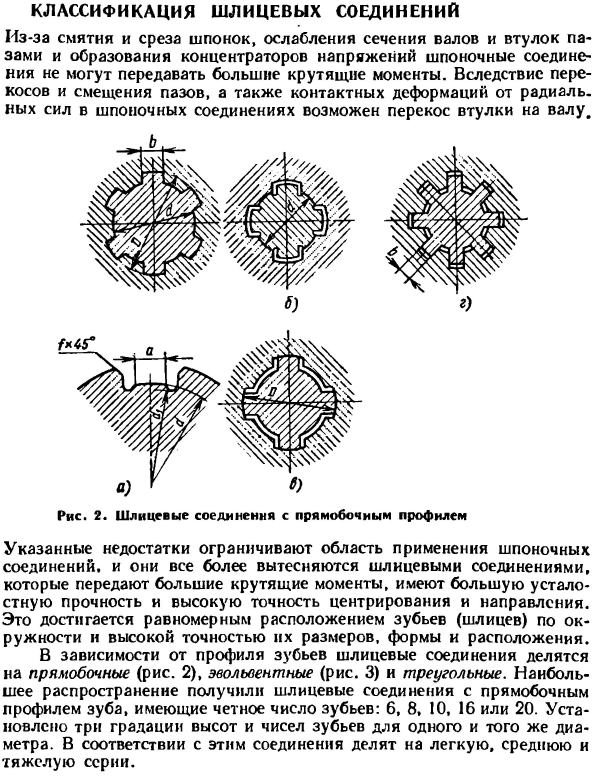
Соединения с прямобочным профилем (рис. 1; 2). Применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом Z выступов.
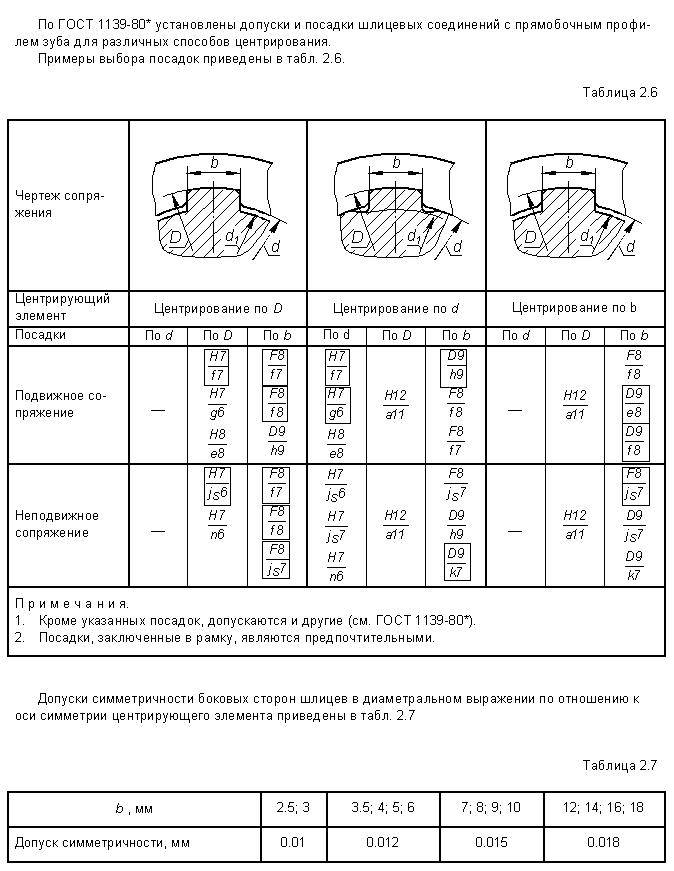
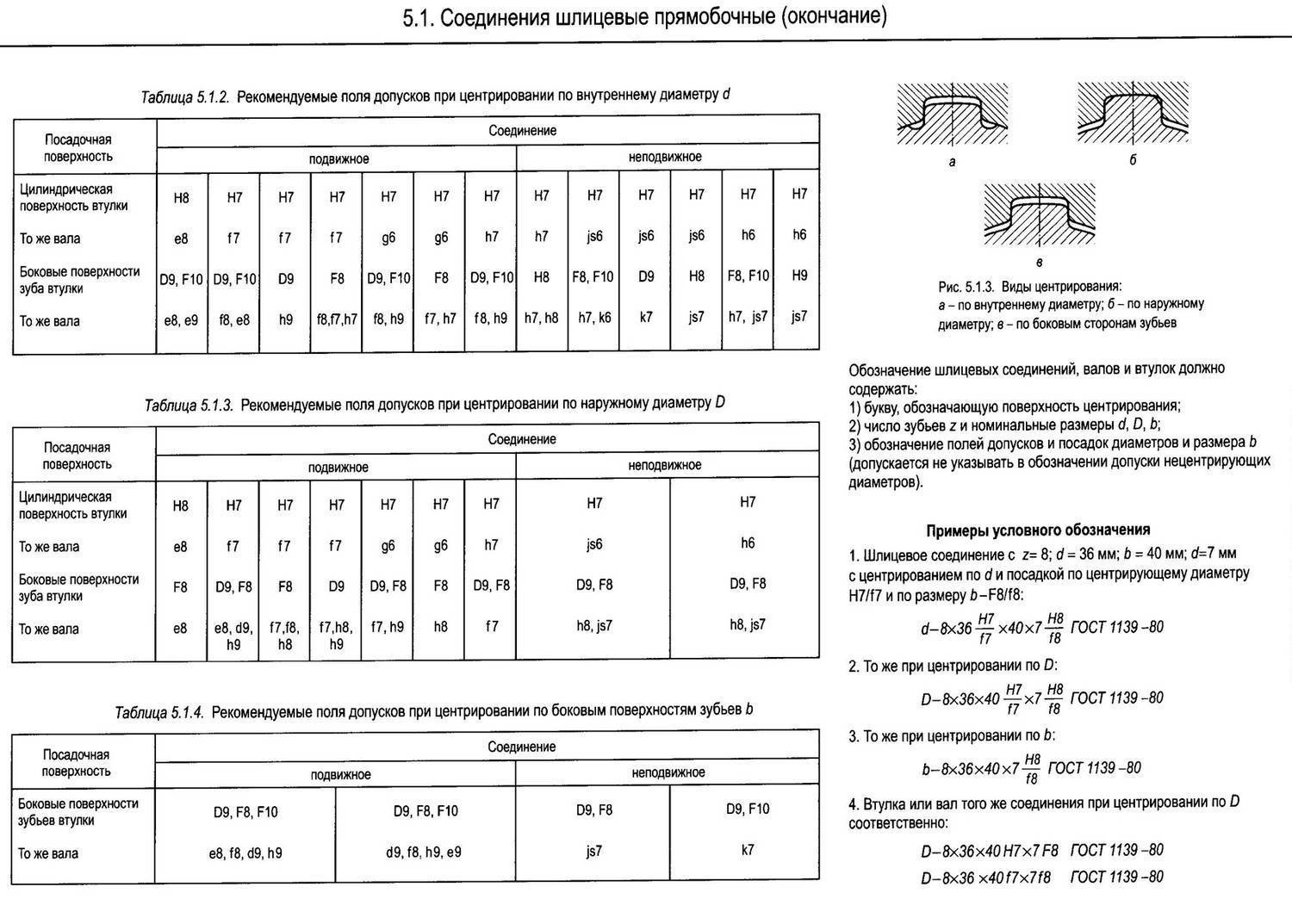
