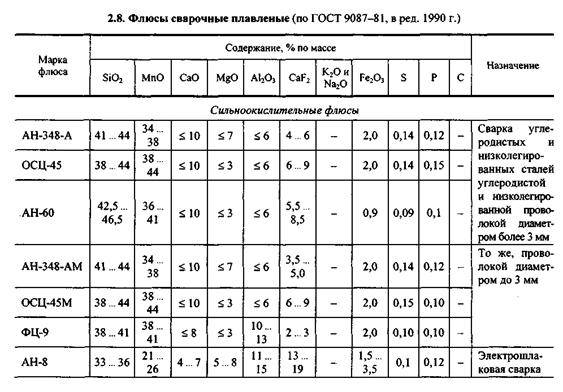
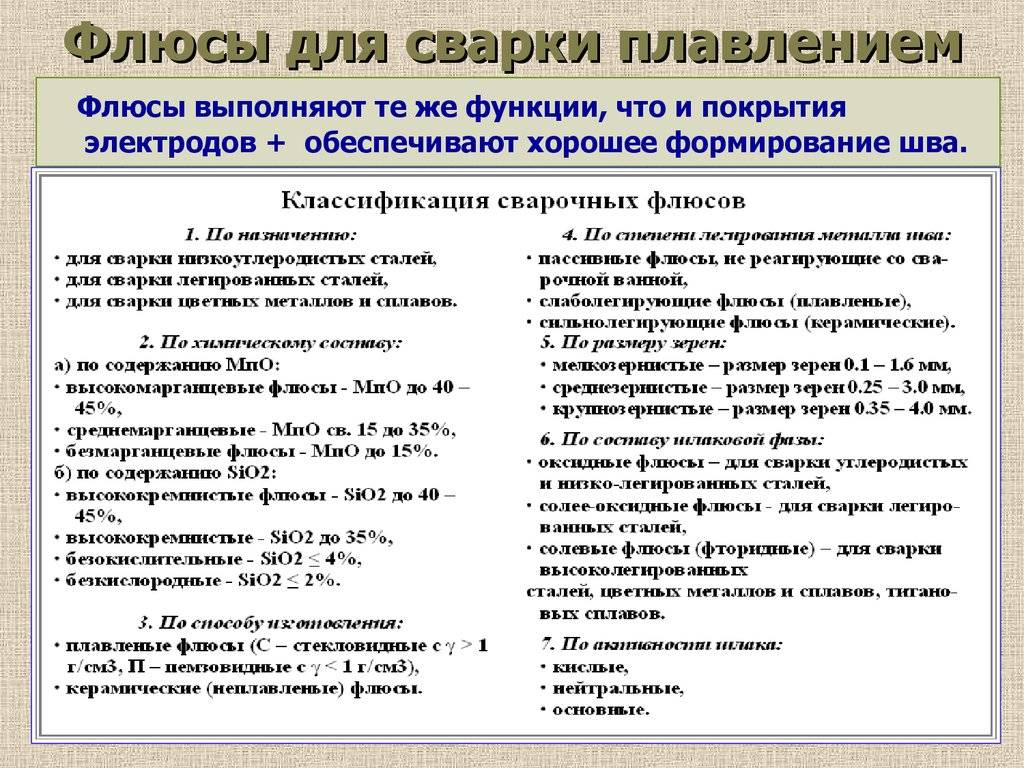
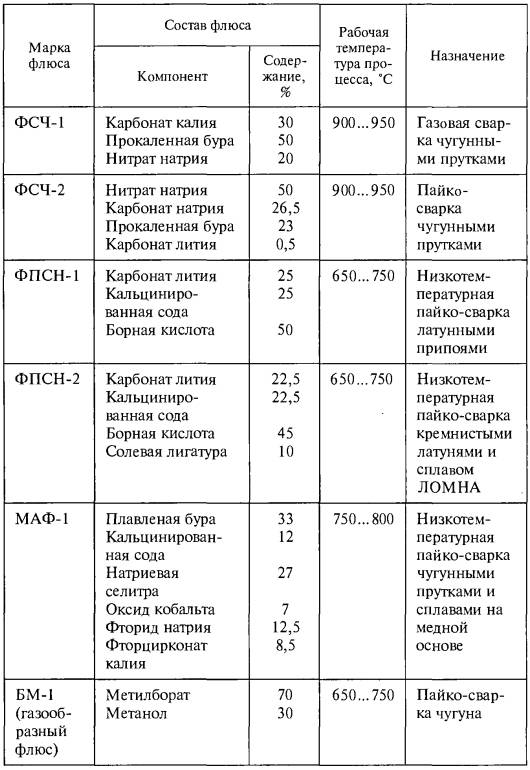
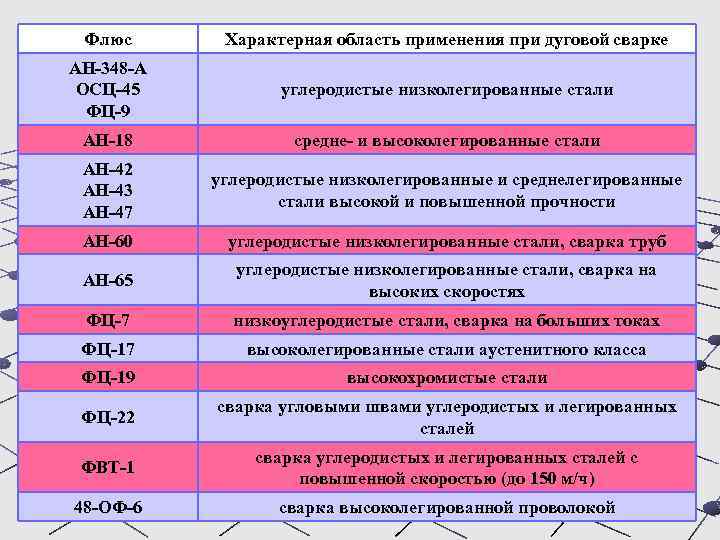
Наиболее распространённые марки флюсов, их состав и область применения
Флюсы используют для газовой сварки цветных металлов, чугуна и сварки высоколегированных сталей отдельных марок, а также при выполнении различных наплавок. Флюсы не используют при сварке низкоуглеродистых сталей, т.к. в процессе их сварки формируются легкоплавкие оксиды железа, которые скапливаются на поверхности расплавленного металла.
Состав флюса выбирается, исходя из характера оксидов, которые формируются в процессе сварки. Если в расплавленном металле преобладают щелочные (основные) оксиды, то флюс должен быть кислым. И наоборот.
