Дефекты и причины их появления
Многоточечная сварка востребованный метод, который используется на производствах и в домашних условиях. При помощи него можно произвести соединение тонких металлических изделий, а сам шов выходит прочным и качественным. Однако даже во время данного способа сварки могут возникать некоторые дефекты, которые могут негативно влиять на качество результата.
Среди основных дефектов можно выделить:
- Прожог. Этот дефект имеет вид отверстия, которое возникает в обеих деталях. Сплавленные края с легкостью отрываются. Перегревание и стекание металла может возникнуть из-за нескольких условий — применение высокой силы тока, большая длительность импульса, избыточная сила сжатия. Чтобы предотвратить прожог рекомендуется снизить силу тока и прижимания.
- Выплескивание и растекание металла. При сильном сжимании или при использовании долговременного слабого импульса металл может выйти из ядра, а на его области появляются пустоты. Во время рабочего процесса выплескивание металла имеет вид искр, которые вылетают из точек. До определенного предела выплескивание не наносит особый вред качеству шва, но все же наличие этого факторы снижает прочность сварного соединения.
- Непровар. Не прогревание ядра может проявляться по ряду причин — слабая степень подаваемого импульса, оказание недостаточной силы сжатия, ослабление клещей. Непровар может возникнуть в случаях, когда сварные точки находятся рядом — соседняя точка выступает шунтом, через который может проходить часть объема электрической энергии. Это значит, что она не будет применяться для расплавления металла.
- Уменьшение показателей диаметра сварки. Недостаточная площадь расплава может появляться в случаях, когда подается слишком короткий импульс или наблюдается не слишком плотное прилегание свариваемых элементов. В данных ситуациях в одной точке может быть один или несколько микросплавов, в сумме они значительно слабее цельной точки.
Как исправить дефекты
Контактная или бесконтактная точечная сварка должна выполняться в соответствии с определенной технологией. Но все же этот метод обладает некоторые сложностями, которые могут привести к появлению разных дефектов. А тяжелая и неточная диагностика не дает точной картины о качестве и виде полученного сварного соединения.
Если после проведения сварки будут выявлены вышеперечисленные дефекты, то для их устранения можно воспользоваться следующими рекомендациями:
- провести повторное проваривание точки;
- высверливание и последующая сварка при помощи полуавтомата;
- если отмечаются наружные выплески металла, то их можно аккуратно зачистить;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
5 Как сделать клещи?
Контактная сварка может быть оснащена клещами, которые монтируют непосредственно в сам корпус устройства, как на видео, либо выносными в виде ножниц. Первые, с точки зрения выполнения качественной, надежной изоляции между их узлами и обеспечения хорошего контакта в цепи от трансформатора до электродов, изготовить и подсоединить гораздо проще, чем выносные.
Однако прижимное усилие, развиваемое такой конструкцией, если не нарастить длину подвижного рычага клещей после электрода, будет равно усилию, создаваемому непосредственно сварщиком. Выносными клещами удобнее пользоваться – можно работать на некотором удалении от аппарата. А усилие, развиваемое ими, будет зависеть от длины ручек. Однако надо будет в месте их подвижного болтового соединения сделать достаточно хорошую изоляцию из текстолитовых втулок и шайб.
Изготавливая клещи, нужно заранее предусмотреть необходимый вылет их электродов – расстояние от корпуса аппарата или места подвижного соединения ручек до электродов. От этого параметра будет зависеть максимально возможное расстояние от кромки листовой детали до места, где выполняется сварка.
Электроды клещей делают из прутков меди либо бериллиевой бронзы. Можно использовать жала мощных паяльников. В любом случае диаметр электродов должен быть не меньше, чем у подводящих к ним ток проводов. Чтобы получать сварочные ядра нужного качества, у контактных площадок (кончиков электродов) размер должен быть как можно меньше.
Технология сварочных работ
Электрическая дуга появляется в результате взаимодействия двух проводящих ток элементов с противоположными зарядами. Первый — это металлическая деталь, а другой — электрод.
Электрод — это металлический сердечник, на который нанесён особый защитный состав. Также существуют неметаллические сварочные электроды (в них используются уголь и графит), но сфера их применения специфична и сварщику-новичку они, скорее всего, не понадобятся.
Электрическая дуга возникает при касании противоположно заряженных электрода и металла. Металл детали в том месте, куда направлена дуга, начинает плавиться. Вместе с этим плавится металлический стержень электрода, частицы которого переносятся с электрической дугой в зону плавления — сварную ванну.
Разрушается и защитное покрытие, часть которого плавится, а другая – испаряется, выделяя раскаленные газы. Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну — необходимое условие.
Сварной шов формируется в процессе движения ванны, а сама ванна движется при перемещении электрода. Здесь и кроется вся суть процесса: нужно двигать электрод с правильной скоростью
Важно, отталкиваясь от необходимого типа соединения, корректно подбирать угол наклона электрона и параметры тока
Аппарат для точечной сварки своими руками

Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.

Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
 сделайте больше витков, так вы повысите показатели мощности
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
 На первичные обмотки трансформаторов
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.





Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
 Чем меньше длина провода
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
 На промышленных аппаратах она доходит до 100 кг
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Обзор соединений проводов
Механическое соединение:
1. Скрутка. Запрещена в чистом виде, поскольку отсутствует надежный контакт для обеспечения пропуска тока, запрещен ПУЭ: п. 2.1.21. Настоящее время скрутку используют как предварительно операции перед сваркой.
2. Зажимы. Применяются три вида зажимов: пружинные клеммы, которые обеспечивают необходимое нажатия, пока сохраняются жесткость пружины; винтовые, у которых существует возможность ослабления резьбовых соединений и, как следствие, ослабление контакта; зажимные клеммы – обеспечивают контакт механическими эксцентриковым прижимом.
