Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
 Особенности сварки алюминия аргонодуговой сваркой.
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 – 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 – 300°С.
 Марки электродов и области применения. Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
Марки электродов и области применения. Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень – из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Требования к электродам по алюминию
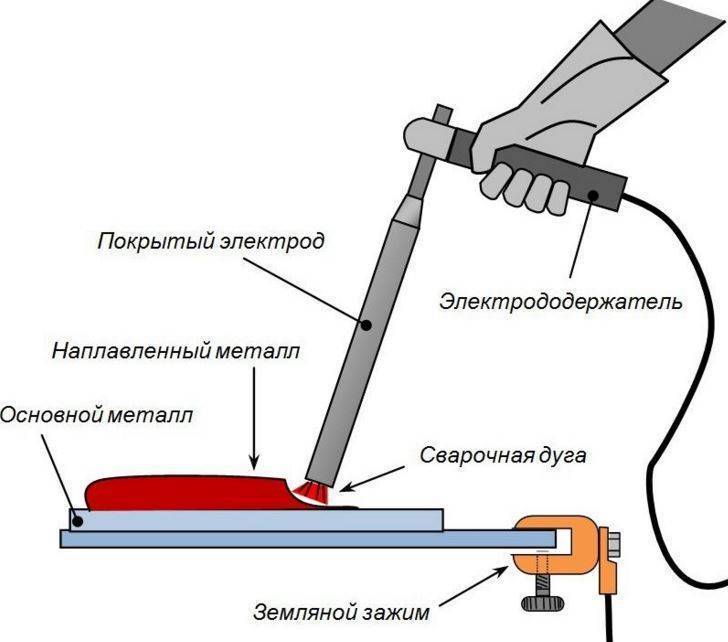
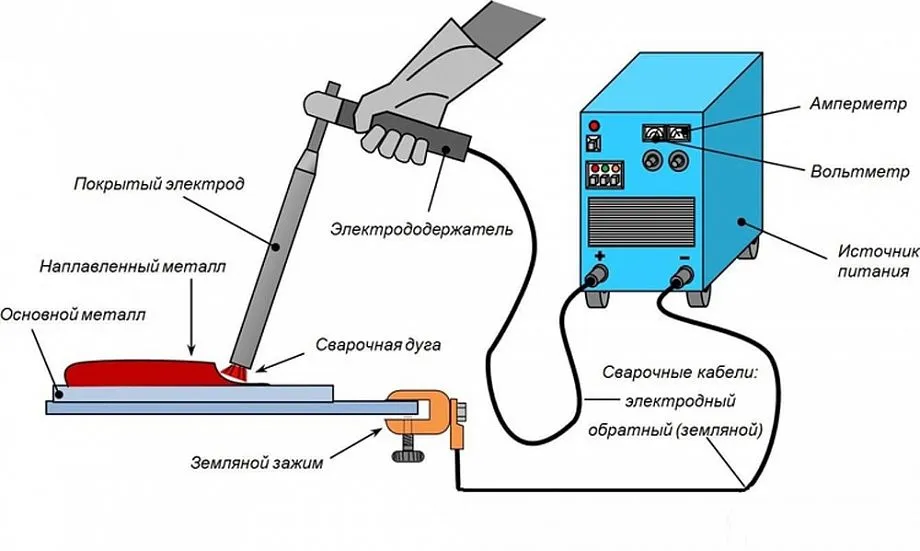
Стандартный электрод для сварки алюминия вручную имеет угольный или металлический стержень с покрытием, которое разрушает оксидную пленку и одновременно защищает расплав в зоне стыка от преждевременного контакта с атмосферным воздухом.
Для выполнения работ в бытовых условиях используется инвертор с выпрямительным блоком для получения постоянного напряжения. Аппарат пригоден как для соединения малогабаритных элементов, так и для заделки трещин в корпусах узлов, отлитых или отштампованных из алюминиевых сплавов.
Электрод защищает расплав от преждевременного контакта с воздухом.
Если применяется плазменная установка, то оборудование рассчитано на использование вольфрамового стержня диаметром 1,5 мм, который не плавится в процессе сварки. В зону дугового разряда подают присадочную проволоку из алюминиевого сплава. Технология отличается повышенной скоростью выполнения работ и предусматривает использование переменного тока.
При автоматической сварке в зону соединения подают флюс и присадочную проволоку.
Необходимые легирующие компоненты в составе электродов
Алюминиевые электроды имеют центральный сердечник из проволоки, которая может содержать присадки:
- марганец, повышающий устойчивость расплава к коррозии;
- кремний, улучшающий свариваемость деталей;
- магний, обеспечивающий повышение прочности стыка;
- кремний с магнием, позволяющие улучшить термическую устойчивость шва.