Флюсы для газовой сварки меди, латуни и бронзы
При сварке меди, а также при сварке латуни и сварке бронзы, в большинстве случаев используют кислые флюсы. В их состав ходят борсодержащие химические соединения, такие как бура Na2B4O7, борная кислота H3BO3 и других. Перед сваркой буру прокаливают, иначе при сварке бура пузырится, и выделяет кристаллизационную воду. Это отрицательно влияет на качество сварных швов.
Хорошее качество сварки обеспечивается при помощи флюса марки БМ-1. В его состав входят 25% метилового спирта СН3(ОН) и 75% метил бората В(СН3О)3. Используют, также, флюс МБ-2, в состав которого входит только метил борат.
Смесью ацетилена и парообразных флюсов воздействуют на расплавленный металл через специальный флюсопитатель, через который ацетилен проходит прежде, чем поступить в сварочную горелку. В сварочном пламени происходит сгорание флюса:
2В(СН3О)3 + 2О2 = В2О3 + 2СО2 + 3Н2О
Более подробно о флюсах для меди изложено на странице: «Флюсы для газовой сварки меди».
Флюсы для газовой сварки чугуна
При сварке чугуна применяют основные флюсы в состав которых входят соединения натрия и калия: едкий натр NaOH, карбонат натрия Na2CO3, гидрокарбонат натрия NaHCO3, карбонат калия K2CO3 и другие.
Кроме этого, часто использую прокаленную буру Na2B4O7 в чистом виде или её смесь с солями щелочных металлов. При сгорании, бура распадается на оксид натрия Na2O и оксид бора В2О3, которые вступают в реакцию с образующимися в жидком металле оксидами и, переводя их в шлак, способствуют их удалению. Подробнее об этом и многом другом изложено на странице «Газовая сварка чугуна».
Форма подготовки кромок
Гост 26595-85. фрезы торцовые с механическим креплением многогранных пластин. типы и основные размеры (с изменением n 1)
ГОСТ 8713-79, описывающий сварку в защитном газе и сварные соединения, требует высокой точности при разделке кромок заготовок. Требования по точности, предъявляемые к обычной ручной сварке ММА, либо аргонодуговой, заметно ниже. Автоматический сварочный аппарат настраивается под определенный режим сварки, включая силу тока, расстояние от заготовки до электрода и его траекторию.
В ходе исполнения заложенной программы автоматический аппарат не сможет учитывать неточности обработки либо установки заготовки, как это смог бы сделать квалифицированный и опытный сварщик.
Разделку кромок проводят на установках газовой, плазменной или лазерной резки. Используются также металлообрабатывающие станки (фрезерный, строгальный, долбежный). Реже при разделке применяются установки водяной резки.
Перед началом работ необходимо провести подготовку: очистить от механических загрязнений, шлака, ржавчины, масложировых пятен. Оставшиеся загрязнения, попав в зону действия дуги, приводят к образованию таких дефектов, как:
- поры и каверны;
- трещины;
- непровар;
- посторонние неметаллические включения.
Механическую зачистку проводят с помощью пескоструйной обработки либо ручными угловыми шлифмашинами. Используется также и химическое пассивирование для более качественного удаления окисной пленки. Кроме самих кромок, зачищается и околошовная область на 5-6 мм с каждой стороны от шва. Общее обезжиривание с помощью органических растворителей или неорганических активных веществ распространяется на ту же зону.
Заготовки требуется надежно закрепить на сборочном стенде с помощью струбцин или специальной оснастки. Используется также прихватывание в заранее определенных местах ручной электродной сваркой или в среде углекислого газа. Точечные прихватки делают из полос металла длиной 5-7 см. Их устанавливают не далее 40 см одну от другой, с краю они должны быть не далее 20 см от начала (конца) шва. Их обязательно следует очистить от брызг расплава и шлаков.
Для входа и выхода электрода без прожога в начале и конце шва устанавливают вводные и выводные подкладки, разделанные тем же профилем, что и основной шов.
Рабочие режимы выбирают исходя из металла заготовок, их толщины, вида разделки. К ним относятся:
- рабочий ток и напряжение;
- толщина и темп подачи сварочного материала;
- скорость и наклон движения электрода.
Стыковые швы свариваются с разделкой или без таковой. Соединение может провариваться с одной либо обеих сторон, а также за несколько проходов.
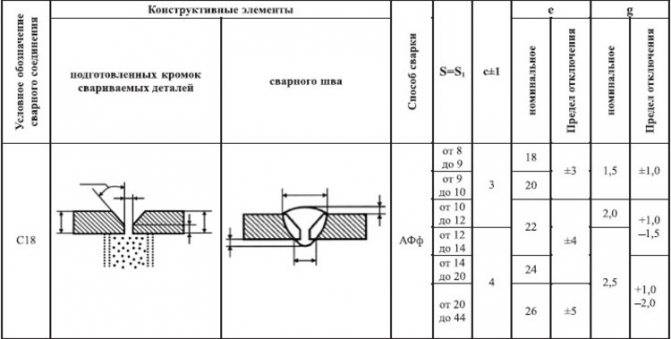
Пример основной таблицы ГОСТ для типа соединения С18.
Если есть возможность довести зазор между заготовками до 1 мм, то работу в положении «в лодочку» проводят без подкладки. Если же зазор больше — подкладывают металлическую или асбестовую пластину, либо подсыпают подушку из флюса. Применяется также предварительное подваривание корня шва с изнанки.
Сварка в положении «лодочка» рекомендована для угловых и тавровых швов. Она дает возможность равномерно проплавить кромки и увеличить площадь сечения шва. Для этого заготовки крепят в специальной поворотной оснастке, называемой кантователь. Он может поворачиваться вместе с заготовкой вокруг продольной оси, параллельной линии шва. ГОСТ предусматривает сборку двутавра сварного таким же способом.

Сварочные схемы.
Сваривание тавровых и нахлесточных швов ведут с углом наклона электрода в 15-30о к линии шва. К минусам такого метода относят ограничение предельного значения катета в 16 миллиметров. Для получения больших значений приходится прибегать к многопроходному провариванию.