3. Опрессовка гильзами. Этот вид один из самых надежных. Но для него необходимо иметь набор специальных гильз подходящего диаметра и обжимок для обеспечения необходимых требований по величине давления.
Неразъемные соединения:
- Пайка. Разрешено использование при соединении тонких проводок со слабой токовой нагрузкой. Пайка медных кабелей бытового и промышленного назначения не рекомендуется ПУЭ глава 4.2 п. 4.2.46 в связи с окислительными процессами, проходящими в оловянисто – свинцовых припоях.
Выбор сварочного провода
Этот кабель служит для подачи тока в место, где происходит соединение деталей. Поскольку процесс наиболее важный, сварочные провода имеют высокие требования, перечислим основные из них:
- Изоляция должна быть сверхпрочной и выдерживать множество процедур скручиваний;
- Сечение провода должно быть стойкой к нагрузкам, которые создаёт инвертор;
- Токопроводящие жилы, должны быть в полимерной оплётке;
- База изоляции провода, должна быть изготовлена из шланговой резины;
- Провод должен быть стойким к механическим повреждениям, а также не проявлять слабость к химическим веществам и агрессивной среде.
4 Силовая часть – трансформатор
Предлагаемая контактная сварка может быть собрана, как показано по видео, на основе сварочного трансформатора, изготовленного с использованием магнитопровода от трансформатора на 2,5 А. Такие встречаются в ЛАТРах, лабораторных приборах и ряде других устройств. Старую обмотку необходимо удалить. На торцах магнитопровода надо установить кольца, изготовленные из тонкого электрокартона.
Их подгибают по внутренней и внешней кромке. Затем магнитопровод надо обмотать поверх колец 3-мя или большим количеством слоев лакоткани. Для выполнения обмоток используют провода:
- Для первичной 1,5 мм в диаметре, лучше в тканевой изоляции – это будет способствовать хорошему пропитыванию обмотки лаком;
- Для вторичной диаметром 20 мм многожильный в кремнийорганической изоляции с площадью сечения не меньше 300 мм2.
Количество витков указано на Рис.2. От первичной обмотки делаются промежуточные выводы. После намотки ее пропитывают лаком ЭП370, КС521 либо подобным. Поверх первичной катушки наматывают хлопчатобумажную ленту (1 слой), которую тоже пропитывают лаком. Затем укладывают вторичную обмотку и снова делают пропитку лаком.
Чем можно приклеить металл к металлу, коже, керамике, дереву?
Склеить металл с другими материалами способны многие универсальные клеи. Однако они не всегда образуют прочный шов. Кроме того, выбор адгезива зависит от следующих факторов:
- объем работ (при склейке больших по площади поверхностей невыгодно покупать дорогие составы);
- вероятность контакта шва с влагой (в этом случае потребуется водостойкий адгезив с антикоррозионными свойствами);
- температурный режим (некоторые клеи разрушаются при нагревании);
- соображения эстетики (для декоративных целей требуются составы, образующие незаметный шов);
- эластичность (необходима при склейке материалов с разными коэффициентами расширения).
Скотч двусторонний
Двусторонний скотч выручает, когда нужно быстро скрепить металл с чем-либо или зафиксировать металлическую деталь на гладкой поверхности. Например, этим способом удобно приклеить зеркало к автомобильному стеклу. В продаже можно встретить несколько видов скотча: с основой из ткани, пенопропилена и др.
Для приклеивания металлических деталей лучше пользоваться различными марками монтажного скотча типа 3М VHB. Он обладает большим склеивающим потенциалом и сохраняет адгезию даже при приклеивании тяжелых предметов. Как пользоваться двусторонней липкой лентой?
отрезать нужный фрагмент скотча от мотка;
приклеить липкой стороной к поверхности;
осторожно снять верхнюю защитную пленку;
прижать приклеиваемый предмет к скотчу на несколько секунд;
проверить прочность адгезии.
Эпоксидный клей
Составы на эпоксидной основе широко применяются для работы с металлом. После полимеризации они образуют высокопрочный шов, устойчивый к температурным перепадам и воздействию влаги. Недостатком эпоксидных клеящих смесей является медленное затвердевание, занимающее от 24 до 48 часов, что не всегда удобно в работе.
Простейший пример материала этой группы – эпоксидная смола. Она продается в комплекте с отвердителем. Эпоксидная смола после смешивания имеет вид вязкой жидкости. В некоторых случаях для удобства склейки ее загущают с помощью наполнителя. Им может быть порошковый металл, пластиковая стружка, силикатная крошка и др. Смешивая эпоксидную смолу с порошкообразным наполнителем, можно получать клей различной вязкости. Примеры материалов данного типа: «Момент Супер Эпокси Металл», «Ultima», «Poxipol».
Эпоксидные клеи могут быть не только жидкими, но и более плотными. Один из таких материалов имеет название «холодная сварка». Он состоит из двух пластичных масс (базы и катализатора), которые при разминании руками вступают в химическую реакцию и затвердевают. Пример: смесь для холодной сварки «Alteco», самосхватывающийся пластилин «Секунда».
При работе с эпоксидными составами надо помнить об их токсичности и соблюдать осторожность. Попавший на кожу адгезив очень сложно удалить, поэтому руки нужно защитить перчатками
Эпоксидным клеем нельзя пользоваться для починки предметов, соприкасающихся с пищей и питьевой водой.
Анаэробный (бескислородный) клей
Анаэробные адгезивы, или машинные клеи, предназначены для блокировки резьбы или уплотнения фланцев. Основа клеев этого типа – акриловые полимеры. При их контакте с металлом и отсутствии доступа кислорода происходит выделение свободных радикалов, под действием которых акриловая смесь полимеризуется.
