Типы резцов для строгальной обработки металла
Усилие на режущий инструмент в процессе резания равняется силе сопротивления металла. Под воздействием этого усилия кромка режущего инструмента проникает в заготовку, срезает слой обрабатываемого металла, что приводит к образованию стружки. Это обусловлено упругопластичными деформациями при сжатии материала, которые приводят к изменению его кристаллической структуры и сдвигам в точке воздействия с учетом максимальных касательных напряжений под определенным углом, который необходимо подбирать с учетом выбранных режимов строгания и свойств металла. Скорость строгания будет зависеть от выбора подачи движения резца и перемещения обрабатываемой детали.
При строгальной обработке металла форма заточки и размеры резца будут существенно влиять на усилия, происходящие в процессе обработки, а значит, на степень износа кромки режущего инструмента и параметры шероховатости и прочности поверхности. С уменьшением угла заточки кромочной поверхности инструмента значительно ухудшится врезание в металлическую структуру металла, увеличатся силы резания, что приведет к снижению качества обработки поверхности, но зато существенно уменьшит изнашиваемость резца.
Резцы также подразделяются по следующим параметрам:
- назначение;
- форма резцовой базовой оправки;
- расположение режущей пластины относительно стержня (существуют право- и левосторонние резцы).
По видам и геометрической форме поверхностей резцы подразделяются на проходные, фасонные, отрезные и подрезные.
В процессе строгальной обработки металла по форме резцы могут использоваться прямые или отогнутые. Первые являются наиболее востребованными, так как ими просто пользоваться, но коэффициент жесткости у них невысокий, поэтому используются они преимущественно для предварительной черновой обдирки металлических заготовок. Кроме этого, при включении оборудования, чтобы не испортить заготовку, необходимо следить за тем, чтобы все движения выполнялись плавно.
Изогнутые резцы более универсальны, их преимущественно используют для выполнения окончательной обработки деталей. Такие резцы могут за одно движение снимать слой металла до 1 мм, а, в отличие от резцов прямого типа, при повышенных усилиях нажима на обрабатываемую деталь изогнутые резцы могут отпружинить, благодаря чему на поверхности исключено появление зазубрин.
Скорость движения инструмента при строгальной обработке металла регулируется с помощью коробки передач, установленной внутри станка и состоящей из нескольких пар шестеренчатых колес. Непосредственное влияние на выбор скорости оказывает плотность обрабатываемого металла.
Первые движения резца при обработке необходимо производить с маленькой скоростью подачи, чтобы избежать резких ударов о заготовку и не испортить деталь и режущий инструмент. При таком виде механической обработке плотных и твердых материалов необходимо применять повышенные скорости. А пластичные и мягкие металлы обрабатываются медленно, чтобы не происходило налипания стружки к кромке режущего инструмента и не возникали температурные деформации детали. Для повышения производительности устанавливают сразу несколько более широких резцов с твердосплавными режущими кромками, что способствует не только ускорению процесса, но и повышению качества при строгании.
Фрезерные станки
Фрезерование позволяет создавать у деревянных заготовок элементы сложной формы, предназначенные для формовки деталей, выполнения их соединений, а также несущие декоративную функцию. Работы выполняются при помощи вращающихся фрез. Движение заготовки обеспечивается, как правило, перемещением рабочего стола в трех плоскостях. Фрезерные станки делятся на три больших класса в зависимости от конфигурации:
- Вертикально-фрезерные — имеют вертикально расположенный шпиндель, который, в некоторых моделях, также выполнен подвижным относительно горизонтально оси. В зависимости от особенностей конструкции выделяют консольные и бесконсольные вертикально-фрезерные станки.
- Горизонтально-фрезерные — шпиндель расположен над столом горизонтально и допускает, в отличие от вертикальной конструкции, двухточечное крепление фрезы.
- Универсально-фрезерные — повторяю, по сути, горизонтальную конфигурацию, однако имеют поворотное устройство стола, позволяющее изменять расположение заготовки относительно шпинделя без ее снятия.