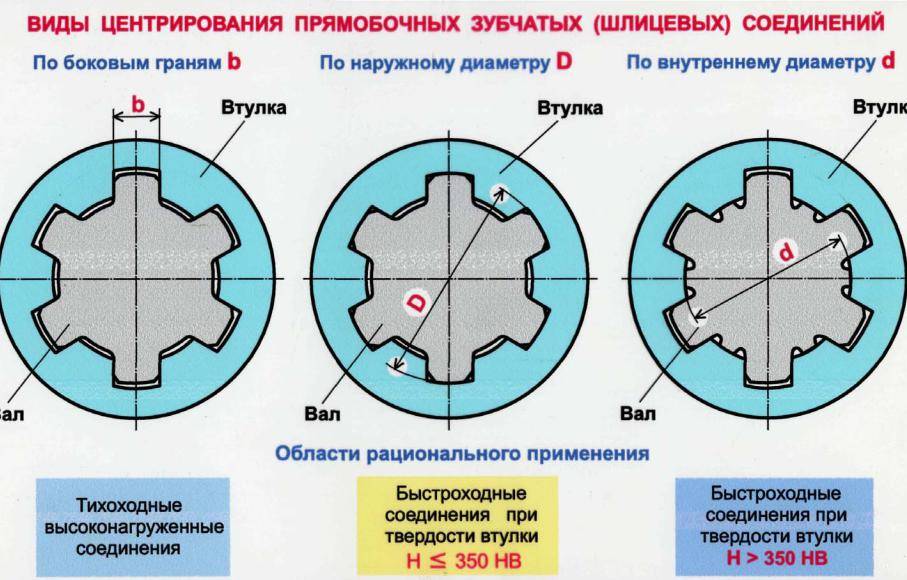
Тяжелая серия имеет более высокие выступы с большим их числом. Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D, внутреннему d диаметрам или по боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, твердости ступицы и вала.
Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный. Центрирование по D или d (рис. 2 а) применяют в соединениях, требующих высокой соосности вала и ступицы.
Центрирование по боковым поверхностям b (рис. 2, в). В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
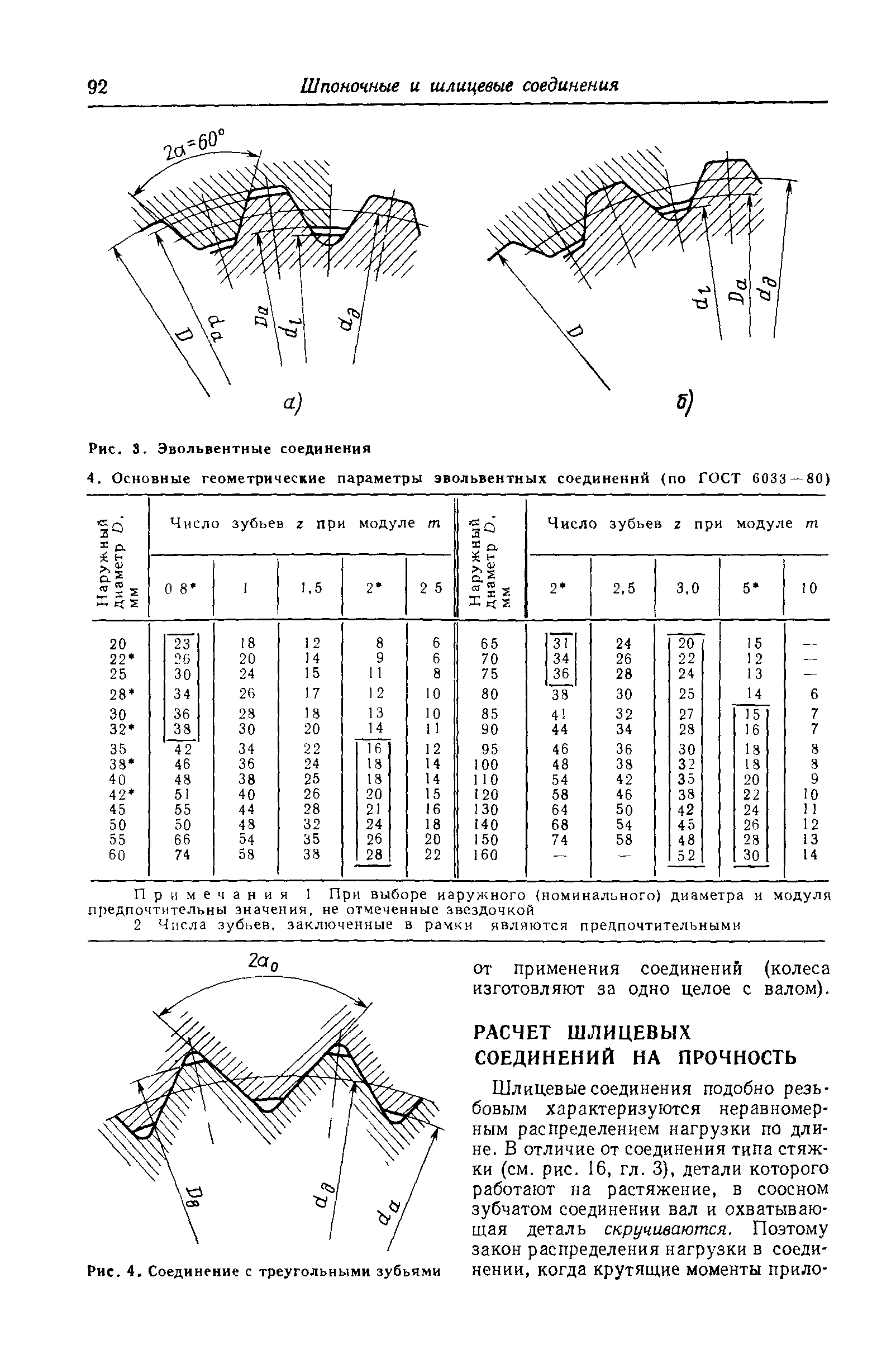
Соединения с эвольвентным профилем (рис. 3). Применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес). Эвольвентная протяжка профиля отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
При изготовлении выступов применяют хорошо отлаженную технологию изготовления зубьев зубчатых колес. Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D. От зубьев зубчатых колес их отличает больший угол зацепления (здесь 30°) и меньшая высота зуба. Выступ (h=m), что связано с отсутствием перекатывания.
