Оборудование для точечной сварки
Все аппараты можно классифицировать по следующим основным признакам:
- назначению;
- расположению электродов;
- передвижению;
- способу автоматизации.
По назначению аппараты делят на машины общего назначения и предназначенные для проведения конкретных работ (пециализированные). Аппараты общего назначения применяются в бытовых и производственных целях при выполнении разовых работ. Они характеризуются небольшими размерами и весом, легко транспортируются и работают, как правило, от бытовой электрической сети.
Специализированные аппараты используются для производственных целей при крупносерийном и массовом производстве однотипных изделий. Это позволяет максимально увеличить производительность. Характеризуются большими габаритами, питание у них часто осуществляется от электрической сети 380 В. К ним относятся специальные споттеры и машины, предназначенные специально для производства кузовных работ.
Электроды у машин могут располагаться следующим образом:
- друг напротив друга;
- рядом друг с другом (параллельно).
В первом случае электроды с двух сторон одновременно сжимают свариваемые детали, а во втором – электроды опираются с одной стороны деталей. Такие клещи называются двухточечными.
По способу передвижения аппараты могут быть 3 видов:
- стационарные;
- подвесные;
- мобильные.
В стационарных машинах для точечной сварки детали перемещают под машину, а в подвесных и мобильных происходит установка аппарата в положение сварки. Обычно в ремонтных целях используют сварочные клещи. Они имеют небольшие размеры и позволяют выполнять точечную сварку по месту проведения ремонтных работ.
По способу автоматизации оборудование может быть:
- ручным;
- автоматическим.
Основным параметром при выборе необходимой для тех или иных целей машины является сила сварочного тока и длина рычагов с электродами. Именно это определяет, какую толщину деталей можно сваривать, какой металл и с какими габаритами. Обычно производитель это указывает в паспорте на конкретную модель аппарата для точечной сварки. Простейший аппарат для точеной сварки можно вполне сделать своими руками.
Вместо эпилога
Сварочные тракторы/каретки являются простым, но функциональным решением для выполнения дуговых сварочных работ в режиме автоматики. Они способны передвигаться по заранее выбранному пути либо по особым рельсам, что оставляет человеку лишь обязанность визуально контролировать производимую работу. Главная задача оператора – правильно и надлежащим образом выставить необходимые настройки в соответствии с выполняемой задачей. Всю работу аппарат сможет выполнить самостоятельно. Тип работы бывает абсолютно разным, поэтому и сами аппараты могут быть легкими и недорогими или громоздкими и дорогостоящими. Все же, правильнее утверждать, что сварочный трактор или каретка, в первую очередь, ориентированы на промышленные объемы производства.
Разновидности автоматической сварки
Автоматический сварочный аппарат, создающий дугу подачей тока на проволоку, и защищающий сварочную ванну слоем флюса, может иметь несколько вариантов исполнения. Это могут быть станки с подвижной головкой, выполняющие ровные или шаблонные линии швов. Для трубопроводов используют неподвижные головки, под которыми изделие вращается на роликах. Тракторы сами ездят по изделию, перевозя аппарат и одновременно ведя сварку. Во всех моделях применяется плавящийся электрод (проволока ГОСТ 16130-72). За последующее время, после внедрения в промышленность этих методов, были разработаны и другие устройства, позволяющие автоматизировать сварочные работы. Некоторые принципы работы таких установок похожи, а другие отличаются в корне.
В среде аргона
Одной из разновидностей является автоматическая аргонодуговая сварка неплавящимся электродом. В качестве последнего выступает стержень из вольфрама с некоторыми добавками. Между ним и изделием возбуждается электрическая дуга, а аргоновый состав газовой смеси, подаваемый через сопло головки аппарата, не дает углероду вырываться через поверхность шва. Благодаря этому соединение получается крепким и ровным. Сварка в среде защитных газов может выполняться стационарно закрепленной головкой устройства, под которой изделие проворачивается, так и движущейся частью по линии соединения. Аргонно-дуговой метод активно применяется при работе с нержавеющими трубами и емкостями.
Порошковой проволокой
Еще одним вариантом является автоматическая сварка порошковой проволокой. Аппарат подает плавящийся электрод в зону сварки по роликам. Напряжение на конце проволоки создает дугу. Но для защиты расплавленного металла используется не порошок из бункера, а флюс, находящийся в самой проволоке. Для этого последняя изготавливается трубчатой формы и укладывается в бобины. Такой расходный материал стоит дороже, но облегчает подготовку к сварочному процессу. Сварочный станок не требует загрузки флюса в бункер. Наплавленный шов, как и в случае с насыпным порошком, нуждается в очистке. Аппараты могут работать перемещаясь на самом изделии или неподвижно, с прокруткой свариваемых частей под ними.
Плазменная сварка
Для быстрого соединения легированных сталей была разработана автоматическая плазменная сварка. В подобных устройствах электрическая дуга горит между двумя электродами в головке горелки. Аргон или гелий, подающиеся под высоким давлением и закрученный завихрителем, содействует ионизации пламени дуги, и усилению ее температуры. Плазменная сварка устанавливается на кронштейны, которые могут вращаться по оси. Расстояние от центра до головки может изменяться, что делает удобным это оборудование для круговых автоматических швов днищ емкостей. В зависимости от толщины металла и требуемой высоты шва, устройство может снабжаться дополнительным блоком подающим присадочную проволоку.