Флюсы для наплавки
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
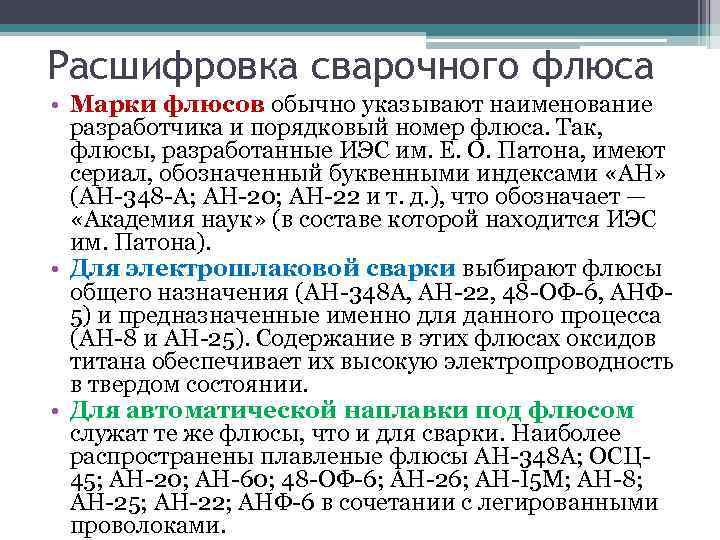
Как правило, для наплавки применяют плавленые стекловидные и пемзовидные флюсы. По назначению их разделяют на флюсы общего назначения и специальные. Первые используют для дуговой наплавки углеродистых и низколегированных сталей. Вторые — для дуговой и электрошлаковой наплавки легированных сталей и сплавов, цветных металлов.
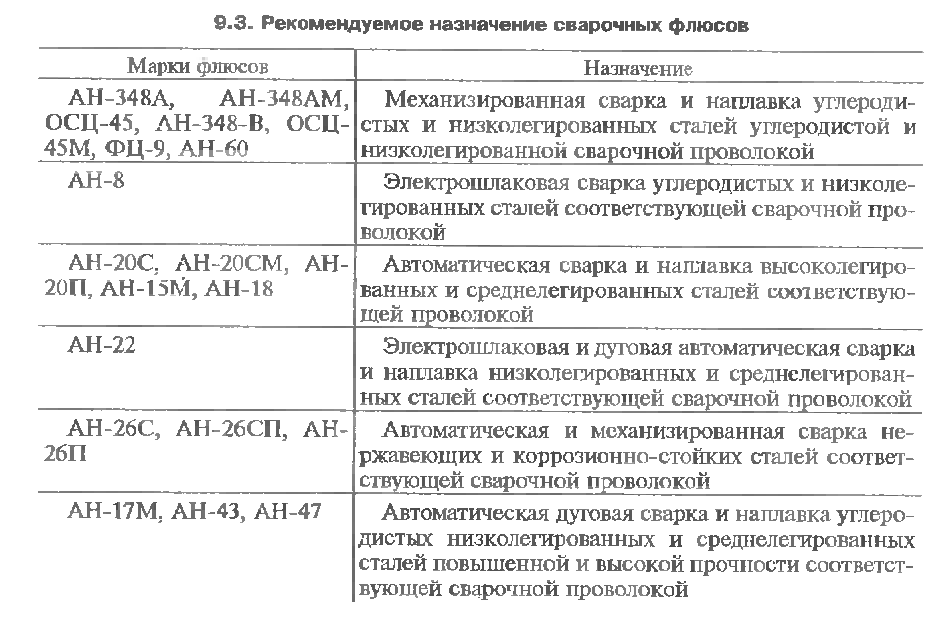
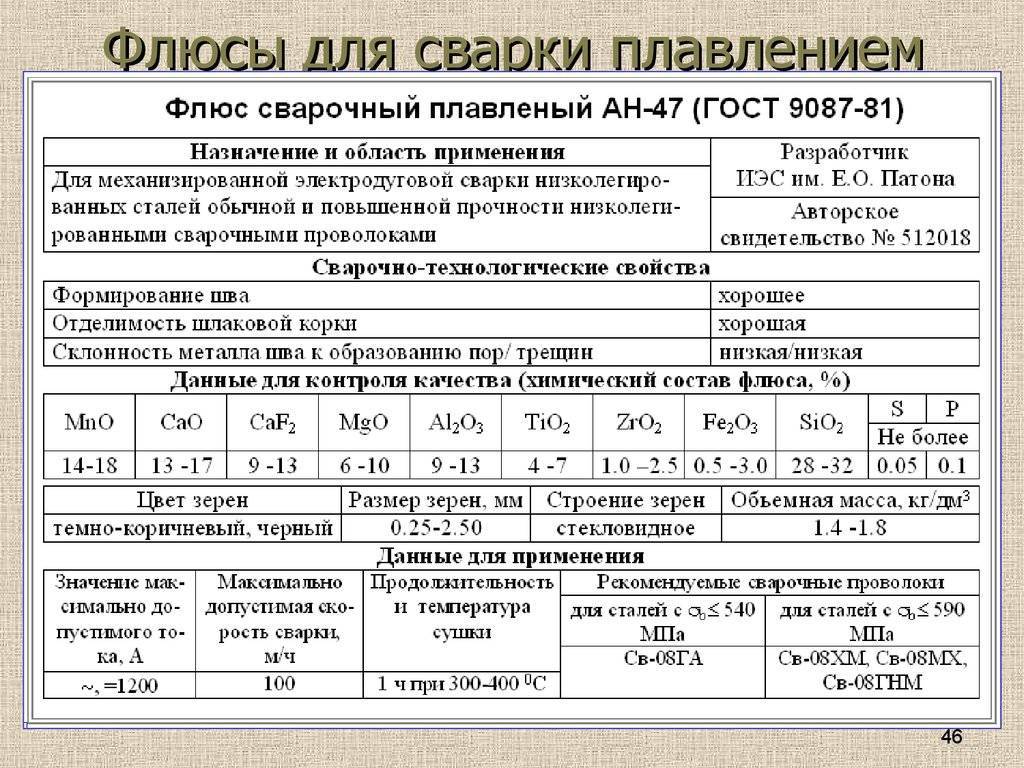
Флюсы АН-348А и АН-60 с большим содержанием Si02 и МnО широко применяют для наплавки малоуглеродистых и низколегированных сталей. Кремнистый безмарганцевый флюс АН-26 предназначен для наплавки легированных и высоколегированных сталей. Низкокремнистые флюсы АН-20 и АН-22 широко применяют для наплавки низколегированных и легированных сталей. Безмарганцевые флюсы АН-15М, АН-28, АН-70, ОФ-6, ОФ-10 используются для электродуговой наплавки легированных и высоколегированных сталей и сплавов.
Флюсы АН-72 и ФЦ-18 обеспечивают хорошие формирование и отделимость шлаковой корки при наплавке высоколегированных сталей и сплавов.
Флюс АН-90 в основном предназначен для электрошлаковой наплавки лентами коррозионностойких сталей. Для традиционных процессов электрошлаковой наплавки применяют флюсы АНФ-1, АН-8 и АН-22.
