Режимы газовой сварки
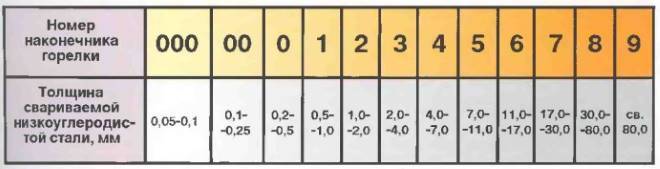
Главная характеристика газовой сварки, это мощность пламени. Она зависит от типа металла и ряда других его характеристик, например, теплофизических свойств. Другими словами, чем толще металл, тем больше температура плавления металла, тем выше должна быть температура пламени.
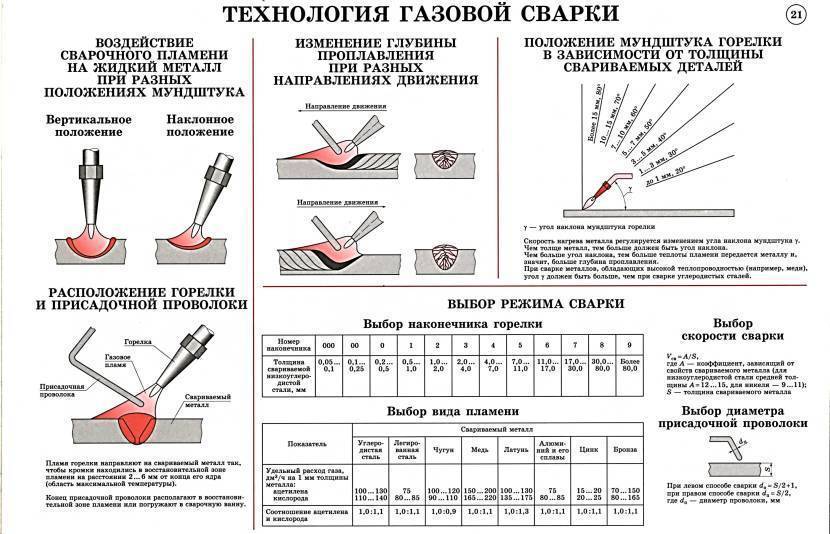
Регулировка данного параметра осуществляется подбором номера наконечника горелки:
Кроме этого, важную роль играет наклон горелки и размер присадки. Таким образом к параметрам и режимам сварки относятся:
- Мощность пламени и ее характер;
- Диаметр присадочной проволоки;
- Скорость сварки, определяемая способами выполнения сварочных швов и положения мундштука относительно плоскости заготовки.
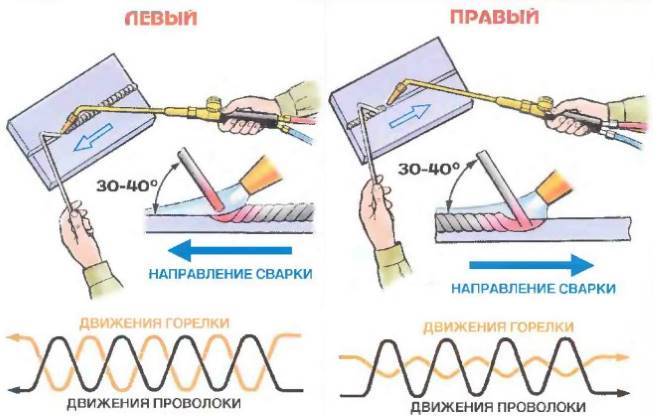
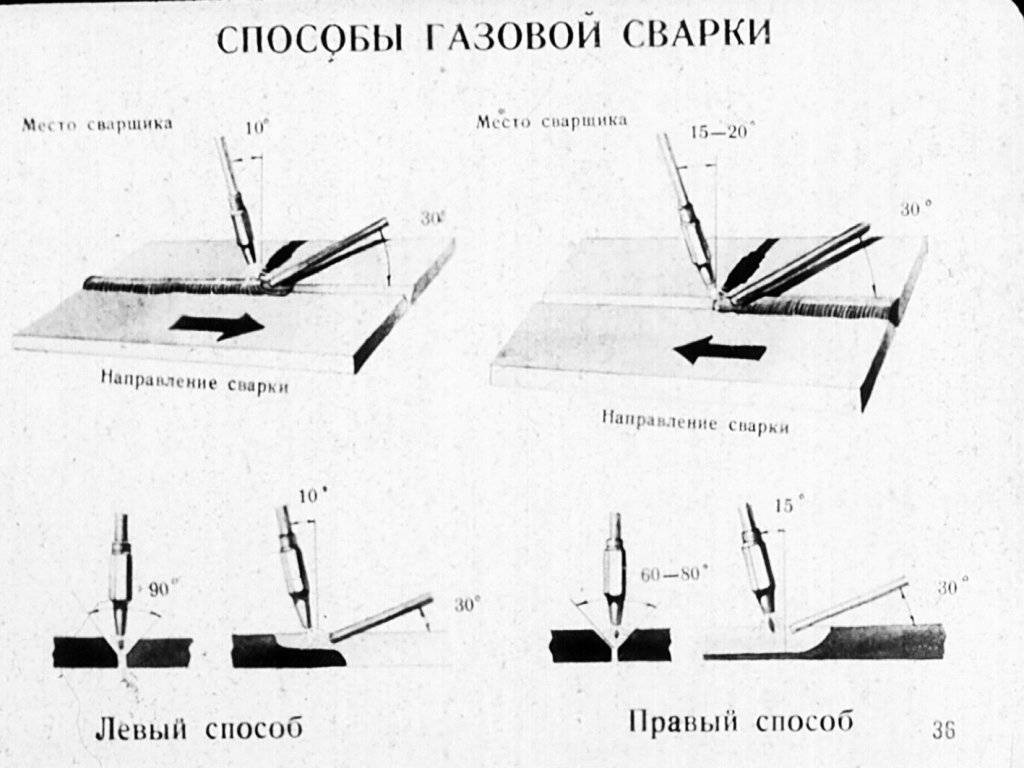
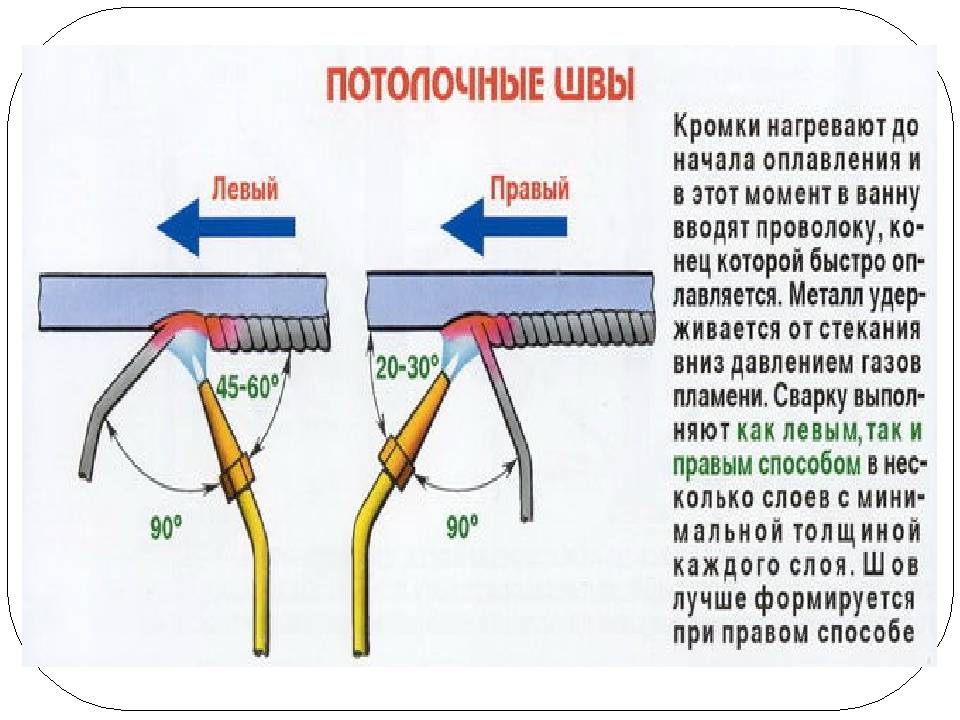
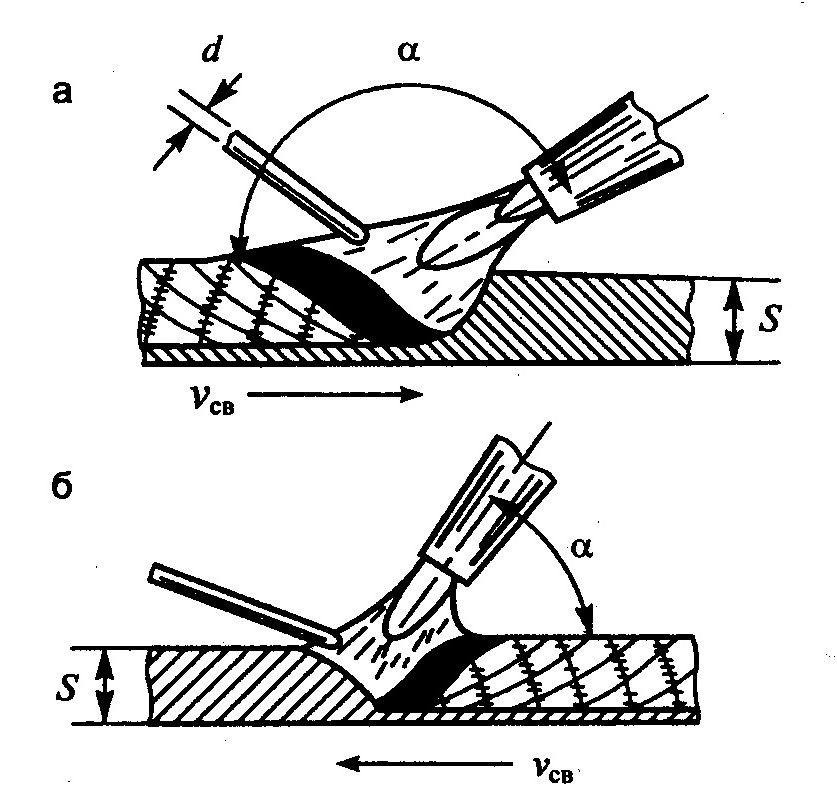
Левый способ
При таком методе сварки деталей, сварщик перемещает горелку справа налево, присадка должна располагаться впереди горелки. Пламя направляется от шва. Это обеспечивает сварщику хороший обзор шва и как результат он может обеспечить равномерность ширины и высоты валика. Такой метод сварки применяют при работе с деталями до 5 мм.