Кроме вышеперечисленных агрегатов встречаются их полуавтоматические версии, где сварщику требуется направлять сварочную головку или руководить движением трактора. Автоматическая и полуавтоматическая сварка востребованы не только на крупных предприятиях, но в небольших фирмах. Ведь таким способом можно значительно повышать производительность и доходность. Некоторые умельцы смогли сделать самодельный аппарат на основе полуавтомата, который способен передвигаться по заданной траектории.
Особенности автоматической технологии
Главный элемент агрегата – головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
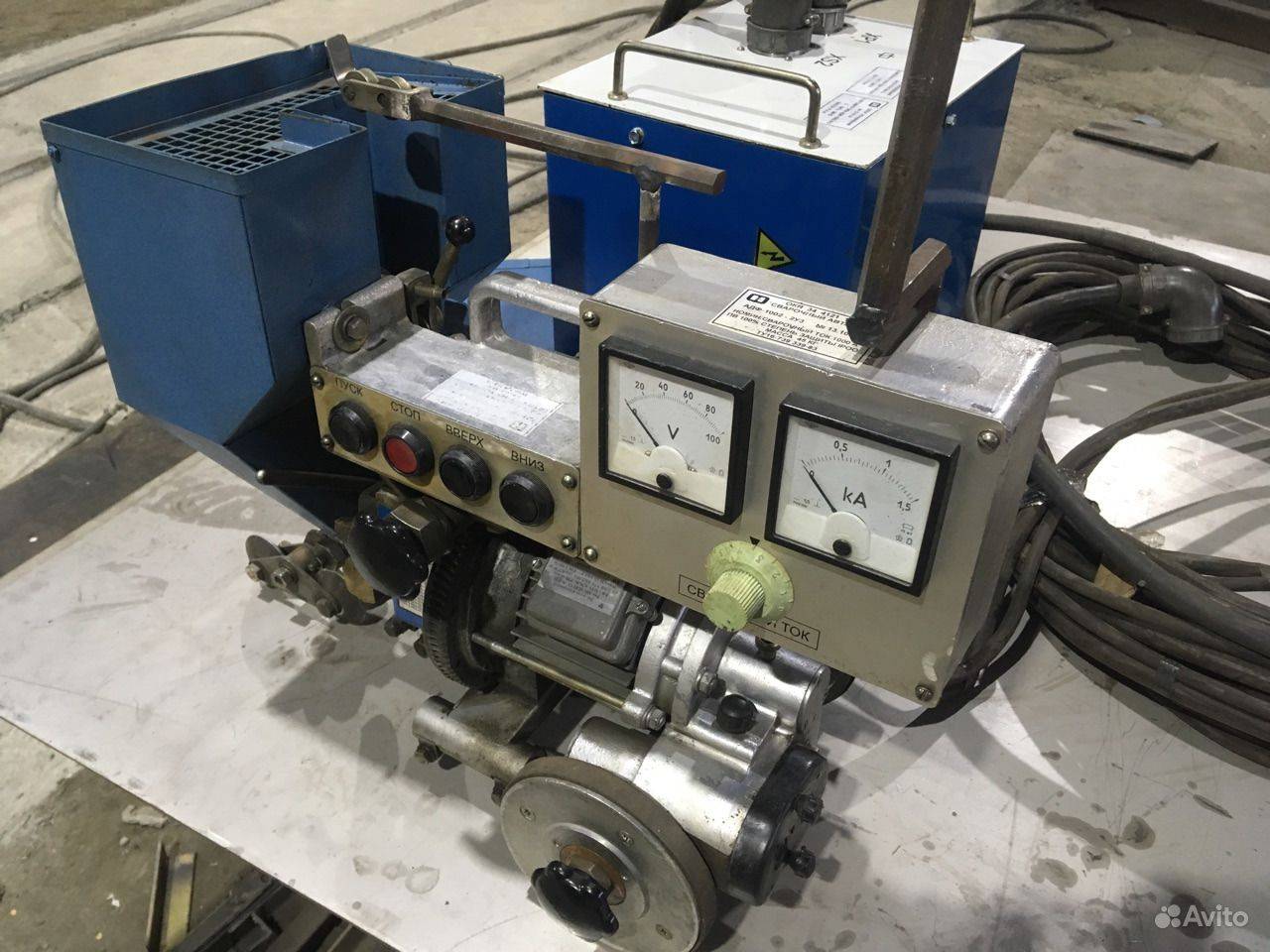
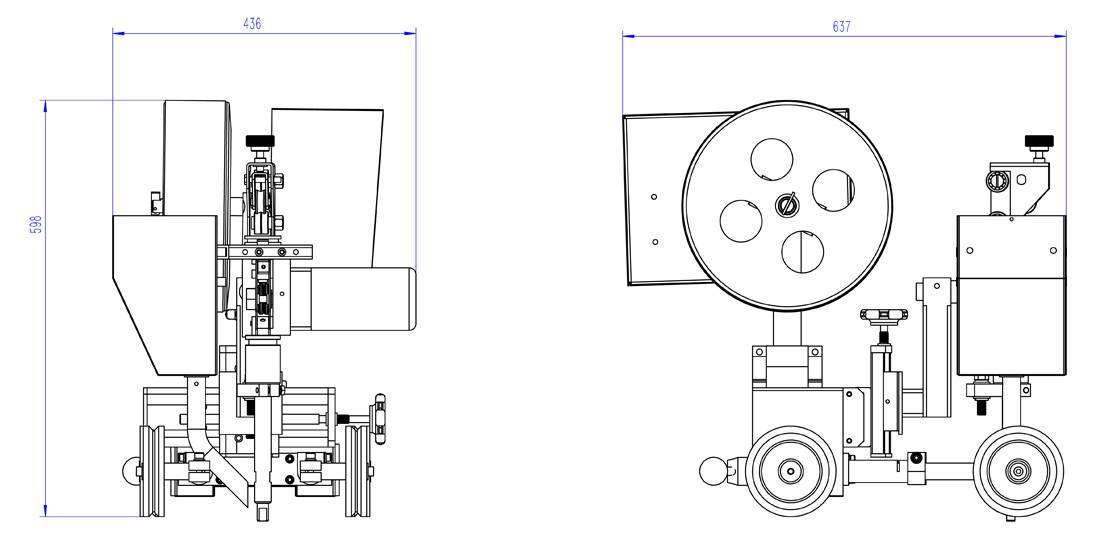