В последнее время в производство массово внедряются фрезерные станки с копировальными устройствами и ЧПУ. В этой нише такая автоматизация особенно необходима из-за специфики и сложности технологического процесса фрезерования сложных поверхностей.
Вопросы поставщику по этому лоту
| 18 |
вопрос задан
Здравствуйте. Стоимость шлифовки станины ТВ-6?
| Ответ продавца Вам станину только или все направляющие? |
| 18 |
вопрос задан
Под станиной имел ввиду все направляющие и плоскости… а что подразумевается под » шлифовкой станиной»? Спрашиваю, чтобы поняли друг друга..
| Ответ продавца Ответил в личку |
| 126 |
вопрос задан
Здравствуйте, такой же вопрос по 250ИТВМ (если всю геометрию до паспортных значений)
| Ответ продавца Ответил |
| 75 |
вопрос задан
Стоимость шлифовки станины mn80 ?
| Ответ продавца Шлифовка станины mn80 будет в районе 35 т.р. |
| 104 |
вопрос задан
интересует шлифовка станины иж250итвм .стоимость и сроки какие?
| Ответ продавца 25-30 т.р. в зависимости от износа. Срок 10 рабочих дней. А где станок находиться? |
| 144 |
вопрос задан
сколько будет стоить поправить плоскости у метровой угловой линейки материал чугун 3 плоскости примерно 80-1000мм сейчас прогиб 2-3 сотки
| Ответ продавца здравствуйте. я не возьмусь за такую работу дешевле будет купить другую. у меня есть ут -1000 с углами 60/75/45 |
| 69 |
вопрос задан
вал шпинделя можете восстановить износ 2-3 сотки Dнар. 50 мм длина 250 мм ( восстановить нужно только 2 шейки шириной по 30мм)
| Ответ продавца Восстановить можно напылением до 0.2мм. я сам такое не делаю спрошу сколько это стоит. И придется шлифовать до нужных размеров. Ни в коем случае нельзя делать наплавку на шпиндель его очень сильно ведёт! |
| 69 |
вопрос задан
| 17 |
вопрос задан
Добрый день. 1к62 шлифовка станины. Цена? На чем шлифуете. Ласточкин хвост на каретке относительно оси винта сделаете?
| 10 |
вопрос задан
Здравствуйте. Можно узнать стоимость шлифовки станины и всех направляющих ТВ-4?
| 25 |
вопрос задан
Здравствуйте. шлифуете с СОЖ или в сухую? Много ли выйдет шлифовка станины TOS SV18RA(РМЦ 1 м),только станина,направляющие каретки и ЗБ,у каретки износ не очень большой по прикидкам до 0.2мм
| 17 |
вопрос задан
здравствуйте.шлифовка или фрезеровка направляющих каретки и шабровка поперечных направляющих? 1м61
| 34 |
вопрос задан
Добрый день! Сколько будет стоить шлифовка или фрезеровка стола сверлильного 2н125л 700х600 съём 0.2?
| 25 |
вопрос задан
Здравствуйте. шлифуете с СОЖ или в сухую? Много ли выйдет шлифовка станины TOS SV18RA(РМЦ 1 м) станина,направляющие каретки и ЗБ,у каретки износ не очень большой по прикидкам до 0.2мм
| 4 |
вопрос задан
Здравствуйте. Восстановить геометрию ластохвоста поперечной подачи твш3 сколько стоит?
| 5 |
вопрос задан
Здравствуйте. Напишите, сколько будет стоить щлифовка направляющих станины, каретки и поперечных направляющих станка ТВ-4
| Ответ продавца Ответил в личку |
| 5 |
вопрос задан
станок ВМ127 вогнать в паспортную точность , станок в Москве.
| Ответ продавца Сложно сказать если все направляющие делать районе 200 т.р. в зависимости от износа. Если без вертикальных направляющих в 2 раза дешевле. |
| 5 |
вопрос задан
Здраствуйте.Сколько будет стоить восстановление на супорте поперечной передачи,с изготовлением нового клина для него.и на задней бабки новой пиноли с востоновлением посадки в зб.