В меньшей степени для наплавки применяют керамические (агломерированные) флюсы. Из них наиболее известны флюсы (ЖСН-5, ЖСН-6, АНК-18, АНК-19).
При ковке
Самый древний вид сварки – это ковка. Называть этот процесс сваркой можно с натяжкой. Тем не менее, термин «кузнечная сварка» подразумевает именно соединение двух металлов ковкой. Выполняют ее вручную или с помощью оборудования. Ковке обычно подвергают виды стальных сплавов с низким содержанием углерода.
Флюс для кузнечной сварки практически всегда в качестве основы содержит железосинеродистый калий. Массовая доля его различна, варьируется от 1 весовой части до 27 весовых частей.
Остальными компонентами могут быть бура, борная кислота, хлорид натрия. Смесь перед ковкой насыпают на металлическую заготовку, доведенную до температуры 1000 °C.
Флюс вместе с окалиной превращается в жидкую массу шлака, обволакивает рабочую зону, предохраняет ее от дальнейшего окисления.
Грамотный выбор флюса, режима проведения сварки гарантирует образование качественного сварочного шва.
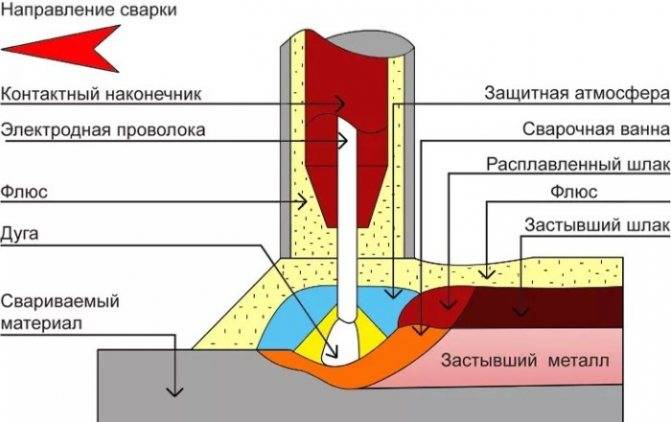
Как работает
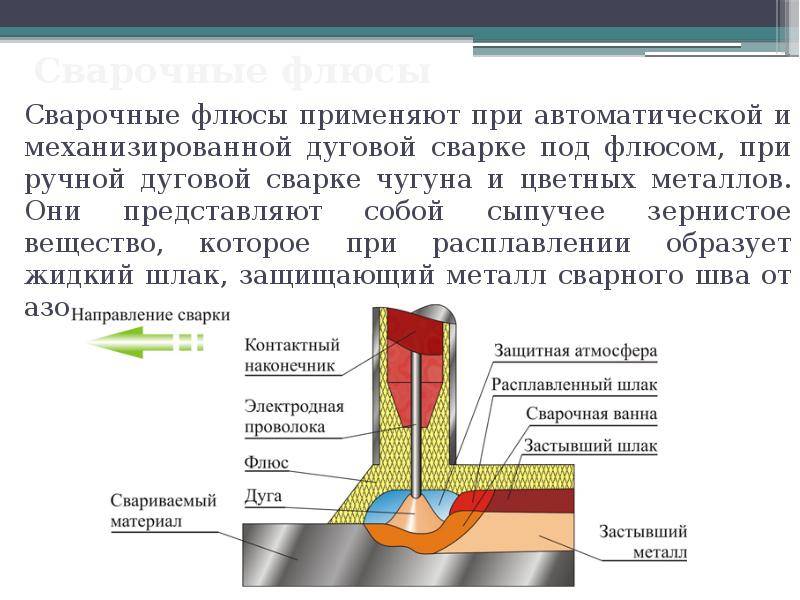
Вне зависимости от материалов при ведении дуговой сварки можно выделить основные элементы рабочей зоны, в которой формируется шов. В верхнем слое аккумулируется шлак, так как он легче расплавленного металла. Сам металл находится в нижнем слое в жидком состоянии. Температура внутри электрической дуги достигает 5000°C градусов. Наконец, в результате испарения материалов образуется газовый пузырь.
При ведении сварки в полуавтоматическом режиме картина несколько изменяется за счет наличия проволоки, однако основные элементы остаются неизменными. Негатив в весь процесс вносит шлаковая корка и процесс окисления. В результате образуются трещины, поры и примеси в металле, что ухудшает показатели прочности соединения. Чтобы исключить химическую активность материала, необходимо использовать вещества, дающие защиту в виде слоя инертного газа. Для облегчения работы флюс изготавливают из элементов, имеющих относительно невысокие температуры плавления.
Флюсы, помимо защиты от воздуха, обеспечивают изоляцию сварной ванны от пыли и инородных частиц, служат расходным материалом при проведении наплавки. К веществам предъявляются некоторые требования. Прежде всего, флюс не должен осложнять сварочный процесс. Его изоляционные свойства не могут проявляться частично. Если обеспечивается защита от атмосферного кислорода, то она должна быть надежной. Остатки флюса должны с легкостью удаляться с застывшего металла.
Принцип работы сварочного флюса достаточно прост. Порошок насыпается на поверхности деталей. Под действием температуры электрической дуги он плавится, в результате чего образуется газ. Этот газ и защищает поверхность ванны от проникновения кислорода.

Кислые и нейтральные сварочные флюсы
Некоторые флюсы из этой группы с точки зрения металлургии являются нейтральными, а некоторые легирующими. Другими словами, нейтральные флюсы не добавляют в наплавленный металл каких либо легирующих элементов, в то время как из легирующих флюсов в металл шва могут переходить такие элементы как Mn, Cr, Si, Mo и т.д.
В качестве примера данной группы флюсов, из продуктовой линейки ESAB можно привести флюсы OK Flux 10.80 и OK Flux 10.81, которые относятся к типу легирующих металл шва кремнием и марганцем.
OK Flux 10.80 является агломерированным кальциево-силикатным нейтральным по индексу основности флюсом, разработанным специально для сварки на высоких токах и низких скоростях сварки. По металургическому поведению он является сильно легирующим и его можно применять для сварки стыковых соединений при толщине заготовок до 20 мм. Индекс основности данного флюса В=1,1


OK Flux 10.81 является агломерированным алюманатно-рутиловым кислым сильно легирующим флюсом, из которого в металл шва переходят Si и Mn. Он предназначен для сварки на высоких скоростях и умеренных токах стыков толщиной до 25 мм и угловых соединений, когда к изделию предъявляют жесткие требования по плавному переходу от шва к основному металлу. Индекс основности данного флюса В=0,6. В отличие от высокоосновных флюсов, получение наплавленного металла высокой чистоты с высокими пластическими характеристиками, для этих флюсов не является приоритетной задачей.