Электроды для инвертора
Специализированных деталей из технически чистого алюминия или сплавов для инверторной сварки не существует. При присоединении инвертора необходимо выбрать постоянный ток и подключить провода по схеме обратной полярности (отрицательный полюс – к заготовкам). Подобная технология позволяет разрушать оксидную пленку дугой, при прямой коммутации варить алюминий инвертором затруднительно.

Качественные электроды для сварки инвертором дают хороший шов.
Характеристики для дуговой сварки
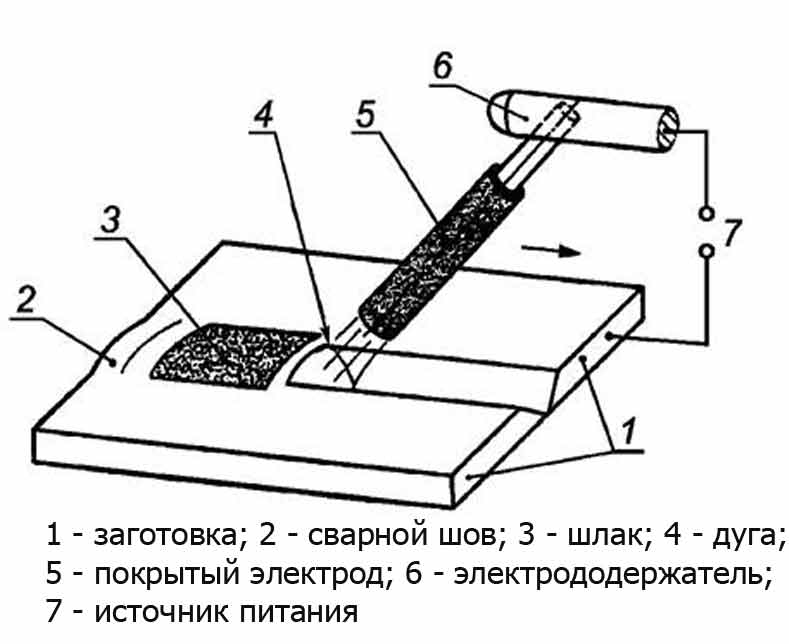
При проведении дуговой сварки плавящимся электродом формируется постоянный разряд, обеспечивающий быстрый переход материала стержня в жидкое (а также газообразное) агрегатное состояние.
Сварка алюминиевых деталей занимает в 2-3 раза меньше времени, чем соединение стальных листов с аналогичными габаритами. Поскольку при остановке электрода на наконечнике стержня и поверхности шва образуется слой шлака, то повторный розжиг дуги затруднителен. Опытные сварщики формируют шов до полного израсходования длины электрода.

Электроды для дуговой сварки.
Поверхность стержней для сварки алюминиевых сплавов покрыта плотным слоем, состоящим из соединений хлора и фтора с щелочными или щелочноземельными металлами. При горении дуги флюс вступает в химические реакции с оксидной пленкой, формируя нерастворимые в алюминии шлаки, которые затем удаляют с поверхности шва механическим способом.
Особенности для дюралюминия
Помимо стандартных электродов для алюминия (которые теоретически подходят и для работы с дюралем), существуют специальные изделия, которые отличаются химическим составом стержня и покрытия. Например, шведский производитель ESAB выпускает продукцию под маркой ОК-9620 или ОК-9650, рассчитанную на дюралюминий.

Шведский производитель электродов ESAB.
Список важнейших параметров
Алюминий — металл очень распространенный в самых различных сферах человеческой деятельности. Также активно используются его сплавы. Это обусловлено набором его физических свойств и химических характеристик.









 Алюминий — один из самых распространенных металлов
Алюминий — один из самых распространенных металлов
Какие основные трудности возникают во время сварочных работ, связанных с этим металлом? Причины легко понять, если разобраться с главными свойствами.
Значительный уровень текучести
При воздействии высоких температур алюминий резко теряет прочность, что приводит к разрушению уже расплавленным металлом нерасплавленного. Нередко происходит так, что расплавленный металл вытекает через шов. Сложность контроля за процессом сварки в домашних условиях усугубляется тем, что алюминий не изменяет свой цвет при нагревании. Для сохранения формы сварочной ванны опытные сварщики применяют специальные керамические (или сделанные из иного металла) подкладки.
Появление оксидной пленки
Кислород имеет очень характерное воздействие на алюминий — он очень быстро покрывает его специфической оксидной пленкой, в результате чего поверхность металла приобретает гораздо более высокий уровень тугоплавкости и плотности. Кроме того, оксид мешает превращению металла в монолитный шов.