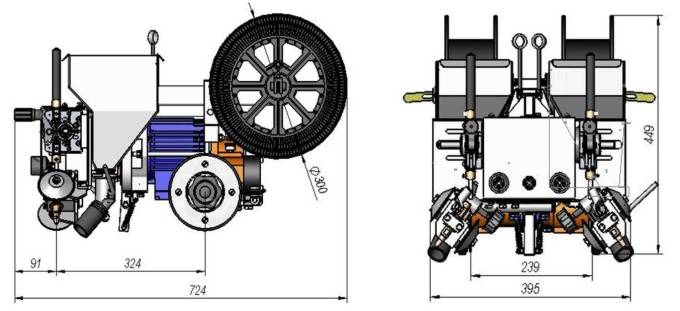
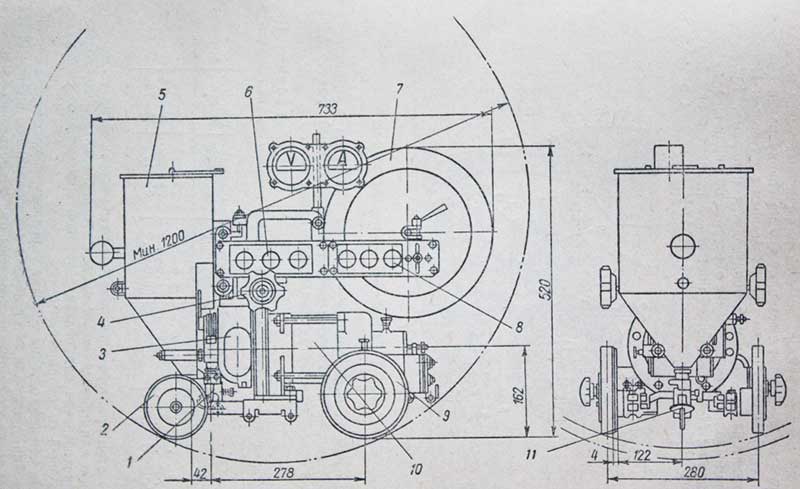
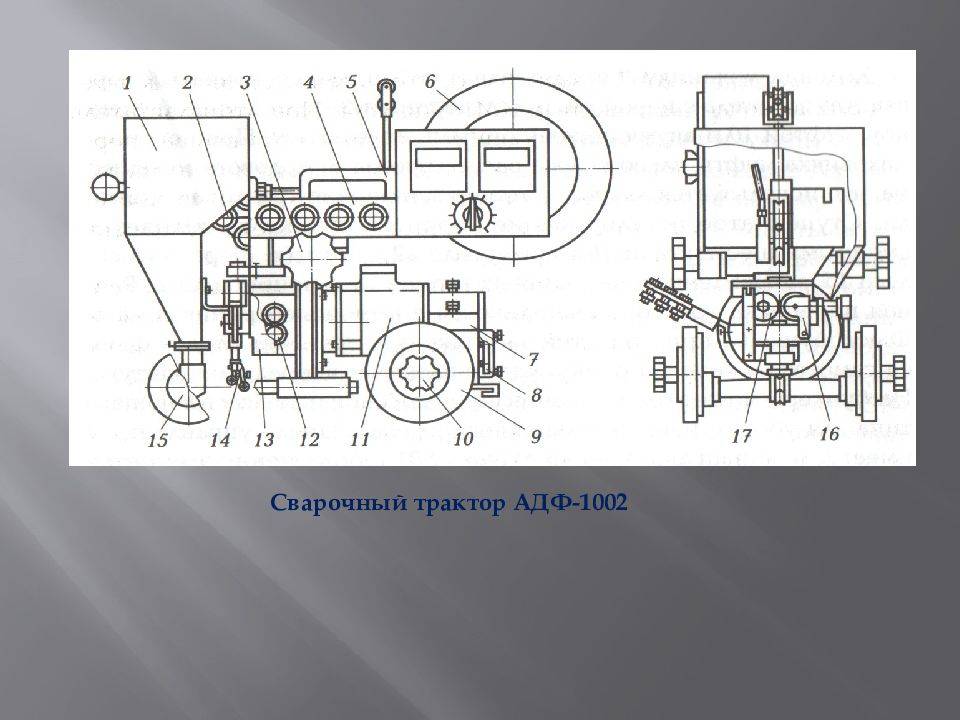
Малогабаритный сварочный трактор MZQ (Аналог сварочного автомата (трактора) ТС-16)

Малогабаритный сварочный трактор MZQ Его российским аналогом является сварочный автомат (трактор) ТС-16
Малогабаритный сварочный трактор MZQ предназначен для сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей.
В процессе работы трактор передвигается по изделию или по уложенным рельсам.
Трактор производит сварку соединений встык с разделкой и без разделки кромок, угловых швов, нахлесточных соединений.
При использовании боковых роликов трактор осуществляет сварку в «лодочку».