Роль
Как было сказано выше, окружающая среда негативно воздействует на качество сварочных работ. Применение флюса позволяет минимизировать вредные факторы.
Суть метода заключается в укрытии зоны расплава слоем флюса. В результате термического воздействия электрической дуги в зоне сварки расплавляется металл, сварочная проволока и флюс. Расплавленный флюс образует эластичную капсулу, которая защищает от атмосферных воздействий.
Внутреннее пространство занимают пары флюса, расплавленного металла и сварочный газ. Внутренне давление элементов удерживает флюсовую пленку, которая окружает зону сварки. Капсула значительно повышает тепловой КПД, что обеспечивает высокую интенсивность расплавления, по сравнению с прочими методами сварки. Поэтому сварка под флюсом считается высокопроизводительным методом сварки.
В процессе остывания флюс преобразуется в шлак, который покрывает сварочный шов. По окончании работ шлак удаляется механическим способом без особых усилий. Остаточный слой флюса годится для дальнейшего использования.
Инструкция по сварке разными способами
Существует 2 техники сварочных работ:
- Встык. Перед началом нужно точно подогнать детали, чтобы между ними не было зазоров. Используется, когда нужна высокая точность, например, при замене части листа. В этом случае выполняется единый шов, затем его зачищают.
- Внахлест. Одна деталь накладывается на другую. Можно не подгонять кромки друг к другу. Не требует большого опыта от сварщика, в отличие от предыдущего способа.
Рекомендуем к прочтению Что такое автоматическая сварка
Ручной метод сваривания в камере
Если нужен непосредственный контроль процесса, сварка происходит в комнате, которая заполняется газом. Специалист работает в скафандре с индивидуальной системой дыхания. Это сложная работа, которая требует высокой квалификации.

Ручной метод сваривания в камере позволяет контролировать процесс.
С неплавящимся электродом
В качестве защитной среды используются инертные газы: аргон, гелий. Может использоваться присадочная проволока для заполнения шва. Она должна быть изготовлена из того же материала, что и деталь. Она может подаваться вручную или с помощью автоматических приборов.
С плавящимся электродом
Проволока или металл должны быть близки по химическому составу к свариваемой конструкции. Они расплавляются, и получается крепкое, ровное соединение. Такой способ обеспечивает глубокое проплавление при маленькой сварочной ванне. За счет этого вырастает коэффициент полезного действия.

Электроды расплавляются и получается прочное соединение.
Импульсно-дуговая сварка
Этот метод заключается в наложении импульсов дополнительного тока на основной. Это позволяет сделать дугу устойчивой, а значит, металл по всей длине после проплавки имеет одинаковое качество.
Использование трехфазной дуги
При этом способе электрический разряд подается между тремя электродами, расположенными настолько близко, что теплая энергия действует в плавильном пространстве. Каждая из трех дуг имеет свою длительность горения. Последовательность задается чередованием фаз электрической дуги.

Сварка трехфазной дугой имеет ряд технологических преимуществ.
При принудительном формировании шва
Существуют устройства, удерживающие сварочную ванну. Они нужны, чтобы правильно сформировать место соединения деталей. Это могут быть вращающиеся диски, медные ползуны. Применяемые детали охлаждаются водой.
С дугой, управляемой магнитным полем
Это новый способ контроля процесса, при котором горение управляется напряженностью вокруг сварочной ванны. Во время сварки создаются области с густыми и редкими линиями индукции. Электрический разряд отклоняется между ними.

Сварка с дугой, управляемой магнитным полем, широко применяется для соединения металлов.
С вольфрамовым электродом
Это самый распространенный вид неплавящихся электродных материалов. Подходит для большинства металлов, в том числе для титана, бронзы, золота.
Другие варианты сварки
Отдельно можно выделить сварочные работы под флюсом. В процессе плавки он сгорает и выделяет защитный газ. После этого образуется безвредный шлак.
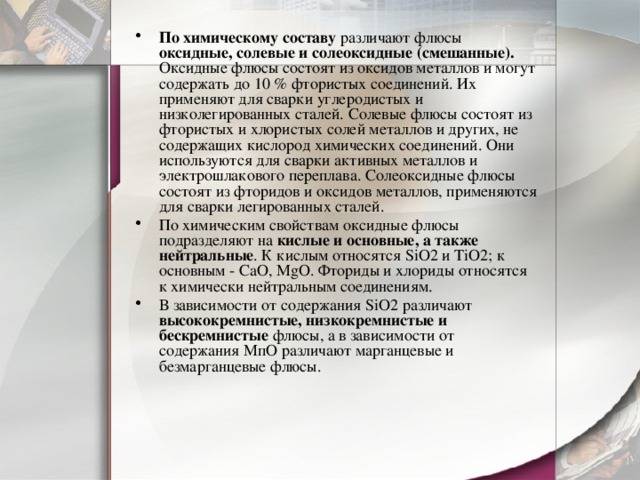
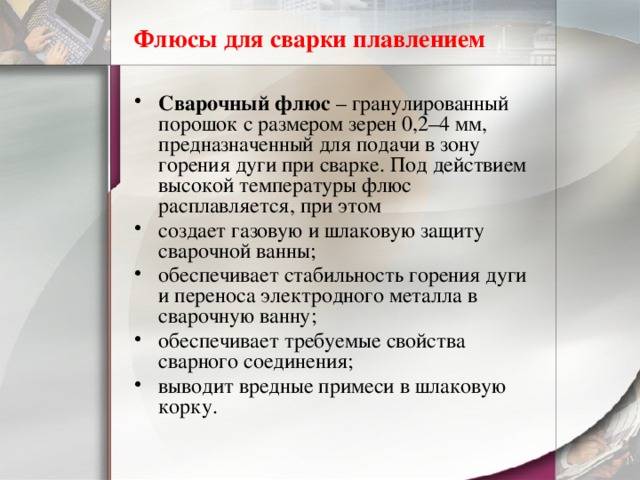
Составы флюса

Сам по себе флюс, как правило, выпускается в виде гранулированного порошка с фракцией порядка 0,2–4 мм. Но наполнение и происхождение данного продукта может быть очень разным и не всегда однородным. В связи с этим выделяют следующие виды флюса для сварки:
- Оксидные. Большую часть в содержании составляют металлические оксиды и примерно на 10% приходится доля фторидных элементов. Такой флюс используется для работы с низколегированными и фтористыми стальными сплавами. Также в зависимости от содержания оксидные флюсовые составы делятся на бескремнистые, низкокремнистые и высококремнистые.