По сравнению с прямобочным соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большого количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Его считают перспективными.
Соединения с треугольным профилем (рис. 4) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов-зубьев (z = 15…70; m = 0,5… 1,5). Угол профиля зуба ступицы составляет 30, 36 или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Параметры соединения записывают через модуль m: m=mz; h=1,3m. Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля).
Источник
Возможные дефекты шлицевых соединении и способы ремонта
| Элемент шлицевого соединения | Внутренний диаметр соединения, мм | ||||
| от 10 до 18 | от 18 до 30 | от 30 до 50 | от 50 до 80 | от 80 до 112 | |
| При центрировании по внутреннему диаметру | |||||
| Внутренний диаметр отверстия | 0,008 | 0,010 | 0,012 | 0,016 | 0,019 |
| Внутренний диаметр вала при посадке: | |||||
| с минимальным зазором | 0,006 | 0,007 | 0,008 | 0,010 | 0,012 |
| с увеличенным зазором | 0,017 | 0,022 | 0,027 | 0,034 | 0,042 |
| Ширина впадины отверстия | 0,015 | 0,020 | 0,020 | 0,025 | 0,030 |
| Ширина шлицев вала при посадке: | |||||
| с минимальным зазором | 0,017 | 0,024 | 0,025 | 0,030 | 0,035 |
| с увеличенным зазором | 0,018 | 0,020 | 0,020 | 0,030 | 0,035 |
| При центрировании по наружному диаметру | |||||
| Наружный диаметр отверстия | 0,016 | 0,022 | 0,023 | 0,030 | 0,035 |
| Наружный диаметр вала при посадке: | |||||
| с минимальным зазором | 0,006 | 0,007 | 0,008 | 0,010 | 0,012 |
| с увеличенным зазором | 0,018 | 0,022 | 0,027 | 0,034 | 0,042 |
| Ширина впадины отверстия | 0,017 | 0,020 | 0,020 | 0,030 | 0,035 |
| Ширина шлицев вала при посадке: | |||||
| с минимальным зазором | 0,017 | 0,024 | 0,025 | 0,030 | 0,035 |
| с увеличенным зазором | 0,018 | 0,020 | 0,030 | 0,035 | 0,040 |
- если вал не ремонтировался, то шлицевые отверстия в ступиц пригоняют по шлицам вала;
- если ремонтировались или заменялись не все детали, сидящие на валу, то сначала пригоняют вал по неремонтируемой ступице а затем по валу пригоняют все отремонтированные или замененные ступицы;
- если ремонтировались или заменялись все детали шлицевого соединения, то сначала шлицы вала пригоняют по пазам одной из ступиц, а затем все остальные детали, сидящие на валу, пригоняют по шлицам вала.