Передние колеса трактора могут заменяться на специальные направляющие ролики, установленные на кронштейне в виде коромысла. При работе эти ролики катятся по разделке и обеспечивают точное автоматическое позиционирование трактора.
Благодаря миниатюрным размерам трактор спосбен перемещаться по двутавровой балке, с расстоянием между полками более 320 мм.Главным отличием сварочного трактора MZQ от сварочного трактора ТС-16 является наличие двух электродвигателей (для перемещения и для подачи проволоки), что позволяет плавно регулировать скорость подачи электродной проволоки и скорость перемещения тележки. Кроме того, в качестве источника сварочного тока может использовать как Hengtong ZX5, так и LINCOLN DC1000.
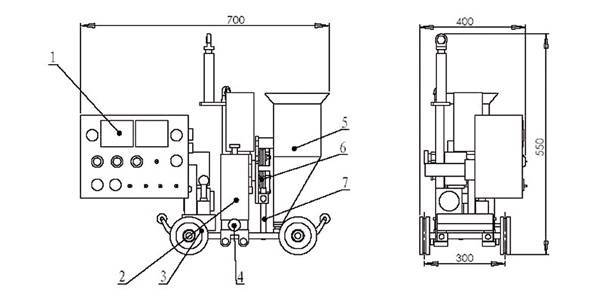
1. Блок управления 2. Механизм (слайдер) вертикальной настройки 3. Ведущие колеса 4. Механизм (слайдер) горизонтальной настройки 5. Флюсовый бункер 6. Подающие ролики 7. Сварочная горелка
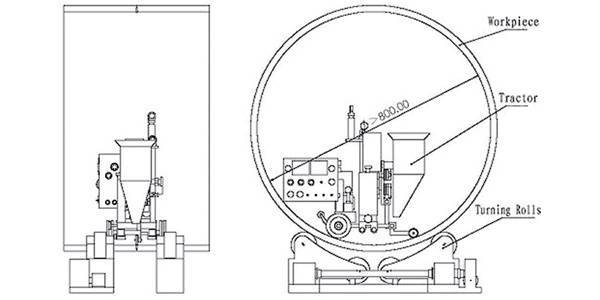
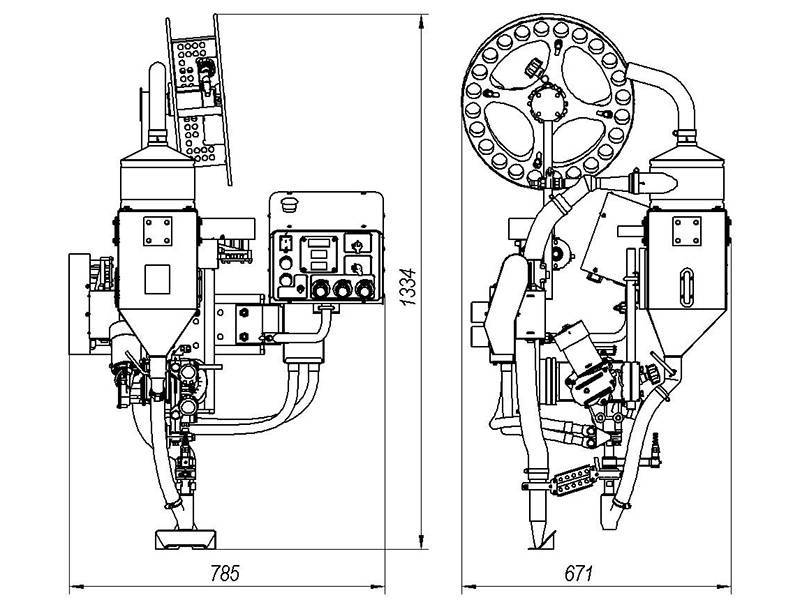
Передние колеса трактора могут заменяться на специальные направляющие ролики, установленные на кронштейне в виде коромысла. При работе эти ролики катятся по разделке и обеспечивают точное автоматическое позиционирование трактора. Это позволяет использовать трактор для сварки кольцевых швов внутри обечайки диаметром свыше 800 мм.

Сварка углового шва с использованием боковых опорных роликов
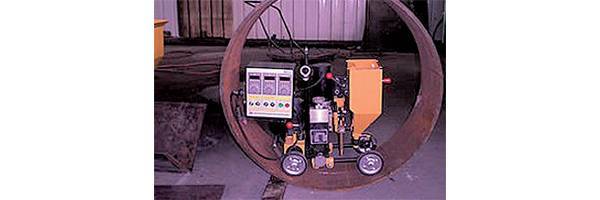
Сварка внутреннего кольцевого шва обечайки
Парметры – MZQ-1000Cкорость сварки м/ч – 6 – 90Cкорость подачи проволоки м/ч – 18 -180Угол бокового наклона сварочной головки – 30°Пределы регулирования перемещения горелки (гор./верт.) мм – 60х50Объем емкости для флюса л – 10Вес катушки с проволокой кг – 25Диаметр сварочной проволоки мм – 2,0 – 4,0Габаритные размеры мм – 700x400x600Масса трактора кг – 30

Параметры – ZХ5-1000А / ZХ5-1250АНапряжение питающей сети / фаз В – 380/3ф / 380/3фМаксимальная мощность кВА – 60 / 68ПВ при макс. сварочном токе % – 60 / 60Пределы регулирования сварочного тока А – 100-1000 / 150-1250Пределы регулирования сварочного напряжения В – 24-44 / 26-44Напряжение холостого хода В – 64 / 64Масса источника кг – 300 / 330Габариты источника (Д/Ш/В) мм – 827/577/1085 / 827/577/1085
Сварочный трактор – 1 комплектИсточник сварочного тока – 1 комплектКабель управления – 15 мСварочный кабель – 15 мКабель заземления – 5 мНаконечник – 4 шт.Подающий ролик – 2 шт.