- Солеоксидные. Еще такие порошки называют смешанными, так как наполнение может в равной степени формироваться оксидами и солевыми соединениями. Используется такой флюс для обработки легированной стали.
- Солевые. Вовсе исключается наличие оксидов, а основу состава образуют фториды и хлориды. Целевое назначение солевого флюса – электрошлаковый переплав и сварка активных металлов.
Оглавление
1 Область применения
2 Нормативные ссылки
3 Классификация
4 Индексы
4.1 Индекс для обозначения способа сварки
4.2 Индекс для обозначения способа изготовления флюса
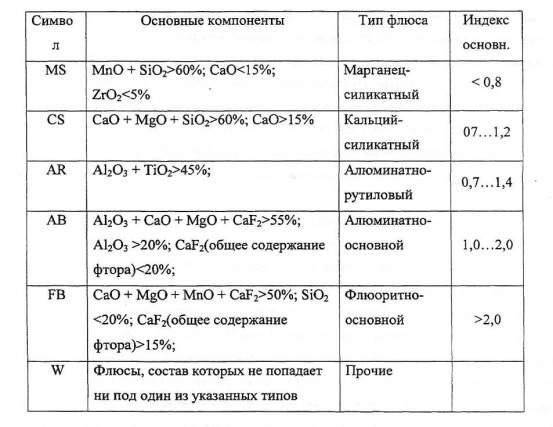
4.3 Индекс для обозначения типа флюса, характеризующий химический состав
4.4 Индекс для обозначения класса флюса
4.5 Индекс для обозначения рода тока
4.6 Индекс для обозначения уровня содержания водорода в наплавленном металле
4.7 Металлургическое поведение флюса
5 Гранулометрический состав
6 Технические условия поставки
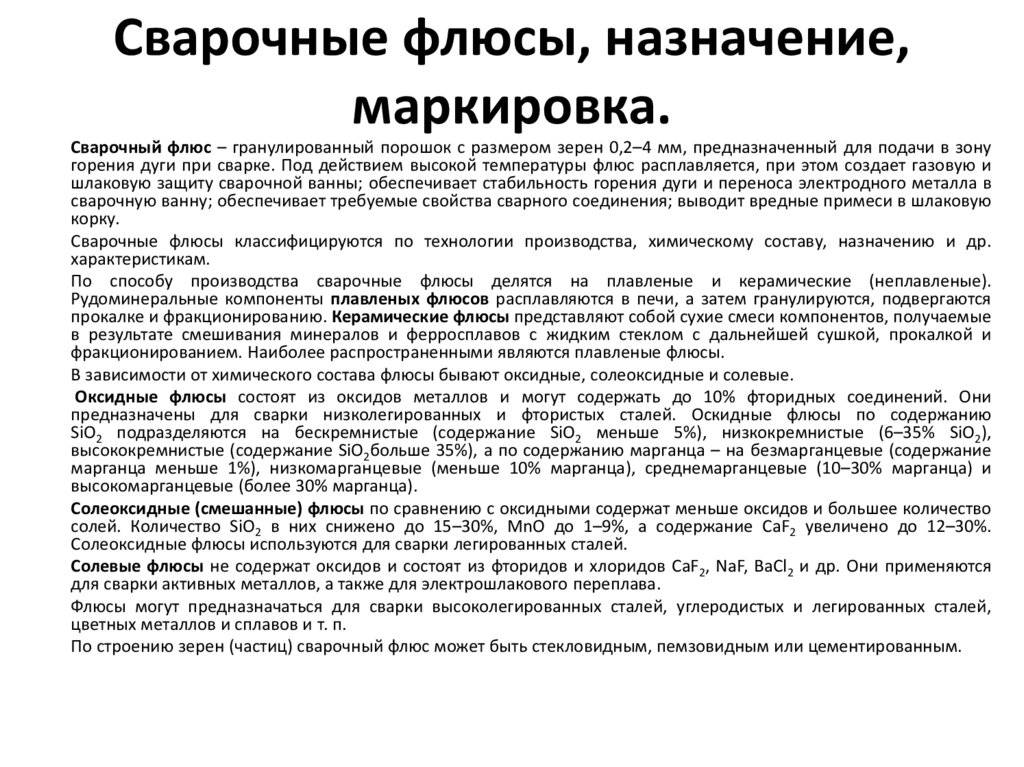
7 Маркировка
8 Классификационное обозначение
Приложение А (справочное) Описание типов флюсов
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам
Для чего нужен
Химическая активность зоны, где осуществляется соединение деталей, значительно увеличивается во время сварочного процесса при появлении высоких температур. Под воздействием воздуха в металл начинают попадать шлаки и окислы, что приводит к ухудшению качества шва.
Сварочные флюсы создают защитную среду, которая изолирует от негативного влияния воздуха зону сварки. Флюс в сварке – это компоненты неметаллического характера, участвующие в процессе соединения изделий, и оказывающие на этот процесс положительное влияние.
Флюс в сварке добавляет этому процессу дополнительные преимущества:
- делает расплавление металла более интенсивным;
- отсутствует необходимость предварительной обработки кромок изделий;
- уменьшаются потери металла на испарение;
- горение дуги приобретает стабильность;
- уменьшается разбрызгиваемость металла и образование искр;
- увеличивается КПД нагрева металла за счет снижения расхода электроэнергии на этот процесс;
- расход присадочного материала уменьшается до оптимального значения.
Флюс для сварки экранирует часть пламени дуги, что для сварщика является элементом безопасности осуществляемой им работы. Таким образом, сварочный флюс – это вещество, осуществляющее защиту сварочной ванны от взаимодействия с окружающим воздухом и не дающее вытесняться из основного материала углероду.
Существуют определенные разновидности флюсов, которые обогащают металл шва соединения легирующими элементами, что приводит к его укреплению, и делает его более надежным и долговечным.