Сварка аргоном предотвращает попадание воздуха
Как не допустить появление оксидной пленки? Сварочную зону нужно защитить от контакта с воздухом. Это достигается при использовании аргоновой сварки. Кроме того, оксид можно удалить путем катодного распыления.
Еще одна отличительная особенность алюминия — обладая весьма высоким коэффициентом линейного расширения, он обладает достаточно низким модулем упругости. Из-за этого нередко происходит деформация конструкции, которую требуется сварить. Как понизить вероятность деформации? Для этого применяются разнообразные технологические приемы, т.е. электросварка в режиме оптимальном режиме, или подогрев.
Во время сварки алюминия в домашних условиях (и не только в домашних) появляется пористость в сплавах, содержащих этот металл. Почему так получается? Ответ прост: различные соединения металла имеют в своем составе водород, который выделяется через образующиеся в процессе нагрева поры. Кроме того, если в составе имеется значительное содержание кремния, то существует высокая вероятность появления кристаллизационных трещин, которые хоть и имеют малые размеры, но способны в значительной степени ослабить сварочный шов.
Дополнительная опасность, поджидающая тех, кто занимается сваркой алюминия домашних условиях — образование горячих трещин. Появляются они в результате специфических процессов, которые протекают внутри раскаленного металла, когда он начинает застывать. Как снизить до минимума риск появления трещин? Нужно применять особые модификаторы, добавляемые непосредственно в сварной шов. Еще один метод подстраховки — не располагать швы слишком близко друг к другу.
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
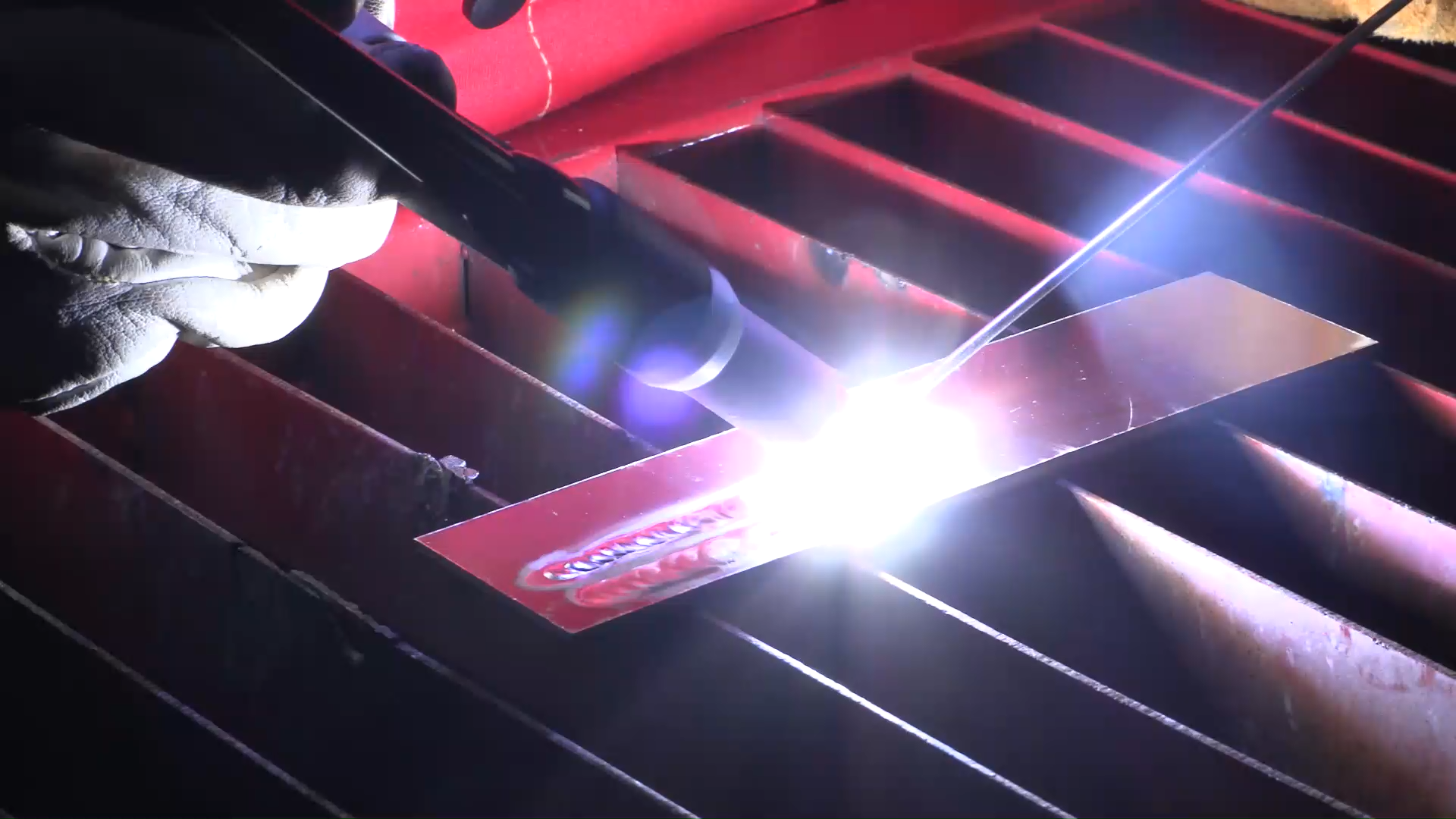
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?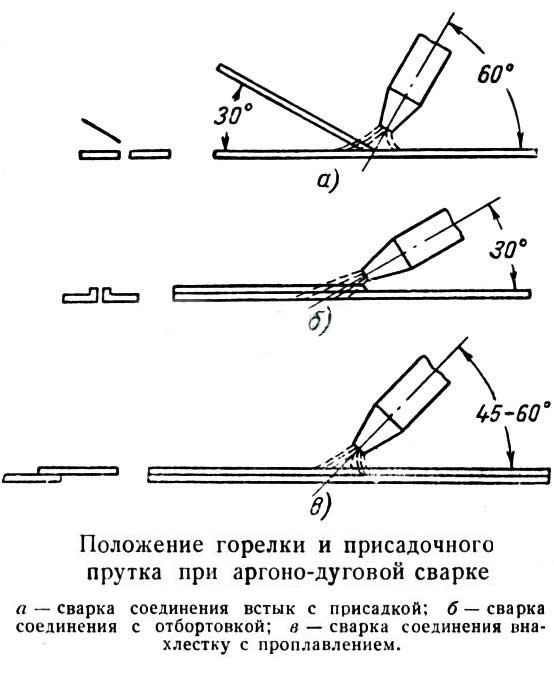
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
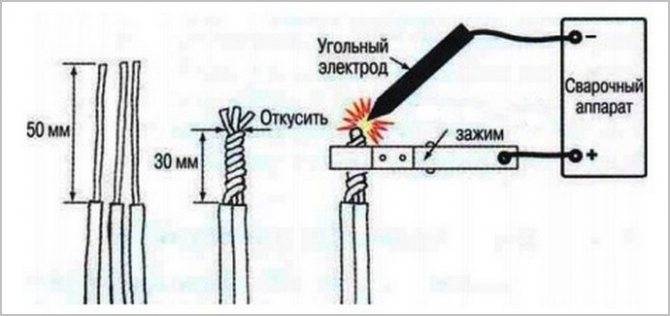
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
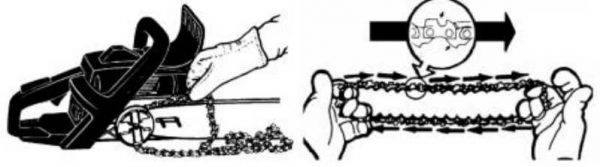
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
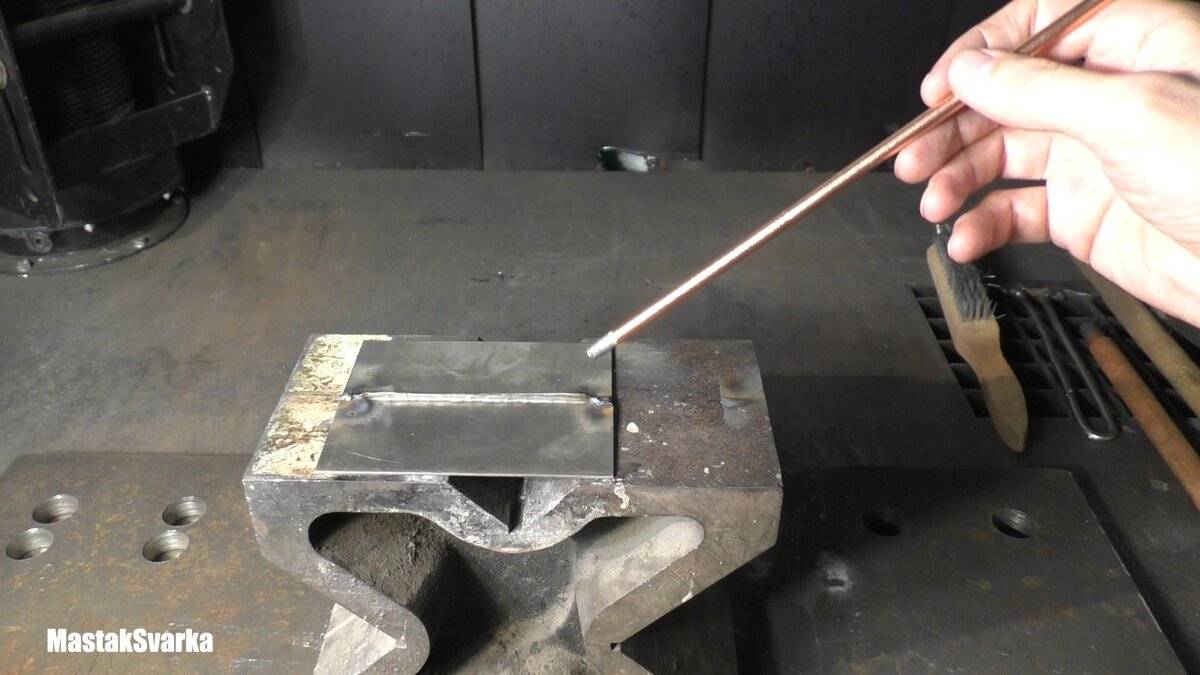
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
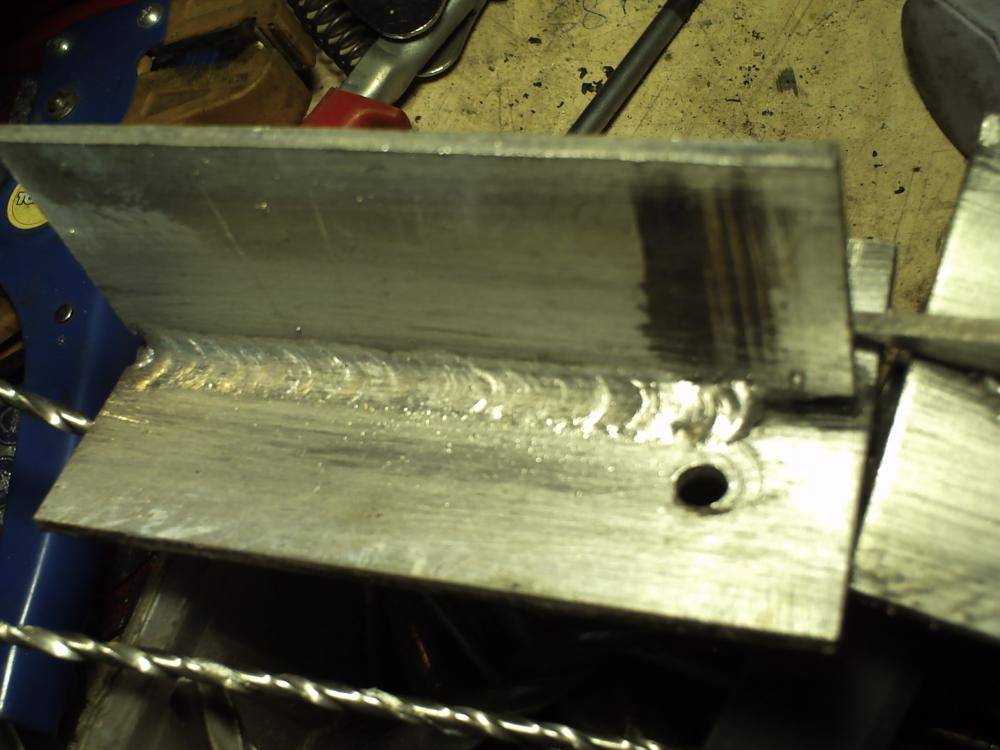
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке к этой статье.
Поиск записей с помощью фильтра:
Сварка алюминия собственными руками
Данный процесс требует определённых знаний, а также необходимо помнить и о мерах безопасности. Сварочные работы дома, процесс очень сложный, но вполне осуществимый.
Имея у себя инверторный или трансформаторный аппарат для дуговой сварки, можно не прилагая особых усилий, сварить необходимый шов. Для того чтобы начать работу, вам необходимо иметь две вещи, такие как:
- Электрод. К сожалению, не все магазины или организации знают об электродах, поэтому следует приобретать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство позволяет повышать частоту сварочной дуги, которая должна быть примерно 10000 Герц.
Также можно использовать газовую горелку, результат которой будет тоже вполне неплохим. Температура пламени при смешивании кислорода и ацетилена получается намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вместе. Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.





Технологический процесс инверторной сварки алюминия
Для того чтобы осуществить инверторную сварку алюминия в домашних условиях, нужно придерживаться определенных условий
Основное внимание нужно уделить расходным материалам, так как к самому аппарату предъявляются относительно небольшие требования
Электроды имеют несколько маркировок:
- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предназначены для работы с алюминием и другими металлами, имеющими такую же высокую энерго- и теплопроводность.