Технология автоматической сварки
Главный узел аппарата – токопроводящая сварочная головка. Осуществляется подача:
- присадки;
- разряда, формирующего электрическую дугу.
Автоматическая сварка чаще производится с использованием присадочной проволоки, закрепляемой на бобине или катушке. За счет роликовой системы устанавливается траектория движения, скоростной режим. Предварительно присадка выпрямляется, затем поступает в направляющий мундштук, который в процессе работы размещается над рабочей зоной.
Автоматическим сварочным аппаратом дуга формируется по тому же принципу, что у ручного – при замыкании электрода на поверхности детали происходит пробой заряда. Контакт и электродуга расположены так, что присадка выполняет функцию короткого плавящегося электрода. За счет непрерывной подачи проволоки длина токопроводящего отрезка остается неизменной.
Сварочная зона обширная, зависит от марки оборудования. При правильной настройке не возникает перегрева металла или мундштука. Инверторный источник питания способен зажигать дугу без контакта дуги и заготовки. Когда длина электродуги фиксированная, исчезает риск залипания электрода при коротком залипании по капле. Металл стабильно поступает в ванну расплава. При падении капли проволока на холостом ходу движется назад, увеличивая дистанционный разрыв, необходимый для поддержания электроразряда. Вручную подобную стабильную работу обеспечить невозможно.
Основные характеристики, преимущества и недостатки сварочных инверторов
Если ваш выбор сварочного аппарата остановился на инверторе, то следует учитывать, что между собой модели могут различаться конструкцией и техническими параметрами
Чтобы понять, как выбрать инверторный сварочный аппарат, нужно рассмотреть его главные характеристики, на которые необходимо обратить особое внимание:
- Входное напряжение — нужно учитывать возможный диапазон потребляемой энергии;
- Мощность, предел этого параметра указывается в паспорте к прибору. Он показывает, при какой максимальной нагрузке аппарат будет работать стабильно и без отключений;
- Величина времени, при которой прибор может функционировать при самой большой силе тока;
- Тип сварки;
- Размер электродов – диаметр.
Большим плюсом будет являться также наличие дополнительных функций, таких как:
- Форсаж дуги – стабилизация, для улучшения качества сварного шва;
- Горячий старт – быстрое увеличение выходного тока в период начало работы, для упрощения зажигания дуги;
- Антиприлипание – при установлении короткого замыкания, происходит автоматическое отключение прибора;
- Напряжение разрыва – функция нужна для регулирования длины дуги, при необходимости создания вертикальных швов.
Также перед покупкой необходимо посмотреть, какая комплектация прибора может быть нужна именно для вашей работы, понять принцип действия и особенности управления устройством. Тщательный анализ поможет сделать правильный выбор. Плюсы использования инвертора для сварки:
- Малый вес — не более 12 кг, такой агрегат можно легко транспортировать;
- КПД аппарата достигает 90 %, он достаточно экономно расходует электроэнергию;
- Можно использовать для различных видов материала;
- Есть возможность применять любой вид электрода;
- Дополнительные функции существенно облегчают работу с ним, подходит даже новичкам в сварке;
- Приборы программируемые;
- Лучшее качество сварного шва.
Минусы сварочного инвертора:
- Большая стоимость прибора, если сравнивать с более простыми сварочными трансформаторами;
- Высокая цена поломки, ремонт может обойтись практически в половину стоимости самого устройства;
- Инвертор чувствителен к изменениям во внешней среде, на него влияет высокая влажность и низкая температура. Также необходимо следить за уровнем пыли в помещении, где будет проводиться работа с инструментом.
Выбираем сварочный аппарат для бытовых условий эксплуатации
Для дома и дачи чаще всего подбирают агрегат, который сможет работать от обычной стандартной электросети в 220 вольт. Также необходимо узнать диапазон напряжения, при котором осуществляется сварки, лучшие условия будут то 180 до 240 В.
Далее при выборе лучше определиться, насколько мощный прибор вам нужен, от этого будет зависеть, какую силу тока получите на выходе. Для домашних условий сварки обычно хватает 200-250 ампер. Этого будет достаточно для тонких деталей толщиной до 0,06 см.
Продолжительность непрерывной работы будет определяться производительностью аппарата, которая выражается в процентах и указана в документах. Для домашних сварочных работ хватает около 20 минут, потом устройству необходимо остыть не менее чем полчаса.
От значения напряжения холостого хода зависит сложность зажигания дуги. Чем оно выше, тем легче начать работу. У инвертора, в отличие от трансформатора и выпрямителя, самое высокое холостое напряжение от 35 до 50 вольт.
На выбор также может повлиять компактность и портативность прибора, часто необходим такой вид агрегата, который было бы легко транспортировать из дома на дачу и наоборот. По этим параметрам отлично подходит инвертор.
Также перед покупкой стоит уточнить, при какой температуре можно эксплуатировать агрегат, есть ли необходимая защита от влаги и внешних загрязнений и можно ли использовать в качество питания генератор.
В настоящее время можно найти широкий ассортимент сварочных аппаратов различных классов и видов, как для любительской работы, так и для профессиональной.
Хорошими инвертором для начинающих сварщиков и для работы в быту являются приборы фирмы Интерскол. Производимые компанией сварочные аппараты обладают широким функционалом и отвечают самым высоким требования, они соединяют в себя отличное сочетание приемлемой цены и высокого качества.