Скорость полимеризации зависит от вида металла и его положения в электрохимическом ряду. На активных металлах (железо, кобальт, медь) и их сплавах (чугун, нержавеющая сталь) герметик застывает за 1–3 часа. При контакте с более инертным цинком, алюминием, серебром или хромом время полимеризации растягивается до 7 часов. Для полной стабилизации шва требуются сутки. Герметизируясь между гайкой и болтом на резьбовом узле, адгезив образует жесткий пластик, плотно прилипший к металлическим поверхностям.







Клей на основе цианоакрилата
«Жидкие гвозди» на основе цианоакрилатов называют суперклеем за их универсальность и мгновенное застывание. Поскольку клей универсальный, его можно использовать для склейки металла с металлом или с другими материалами. Однако этот вид адгезива не образует прочного шва, поэтому им не рекомендуется клеить детали, которые будут подвергаться механической нагрузке.
Другое ограничение применения – несовместимость с некоторыми разновидностями пластмасс, например? пенополистиролом. При контакте с суперклеем они растворяются и деформируются. Из-за жидкой консистенции цианоакрилатным клеем неудобно склеивать пористые и шероховатые материалы. В этом случае суперклей смешивают с наполнителем, например, питьевой содой.
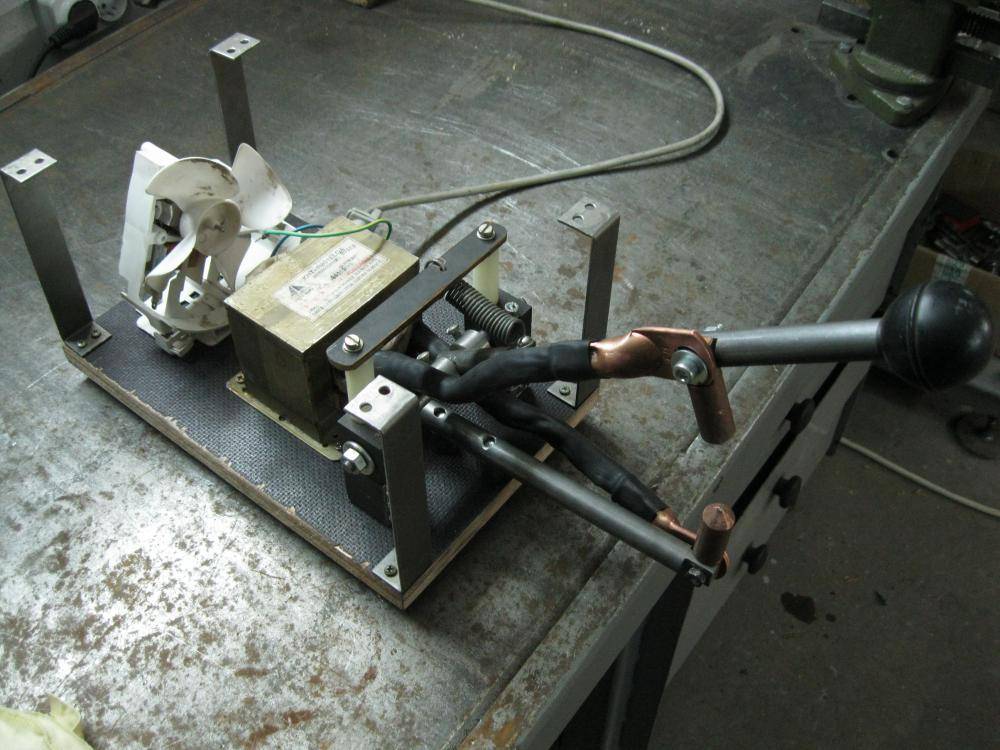
Сборка
После покраски корпуса, приступаем к сборке. Устанавливаем гермовводы (чтобы провода не перетерлись о края корпуса), и компьютерные вентиляторы на 12В.
Поскольку отверстие под вентиляторы было вырезано прямоугольным, то стандартные решетки для куллера смотрелись бы не красиво. И из эстетических соображений, была установлена прямоугольная вентиляционная решетка размером 160х80мм. К сожалению металлическую такого размера найти не удалось, так что пришлось довольствоваться пластмассовой.
Так как было желание собрать компактный аппарат точечной сварки, расстояние от трансформатора до сторон корпуса, составляет всего лишь пару сантиметров.
Вся электроника: блок питания 12В, таймер и симистор на радиаторе, были расположены на боковых стяжках корпуса. Радиатор расположен таким образом, чтобы находился на уровне вентиляционного отверстия крышки.
Для защиты от перегрева были установлены два термопредохранителя. Один термопредохранитель установлен между обмотками в трансформаторе. А второй прикреплен к симистору.
На переднюю панель выведены кнопка включения аппарата, таймер, и светодиоды индицирующие включение сети и работу трансформатора. Поскольку ток потребления аппарата во время сварки более 20А, следует отметить, что в данном случае кнопка лишь отключает блок питания 12В. А поскольку без питания и симистор не работает, то аппарат можно считать обесточенным.
Но это не совсем правильное решение, поскольку в случае пробоя симистора (скачек напряжения, заводской брак и т.д.) трансформатор включится, а если при этом клещи будут замкнуты, то произойдет перегрев и воспламенение. Поэтому, чтобы не допустить такого исхода, необходимо в качестве выключателя устанавливать автомат на 25А, либо по окончании работ отключать аппарат из розетки, либо не оставлять клещи замкнутыми.
Что касается таймера то устанавливать его вовсе не обязательно, поскольку в большей степени он необходим для сварки тонкой проволоки. А листовой металл можно вполне сваривать и без таймера.