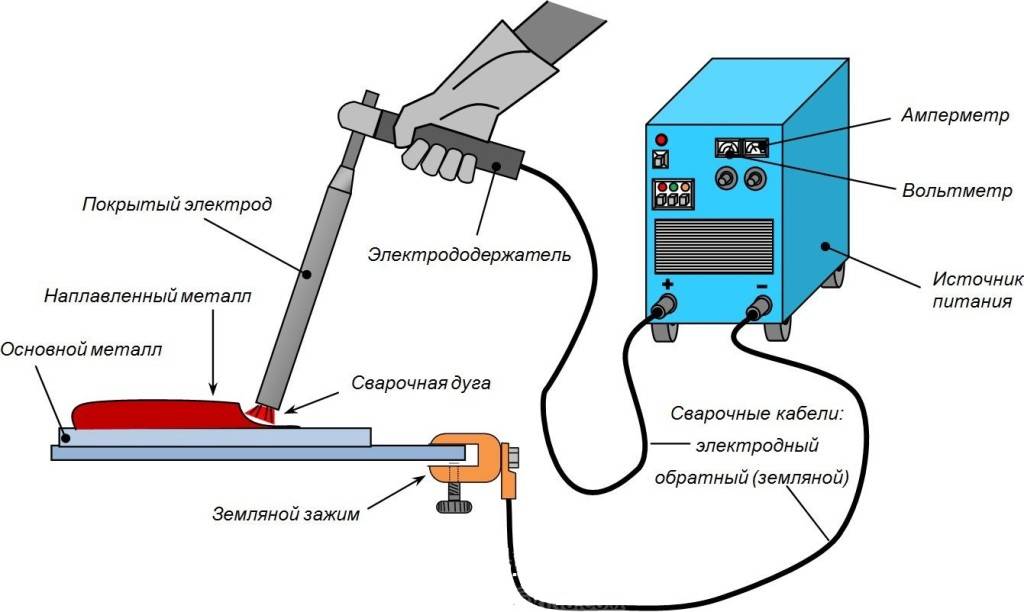
Что такое сварочные электроды и их использование
Электрод, это стрежень, предназначенный для подвода тока к свариваемому изделию. Есть два вида электродов, металлический или неметаллический. В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора может быть любой.
Во многих случаях, когда сварка алюминия подвергается неудаче, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием успеха является «прожарка расходника», которая проводится предварительно и является неотъемлемой частью работы с алюминием.
Нюансы инверторной сварки алюминия

Алюминий бывает техническим и очищенным, его температура плавления составляет 658-660°C, что для сварки несущественно. При интенсивном нагреве и без него возникают условия для взаимодействия с кислородом, и в результате образуется пленка из Al2O3 (оксида алюминия). А вот у этой самой пленки температура плавления уже достигает 2000-2200°C, что не позволяет формироваться полноценному шву. Еще одним неприятным моментом при сварке алюминия можно назвать высокую текучесть этого металла.
Конечно, все эти проблемы вполне разрешимы на техническом уровне. Чтобы не возникал Al2O3, место сварки (кончик электрода и сварочную ванну) ограждают подачей He или Ar (гелия или аргона). Но подача и использование такого защитного облака не относится к недорогим установкам, хотя, на промышленном уровне или просто при больших объемах работ покупка такого оборудования вполне себя оправдывает.
Конечно, в домашних условиях, когда потребность в сварке алюминия возникает один раз в два-три месяца, такое оборудование никто покупать не станет – слишком накладно. Для этого применяются электроды со специальным покрытием, состоящим из Li (лития), K (калия), Mg (магния), NaF (фтористого натрия) и т.п.
Виды сплавов алюминия
В сталелитейной промышленности на сегодняшний день производят пять алюминиевых сплавов широкого потребления:
- Силумин. На маркировке металла есть две или три буквы, где первая «А» указывает на алюминий, вторая, к примеру «К» на кремний и третья «Ц» – цинк. Дальше следуют цифры, указывающие на процентное содержание добавок. Например, АКЦ9, что соответствует K-7% и Zn-9%.
- АМц (Al+Mn) – ограничения по сварке отсутствуют;
- АЬг (Al+Mg) – ограничения по сварке отсутствуют;
- Дюралюминий – сваривается сложно;
- Термоуплотняемые сплавы – сваривается сложно.