Правый способ
Такой способ предполагает, что сварщик передвигает горелку слева направо. Проволока должна перемещаться за горелкой. Пламя направляется на шов. При таком методе остывание шва длится дольше и качество шва повышается, но вот его внешний вид оставляет желать лучшего, так как сварщик не может толком видеть его формообразование. Такой метод применяют при толщине листа больше 5 мм.
Диаметр присадочной проволоки
Подбор диаметра присадки(dп) осуществляют в зависимости от толщины свариваемого металла (S), а также от способа сваривания: левый или правый.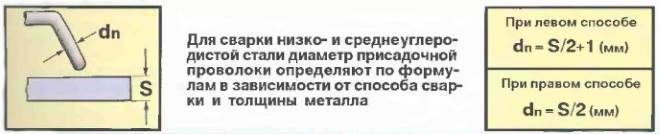
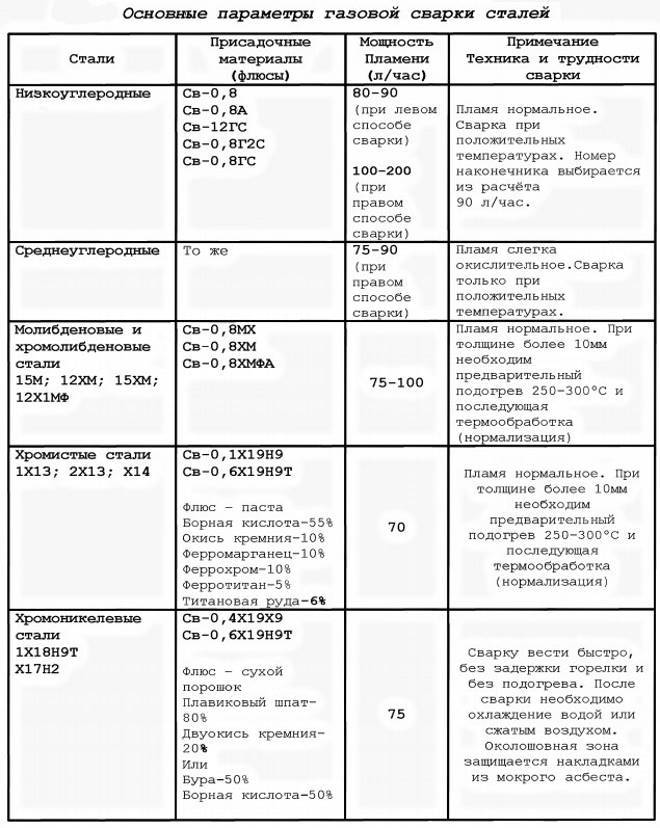
Основные параметры газовой сварки распространенных типов и составов сталей можно представить в виде таблицы
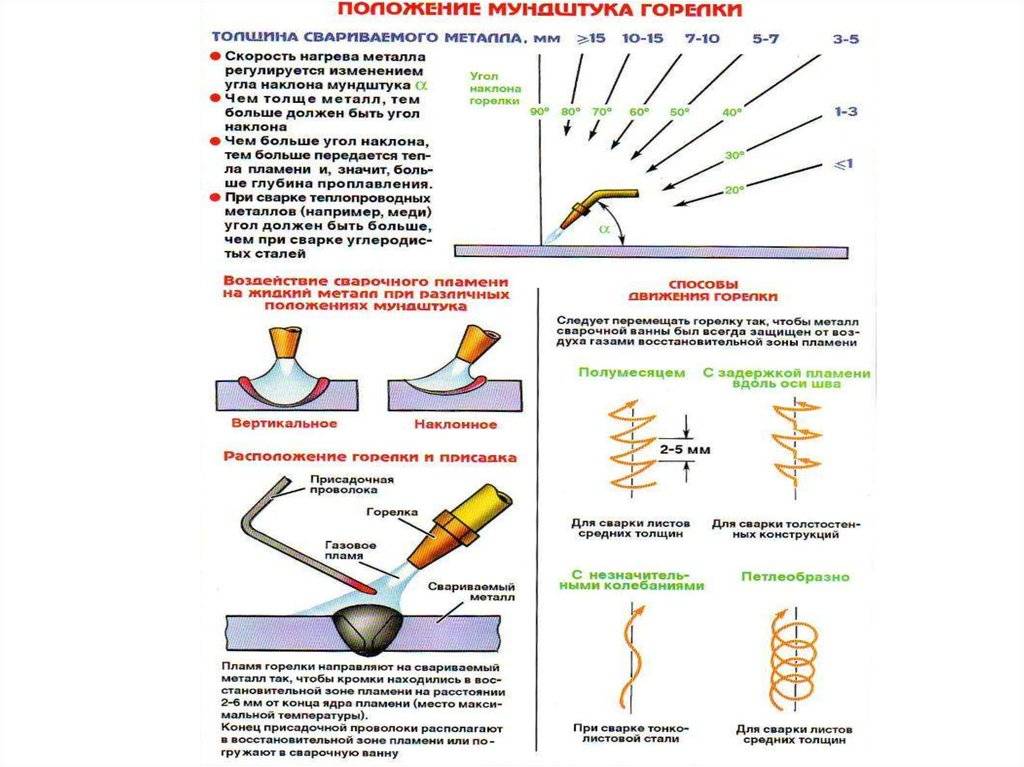
Положение мундштука горелки
Скорость сварки ацетиленом или плавления металла регулируют изменением угла расположения мундштука относительно плоскости свариваемого металла. Он определяется теплопроводностью, толщиной и родом металла. Толстый металл с высокой теплопроводностью требует большего угла наклона горелки ввиду долгого прогрева и приложения наибольшей мощности пламени для формирования сварочной ванны.
Для понимания характера воздействия пламени на металл при различном положении достаточно взглянуть на рисунок, представленный ниже.

Как видим ,максимальное проплавление происходит при вертикальном положении горелки. Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
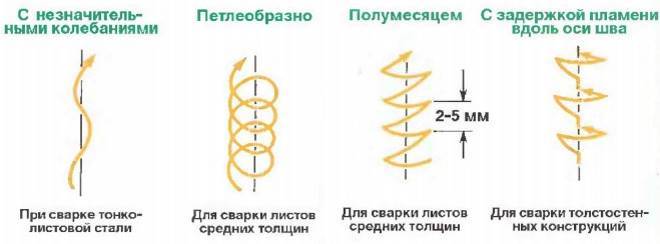
Движения горелки
В процессе работы сварщик совершает продольные и поперечные движения горелкой. Основным типов является продольное, оно направлено вдоль линии шва, предназначено для заполнения шва металлов. Поперечное движение выполняется для равномерного прогрева кромок металла и предназначено для формирования нужной ширины шва.
В свою очередь, движения присадочной осуществляются такие же колебательные движения, но в противоположную сторону движению конца горелки. Чтобы избежать дефектов в сварочном шве, конец присадки не рекомендуется извлекать из сварочной ванны, особенно из восстановительной зоны пламени.
Вид движения зависит от пространственного положения шва, его геометрических размеров, толщины и рода металла.
Виды газокислородной резки металла
По характеру кислородной струи различают три основных вида резки металла:
- разделительная — образуются сквозные разрезы;
- поверхностная — снимается поверхностный слой металла;
- резка кислородным копьем — прожигаются глубокие отверстия в металле.
Газокислородная резка бывает нескольких видов: скоростная, безгратовая, высококачественная и резка кислородом высокого давления. Грамотное использование подходящего способа резки позволяет увеличить скорость процесса в 2-3 раза.
Как было сказано выше, источником тепла в данном процессе выступает экзотермическая реакция окисления железа и подогревающее пламя резака. Доли их участия в тепловом балансе определяются толщиной обрабатываемой заготовки: чем он больше, тем выше роль подогревающего пламени. Это пламя нагревает поверхность, которое затем контактирует со струёй чистого кислорода, вследствие чего происходит его окисление. Теплота, которая при этом выделяется, совместно с теплотой пламени обеспечивает постоянный нагрев металла перед резаком до температуры его воспламенения. Благодаря этом процесс можно вести в непрерывном режиме. Под воздействием кинетической энергии, выделяемой при этом струёй кислорода, слой окислов вместе с жидким металлом удаляются из области реза.
Таким образом, операция резки выполняется за счет сгорания материала в струе газа.