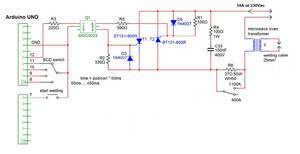
Схема управления трансформатором, без таймера довольно проста и содержит не так уж и много элементов.
Для сварки деталей из толстого металла таймер в принципе и не нужен. Но если предстоит работа с тонким металлом или для сварки проволоки, тотаймер с регулировкой мощностипросто необходим.
Поскольку такими большими клещами работать не так уж и удобно, была приделана дополнительная рукоятка, которая позволит работать клещами лишь одной рукой (зажим КРАБ). На эту рукоятку была выведена кнопка управления, а на саму рукоятку была одета термотрубка.
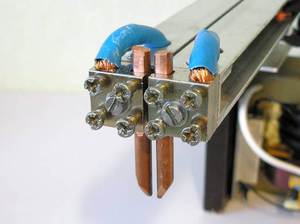
После покраски, провода заводим в трубу клещей и устанавливаем в электроды. На концах труб установлены обрезки 3/4″ трубы для усиления резьбы, чтобы от сильного завинчивания болта не сорвало резьбу.
Стоит отметить, что тяги сделаны из металла, таким образом можно не использовать разжимающую пружину
И стоит особое внимание уделить изоляции клещей, чтобы механизм КРАБ не замыкал между собой две половины клещей
А так выглядит аппарат точечной сварки после покраски. Поскольку вес аппарата составляет 16кг, на крышку необходимо установить ручку для переноски.