Как получить качественный шов

Для получения прочного и красивого шва на алюминиевых изделиях нужно учитывать следующие факторы:
- Все изделия из любых алюминиевых сплавов покрыты Al2O3 – пленкой из оксида, о котором уже упоминалось выше. Так как для неё нужна температура плавления 2000-2200°C, то её проще очистить щеткой по металлу и работать при температуре 558-600°C. Помимо механической зачистки также применяют метод протравливания поверхности.
- Учитывая тот фактор, что воздействие O2 на Al достаточно интенсивно, обработку кромок для соединения на заготовках следует производить непосредственно перед сварочными работами.
- Вам не удастся следить за температурой сварочной ванны визуально, как на стали, так как алюминий не меняет цвет при нагреве и плавлении.
- Нагрев алюминия может оказаться катализатором для такого побочного явления, как кристаллизация, поэтому не стоит этим злоупотреблять, чтобы не утратить прочность конструкции.
Инвертор для сварки алюминия

Если вы только собираетесь покупать инверторную сварку, то основное внимание следует обращать на объем предполагаемых работ, то есть, как часто вы намерены пользоваться данным агрегатом. Если его активность ограничится применением не более двух-трех раз в месяц, что, собственно и подразумевается в этой статье, то можно просто смотреть на цену и выбирать самый дешевый, с силой тока 200 A
Но в том случае, когда вы хотите получать шов высокого качества, нужно приобретать аппарат с функциями ММА и TIG – такие модели рассчитаны не только на электроды с покрытием, но и на аргонодуговую сварку.
Специфика сварки
Если говорить начистоту, то качество выполняемых работ очень мало зависит от стоимости инвертора – дорогой агрегат, это повышенная производительность и удобство. А вот соблюдение технологии вкупе с зачисткой поверхности и тщательным подбором качественных заготовок имеет решающее слово в красоте и прочности шва.
Для домашних нужд как нельзя лучше подойдут электроды из серии ОЗАНА-1 и ОЗАНА-2. Для успешного применения при сварке заготовок толще 10 мм электроды в обязательном порядке нужно прогреть в течение получаса при температуре 200°C. Они имеют солевую обмазку и используются двух положениях – нижнем горизонтальном и вертикальном. ОЗАНА рассчитаны на переменный ток обратной полярности.
Для постоянного тока с обратной полярностью используют электроды ОЗА, которыми можно работать в двух положениях – нижнем горизонтальном и вертикальном. Они также прогреваются в течение получаса для сварочных работ с заготовками более 10 мм, только здесь температура прокаливания должна быть 250°C.