| 5 |
вопрос задан
Станок тв4
| Ответ продавца Ответил в л.с. |
| 69 |
вопрос задан
Здравствуйте! Интересует шлифовка всех направляек станины ТВ4. Какова цена на данный момент?
| 15 |
вопрос задан
Напишите уже здесь цену по шлифовке всех плоскостей тв-4/6, а то в личку…
| Ответ продавца Цена по шлифовке станины, каретки и суппорта и площадки задней бабки. Наклеивание накладок текстолит для восстановления высоты на каретку, суппорт и клинья. Вот такая процедура стоит 25 т.р. |






вопрос задан
Добрый день . Находимся в Тюмени , станок 1к62. Ропепечка , ласточкин хвост, клин . Направляющие , вообщем все кроме мех части . Расточка зад. Бабки . Все геометрия . Цена вопроса , сроков , станков несколько , начнем с одного , все пойдет , остальные сделаем . Можем станок вам привести .
| 35 |
вопрос задан
Добрый день. Подскажите ,пожалуйста, стоимость работ по шлифовке станины, каретки и суппорта и площадки задней бабки, наклеивание накладок текстолита для восстановления высоты на каретку, суппорт и клинья на станке 16Б05П.?
вопрос задан
Здравствуйте!Какова стоимость шлифовки всех направляющих станка 16Б20П?
| Ответ продавца Ответил |
| 15 |
вопрос задан
Здравствуйте сколько будет стоить шифовка станины 1к62 рмц 1м
У этой страницы есть короткий адрес: https://dirlot.ru/lot/209725
Обзор моделей токарных мини-станков
Если перед вами стоит задача приобрести токарный станок по дереву для бытового использования, то при поиске оборудования выбор следует делать в пользу импортных моделей. И дело здесь не только в том, что станки отечественных компаний отличаются более низким качеством в сравнении с зарубежными аналогами. Импортные модели токарных станков по дереву имеют более высокий класс мощности.
Самодельный министанок по дереву.
Они могут использоваться в промышленных целях. Выбор такого оборудования достаточно большой. Вне зависимости от страны производителя большинство моделей собираются в Китае
Поэтому, выбирая такое оборудование для своей мастерской, необходимо обращать внимание на такие параметры, как цена, качество и функциональность. Лучшим выбором будет станок, у которого соотношение этих параметров оптимальное
Proma DSO-1000
Если говорить о самой доступной модели импортного токарного станка по дереву, то таковым является чешский агрегат Proma DSO-1000. Его минимальная стоимость составляет 6500 р. Он обладает мощностью 400 Вт. У него имеется возможность для регулировки частоты вращения шпинделя в диапазоне от 850 до 2500 об/мин. Вес этого станка составляет 35 кг. Он отличается достаточно компактными размерами:1450х250х370 мм.
Proma DSO-1000.
HolzStar DB450
Если вы ищите станок с оптимальным соотношением цены и качества, то вам следует обратить внимание на модель HolzStar DB450. Этот станок китайского производства имеет минимальный ценник 12000 р
В своем оснащении этот токарный мини-станок имеет станину, выполненную из чугуна, благодаря которой при его использовании вибрация минимальна. А это означает, что при совершении операций обработка мелких деталей будет производиться с высокой точностью. Однако главное преимущество этого оборудования перед конкурентами — высокая скорость вращения шпинделя. Этот параметр можно изменять в диапазоне от 500 до 3150 об/мин. Что касается мощности оборудования, у этого станка этот параметр составляет 370 Вт. Вес станка равен 38 кг, а его габариты невелики — 820х300х430 мм.
HolzStar DB450.
JET JWL-1220
Еще одна модель, о которой стоит сказать — китайский токарный станок JET JWL-1220. От моделей, представленных выше, он отличается своей высокой ценой. Минимальная стоимость этого оборудования составляет 18500 р. Однако, платя такие деньги, вы получаете оборудование с большой мощностью 750 Вт. Основной элемент этого оборудования (станина) выполнен из серого чугуна. Из него же изготовлен ряд важных элементов этого станка. Благодаря выбору такого материала при совершении операций на этом оборудовании исключены вибрации. Двигатель, которым снабжен этот станок, имеет 6 скоростей и два режима.