| Контролируемый параметр | Допустимое отклонение, мм | Метод контроля |
| Равномерность ширины шлица | 0,02 | Замерить размер в нескольких местах |
| Равномерность шага шлицев | 0,02 | Установить вал в центрах делительного приспособления; поворачивая вал на нужный угол 360°/z, проверить индикатором положение шлица |
| Биение центрирующих поверхностей вала относительно опорных шеек | 0,02 – для зубчатых колес до 7-й степени точности; 0,04 – для зубчатых колес свыше 7-й степени точности | Уложить вал опорными шейками в призмы; поворачивая вал, определить с помощью индикатора биение по окружности наружного или внутреннего диаметра на обоих концах вала |
| Параллельность боковых поверхностей шлицев осевой плоскости вала | 0,02 на 100 мм длины | Установить вал в центрах. Перемещая индикатор вдоль оси вала, определить отклонение от параллельности боковых поверхностей шлицев |
| Угловое качание детали на валу | 0,02 на радиус 50 мм | Установить вал в центрах. Покачивая деталь в соответствующем направлении, индикатором замерить угловое или боковое качание детали |
| Боковое качание детали на валу | 0,05 на радиус 50 мм |
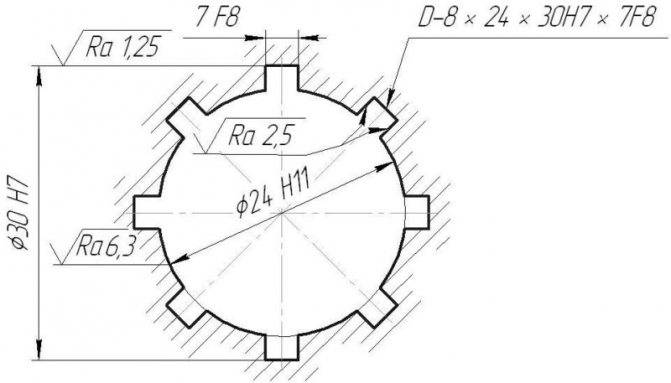
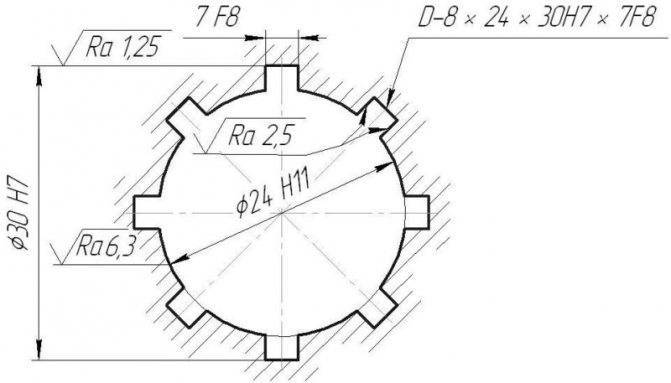
Обозначение шлицевых эвольвентных соединений
Варианты условных обозначений эвольвентных шлицевых соединений на чертежах показаны на рис 17.
Центрирование по боковым сторонам
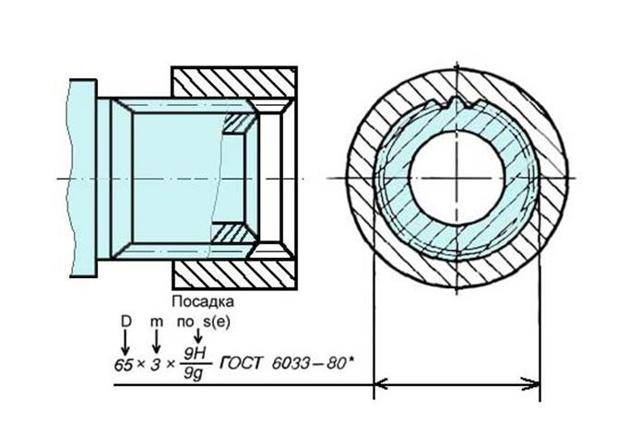
Рисунок 17. Шлицевое эвольвентное соединение при центрировании по боковым сторонам зубьев.
Шлицевое эвольвентное соединение с D = 65мм; т = 3 мм, при центрировании по боковым сторонам зубьев с посадкой 9H/9g.
Центрирование по наружному диаметру:
Центрирование по внутреннему диаметру:
здесь: D=65, m=3, центрирование по внутреннему диаметру с посадкой H7/g6, посадки остальных поверхностей предусмотрены в табл.5.
Предельные значения радиального биения должны соответствовать значениям табл…., а ориентировочно это половина суммарного допуска
Пример выбора параметров эвольвентного шлицевого соединения.
Для подвижного шлицевого соединения D = 50 мм, с модулем т = 2 мм, без повышенных требований к соосности, выбрать геометрические параметры, определить предельные размеры вала и втулки, представить схему расположения полей допусков с оценкой предельных зазоров.
Принимаем центрирование шлицевого соединения по боковым поверхностям зубьев. По номинальному (исходному) диаметру соединения D = 50 мм и модулю т = 2 мм, по табл. 2 определяем число зубьев z = 24.