Характеристики сварочного пламени
Значительный объем тепла, сконцентрированного в пламени газовой горелки, рассеивается в окружающую среду, поэтому его коэффициент полезного действия (К.П.Д.) низок и практически не превышает 7%. Расход энергии пламени при газопламенной обработке приведен ниже в таблице.
| Распределение энергии пламени | Количество, % |
| Количество тепла, расходуемого на плавление металла и поддержание режима сварочного процесса | 6-7 |
| Потери тепла: | |
| — от неполноты сгорания | 55-63 |
| — с отходящими газами | 13-15 |
| — на излучение и конвекцию | 9-10 |
| — на нагрев около шовной зоны | 15-18 |
| — на искра образование | 1-2 |
Металлургические процессы в сварочной ванне при ее газопламенной обработке, а также в прилегающей к ней зоне имеют довольно сложный характер и несколько отличаются от металлургических процессов, происходящих при дуговой сварке. Это обусловлено тем, что расплавленный металл при его газопламенной обработке взаимодействует с газами, поддерживающими процесс горения. В зависимости от характера пламени,который меняет соотношение газов, изменяются и металлургические процессы.
При сварке нормальным пламенем, когда количество поступающих в зону сварки газов регламентировано, происходят в основном восстановительные реакции:
FeO + СО = Fe + СО2,
FeO + Н2
= Fe + Н2О
Кроме восстановительных реакций оксидов железа аналогичные процессы происходят и с другими оксидами, находящимися в сварочной ванне.
При сварке окислительным пламенем происходят реакции окисления железа и других элементов, присутствующих в сварочной ванне, а образующиеся при этом оксиды железа могут окислять углерод, кремний и марганец.
Сварка науглероженным пламенем способствует насыщению металла углеродом, что влечет за собой увеличение прочностных характеристик сварочного шва со снижением его пластических свойств.
Как пользоваться плазморезкой?
Опытные резчики сформулировали ряд рекомендаций для облегчения освоения технологии начинающим мастерами:
- строго соблюдать постоянное расстояние от горелки до заготовки;
- при необходимости пользоваться упором, крепящимся сбоку на горелке и ограничивающим зазор;
- вести горелку равномерно, без рывков, с заданной скоростью;
- следить за перпендикулярностью плазменного пучка к поверхности детали отклонения приводят к снижению качества поверхности разреза;
- следить за пучком искр, вылетающих с тыльной стороны детали, если их мало или они пропали — металл прорезается не полностью и надо корректировать режим резки;
После завершения разреза горелку необходимо наклонить, чтобы дать выйти газам, скопившимся в шланге.
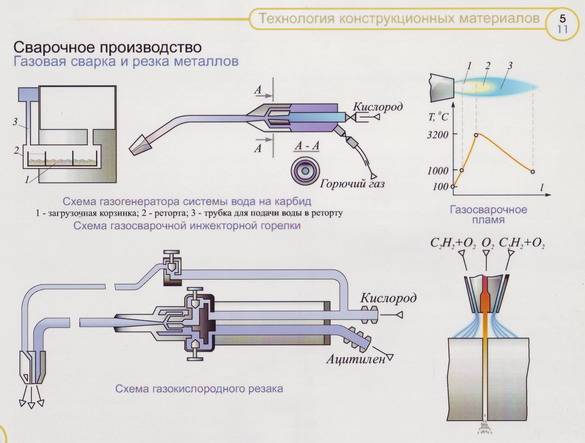
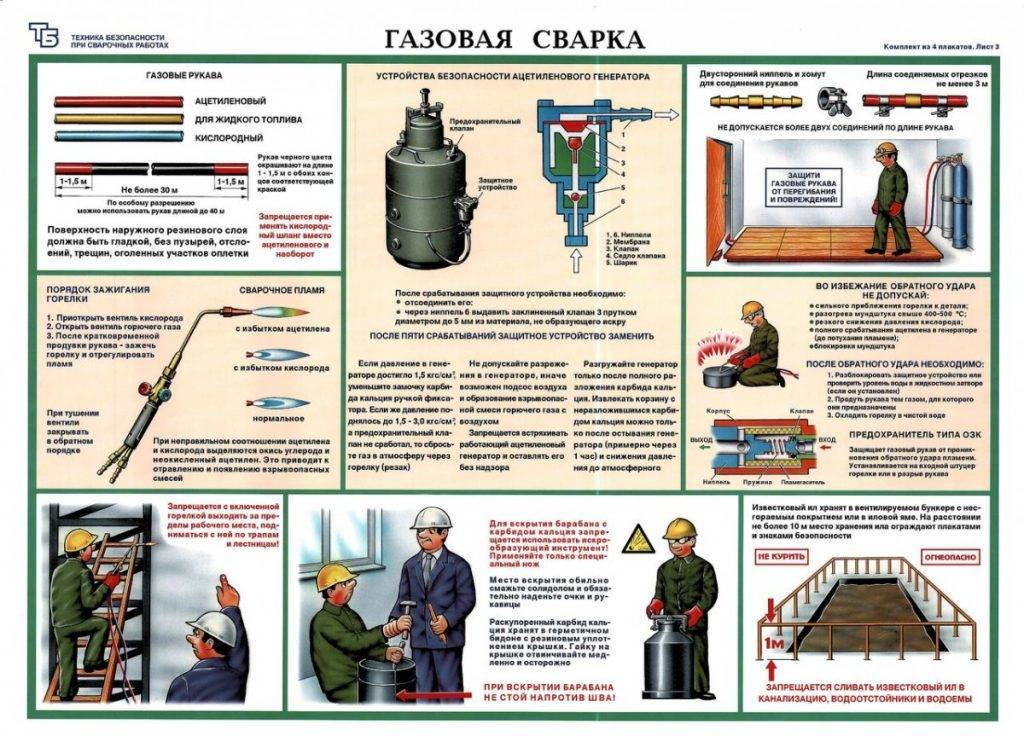
Ацетиленовые генераторы
Генераторы для сварки вырабатывают ацетилен, который получается при соединении карбида кальция с водой. Такие аппараты бывают мобильными и стационарными. По выходному давлению их делят на 3 категории:
генераторы низкого давления до 0,1 атмосферы;
- среднего от 0,7 до 1,5 атм.;
- высокого давления свыше 1,5 атмосферы.
При этом аппараты могут производить от 0,3 м3 до 160 м3 ацетилена в час.
По способу получения газа генераторы делят на пять видов:
«КВ». В этих генераторах карбид поступает в воду небольшими порциями. При падении давления ниже порогового поступает новая порция карбида. Гашеный карбид кальция удаляется через нижний выпускной клапан. Из-за больших габаритов используется в стационарных установках. Имеет наивысший выход ацетилена.
«ВК». Здесь вода попадает на карбид. Вода подается небольшими порциями, по мере снижения давления. Такой способ называется «ВК по мокрому принципу». Аппарат имеет простую и надежную конструкцию. Производительность до 10 м3. Недостатком является неполное гашение карбида кальция.

«ВК» по сухому процессу. В камеру с карбидом кальция вода подается дозированно. При образовании ацетилена выделяется теплота, которая испаряет излишки воды. За счет этого гашеный карбид получается сухой. Отсюда и название.
«ВВ». В генераторах этого вида получение газа получается за счет вытеснения воды из камеры газообразования корзиной с карбидом кальция. При падении давления вытесненная вода поступает обратно в камеру. Аппарат применяется в передвижных сварочных постах.
«ПК». В генераторах используется комбинированный принцип получения газа. Совмещаются два способа: «вода на карбид» и « вытеснение воды». Используется в передвижных установках. Обладает плавной регулировкой подачи газа.
Особенности газовых горелок

Газовая сварка сталей – процесс, требующий применения самых разных приборов. Газовые горелки – неотъемлемый элемент оборудования, которое используется в различных отраслях промышленности. По конструкции изделия примерно одинаковые: каждая горелка состоит из корпуса. К нему крепится сразу несколько элементов: наконечник, вентиль, регулирующий подачу топлива, и рычаг, который регулирует высоту пламени. Соединение с баллоном выполняется редуктором, при этом сама горелка часто может дополняться пьезподжигом, ветрозащитой пламени и другими компонентами.
Газовая горелка для сварки на основе пропана отличается безопасностью работы, обеспечивая высокую температуру пламени: ее достаточно для выполнения целого ряда работ. Многие виды сварки ведутся на основе ацетиленовых горелок, которые работают на смеси ацетилена и кислорода.
Особенности газовых горелок
Газовая сварка сталей – процесс, требующий применения самых разных приборов. Газовые горелки – неотъемлемый элемент оборудования, которое используется в различных отраслях промышленности. По конструкции изделия примерно одинаковые: каждая горелка состоит из корпуса. К нему крепится сразу несколько элементов: наконечник, вентиль, регулирующий подачу топлива, и рычаг, который регулирует высоту пламени. Соединение с баллоном выполняется редуктором, при этом сама горелка часто может дополняться пьезподжигом, ветрозащитой пламени и другими компонентами.
Газовая горелка для сварки на основе пропана отличается безопасностью работы, обеспечивая высокую температуру пламени: ее достаточно для выполнения целого ряда работ. Многие виды сварки ведутся на основе ацетиленовых горелок, которые работают на смеси ацетилена и кислорода.
Самые востребованные способы
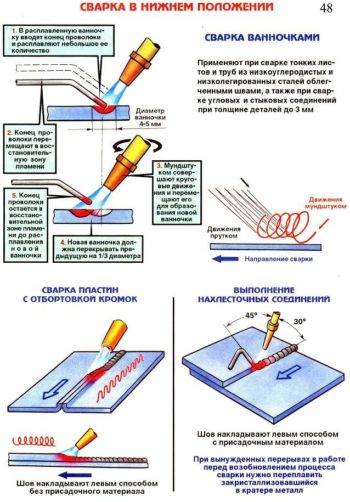 Сварка в нижнем положении.