При использовании первого режима частота вращения варьируется в диапазоне от 400 до 3300 об/мин. Второй имеет плавную регулировку от 500 до 3900 об/мин. Этот токарный станок можно легко зафиксировать, используя быстрозажимной рычаг. В оснащении станка имеются резиновые ножки, благодаря которым его смещение при совершении операций исключено. Дополнительно с комплектом оборудования производитель предлагает удлинитель станины длиной 710 мм. Что касается веса этого оборудования, то он составляет 45 кг.
Таблица сравнительных характеристик современных моделей токарных станков по дереву.
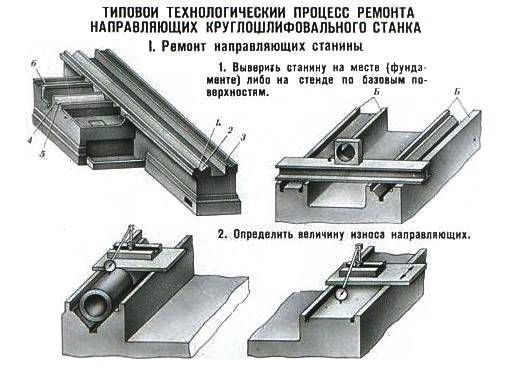
Шлифовка направляющих
В ходе шлифовки выполняют операции в этой очередности:
- запиливают и зачищают поверхностные забоины и задиры;
- станину прикрепляют на плите продольно — строгальной установки;
- уложенным на уровне задней бабки уровнем измеряют степень извернутости направляющих;
- если понадобится поправляют провисание конструкции при помощи компенсирующих подкладок и клиньев;
- еще раз меряется извернутость, измерительные результаты должны совпасть с первыми;
- поверхность направляющих зашлифовывается мелокоабразивной шлифовальной чашей.
После восстановления поверхности направляющих станок устанавливается на свой фундамент и на него фиксируются раньше снятые двигающиеся части.

За служебный срок станка подобную операцию выполняют пару раз, возвращая его к энергичному производственному использованию
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Основное назначение
Назначение станины определяется ее ролью среди компонентов станка.
Она является одной из основных деталей и предназначена для выполнения следующих функций:
- крепление и размещение в определенном пространственном порядке всех остальных деталей и узлов изделия;
- восприятие, распределение и передача на фундамент статических и динамических нагрузок, вызываемых весом деталей и возникающих в процессе работы станка;
- создание условий для перемещения рабочих органов станка и заготовок с необходимой точностью по направляющим и рабочим столам.
Кроме того, она выполняет и вспомогательные функции — защиту элементов конструкции от воздействия внешней среды.
Делаем станок из дрели
Дрель будет отлично смотреться в виде привода к токарному устройству.
Этим элегантным решением вы сэкономите приличные деньги и значительно упростите себе жизнь, потому что у него целый ряд отличных преимуществ:
- Модульность аппарата: он просто собирается и разбирается. Дрель без каких-либо затруднений отсоединяется от станины и присоединяется обратно.
- Такая модель весьма транспортабельна, с ней можно работать везде – хоть на даче, хоть в гараже.
- Значительная экономия средств: не нужно закупать дополнительные сменные насадки или ременную передачу.
Поскольку станок легкий и компактный, нет нужды сооружать устойчивую станину, вполне достаточно будет верстака или стола. Фиксация дрели производится с помощью хомута и струбцины.
Конструкция и размеры токарного станка.
Расширение функций токарного устройства из дрели можно произвести с помощью дополнительных насадок и других приспособлений. У вас могут получиться великолепные самодельные станки по дереву.
Есть, конечно, и минусы. На аппарате из дрели вы не сможете обрабатывать детали большого размера. Можно попытаться усовершенствовать модель в этом направлении. К примеру, добавить ременную передачу и усложнить станок для увеличения числа оборотов.
Но овчинка не стоит выделки: он потеряет свои главные преимущества в виде простоты и легкости. Таким образом, самодельный аппарат из дрели имеет смысл лишь в случаях, когда идет работа с некрупными деталями.