- Геометрические параметры получаем в соответствии с табл. 1,
- где:
- для вала толщина зуба по делительной окружности
- s =(π/2) m+2 Xm tgα,
- здесь смещение исходного контура будет:
- Теперь:
- s =(3,1415/2) · 2+2· (-0,1) · 0,5773
- s =3,1415+(-0,11547)=3,026мм
- для шлицевой втулки ширина впадины по делительной окружности
- s=e=3,026мм
- диаметр окружности вершин зубьев:
- da =d-0,2m
- da =50-0,2·2=49,6 мм.
- диаметр окружности вершин зубьев втулки
- Da = D – 2m
- Da = 50 – 2·2 = 46мм.
- Диаметр делительной окружности вычисляем
- d = mz = 2·24 =48мм.
Принимаем плоскую форму дна впадины и согласно примечанию к табл. 4. определяем, диаметр окружности впадин вала



- df тах = D- 2,2т = 50 — 2,2·2 = 45,6 мм
- Диаметр окружности впадины втулки будет
- Df = D = 50 мм.
Учитывая заказанную подвижность соединения выбираем посадки с зазорами. на каждый размер шлицевых деталей по табл.4.
Для центрирования по боковым сторонам предусмотрены предпочтительные посадки 9H/9h и 9H/9g,больший зазор у 9H/9g, её принимаем и получаем формулу соединения.
По таблице приложения 22 выписываем параметры, для шлицевой втулки c полем 9H при D = 50 мм, и модуля т = 2 мм, ES=+71, ESe=+26, EI=0, для шлицевого вала c с полем 9g: es=-11, ese=-37, ei=-82.
Для большего диаметра примем посадку H16/d9 по таблице 4. Параметры шлицевой втулки по Df=50 ,будут определены по таблицам приложения: EI=0, ES=+1600, шлицевого вала по da= 49,6,es=-80,ei=-142.
Для меньшего диаметра по табл. 4 принимаем посадку H11/h16 определяя характеристики по таблицам допусков и посадок, приложения. Параметры шлицевой втулки при Da=46, будут EI=0, ES=+160, шлицевого вала при df= 45,6, es=0, ei=-1600мкм,
По полученным значениям отклонений не трудно получить предельные размеры поверхностей соединения. Результаты удобно представить в виде таблицы табл.6. Подсчитываем предельные размеры и допуски, занося в таблицу.
| Параметр мм | Поле допуска | Предельные отклонения мкм | Предельные размеры мм | Допуск мм | |||
| ES (es) | ESe (ese) | EI (ei) | max | min | |||
| Шлицевый вал | |||||||
| s=3,026 | 9g | -11 | -37 | -82 | 2,989 | 2,944 | 0.045 |
| da=49,6 | d9 | -80 | — | -142 | 49,520 | 49,458 | 0,062 |
| df=45,6 | h16 | — | -1600 | 45,6 | 44,0 | 1,6 | |
| Шлицевая втулка | |||||||
| e=3,026 | 9H | +71 | +26 | 3,097 | 3,052 | 0,045 | |
| Df=50 | H16 | +1600 | — | 51,6 | 50,0 | 1,6 | |
| Da=46 | H11 | +160 | — | 46,16 | 46,0 | 0,16 |
Схемы расположения полей допусков изображены на рис.9.
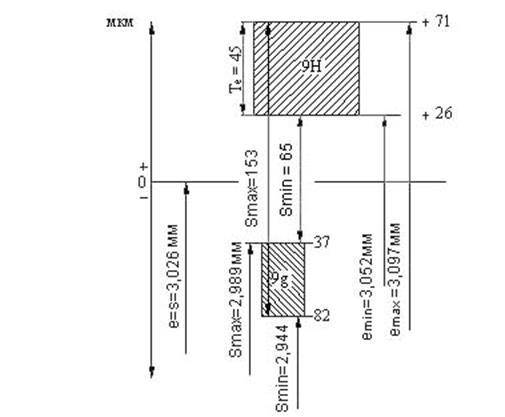
- Рисунок 18. Графическое представление посадок шлицевого соединения 65x3x 9H/9g Гост 6033-60
- Определяем наибольший Smax и наименьший Smin зазоры для посадки 9H/9g по боковым поверхностям зубьев:
- Smax =eimax — Smin = 3,097 — 2,944 = 0,153мм;
- Smin =eimin — Smax = 3,052 — 2,989 =0,063 мм.