Сварка в нижнем положении.
Способы газовой сварки могут описываться и перечисляться в нескольких толстых томах.
Возьмем самые распространенные из них:
Левая сварка
Левый способ газовой сварки – самый распространенный среди мастеров любой квалификации. Используется для соединения металлов с тонким краем и невысоким уровнем температуры плавления. Левая и правая сварка – две стороны одной медали, запомнить это легко.
Правая сварка
Правый способ сварки годится для работы с металлами с толщиной больше 3-х мм и высокой теплопроводностью. Нужно заметить, что сварочный шов при правой сварке получается более качественным благодаря лучшей защите металла пламенем.
Использование тепла пламени при правом способе экономичнее, а скорость процесса выше почти на 20%. В эту же копилку плюсов можно добавить экономию расходов газов около 10%.
Присадочную проволоку нужно брать с диаметром, меньшим ровно в два раза толщины металлической заготовки. Проволока не может быть толще 8-ми мм.
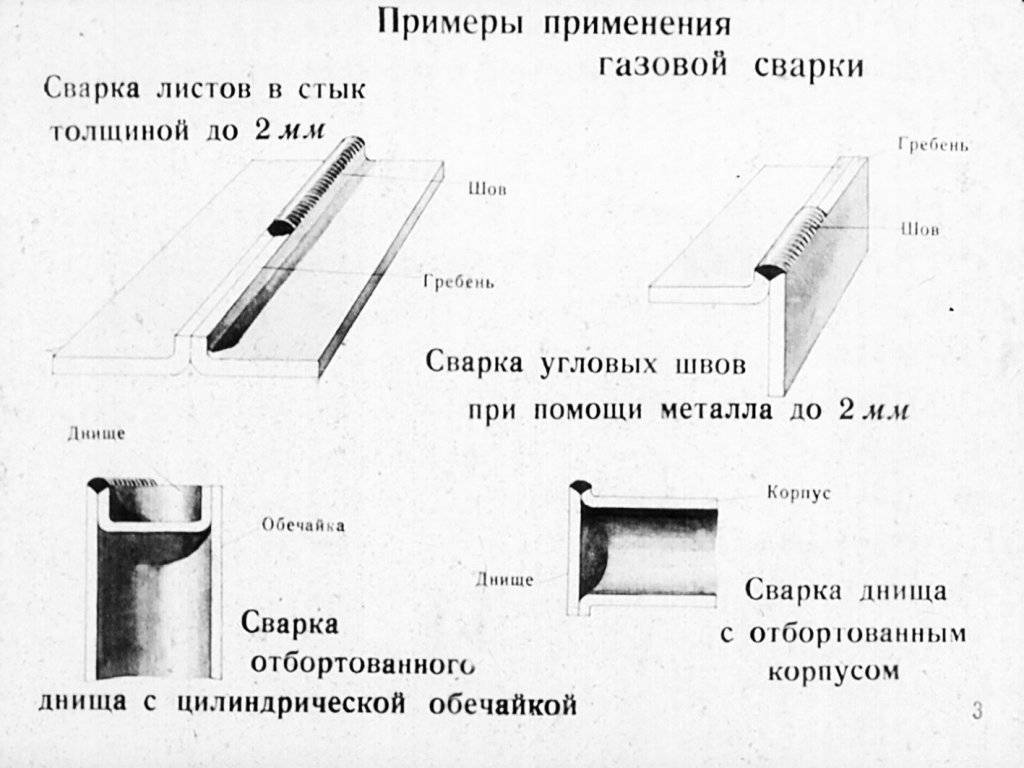
Сварка с использованием сквозного валика
Эта технология газовой сварки предполагает постепенное, шаг за шагом, перемещение пламени с плавлением верхней кромки отверстия в заготовке и накладыванием слоя расплавленного металла на нижний край этого же отверстия.
Предварительно листы металла фиксируют вертикально, оставляя зазор между ними в половину толщины самой заготовки. Шов формируется в форме валика, который и соединяет детали. Он отличается плотностью, без каких-либо пор или шлаковых остатков.
Сварка с помощью ванночек
Здесь название говорит само за себя. Принцип метода заключается в образовании новых и новых ванночек по ходу шва. Как только образовывается одна из них, в нее вводится конец присадочной проволоки, там плавится, а затем перемещается в восстановительный участок огня горелки.
Тем временем мундштук сопла перемещается дальше по шву – на следующий участок. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра проволоки.
Этим способом соединяют тонкие листы, когда нужно выполнить стыковые или угловые типы швов. Это любимый вид сварки для труб из стальных низколегированных или малоуглеродистых сплавов.
Многослойная газовая сварка
Применяется при очень ответственных видах работ, так как характеризуется довольно низкой производительностью, да и сварочные газы здесь требуются в большом объеме – метод не из дешевых. В нем происходит отжиг нижних слоев при наплавке верхних – последующих.
В результате идет отличная проковка каждого слоя перед формированием следующего шва. Такой способ значительно повышает качество металла шва.
Процесс идет в коротких участках
Особое внимание уделять очистке поверхности нижележащего слоя перед наложением следующего
Сварка окислительным пламенем и раскислением
 Баллоны для газовой сварки.
Баллоны для газовой сварки.
Эта технология создана для соединения деталей из малоуглеродистых стальных сплавов. Пламя здесь имеет резко окислительный характер, вследствие чего в сварочной ванне образуются окислы железа. Если есть окисление, необходимо и так называемое раскисление.
Его добиваются с помощью специальной присадочной проволоки с высокими долями марганца и кремния. Отличный способ с производительностью выше на 10%, чем остальные методы.
Способы сварки газовых труб

Прежде чем приступать к сварке газовых труб, нужно выполнить подготовительные работы:
- очистить свариваемые поверхности от грязи, ржавчины;
- растворителем удалить остатки масла;
- оформить кромки толстостенного трубопроката (для тонкостенного этого не требуется);
- притупить острые края кромок.
Затем трубы центрируют, совмещают их оси. Для этого используют специальное оборудование. Заготовки необходимо зафиксировать, например, соединив их короткими поперечными швами на некотором расстоянии друг от друга. Расстояние между прихватками (соединительными швами) зависит от диаметра трубы.
Технология газовой сварки труб выбирается в зависимости от диаметра и толщины стенок заготовки:
- Трубопроводы диаметром до 150 мм и толщиной стенок до 6 мм соединяют газовой сваркой с ацетиленом или пропаном. Если толщина стыка меньше 3 мм, разделка кромок не нужна, если больше – кромки необходимо срезать под острым углом, чтобы сварное соединение было более прочным.
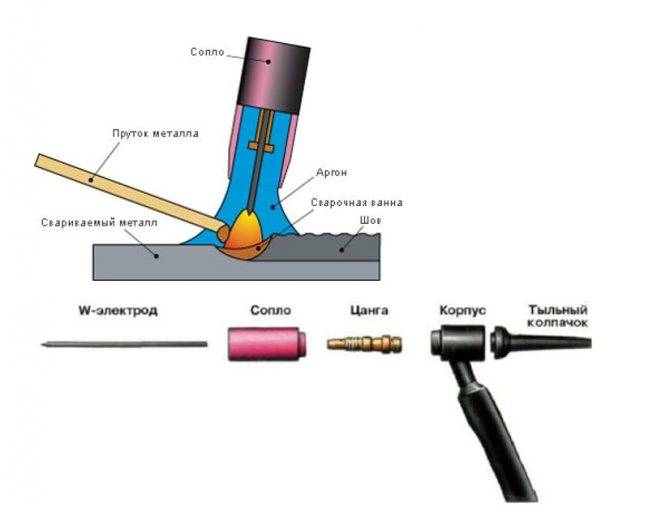
- Стальные трубопроводы сваривают аргонодуговой, а также сваркой MIG/MAG.
- Небольшие объемы сварочных работ позволяют использовать автоматическую, полуавтоматическую или ручную электросварку. Число повторов зависит от толщины стенок трубопроводов.
- Полуавтоматы подходят для финишной сварки, используются с флюсами или защитной газовой средой.
Монтаж внутридомовых трубопроводов осуществляется обычно газовой сваркой, очень редко – электросваркой.
Каждая технология обладает своими достоинствами и недостатками. Какой сваркой варить газовые трубы, зависит от материала трубопровода, а также от доступа к трубам на монтируемых участках газопровода.