Электроды УАНА имеют почти одинаковые возможности и требования с ОЗАНА – здесь тоже нужен прогрев и есть возможность работать с чистым алюминием и его сплавами. Только сварочные положения меняются, хотя их тоже два – верхнее горизонтальное (потолочное) и нижнее (без вертикального).
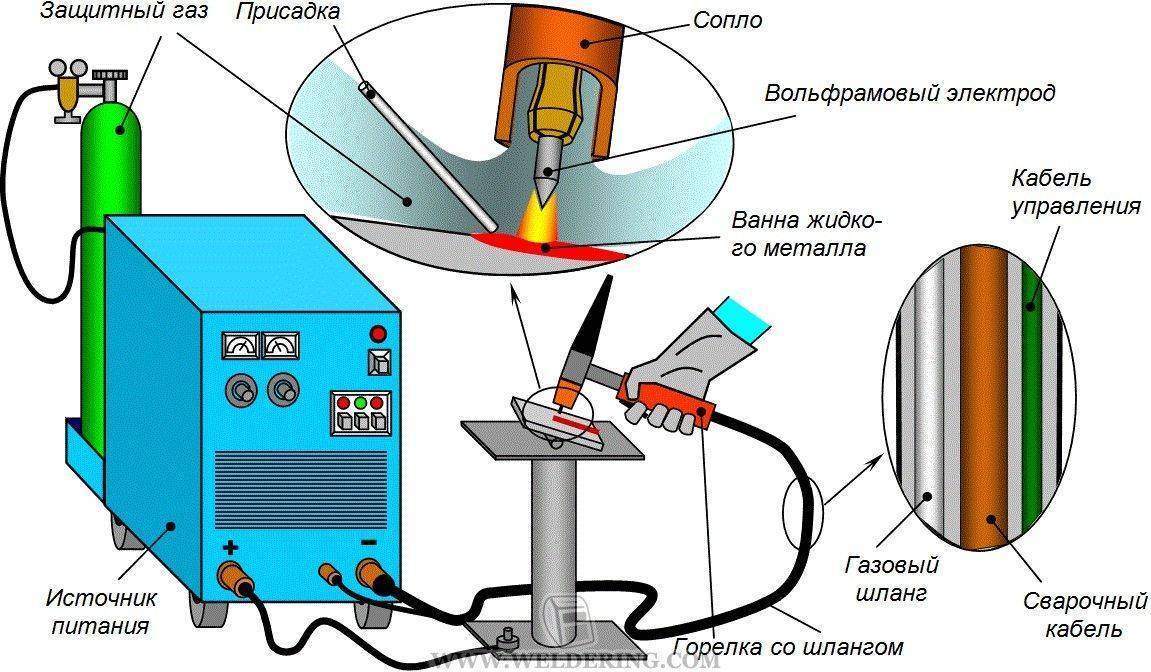
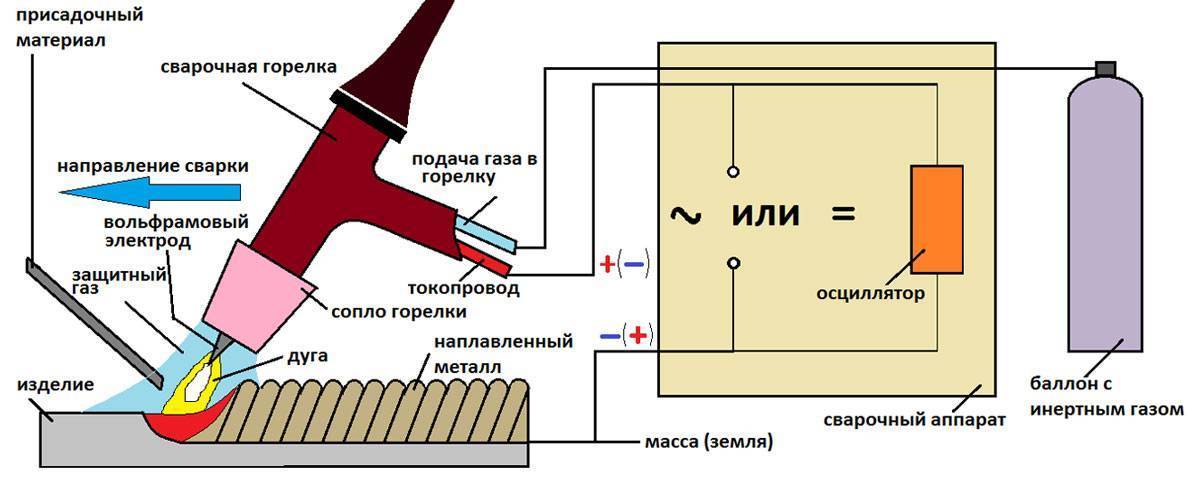
Метод электросварки вольфрамовым электродом в среде инертных газов
Положение электрода при сварке.
Режим AC TIG пользуется большой популярностью. Такой способ обеспечивает высокие показатели по прочности, и шов имеет очень эстетичный вид.





Для осуществления такой металлообработки берутся тунгстеновые электроды (сечение – от 1,6 мм до 5 мм) и специальные присадочные прутки (сечение – от 1,6 до 4 мм).
Для достижения качественного эффекта используется аргон или гелий. Главное, чтобы оба газа были максимальной чистоты. Оксидную пленку разрушает дуга, питающаяся переменным током. Во многом на качество проводимых работ влияют правильно подобранное оборудование и его комплектация.
Для правильной плавки металла необходимо соблюдать угол наклона в 70-80° между поверхностью и электродами, а 90° наклона нужны электроду и присадочной проволоки. Необходимо контролировать, чтобы длина дуги была не больше 1,5-2,5 мм.
При правильной сварке горелка идет за присадочным прутком, а не впереди. Таким образом, гарантируется защита шва. Присадочный пруток работает возвратно-поступательными движениями. Ни в коем случае нельзя использовать поперечные движения.
Чтобы был отвод тепла, применяют стальную или медную подкладку, которые выполняют роль радиатора. Сварочная ванна используется маленьких размеров. Во время сварки сварочный ток и инертный газ должны иметь прямо пропорциональный расход.
Аргон подается на 5 секунд раньше, чем поджигается дуга, и выключается на 7 секунд позже, после того как она потухла.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Подготовка металла
 Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
При этом, во-первых, с поверхностей всех свариваемых деталей (включая и присадочный материал) удаляют следы масла, жира и грязи. Для этих целей могут применять уайт-спирит, бензин, ацетон или любую другую обезжиривающую жидкость из класса растворителей.
Во-вторых, на этом этапе работ при необходимости осуществляется разделка контактной части свариваемых заготовок. Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
В-третьих, непосредственно перед сваркой с обрабатываемых поверхностей удаляется имеющаяся на них оксидная плёнка. Для этих целей используют простой напильник или специальную металлическую щётку.