Из-за того, что провода длинные толстый металл сваривать не получится, а вот с пакетом из 4-х пластин из оцинковки толщиной 0,5мм или тремя пластинами черного металла толщиной 1мм, вполне справляется. А как справляется аппарат, можете увидеть, посмотрев видео, после 10 минуты.
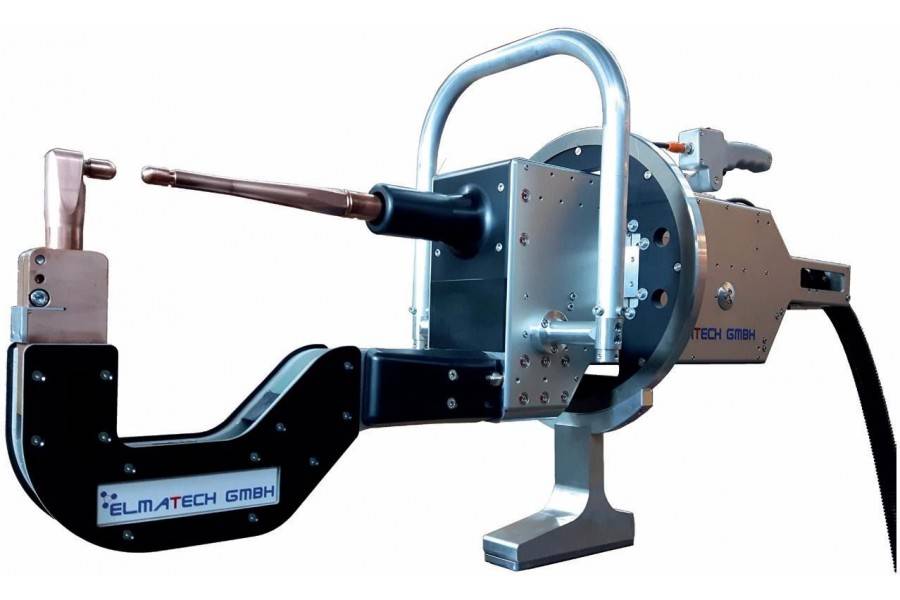
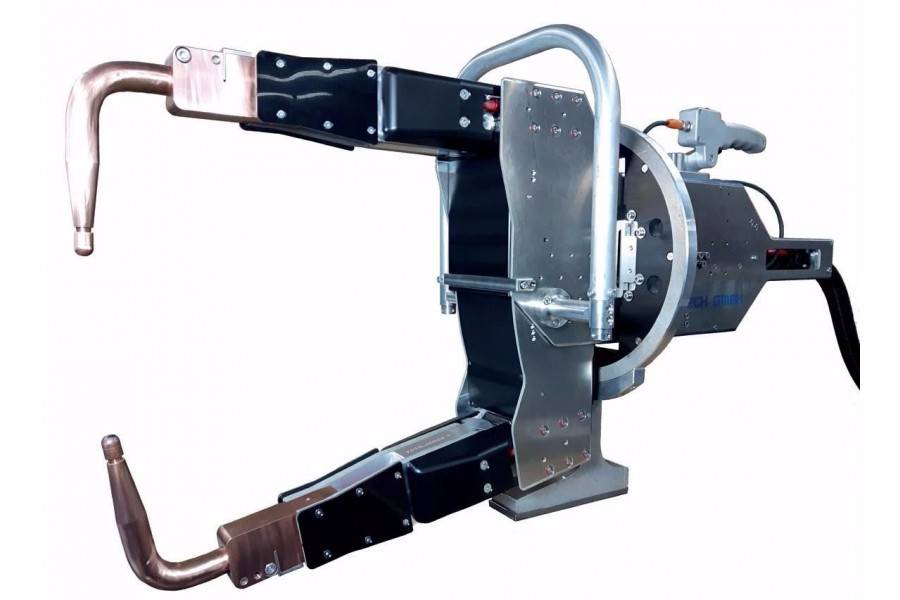
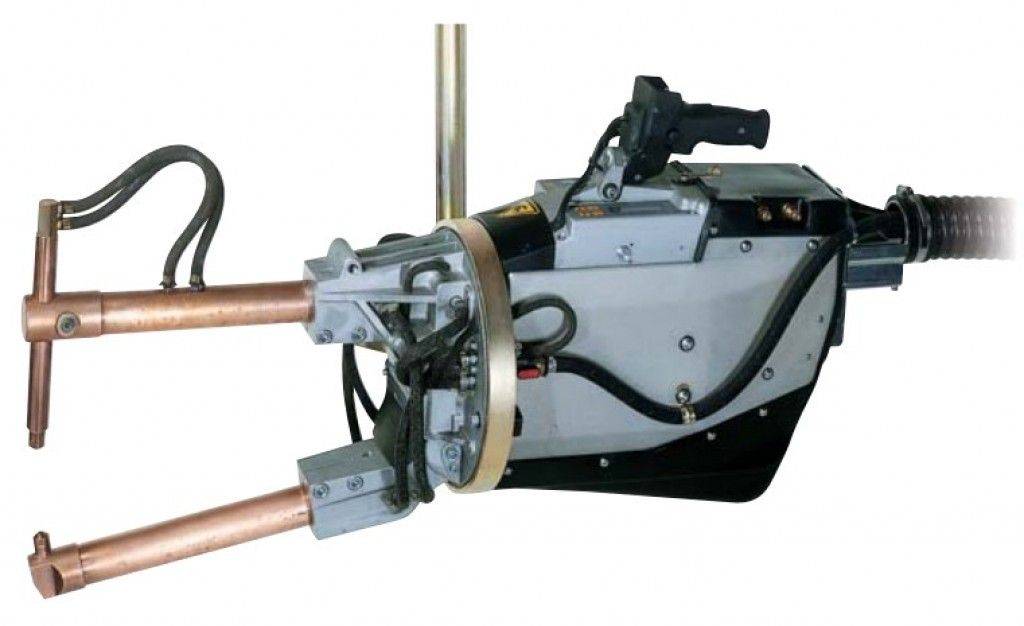
Принцип работы и устройство клещей контактной сварки
По способу эксплуатации различают два вида клещей контактного соединения деталей:
- Ручные;
- Подвесные.
Ручные клещи для контактного сварочного аппарата – это устройство, состоящее из трансформатора к которому присоединены щипцы для электродов. В верхней части корпуса фигурирует рычаг, выполняющий функцию регулировки ширины раскрытия держателей. Для работы устройства не требуется соединения электродов посредством проводов с отдельным источником тока. Такие сварочные клещи очень удобны в использовании, так как они весят всего 12 кг.
При подключении к электросети ручные клещи вырабатывают сварочный ток, подаваемый на электроды, которые зажимают металлические заготовки. Металл под воздействием сварочного тока подвергается плавлению, и в месте зажима образуется сварочная точка. Воздействие электродов на металл с обеих сторон обеспечивает хороший прижим, в результате которого образуется более надежное соединение в сравнении с односторонней точечной сваркой.