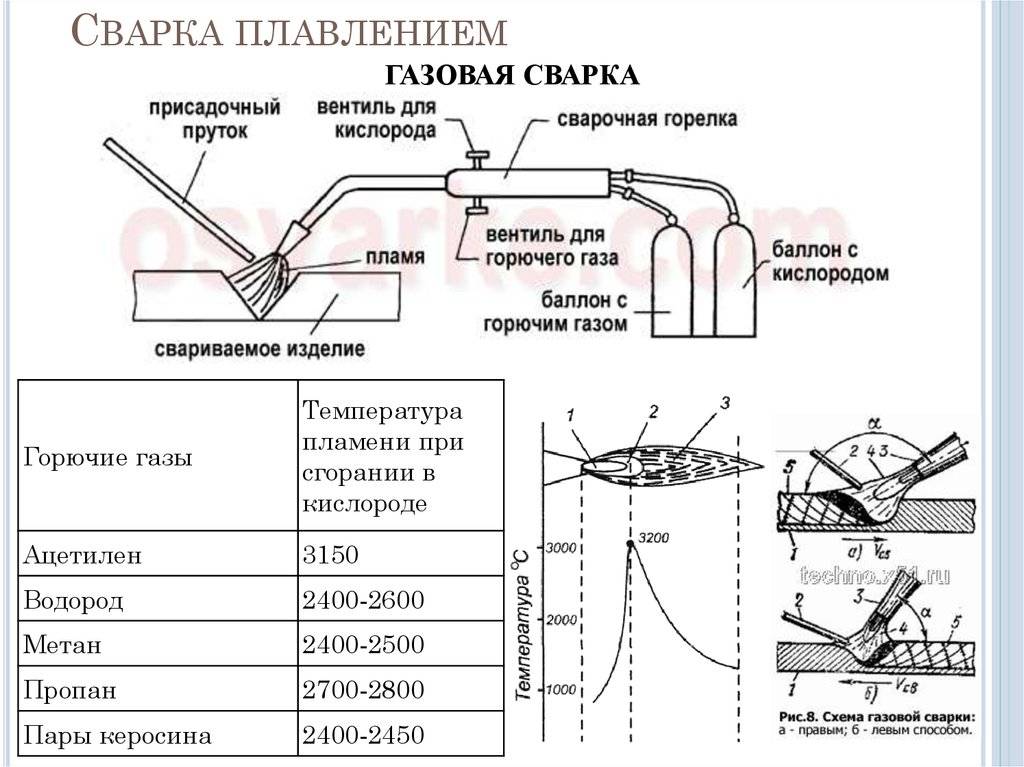
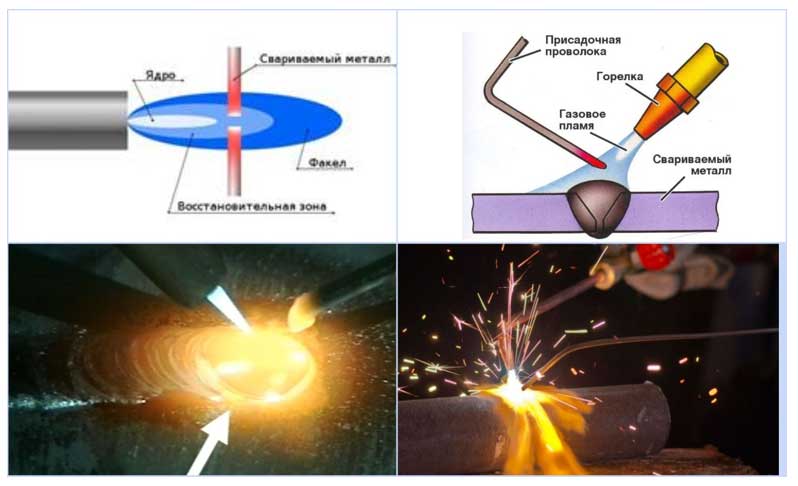
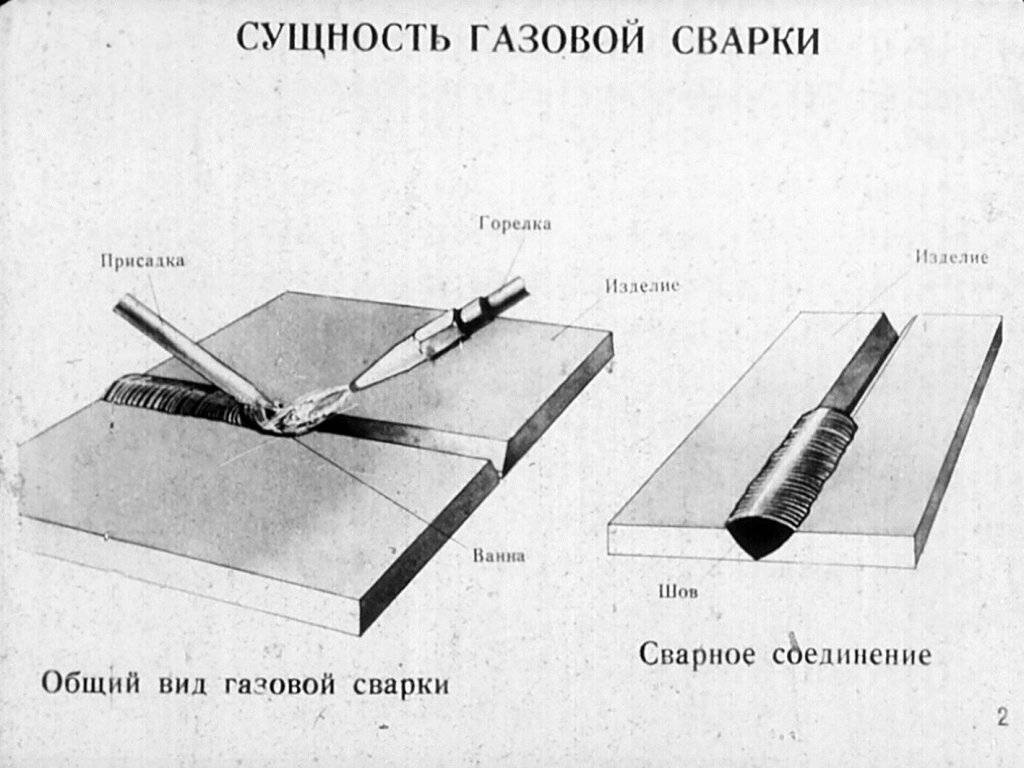
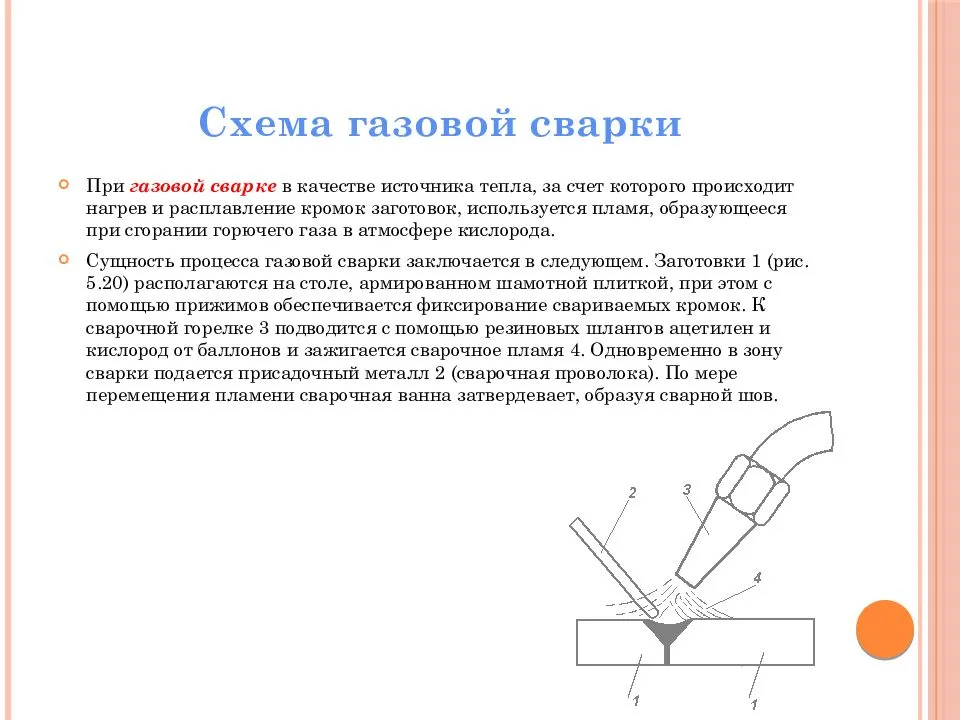
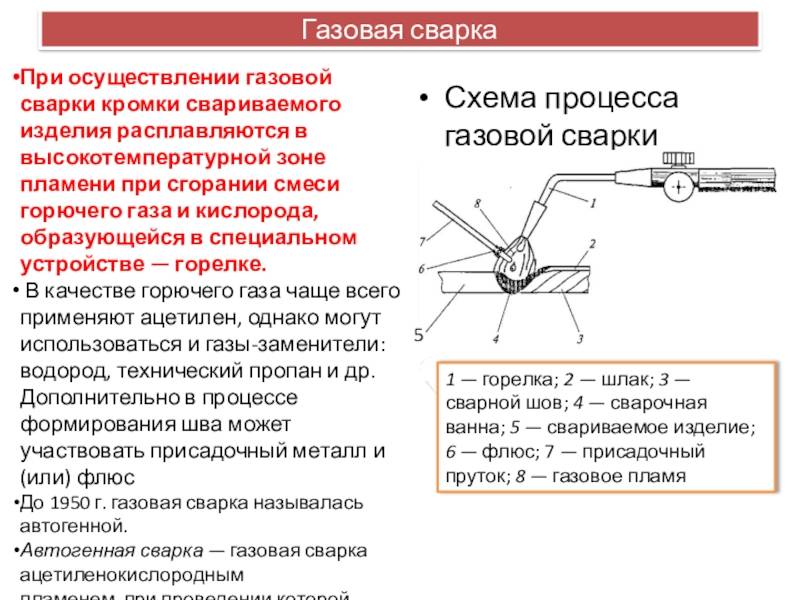
Основные виды газопламенной обработки. Сущность газовой сварки
Сущность процесса газовой сварки заключается в том, что свариваемый и присадочный металлы расплавляются за счет тепла пламени горелки, получающегося при сгорании какого-либо горючего газа в смеси с кислородом.
Наиболее распространенным газом является ацетилен. В процессе сварки металл соприкасается с газами пламени, а вне пламени — с окружающей средой, обычно с воздухом. В результате металл подвергается изменениям, характер которых зависит от свойств металла, способа и режима сварки. Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле. Одновременно может происходить обогащение его кислородом, в некоторых случаях и водородом, азотом, углеродом. Одним из наиболее распространенных процессов, происходящих при взаимодействии пламени с металлом, является окисление.