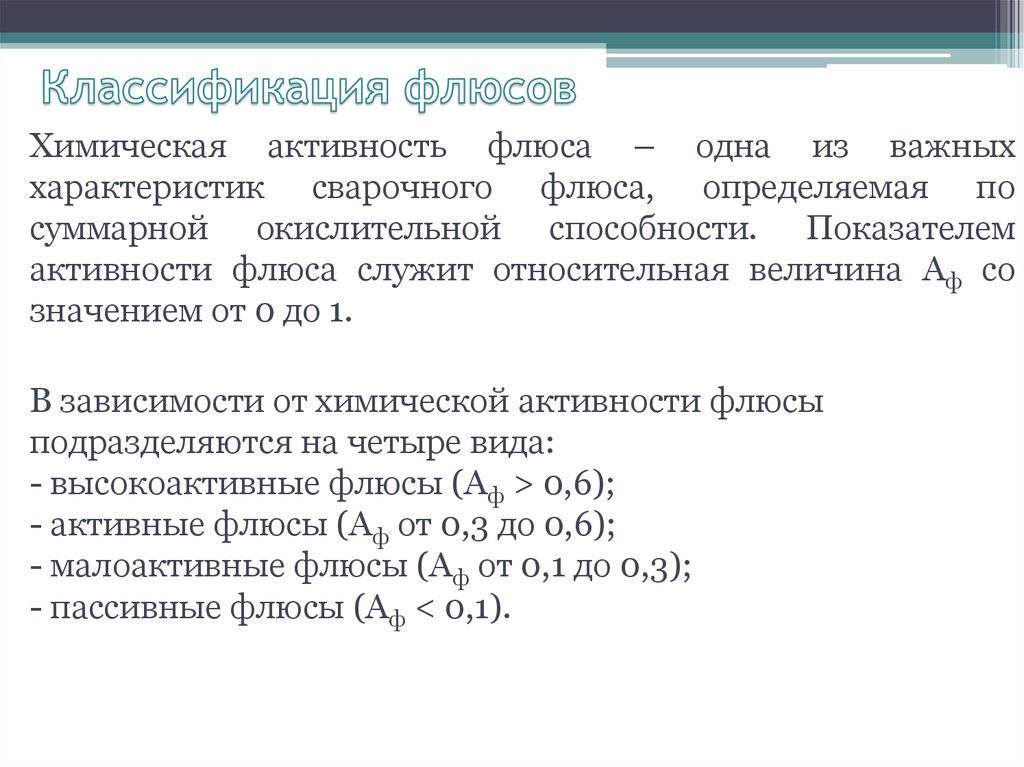
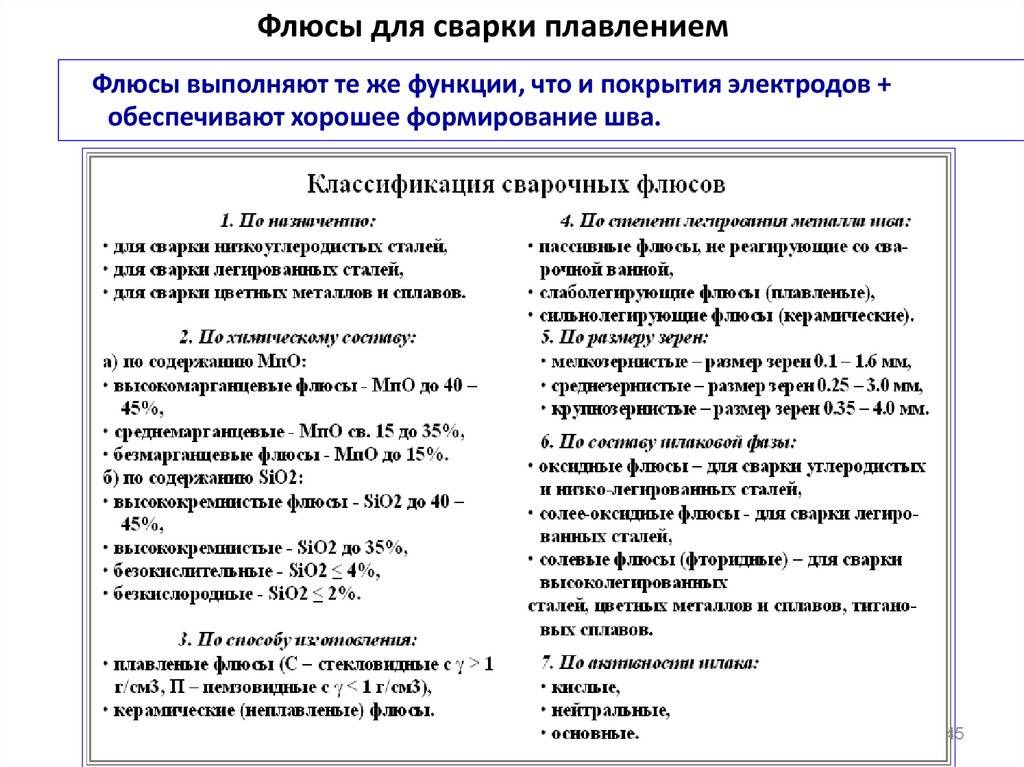
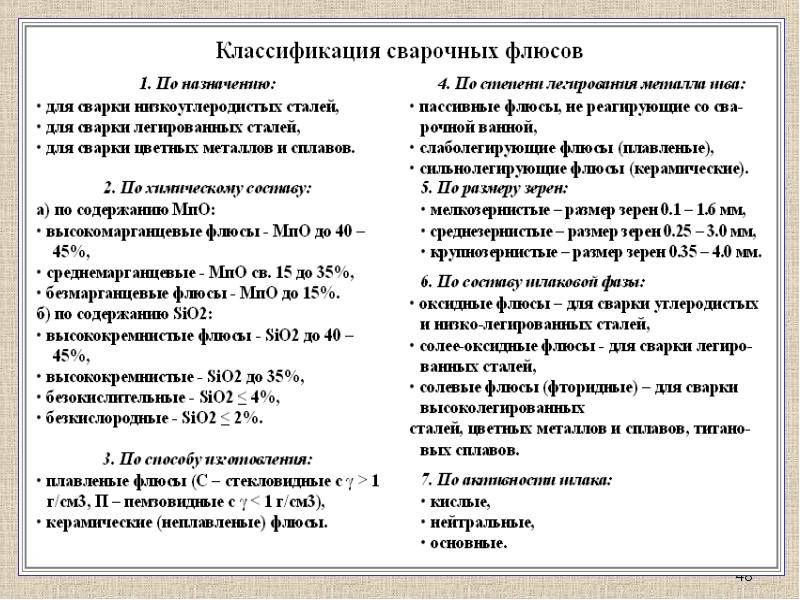
Классификация
Сварочные флюсы группируют по нескольким признакам, оценивается фазовая структура, химсостав и другие важные свойства химсоединений. Виды объединяют в группы, предназначенные для какого-то одного состава металла, маркируют соответствующим образом. Главный критерий маркировки – базовая основа.
Технологии с использованием флюсов соответствуют нормам стандарта. Например, ГОСТ 8713-89 регламентирует электросварку:
- железоникелевых деталей;
- заготовок на никелевой основе;
- металлоизделий и металлоконструкций из сталей.
Основные критерии группировки сварочных защитных смесей стоит рассмотреть подробнее.