Укладка и кантовка изделий
При сварке крупногабаритных заготовок возникает необходимость вращения и перемещения собираемого узла. Существуют кантователи роликового типа и с цевочным зацеплением.
Встречаются установки с рычагами или цепными захватами. Детали фиксируются в заданном положении ручными или механическими приводами, после чего оператор начинает сваривать швы.
Оборудование оснащают неподвижными или регулируемыми упорами и зажимами, выпускаются универсальные манипуляторы, позволяющие работать с заготовками разного типоразмера.
Роликовые постели
Роликовые установки предназначены для сварки цилиндрических элементов. Колеса оснащены обрезиненным ободом для улучшения контакта. Один из роликов имеет силовой привод от электродвигателя или ручного редуктора, остальные опоры необходимы для позиционирования деталей в пространстве.
Роликовые постели предназначены для сварки цилиндрических деталей.
Вращатели для изделий
Вращатель (или карусельная установка) состоит из рабочего стола с вертикальной, наклонной или горизонтальной осью, не изменяющей положения в пространстве. Заготовки устанавливают на поверхности с помощью зажимов, частота вращения зависит от скорости сварки и особенностей технологического процесса. Для привода поворотного узла используют электрические двигатели с редукторами и гидравлические моторы (частота вращения зависит от давления жидкости).
Универсальные манипуляторы
Для позиционирования сварных конструкций в промышленном цикле используют универсальное оборудование стационарного типа, оснащенное литой или сварной станиной с жестким креплением к фундаментной плите. Внутри станины находятся электрические приводы, трансформатор и механизмы для подачи инертного газа и присадочной проволоки. Заготовки укладывают на рабочий стол либо планшайбу с канавками типа “ласточкин хвост”, предназначенными для монтажа упоров или зажимов.
Универсальные манипуляторы используются для позиционирования сварных конструкций.
Планшайба оборудована секторами с зубчатыми венцами и установлена на шарнире, допускающем отклонение стола. Часть манипуляторов оснащается системой регулировки положения поверхности по высоте. Встречаются бюджетные манипуляторы с ручным управлением, используемые для мелкосерийного производства.
Позиционеры для кантовки
Предназначены для поворота установленных заготовок в положение, обеспечивающее доступ электрода или сварочной головки к линии стыка. Оборудование состоит из станины и манипулятора с ручным, электрическим либо гидравлическим приводом. Детали крепят на поверхности планшайбы, которая может поворачиваться в нескольких направлениях (вручную или по заложенной в память программе).
Стандартный позиционер может перемещать сварной узел вокруг оси для сварки деталей по верхней и нижней поверхностям, а также поднимать и опускать изделие для заполнения металлом стыков на боковинах. Ручные установки оборудованы редукторами со стопорами, снижающими нагрузку на оператора при работе. При массе заготовок более 1500 кг используют электрический привод с постоянной скоростью движения (регуляторы скорости перемещения не предусматривают, шов выполняется движением электрода или головки вдоль линии соединения деталей).
Сварочные позиционеры малой грузоподъемности МСМ
Предназначены для любых типов кольцевых швов вращаемых изделий – дисков, цилиндров и т. д., и продольных швов изделий любой конфигурации. • Манипулятор имеет литую планшайбу, на которой в качестве опции может быть установлен 3-х кулачковый быстрозажимной патрон. • Скорость вращения регулируется плавно в широком диапазоне. • Опорная конструкция манипулятора устойчива и не требует дополнительного крепления. • Комплектуется пультом д/у. Специальные интерфейсы расположены в электрическом шкафу и согласуют работу манипулятора со сварочным процессом и другим оборудованием. Возможна дополнительная комплектация педалью. Манипуляторы сварочные модели МСМ различной грузоподъёмности предназначены для наклона и вращения изделий в положении, удобном для сварки (резки) со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. С помощью манипулятора можно производить автоматическую сварку стыковых и угловых кольцевых швов, ручную и полуавтоматическую сварку прямолинейных и кольцевых швов и другие работы, требующие поворота или кантовки изделий.
Существующие недостатки
К сожалению, при всех существенных положительных сторонах у рассматриваемых аппаратов имеются и существенные недостатки:
- До начала работы потребуется очень точно произвести всю настройку;
- Точная техника подвержена сложным поломкам, поэтому быстрый ремонт и возобновление работы являются крайне сомнительными;
- Имеются конкретные ограничения на максимальный/минимальный диаметр по закольцованным швам;
- Сама техника чаще всего обладает небольшой массой, но случайная чрезмерная нагрузка на нее способна быстро вывести ее из строя;
- Для эксплуатации требуются определенные навыки, что делает эту технику слабо доступной для малого бизнеса;
- Высокая цена.
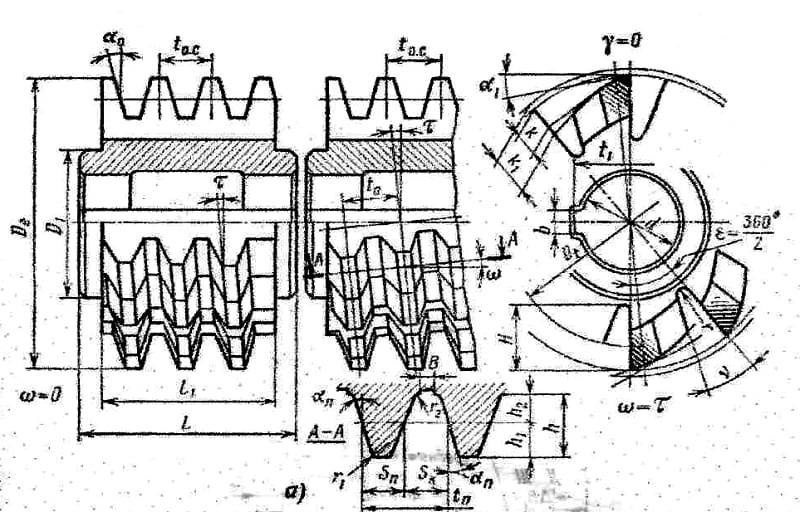
Электродная проволока
Виды электродов.