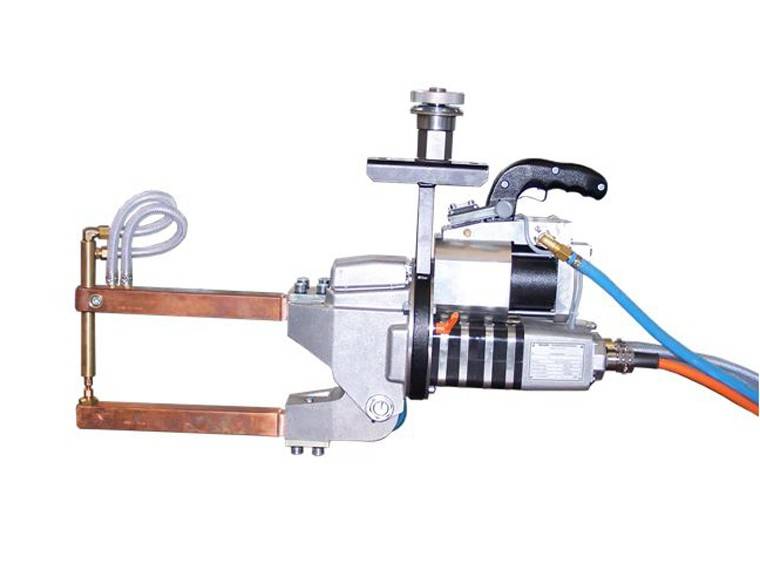
Приспособление для соединения более толстого металла
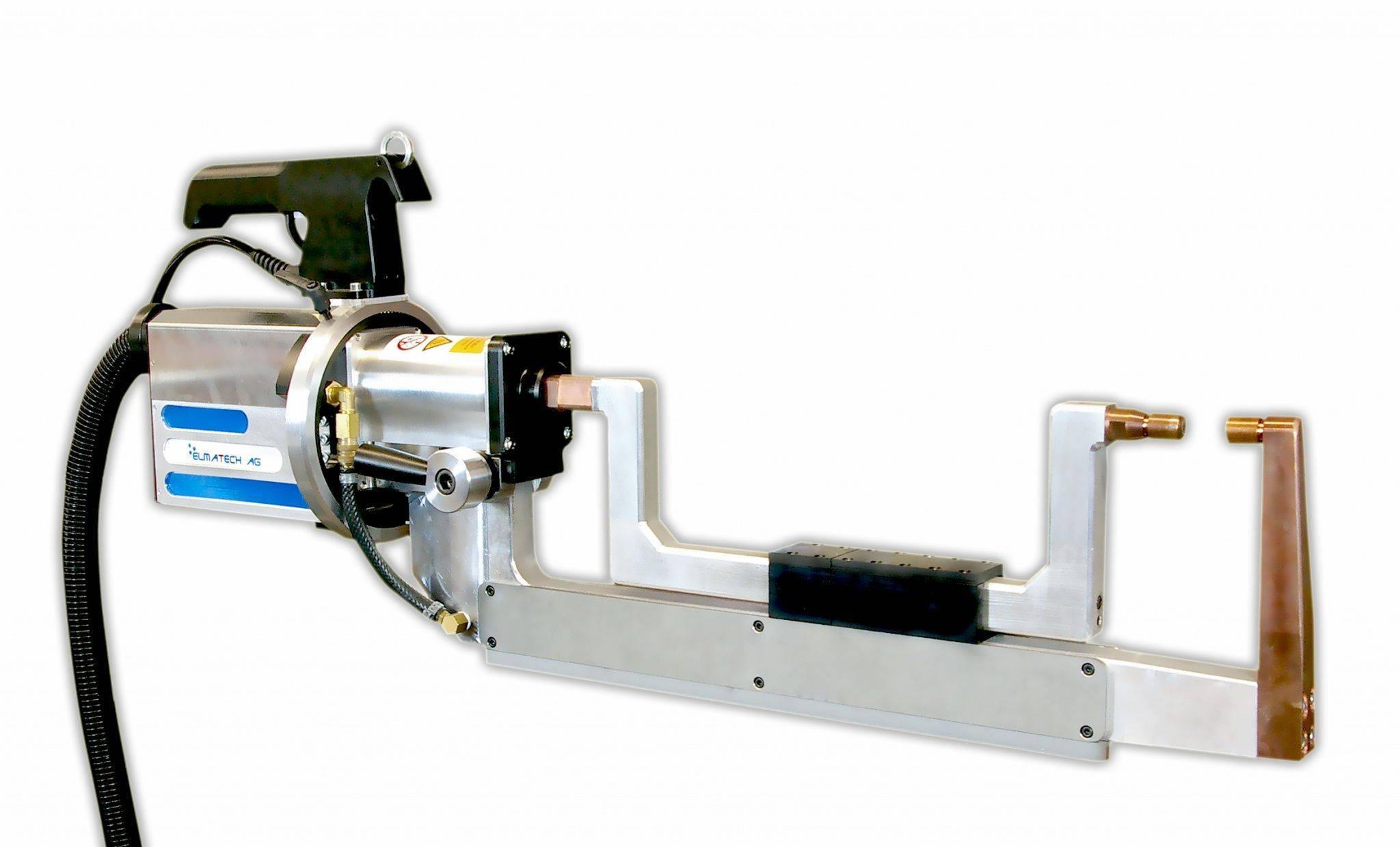
Параметры выбора клещей для сварки
Выбирая ручные клещи для контактной сварки, уделите особое внимание максимальному значению тока. Чем выше показатель значения тока, тем большей толщины детали можно будет соединить
Для наглядного примера можно взять ручные клещи с силой тока 3800 А.
Используя их, мы сможем соединить два листа толщиной 1 мм. Максимальное значение таких аппаратов составляет 6300 ампер. Такие характеристики позволяют работать с листами толщиной до двух миллиметров каждый
Для наглядного примера можно взять ручные клещи с силой тока 3800 А.. Используя их, мы сможем соединить два листа толщиной 1 мм. Максимальное значение таких аппаратов составляет 6300 ампер. Такие характеристики позволяют работать с листами толщиной до двух миллиметров каждый.


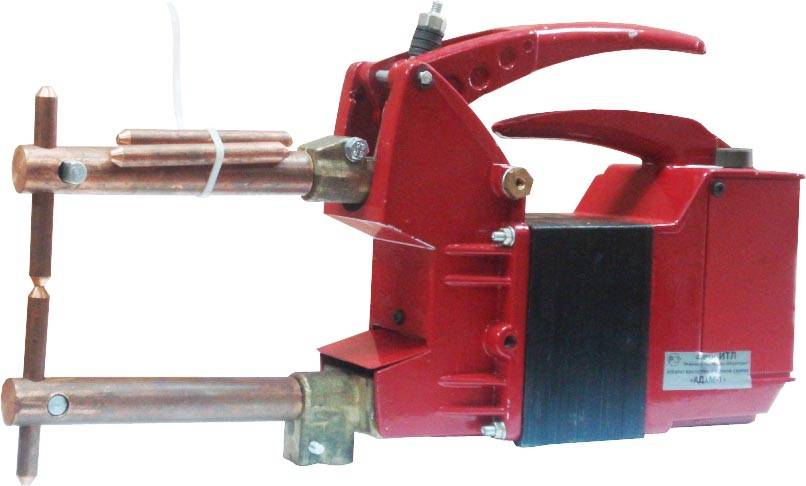







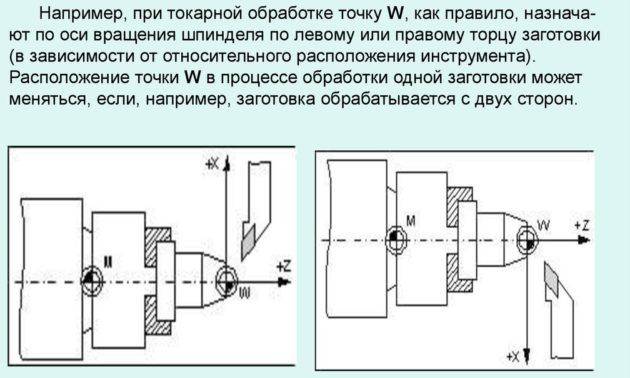
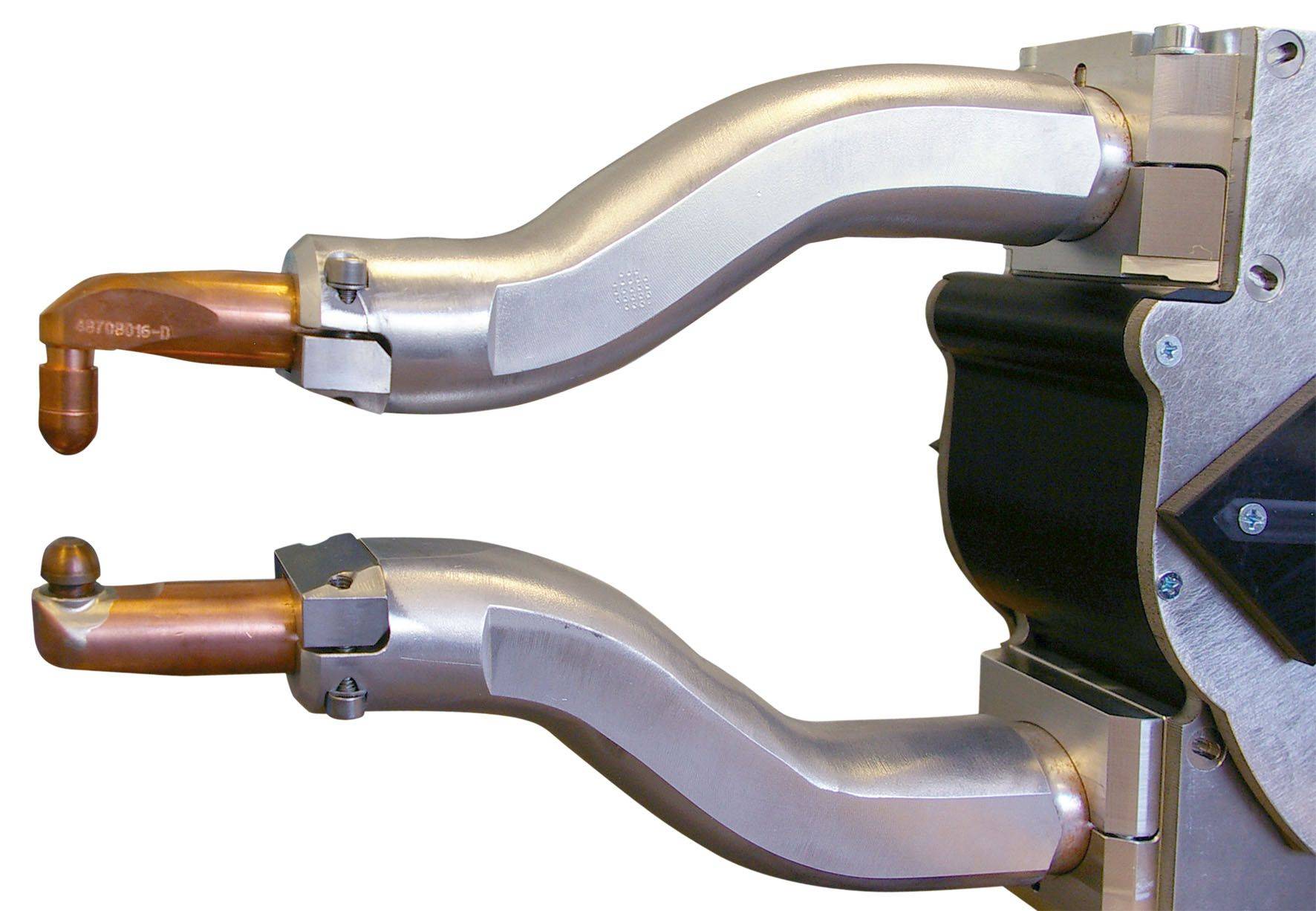
Немаловажным показателем является и вылет электродов, его еще называют длиной кронштейнов. Вылет электродов – это расстояние от корпуса клещей до электрода. Именно от этого показателя зависит максимально допустимое расстояние от края листа, на котором можно произвести точечное соединение. Длина кронштейнов, в зависимости от модели устройства составляет от 120-500 мм.
Электроды для контактной сварки
Никакая контактная сварка не может быть выполнена без специфического сварочного атрибута – электродов для контактной сварки. Наиболее востребованными электродами для контактного соединения деталей являются прямые электроды. Их изготавливают из прутков диаметром от 12-40 мм. Хвостики электродов для контактной сварки бывают как цилиндрического, так и конусного типа. Они фиксируются в гнезде рукоятки при помощи специальных зажимов либо конусных резьбовых соединений. Сварочные электроды со сменной рабочей частью крепятся при помощи накидной гайки.
Электроды для контактной сварки изготавливают в основном на основе медных сплавов. Медь проходит легирование хромом, кадмием, бериллием, кобальтом и др. Благодаря небольшому электрическому сопротивлению и жароустойчивости такие электроды отлично справляются со своей задачей при контакте с поверхностью свариваемой детали.