Токарный станок из дрели способен на многое: на нем можно не только обрабатывать детали. Но и работать с красками – наносить их на заготовку во время ее вращения. Это и самодельный станок по дереву.
Намотка проволоки на трансформатор, нанесение разного рода насечек на поверхности деталей – только некоторые примеры использования многофункционального станка из дрели и токарного резца по металлу.




Что такое станина
Станина — это основа конструкции станка. На нее крепятся все остальные подвижные и неподвижные детали и узлы. Через нее механизм опирается на фундамент. Станина воспринимает на себя все усилия, возникающие при воздействии инструмента на заготовку. От определенных точек на станине, выбранных началом координат, отсчитываются перемещения движущихся частей станка. В нее входят такие компоненты, как:
- корпусные элементы;
- поперечные, продольные и вертикальные крепления и ребра жесткости;
- направляющие.
Станина – наиболее долгоживущая часть станка, рассчитанная на все время его эксплуатации. Двигатели, привода и рабочие органы могут много кратно заменяться по мере износа, направляющие лишь подвергается периодическому ремонту. Направляющие служат для продольного, поперечного или вертикального перемещения подвижных узлов механизма.
Направляющие бывают двух видов:
- незамкнуты, применяемые при обработке деталей большой и средней массы и небольших опрокидывающих моментах;
- замкнутые, используются при средних массах деталей и значительных опрокидывающих моментах.
Подвижные узлы могут перемещаться, скользя по направляющим, либо использовать роликовые или шариковые опоры.
Кроме передачи, распределения и компенсации усилий, станина также должна быть способной гасить колебания различной частоты, возбуждающиеся в механизме во время его работы.
https://youtube.com/watch?v=SNAKlrlLhR8
Описание некоторых групп токарных станков
Лобовые станки
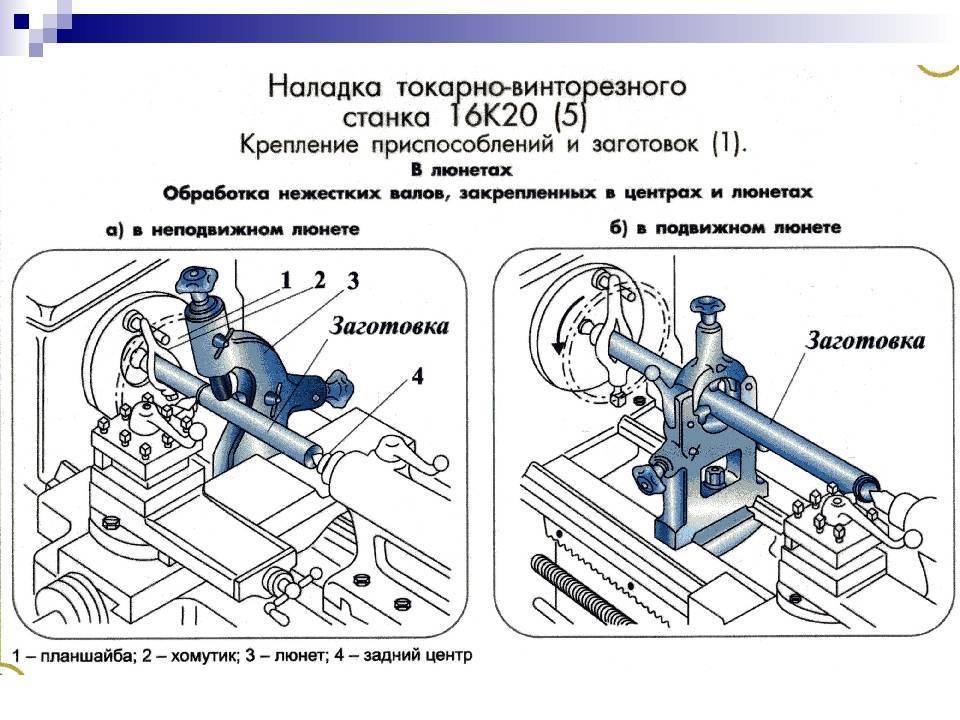
Токарные лобовые станки созданы для изготовления деталей до 4 метров в диаметре. Назначение станков, имеющих такие технические характеристики, для вытачивания на них цилиндрических и конических деталей. Но так же на широких заготовках, размещаемых на планшайбе, могут проводиться и другие работы по металлу, такие как нарезание бороздок, выборка фасок и многое другое. На лобовых станках производятся тяжёлые и разнообразные работы, что накладывает отпечаток на его технические характеристики. Токарно-винторезные станки по сравнению с лобовыми имеют более сложную конструкцию.