Качество автоматической сварки во многом определяется правильным выбором электродной проволоки. Ее химический состав формирует структуру сварного шва, то есть подбирается исходя из типа свариваемого металла. Обычно стремятся, чтобы составы проволоки и заготовок были близки. Всего стандартом предусмотрено производство более 70 различных марок электродной проволоки.





![§ 127. автоматизация процесса сварки [1979 рыбаков в.м. - сварка и резка металлов]](https://lab-metr.ru/wp-content/uploads/0/4/9/0499725b03cd5a31cb1cb106bb233163.jpeg)

Исходя из состава, проволока подразделяется на низкоуглеродистую (легирующие компоненты – не более 2%), легированную (2 – 6%) и высоколегированную (более 6%). Выделяется также проволока с медным покрытием (отмечается буквой О в конце марки). Особая чистота состава отмечается индексом А в обозначении. В целом в составе может присутствовать ванадий (отмечается буквой Ф), молибден (М), никель (Н), титан (Т), хром (Х) и ряд других элементов.
Перед использованием в автоматах электродную проволоку рекомендуется очистить от масел и других загрязнений путем протирки керосином, уайт-спиритом, бензином и другими растворителями. Для ликвидации увлажнения поверхности применяется термическая обработка при температуре 100 – 140ºС.
Флюс.
От выбора флюса качество автоматической сварки зависит в значительной степени: формируется состав сварочного шва, что определяет механическую прочность и стойкость к растрескиванию, а также обеспечивается стабильность дуги и возникают газовые поры в металле. Флюсы, введенные в сварочную зону, выполняют важные задачи: изоляция сварочной ванны от атмосферной среды, обеспечение параметров дуги, химическое взаимодействие с металлическим расплавом, легирование шва, формирование шовной поверхности.
https://youtube.com/watch?v=y0BSMczH_Rs
Чаще всего в качестве флюсов используются искусственные силикаты слабо кислого типа. Основа состава обеспечивается двойным или тройным силикатом закиси марганца, окиси кальция, окиси магния, алюминия. Для понижения температуры плавления вводится присадка – плавиковый шпат. Наиболее распространен флюс ОСЦ-45, основанный на силикате марганца с добавлением фтористого кальция.
Метод сварки ММА
Перед тем как рассматривать сам метод, следует узнать про электроды ММА, что это специальные плавящиеся металлические стержни, покрытые специальными составами для соединения различных марок стали. Основные этапы такого типа сварки, как ММА, что это такое, нюансы и особенности описывает технология выполнения работ, заключающаяся в следующем.
Ток, подающийся на электрод, образует между поверхностью подлежащих свариванию изделий и металлом стержня дугу с высокой температурой. При разогреве стержня и поверхности изделий, образуется область плавления. В объеме доведенного до жидкого состояния металла создается особенная зона – сварочная ванна, в которую поступает плавящийся металл электрода в форме покрытых шлаком отдельных частиц.
В зоне расплавления осуществляется смешение поступившего металла и материала изделий, более легкий расплавленный шлак выталкивается на поверхность образованного шва. Максимальное углубление, на котором выполняется расплавление металла свариваемого элемента, называется «глубиной проплавки».
Габариты сварочной ванны зависят от режима выполнения работ. При ручной дуговой сварке MMA доля металла изделия в ее формировании достигает 35%.
При расплавлении покрытия электрода в сварочной ванне формируется специальный газовый режим. Газы, выделившиеся при сварке методом ММА, вытесняют воздух и образуют защитную среду, препятствующую прямому контакту расплава с внешней средой. В этом слое содержатся преимущественно пары расплавленной стали или других металлов и легирующих веществ.
Суть процесса и варианты
Электрическая дуга
Для того, чтобы защитить рабочую зону от контакта с кислородом и азотом воздуха, а также с содержащимися в нем водяными парами, ее окружают слоем флюса. Это специальный порошок, при сгорании которого выделяются защитные газы. Кроме того, в состав флюса входят легирующие элементы и другие добавки, улучшающие качество сварного шва.
Порошок, состав которого описан в ГОСТ 16130-72, может быть включен в состав сварочной порошковой проволоки. Иногда инертным газом заполняют весь объем сварочной камеры, тогда нужда в порошке отпадает.
Автоматический сварочный станок следит за расстоянием между концом электрода и заготовкой. Существует несколько кинематических разновидностей таких станков:
- головка неподвижна, свариваемые трубы вращаются в приводных валках;
- головка перемещается по заданному пути на манипуляторе;
- головка закреплена на самоходном шасси (тракторе), которое двигается по заданной траектории внутри свариваемого объекта.
Автоматический станок выполняет такие сварочные работы, как:
- «на весу», без защиты для тыльной стороны шва;
- на медной подложке вдоль всей линии шва, защищающей тыльную часть соединения от потеков и наплывов;
- на порошковой подушке, создающей облако защитных газов;
- на медной пластине, перемещаемой синхронно с головкой.
При выполнении сложных видов соединений применяются такие приемы, как предварительная проварка корневой части и подварка тыльной части шва.