При сварке сталей в металле сварочной ванны образуется закись железа FeO, которая реагирует с кремнием и марганцем внутри сварочной ванны; вредные примеси выводятся в шлак либо удаляются в виде газов. Для предотвращения окисления кромок металла и извлечения из жидкого металла окислов и неметаллических включений применяются флюсы. Расплавленные флюсы в основном нерастворимы в металле и образуют на поверхности металла пленку шлака. Шлак предохраняет металл от воздействия газов пламени и атмосферных газов.
В процессе газовой сварки, кроме расплавления металла сварочной ванны, происходит нагрев основного и свариваемого металла до достаточно высоких температур, приближающихся к температуре плавления на границе раздела со сварочной ванной. Поэтому при сварке одновременно происходит ряд сложных процессов, связанных с расплавлением металла, его взаимодействием с газами и шлаками, последующей кристаллизацией, а также с нагревом и охлаждением металла в твердом состоянии как в пределах шва, так и в основном металле и в зоне термического влияния.






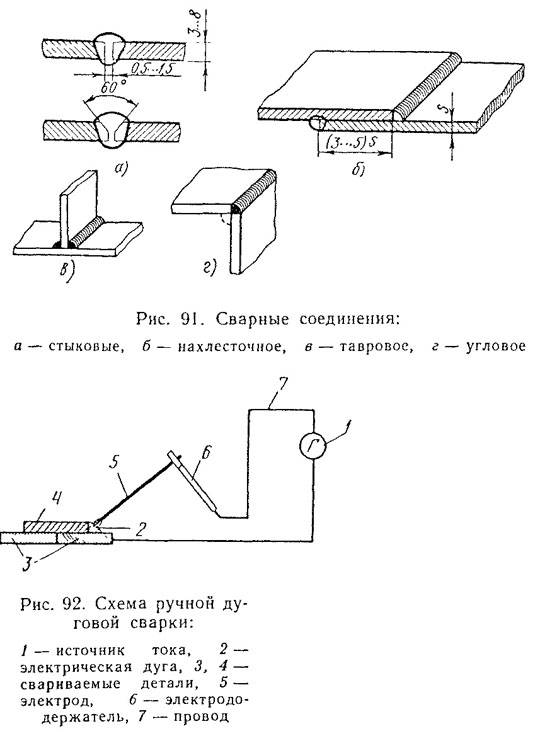
Расплавленный металл сварочной ванны представляет сплав основного и присадочного металлов. В результате взаимодействия газов пламени и флюсов он изменяет свой состав. По мере удаления пламени горелки металл кристаллизуется в остывающей части ванны. Закристаллизовавшийся металл сварочной ванны образует металл шва. Шов имеет структуру литого металла с вытянутыми укрупненными кристаллами, направленными к центру шва. Наибольшее применение в промышленности из множества видов газопламенной обработки имеют сварка, пайка и кислородная резка. Наиболее известные виды газопламенной обработки приведены в табл. 48
|
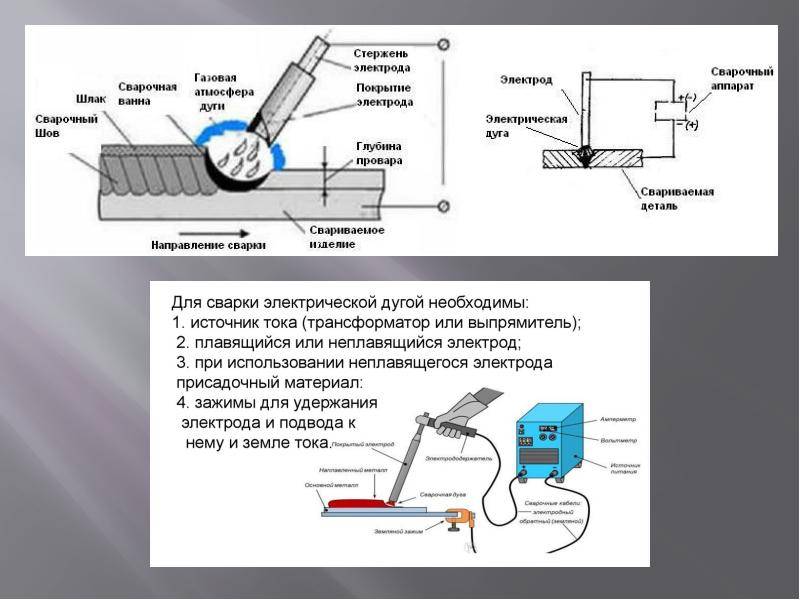
Для газовой сварки необходимы следующие сварочные материалы, оборудование, приспособления и специальные средства для безопасной работы:
оборудование и аппаратура:
- кислородные баллоны для хранения запаса кислорода, подаваемого из баллонов в горелку или резак;
- кислородные редукторы для понижения давления кислорода;
- ацетиленовые генераторы для получения ацетилена из карбида кальция или ацетиленовые баллоны, в которых ацетилен находится в растворенном состоянии;
- ацетиленовые редукторы для понижения давления ацетилена, отбираемого из баллона;
- специальные баллоны или емкости для сжиженных газов, бачки с насосом для создания в них давления;
- сварочные, наплавочные, закалочные и другие горелки с набором наконечников для нагрева металла различной толщины;
- кислородные и другие резаки с комплектом мундштуков и приспособлений для резки и т. д.;
- резиновые рукава (шланги) для подачи кислорода и любого горючего газа в горелку или резак;
принадлежности для сварки и резки:
- очки с затемненными стеклами (светофильтры) для защиты глаз от яркости сварочного пламени, молоток, набор ключей для накидных гаек горелки и резака, стальные щетки для очистки сварного шва и кромок деталей перед сваркой;
- сварочный стол и приспособление для сборки и фиксации деталей при прихватке и сварке;
- флюсы или сварочные порошки.
Этапы сварки труб
Подготавливается металл, проводится зачистка, разметка, разрезаются и собираются трубы. Резка круглого сечения трубы должна выполняться термическим резаком.
Большую часть работы занимает именно подготовка. Это замеры, разметки, резка и многое другое. Сборку конструкции выполняют с помощью прихватки газовой сваркой, это предотвратит смещение и деформацию отрезков труб, что может сказаться на появлении трещин.
В результате неспешного нагрева зона воздействия при газосварке значительней, чем при дуговой. Пласты основного материала, непосредственно прилегающие к сварочной ванночке, постоянны и имеют крупнозернистую структуру.
У самой близости у границы шва располагается зона неполного расплавления металла с крупной структурой, типичной для ненагретого материала. В этой зоне прочность ниже, чем у металла шва, потому здесь и происходит разрушение сварочного соединения.
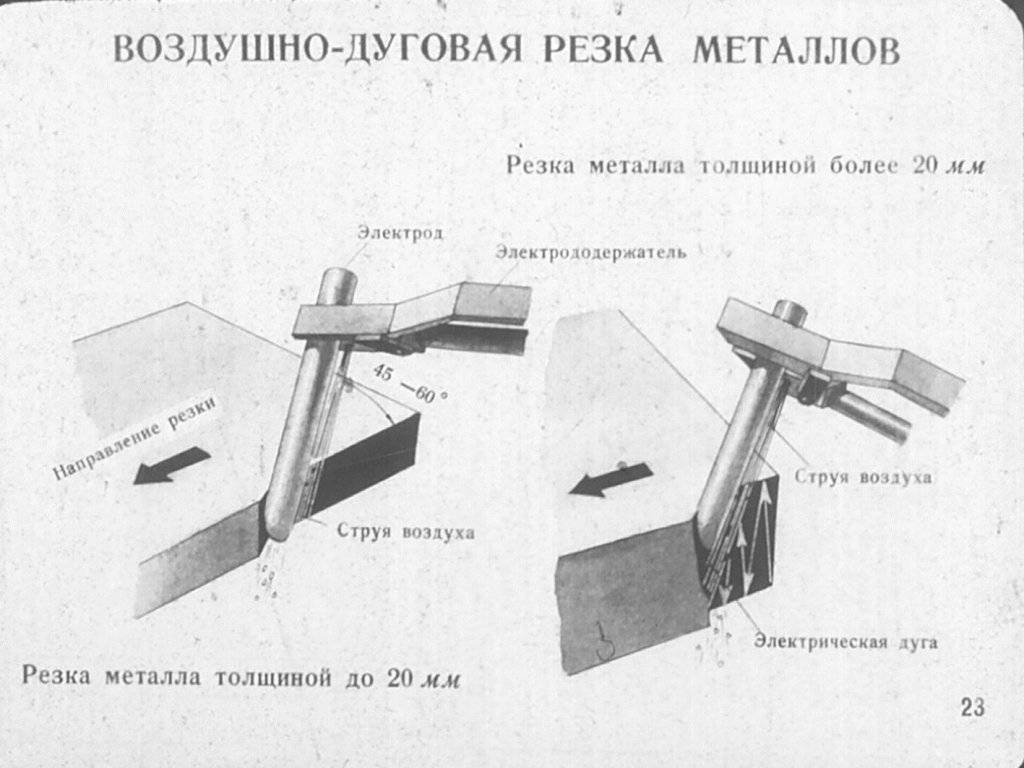
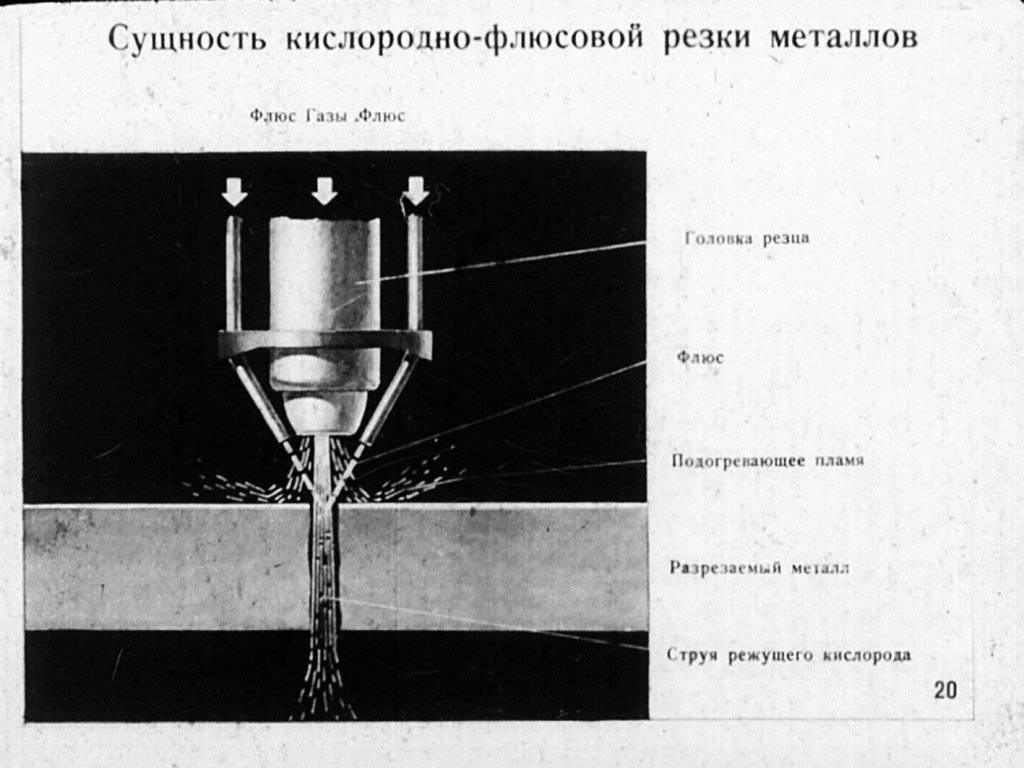
Резка проводится при использовании металлов и сплавов, которые могут гореть в струе чистого кислорода. Этот вид резки проделывается двумя способами: поверхностно и разделительно. Можно вырезать заготовки, разметить металл, разделать кромку будущего шва под сварку.