Рабочая часть лобового станка состоит из:
- плиты;
- суппорта и его основания;
- передней и задней бабок;
- планшайбы.
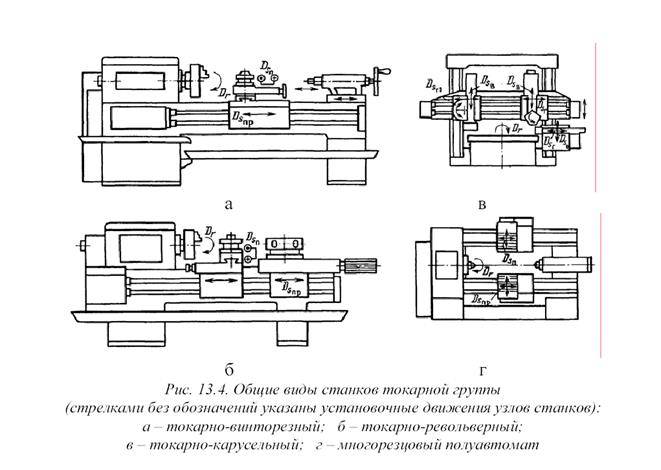
Токарно-карусельные станки
Схема карусельных станков немного сложнее. Он имеет:
- станину;
- планшайбу;
- пульт управления;
- револьверную головку с несколькими позициями (например, 5);
Оснащён:
- вертикальным револьверным суппортом;
- двумя коробками передач;
- траверсами;
- боковым суппортом;
- 1 или 2 стойками (в зависимости от конструкции и назначения):
- маховичком и боковым маховичком;
- держателем резцов на 4 предмета.
На токарно-карусельных станках обрабатываются детали диаметром от 2 метров. Каждая из моделей токарно-карусельных станков может обрабатывать заготовки различного диаметра. Увеличение диаметра заготовки в 1,26 раза требует увеличения рабочей площади станка. Массово производились 6 видов карусельных станков, со схожими технические характеристики, которые могли обрабатывать заготовки следующих размеров:
- 2-метровые;
- 2 м 52 см;
- 3 м 18 см;
- 4 м;
- 5 м 4 см;
- 6 м 35 см.
При необходимости производства деталей превышающих показатель 6,35 метра, на заказ изготавливаются специализированные станки с уникальными техническими характеристиками. Высчитать необходимый размер рабочей площади следующей в ряду модели не сложно, достаточно предыдущее значение умножить на 1,26.