Достоинства
У этого оборудования много различных достоинств. Сейчас это очень экономично, так как остальные устройства стоят на порядок дороже, но при этом достаточно функционален.
Чаще всего он сочетает возможность работы как с газом так и с флюсом, но есть модели, которые могут использовать только одну методику.
Также он очень простой в использовании и сборке. Он состоит из простых деталей, так что в случае чего его можно починить даже в экстренной ситуации.
Простота трактора проявляется не только в этого составе, но и в том, что им легко научится пользоваться. У него есть всего несколько кнопок, которые имеют интуитивно понятные функции.
Также у него можно настроить скорость движения, что экономит расходные материалы.
Хоть трактор и прост, но при этом с его помощью возможно сделать красивый и качественный шов.
Ещё один плюс этого инструмента – это портативность. Он компактный так что с перевозкой не возникает проблем, которые могут быть с другими аппаратами, так как они большие и, часто, тяжелые.
И при этом независимо от вида шва качество всегда будет качественным (если установить правильные параметры), так как исключается человеческий фактор.
И последнее – это способность производить сварку, отличного качества без подготовки к ней металла и кромок. Это обеспечивает экономию времени и высокую производительность.
Сущность автоматической сварки
Автоматическая сварка в основном представляет собой дуговую сварку под слоем флюса. Такой способ позволяет соединять практически любые металлы и их сплавы толщиной от 1,5 до 150 мм, а также заготовки из разнородных металлов.
Основная сущность процесса заключается в том, что между сварочным электродом и соединяемыми деталями автоматически поддерживается электрическая дуга, обеспечивающая расплавление металла в сварочной ванне. Дуга большой мощности находится в газовой среде, образованной при испарении флюса. Для поддержания состава облака в сварочной зоне обеспечивается слой флюса толщиной порядка 40 – 80 мм и шириной 50 – 100 мм.
С учетом такой особенности процесса дуга вся располагается внутри расплава флюса. За счет этого расплав флюса обеспечивает давление на расплавленный металл до 9 г/см², что достаточно для его удержания от разбрызгивания. Газовое облако предотвращает окисление металла. В целом такая технология позволяет увеличить силу сварочного тока до 4 кА при обеспечении надлежащего качества шва.
Автоматизация сварки строится на следующих принципах: непрерывное обновление сгоревшего (расплавленного) электрода, поддержание объема флюса в сварочной ванне и отсос нерасплавившегося флюса, равномерное передвижение электрода вдоль шва. Соответственно, для обеспечения качества необходим контроль длины дуги, силы сварочного тока и скорости перемещения электрода. Непрерывная подача электрода обеспечивается применением в качестве него сварочной проволоки.
Сварочный трактор ТС-16-1
Агрегат предназначен для выполнения вертикальных сварных швов, оснащен автоматическим режимом сварки. При этом можно индивидуально задавать параметры сварного соединения, скорости движения трактора и подачи проволоки, объема наплавляемого металла. Это позволяет использовать оборудование данного типа во многих промышленных сферах.






После программирования цепи рабочих параметров агрегат начинает работать. Введение дополнительных параметров в процессе сварки уже не требуется. Все процедуры (передвижение установки, подача проволоки, расход флюса) выполняются полностью автоматически.
Преимущества автомата ТС-16-1
- Блок управления — микропроцессорный.
- Возможность плавной регулировки скорости передвижения агрегата, подачи проволоки.
- Возможность стабилизации скорости выполнения работ, подачи проволоки.
- Дистанционное управление — при помощи переносного блока.
- Предварительное программирование параметров сварки (напряжение, подача проволоки, скорость выполнения работ). Возможность корректировки установленных параметров в процессе выполнения сварочных работ.
- Аппарат оснащен лазерным указателем, предназначенным для визуального контроля расположения относительно шва электродной проволоки.
- Электронная цифровая индикация параметров сварки — напряжения, тока, скорости работ, периода растяжения дуги, заварки кратера.
- Дистанционное включение, последующая регулировка напряжения источника.
- Возможность регулировки (изменения) положения сварочной головки в пространстве.
- На агрегат можно устанавливать бункера различной вместимостью.
Недостатки оборудования
Как и любое технологическое оборудование, сварочный трактор имеет собственные недостатки.
- Необходимость точной настройки самой установки.
- Несмотря на то что оборудование отличается относительно небольшой массой, дополнительные нагрузки способны затруднить его эксплуатацию в определенных ситуациях.
- Существуют ограничения по диаметру кольцевых швов.
- Как правило, трактор может выйти из строя, остановив выполнение срочных работ.
Сварочный трактор — это сложное техническое оборудование, которое достаточно дорого стоит, поэтому является доступным только для производственных предприятий.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
- контактные губки;
- тракторные сопла;
- флюсовые конусы;
- ролики для распрямления проволоки;
- токоподводы.
 Придется приобрести ролики для распрямления проволоки.
Придется приобрести ролики для распрямления проволоки.
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Итог
Подведём итоги. Есть много разных автоматических сварочных аппаратов, которые работают практически самостоятельно, всё что нужно – просто ввести настройки. Один из них – это сварочный трактор.
Он работает с дуговой сваркой и движется по рельсам. Существуют модели которые не используют рельсы. У этого аппарата множество достоинств. Это экономичный и функциональный вариант сварочного оборудования.
Он простой в использовании и удобный для использования. Для того чтобы овладеть методом его использования не обязательно быть профессионалом. Трактор может быть большим и тяжелым или компактным.
Этот инструмент удобен в создании качественных швов разных типов, а также при работе с толстыми металлами.