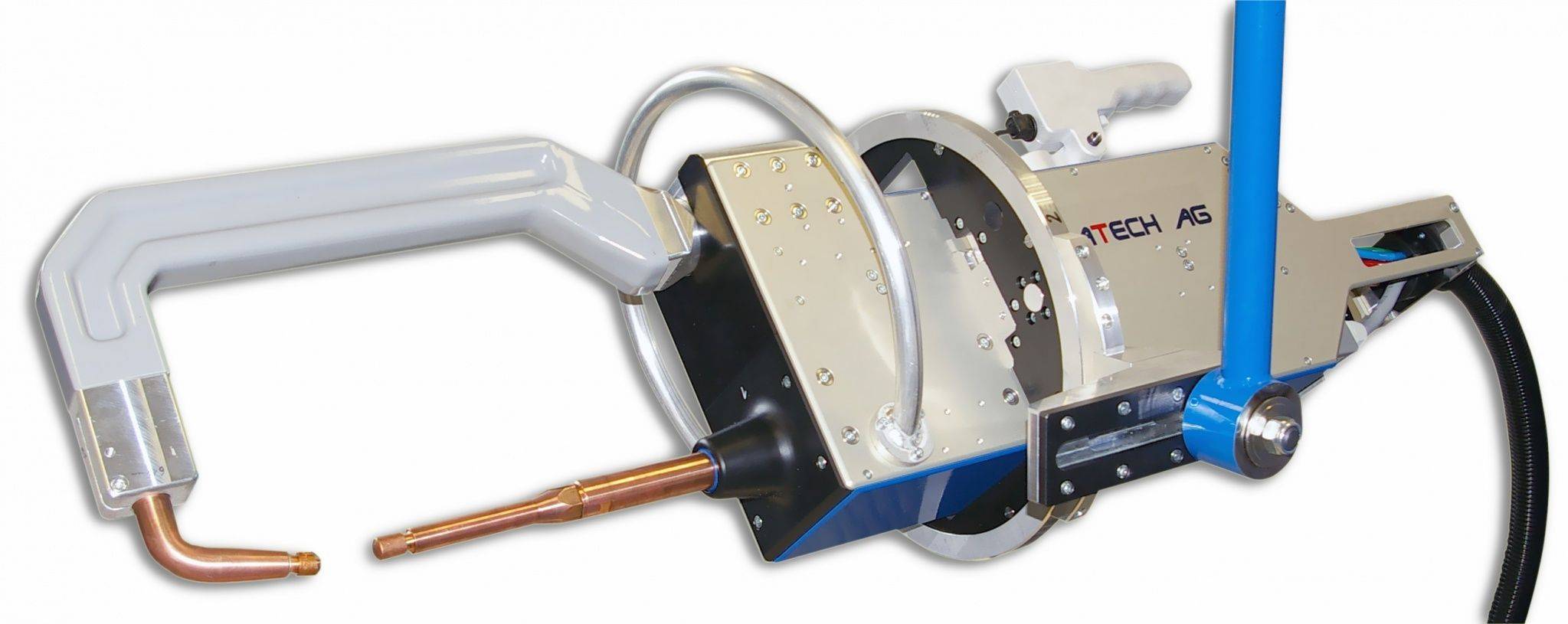
Вся установка в сборе
История
В 1856 году английский физик Уильям Томсон (лорд Кельвин) впервые применил стыковую сварку. В 1877 году американский исследователь Элиу Томсон независимо разработал стыковую сварку и внедрил её в промышленность. В том же 1877 году русский изобретатель Николай Николаевич Бенардос предложил способы контактной точечной и шовной сварки.
Для осуществления процессов контактной точечной сварки использовались специальные клещи с угольными электродами, к которым подводился электрический ток. Затем две сложенные одна на другую стальные пластины зажимались клещами, а ток, подведённый к угольным электродам, проходя через металл, давал достаточное количество теплоты для образования сварной точки.
В 1886 году Э. Томсон занимавшийся исследованиями и разработками в области контактной сварки подал заявку на патент, защищающий принципиально новый способ электрической сварки, описываемый следующим образом: «свариваемые предметы приводятся в соприкосновение местами, которые должны быть сварены, и через них пропускается ток громадной силы — до 200 000 ампер при низком напряжении — 1-2 вольт. Место соприкосновения представит току наибольшее сопротивление и потому сильно нагреется. Если в этот момент начать сжимать свариваемые части и проковывать место сварки, то после охлаждения предметы окажутся хорошо сваренными». Способ сварки называли «электрической ковкой» или «безогненным методом сварки».
В конце XIX века стыковая контактная сварка применялась для соединения телеграфных проводов. В своих дальнейших исследованиях Элиу Томсон стал комбинировать нагрев электрическим током с пластическими деформациями, возможными благодаря применению гидравлических систем сжатия. К началу XX века относятся сообщения о применении фирмой Fiat контактной сварки для изготовления самолётных двигателей.
В 1928 году фирма Stout Metal Airplane Company (отделение фирмы Ford Motor) использовала контактную сварку на линиях изготовления конструкций из дюралюминия. В начале 1930-х годов в Америке были проведены испытания контактной сварки легкоплавких металлов и их сплавов. В ходе проведённых исследований были разработаны технологии и оборудование, которые приняли в производство фирмы Douglas, Boeing и Sikorsky Aircraft.
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно разделить на 3 этапа.
- Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепочке электрод-деталь-деталь-электрод.
- Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в зоне соединения и образованию жидкого ядра. По мере прохождения тока ядро увеличивается по высоте и диаметру до максимальных размеров. Происходит образование связей в жидкой фазе металла. При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие деталей обеспечивает образование уплотняющего пояса вокруг расплавленного ядра, который препятствует выплеску металла из зоны сварки.
- Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.
Шаги контактной точечной сварки
При следующем цикле все повторяется снова.
Принцип работы конструкции
Для того, чтобы начать собирать сварку подобного типа своими руками, необходимо ознакомиться с принципом его работы. Весь процесс условно можно разделить на несколько ключевых моментов:
- Механическое соединение поверхностей ли деталей, которые следует скрепить.
- Механическая фиксация деталей при помощи щипцов или губ, в центре которых расположена площадка подачи электрического тока.
- Подача электрического разряда с последующим скреплением смежных поверхностей.
Принцип работы достаточно прост, и является единым для всех моделей точечных сварочных аппаратов. На практике могут быть модифицированы только наружные контуры конструкции (ручка для мастера, формы зажимов, корпуса).