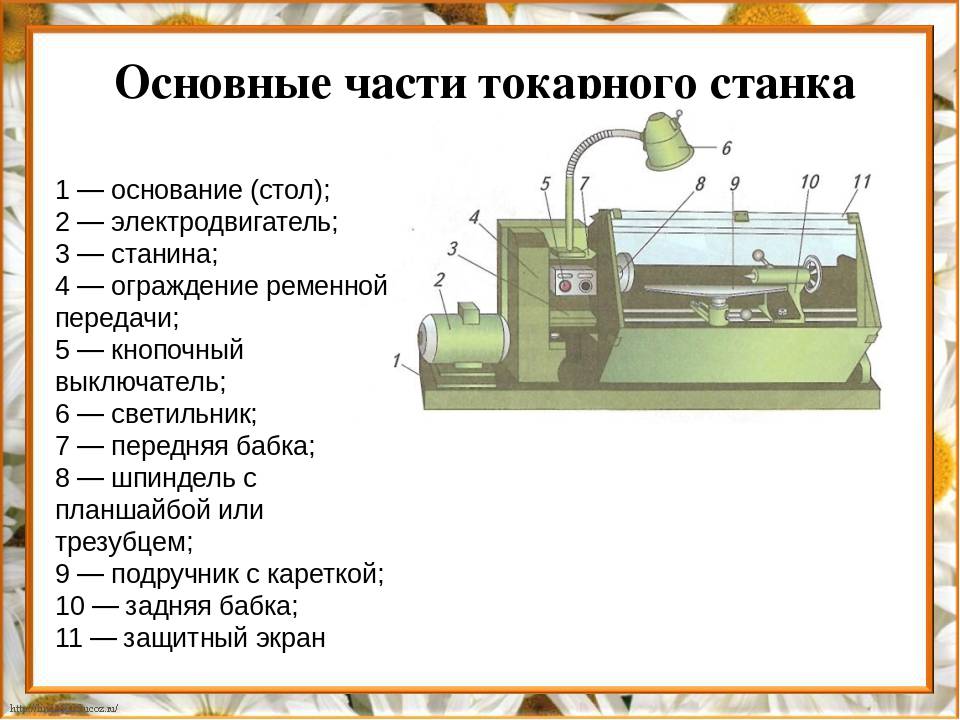
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.
Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.
Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.
Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Если станок с автоматической подачей, то в нем есть ходовые винт и валик. Они используются для выполнения работ высокой сложности.
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
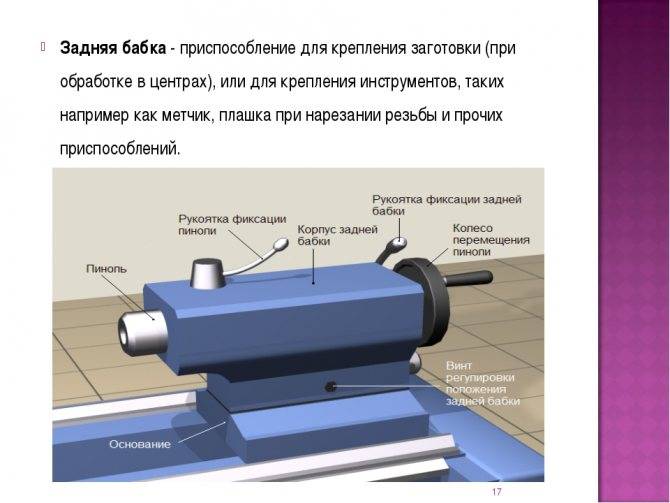
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.
Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Виды станин станков
Различают два основных вида изделия:
- горизонтальные опоры;
- вертикальные стойки.

Для горизонтальных их форма и сечение выбираются исходя из следующих факторов:
- оптимальное размещение узлов и деталей;
- автоматизированное или ручное удаление стружки и других отходов производства;
- минимальные помехи для подведения передач и коммуникаций к двигателям, приводам, рабочим органам;
- отведение охлаждающей жидкости и стружки;
- обеспечение расчетных показателей прочности, жесткости, вибропоглощения и шумоподавления;
При проектировании вертикальных стоек максимальное внимание уделяют их жесткости. Для этого выбирают наилучшую форму сечения, комбинируя полые объемы со сплошным литьем, вводя дополнительные стенки, перегородки и ребра жесткости. При проектировании люков и ревизий, через которые осуществляется диагностика и техническое обслуживание механизмов, приходится достигать компромисса между удобством сервисных работ и требованиями сохранения жесткости
При проектировании люков и ревизий, через которые осуществляется диагностика и техническое обслуживание механизмов, приходится достигать компромисса между удобством сервисных работ и требованиями сохранения жесткости.
Для станин более легких станков становятся доступны и прямоугольные, и даже треугольные сечения.
Станины также разделяются на монолитные и сборные, состоящие из нескольких отдельно отливаемых и обрабатываемых деталей, которые соединяются в единое целое разъемными либо неразъемными соединениями.