При помощи поверхностной резки удаляется поверхностный металл, заделываются канавки, удаляются дефекты. Такой вид работы выполняется специальными резакам
Это интересно: Ацетиленовый генератор — устройство, работа, требования, изготовление своими руками
Особенности выполнения газовой сварки
В процессе выполнения работ возможно регулировать состав смеси, в чем помогает редуктор. Мощность и температура пламени регулируется в зависимости от типов работ. Существует несколько видов газовой сварки:
- Окислительное.
- Восстановительное, которое используется для большинства соединений, материалов.
- С повышенным уровнем горючей смеси.
В расплавленной ванне при процессах сварки происходят два основных процесса, восстановление и окисление. Структура прилегающего металла в основном крупнозернистая, для более прочного соединения.
Несколько основных особенностей при работе газовым оборудованием:
- Газовая сварка стальных материалов низкоуглеродистого типа производится различными типами газа, присадочный элемент состоит из стальной проволоки, с малым количеством содержания углерода.
- Легированные стали подвергаются сварке материалами, которые взаимодействуют с составом. Например, жаропрочные детали из нержавеющей стали свариваются с применением никелевой проволоки, некоторые марки материала потребуют использования молибдена.
- Медные изделия свариваются на повышенных температурах, большая текучесть металла потребует минимального зазора соединений. Присадочный материал состоит из медной проволоки и флюса, который используется для раскисления шва.
- Латуневые соединения производятся путем применения присадки из идентичного материала. В силу летучести цинка, для избегания образования пор, при сварке подается большее количество кислорода.
- Бронзовые сплавы свариваются восстановительным типом пламени, не выжигая основные компоненты металла. Для присадки используется идентичный материал с применением кремния, способствующего раскислению шва и металла.

Газовая сварка труб
Стоит заметить, что при работе с алюминием или магнием процессы окисления текут быстрее. Участок обработки и шов имеют различные параметры и характеристики, расположенный в непосредственной близости участок прилегания отличается пониженной прочностью, склонен к преждевременным деформациям.
Область применения газосварки
Газовая сварка металлов может реализовываться несколькими способами:
- газопламенная сварка происходит с помощью присадочной проволоки, которая плавится вместе с основными деталями и заполняет зазор между ними;
- газопрессовая сварка отличается отсутствием присадочной проволоки, а скрепление происходит с помощью плотного соединения расплавленных кромок.
Газопламенная сварка используется не для всех типов металла. Преимущественное применение она нашла на следующих:
- жесть и тонколистовая сталь, толщиной не более 5 мм;
- цветные металлы;
- чугун;
- инструментальная сталь.
Все эти металлы имеют одну общую черту – они требуют мягкого и плавного нагрева, который и обеспечивается газовой сваркой.
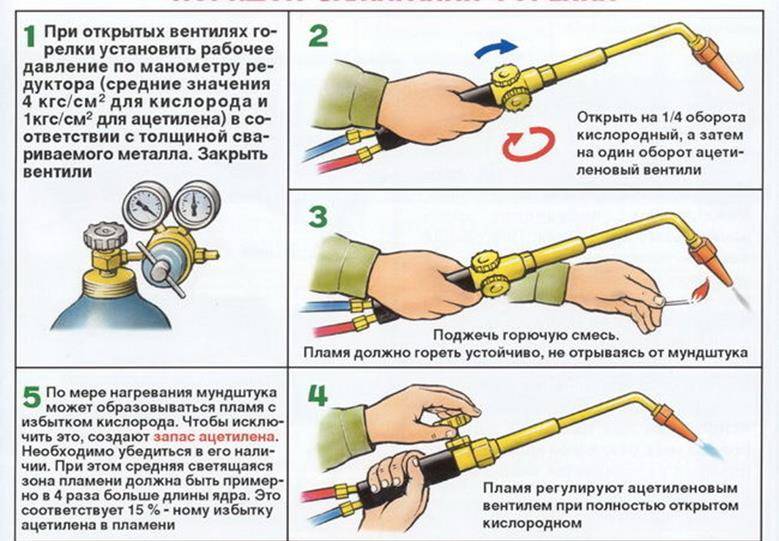
Газовая сварка и резка металлов нашла широкое применение во многих отраслях промышленного и бытового использования. Благодаря постепенному нагреву детали, она не деформируется и такой способ считается одним из лучших для тонких металлов. Главное – правильно отрегулировать подачу газа и наладить пламя. Это делается следующим образом: открываются полностью вентили кислорода и ацетилена и поджигается горелка (спичкой/зажигалкой). Регулировка происходит вентилем ацетилена на полностью открученном кислороде.
Сущность газовой сварки можно рассмотреть на рисунке ниже:
Особенности газовой сварки
 Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Чтобы они сгорели, понадобится кислородная струя. Сварка чаще всего проводится на основе ацетилена, который вырабатывается при реакции карбида кальция и воды. Горение происходит при температуре от 3200 до 3400 градусов Цельсия.
К ценным качествам газосварки относят следующие:
- доступность;
- ненужность наличия электричества;
- простоту сварочного оборудования.
Однако, процесс такой работы нельзя назвать высокопроизводительным, так как всё выполняется вручную. А эксплуатационные и механические свойства готового изделия не всегда соответствуют высокому качеству.
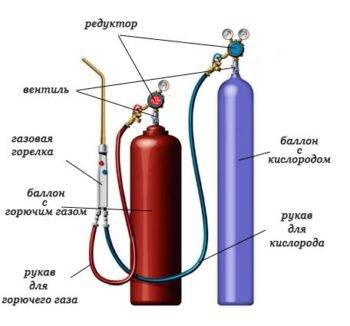
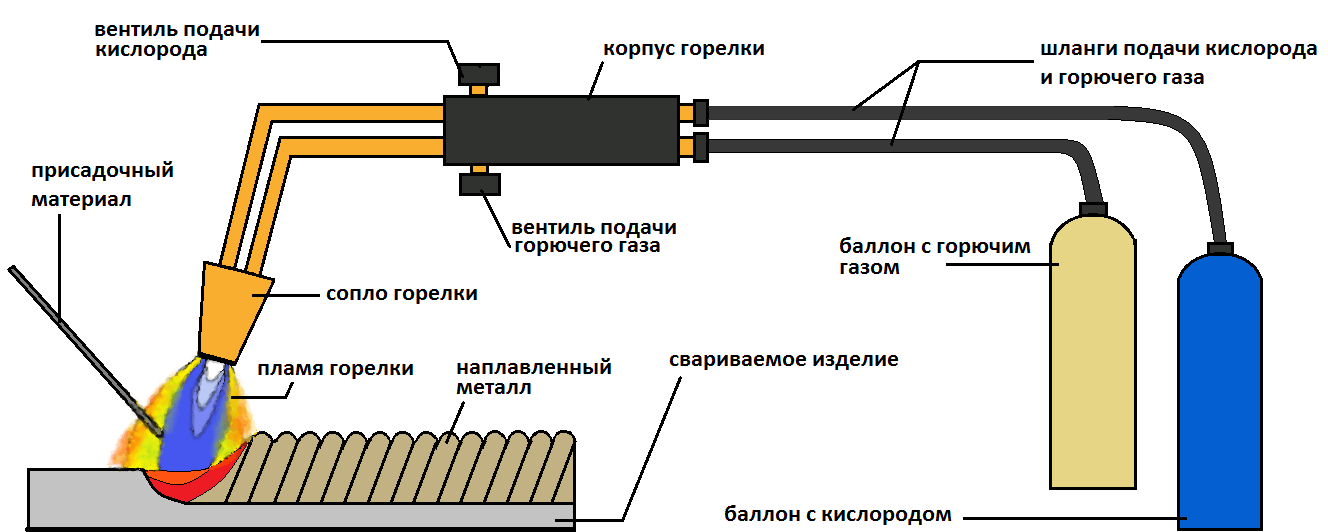
При работе сварочного аппарата, кислород подаётся из специального кислородного баллона, который по ГОСТу окрашивается в голубой или синий цвет. Чтобы обеспечить беспрерывный процесс, кислород должен подаваться на горелку при слабом давлении, равномерно.