Токарные станки
Элементы, изготовленные на токарном станке, имеют вид тел вращения и формируются из прямых заготовок методом последовательного кругового снятия слоя материала. Конечный продукт обработки применяется в строительстве и производстве мебели в качестве крепежных, корпусных и декоративных элементов. Токарные деревообрабатывающие станки классифицируют по мощности и максимальным габаритам обрабатываемой заготовки, важным критерием является степень автоматизации производства. В зависимости от нее выделяют:







Пример заготовки.
- Токарные станки с ручным управлением — установка и регулировка подач, скоростей и других параметров
- осуществляется непосредственно токарем в каждом конкретном случае, технологический процесс требует его постоянного участия.
- Автоматизированные токарные станки — оснащены копировальным устройством для работы по шаблонам, могут иметь некоторые автономно рассчитываемые параметры, но обслуживаются человеком.
- Автоматические токарные станки — не требуют участия человека в производственном процессе, выполняют работу в соответствии с заложенным программным обеспечение, могут вносить гибкие изменения в ход работы в соответствии с логическими алгоритмами. Крайне дорогостоящее оборудование, использующееся на крупных производствах.
Резцы металлообрабатывающих станков
Резец – основной инструмент, использующийся в обработке металлических поверхностей. Резец незаменим для токарного производства, строгальных и долбежных работ.
Современные установки могут оснащаться несколькими резцами, что значительно ускоряет рабочий процесс и влияет на конечное качество изделия. Чем больше резцов установлено на станке, тем лучше для будущего изделия.
Модели станков различаются возможностью множественной установки резцов. Поэтому установки подразделяют на:
- односторонние;
- двухсторонние;
- четырехсторонние.
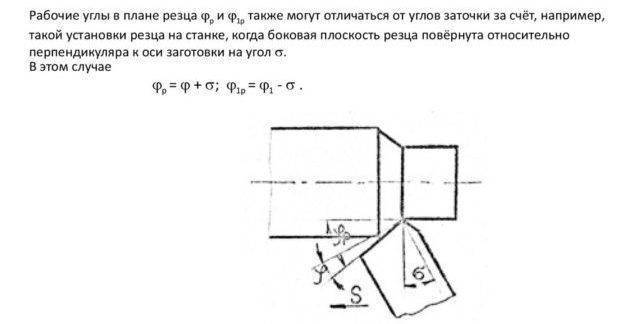 Геометрические параметры строгального резца Используемый инструмент напрямую влияет на качество резки и будущее изделие. Резцы кардинально различаются своими свойствами. Особенно важен материал режущей основы резца (головки). Не менее важны размеры стержня резца, а также его форма. Инструмент различают по типу и выбирают именно тот, что понадобится в той или иной работе.
Геометрические параметры строгального резца Используемый инструмент напрямую влияет на качество резки и будущее изделие. Резцы кардинально различаются своими свойствами. Особенно важен материал режущей основы резца (головки). Не менее важны размеры стержня резца, а также его форма. Инструмент различают по типу и выбирают именно тот, что понадобится в той или иной работе.
Таких видов несколько:
- подрезной;
- проходной;
- фасонный;
- отрезной;
- чистовой.
 Строгальные резцы
Строгальные резцы
Ремонт станины
Не обращая внимания на большое качество материалов и точность изготовления, в рабочий период станина испытует большие нагрузки и неизбежно снашивается. Наиболее видны данные процессы на поверхности направляющих, теряющей собственные геометрические и свойства прочности.

Для восстановления рабочих параметров проходит периодический или внеплановый ремонт направляющих. Для выполнения операции шабрения со станка убираются двигающиеся части, а сама станина крепится на жёстком тяжелом фундаменте. Дальше операция проходит в следующей очередности:
- исследуется линейность продольного и поперечного профиля с применением рамного уровня;
- если отклонение превосходит 0,02 мм на метр погонный, проводят шабрение одной из направляющих с использованием линейки и краски для поверки;
- параллельно находится под контролем степень извернутости;
- после доведения отклонения до заданных значений переходят ко второй направляющей.
После шабрения проводят шлифовку поверхности.