Для таких целей баллоны комплектуются редукторами, которые контролируют и регулируют подачу кислорода. К горелке подводятся шланги — кислородный и ацетиленовый. Кислород подают по центральному каналу: струя разряжается, засасывает ацетилен, который поступает под небольшим давлением в горелку. В камере газы перемешиваются и выходят из наконечника наружу.
Необходимое оборудование для газовой сварки
Водяной затвор
Это простая и эффективная защита трубы, генератора ацетилена и других элементов от огня в виде обратной тяги из газовой горелки. Вода в этом затворе должна быть на уровне, за которым нужно следить. Обычно он находится между горелкой и ацетиленовой трубой.
Газовые баллоны
Эти баллоны разного цвета в зависимости от вида газа. Ко всем баллонам применяется строгое правило: никогда не красить верхнюю часть, чтобы не случилось контакта краски и газа. Еще один технический нюанс: на ацетиленовые баллоны нельзя ставить медные вентили из-за высокого риска взрыва от взаимодействия ацетилена и меди.
Шланги разного назначения
 Устройство горелки.
Устройство горелки.
Шланги нужно много для чего: подачи газов и горячих жидкостей. Кроме того, они должны работать под давлением, так что это совсем не садовые шланги для полива огородика, а серьезные приспособления с особыми техническими характеристиками.
Шланги бывают трех категорий:
- с красной полосой для давления до 6-ти атмосфер;
- с желтой полосой для горючих веществ;
- с синей полосой для давления вплоть до 20-ти атмосфер.
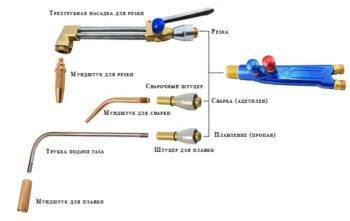
Газовые горелки
Газы и пары от горючих жидкостей смешиваются в смесителе горелки. Они выпускаются в огромном разнообразии, делясь на инжекторные и горелки без него, разной мощности и так далее.
Газовый пост
Это специальный рабочий стол для сварки. Лучший вариант поста – столешница с возможностью ее поворачивать и фиксировать. Хороший пост оборудован вытяжной вентиляцией и хорошей системой складирования и хранения инструментов сварщика.
https://www.youtube.com/watch?v=7_k6hZ0SyPo
ГОСТы: оборудование для газовой сварки и резки металлов
- ГОСТ 4.41-85
Система показателей качества продукции. Машины для термической резки металлов. Номенклатура показателей. - ГОСТ 5614-74
Машины для термической резки металлов. Типы, основные параметры и размеры. - ГОСТ 17356-89
Горелки на газообразном и жидком топливах. Термины и определения. - ГОСТ 5.917-71
Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции. - ГОСТ 1077-79
Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева.
Типы, основные параметры и размеры и общие технические требования. - ГОСТ 29091-91
Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний. - ГОСТ 5191-79
Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования. - ГОСТ 10796-74
Резаки ручные воздушно-дуговые. Типы и основные параметры. - ГОСТ 8856-72
Аппаратура для газопламенной обработки. Давление горючих газов. - ГОСТ 12221-79
Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры. - ГОСТ 13861-89
Редукторы для газопламенной обработки. Общие технические условия. - ГОСТ 29090-91
Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования. - ГОСТ 30829-2002
Генераторы ацетиленовые передвижные. Общие технические условия. - ГОСТ Р 50379-92
Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов.
Допустимые скорости внешней утечки газа и метод их измерения. - ГОСТ Р 50402-92
Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при
газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний. - ГОСТ Р 50402-2011 Оборудование для газовой сварки, резки и родственных процессов. Устройства
предохранительные для горючих газов и кислорода или сжатого воздуха. Технические требования и
испытания. - ГОСТ 2405-88
Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия. - ГОСТ 9356-75
Рукава резиновые для газовой сварки и резки металлов. Технические условия. - ГОСТ 949-73
Баллоны стальные малого и среднего объема для газов на Рр≤19,6 МПа
(200 кгс/см2). Технические условия. - ГОСТ 31596-2012 Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения.
- ГОСТ Р 54791-2011 Оборудование для газовой сварки, резки и родственных процессов. Редукторы и расходомеры для газопроводов и газовых баллонов с давлением газа до 300 бар (30 МПа).
ГОСТы: процессы сваркиГОСТы: сварные соединения. Типы, конструктивные элементы и размерыГОСТы: сварочные расходуемые материалыГОСТы: сварочное оборудованиеГОСТы: механическое сварочное оборудованиеГОСТы: безопасность труда, требования безопасности к сварочному оборудованиюГОСТы: неразрушающие методы контроля сварных соединений, качество сваркиГОСТы: методы химического анализа сварочных материаловГОСТы: газовая сварка и резка металлов
.
Популярные на рынке услуги
Если вам необходимо произвести резку металла, то самый простой способ – нанять мастера или специалиста, который окажет вам необходимые услуги. Ведь не у каждого дома в гараже стоит резак с двумя баллонами кислорода и нагревателя.
Более того, работать с таким оборудованием очень опасно без опыта! Если не умеете, то лучше и не браться за это дело – доверьте работу профессионалам!
К примеру, обычная листовая резка является самой дешевой. Трубная резка – стоит гораздо дороже, так как при такой работе используются дополнительные накладки!
А вот резка в глубину – дорогостоящее удовольствие, так как при этом используется дорогостоящее оборудование.
ВАЖНО ЗНАТЬ: Продольная резка металла — станки, линии, агрегаты
Более того, если выполняется такая работа «на выезде», то это будет стоить очень дорого. Автомобили, которые могут перевозить станции резочные, необходимо дополнительно переоборудовать.
Кислородная резка металла — видео:
Ну а газовая резка листового металла может выполняться даже обычным газовым паяльником. Если вы используете алюминий или медь, то его должно быть вполне достаточно для такой работы.
В некоторых случаях, можно воспользоваться газовой сваркой. Вот только вместо углекислого газа подается пропан, ацетилен или бутилен (не каждая газовая сварка поддерживает использование такого газа, будьте внимательными)!
Кстати, если вам необходимо выполнить не резку, а вырезание, то в некоторых случаях намного проще и дешевле будет использовать именно нож для резки металла, а не газовый резак. Более подробно по этому поводу вы можете узнать непосредственно у мастера, которому желаете доверить выполнение работы.
Сейчас многими предприятиями предлагается газовая резка металла с выездом.
Вот она, оценивается по следующим параметрам:
- металл, с которым необходимо будет работать;
- сложность выполнения работы;
- используемый резак.
Кстати, рекомендуется самостоятельно покупать баллоны с газом! Многие компании его продают по слишком завышенной стоимости (порядка 1000 рублей за баллон ацетилена, хотя его рыночная стоимость – порядка 400 рублей).
Также учитывается, сколько работа будет требовать времени. В среднем, час работы мастера оплачивается примерно в 300 рублей. Вот заранее можете и подсчитать, во сколько вам обойдутся услуги по резке металла!
Ну и напоследок следует рассказать о тех случаях, когда выполняется некачественная работа. Очень часто многие используют вместо ацетилена – его дешевый аналог пропан или пропилен. Или же пользуются более дешевыми резаками, чем были ими же заявленные.
У модели Р1-01 сдвоенное сопло с золотым креплением (золотистого цвета), а вот в Р2-01 – стальное крепление (имеет черный или медный оттенок).
Кстати, стоит резак Р1-01 не так уж и дорого, так что можете его даже приобрести! Средняя стоимость – в пределах 900-1000 рублей за штуку. Ну, конечно же, необходимо будет приобрести два баллона – с кислородом и нагревателем, ну и транспортный воз.
В среднем – весь комплект вам обойдется в 3000 рублей, не дороже. Его достаточно будет для 3 часов резки металла. Для домашних потребностей – это более, чем достаточно.
И при работе с газовым резаком, обязательно соблюдайте правила безопасности! А это – использование защитной маски, комбинезона и перчаток. Перчатки – обязательный элемент!
Общая информация
Для начала напомним о технологии. Газовая сварка и газовая резка — это метод сварки/резки металла с использованием кислорода и ацетилена (или любого другого горючего газа). Кислород и газ используются по отдельности и поставляются в баллонах. Эта технология широко применяется даже в 21 веке, поскольку позволяет осуществить сварку и резку без электричества.
Суть технологии проста. К баллонам с газом и кислородом с помощью шлангов подсоединяется газовая горелка, которая используется для смешивания и последующей подачи этой смеси. При выходе из сопла смесь поджигается. Температура при горении газа и кислорода может достигать 3000 градусов по Цельсию, и этого более чем достаточно для плавления большинства металлов. Швы формируются либо за счет основного металла, либо с применением присадочной проволоки.