По физическому состоянию
Получаемый порошок для удобства формируют в форме:
- цементированных или стекловидных зерен (для дуговой сварки чаще используют стеклогранулы, обладающие большой насыпной массой);
- пемзообразные – легкие, пористые, овальной или округлой формы, насыпаются плотным слоем;
- газообразные состоят из фтористых и хлористых солей, моментально распадающихся при нагревании с выделением газа;
- пасты формируются на основе органических или водных растворов, сделаны для удобства пользования, когда нужно наносить равномерный слой на вертикальные, наклонные поверхности.
По химическому составу
Классификация сварочных порошков схожа с группировкой плавящихся электродов. Неплавящийся сварочный флюс востребован при соединении цветнины.

Порошки градируются по содержанию двуокиси кремния или заменителя – плавикового шпата:
- В низкокремнистых много марганца, связывающего кислород в рабочей зоне. Кремний снижает риск пористости, угнетает процесс окисления.
- В кремнистых концентрация основного компонента колеблется от 35 до 80%.
- Бескислородные – солевые, универсальные.
Источники Mn, Mg – марганцевые руды, каустический магнезит.
Теперь о взаимодействии флюсов со сплавами:
- Пассивные не влияют на диффузный слой и шовный валик.
- Слаболегирующие насыщают марганцем, кремнием, другими упрочняющими молекулами повышающими показатель ударной вязкости.
Солевые флюсы содержат хлор, фтор, кальций, натрий, барий. Оксидные – металлические окислы и галогениды. Технологи предупреждают, что увлекаться универсальными флюсами чревато. Швы не приобретут устойчивость к изгибающим и вибрационным нагрузкам.

По способу изготовления
Флюсы в больших объемах производят несколькими способами:
- Плавленые получают в электропечах. Компоненты расплавляют до аморфного состояния, затем остужают. Полученные листы или комки измельчают, просеивают через фракционные сетки. Мелкодисперсные обычно серого цвета.
- Неплавленные представляют собой механически перемешанные вещества. Минус – фракционное и химическое деление пороков при транспортировке и подаче.
- Керамические скрепляются жидким стеклом или спекаются без расплавления. Сформированные комки дополнительно разбиваются до нужного размера после остывания. Особенность – сохранность легирующих элементов в несвязанном виде.
По назначению
Для низкоуглеродистых сталей применяют оксидные смеси с содержанием:
- кремниевых компонентов от 5 до 35%;
- марганцовистых от 1 до 30%.
При выборе сварочного флюса учитывают химический состав используемой присадочной проволоки. Чем больше Mg в сухих сварочных защитах, тем меньше должно быть легирующих металлических примесей в проволоке.
Для активных низколегированных сталей нужны флюсы с содержанием галогенов щелочных и щелочноземельных металлов. Должны присутствовать хлориды, фториды элементов I и II групп периодической таблицы Менделеева.
Для высоколегированных сталей пользуются оксидами и солями. Суммарно рекомендованная доля компонентов для сварочного флюса:
- с двуокисью кремния – до 15%;
- марганцем – от 1 до 9%;
- фтором – до 30%.
Флюсы, создающие облако, применяют для:
- тонколистовой стали;
- алюминия;
- другого цветмета;
- литья из пористого чугуна;
- инструментальных ферроплавов с высоким порогом текучести.
Насыпают флюсовые композиции в соответствии со сварочной технологией, регламентированной стандартом для данного вида сварки. Возможные варианты расположения флюса:
- закрывают только свариваемые кромки;
- защищают сварочную ванну полностью, пока идет разогрев;
- присыпают подаваемую присадочную проволоку.
Некоторые группы взаимозаменяемые, другие – узкоспециальные.

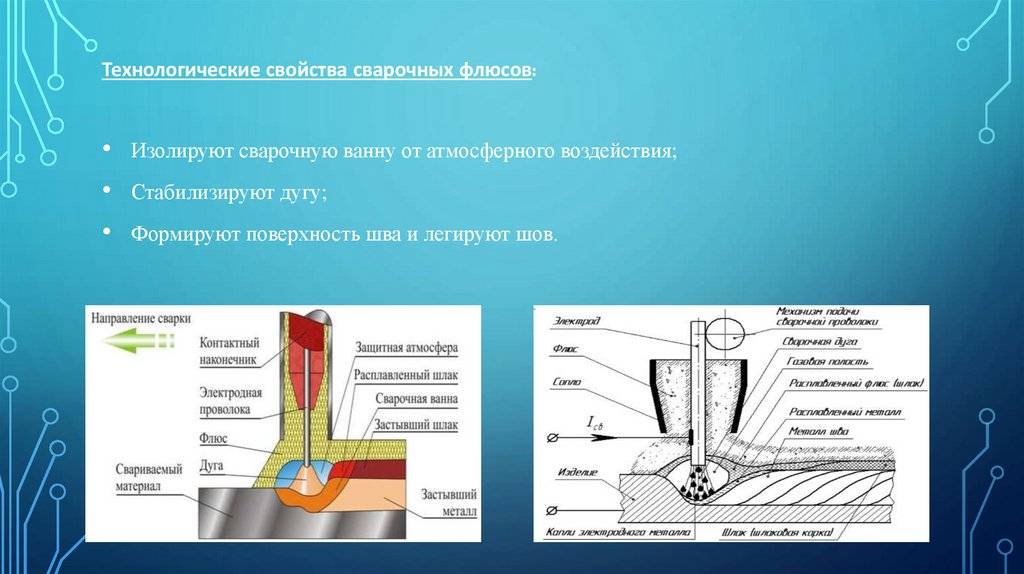
Функции флюсовых смесей
Гранулированная флюсовая смесь может быть использована в ручной дуговой сварке. В режиме MMA сварка ведется плавящимися покрытыми электродами. Флюс выступает в качестве дополнительного расходного материала. При ведении работ в режиме MIG/MAG флюс подается в зону контакта проволоки и металла, а также может содержаться в проволоке в виде порошка. Защита применяется и при газовой сварке, когда происходит соединение цветных металлов или легированных сталей в пропан-кислородном пламени.
Стабилизация дуги. Подобрав правильную для конкретной задачи флюсовую смесь, можно в значительной степени упростить процедуру сварки. Порошок благоприятно воздействует на электрическую дугу, повышая ее стабильность. Дуга образуется между электродом и свариваемой поверхностью. Примерный зазор между электродами составляет около 5 мм. Скачки тока и сложности при удержании электрода приводят к нарушению стабильного горения дуги, в результате чего внутри шва образуются дефекты. Наличие флюса делает дугу менее чувствительной к указанным внешним факторам. Это не только облегчает работу новичкам, но и позволяет вести сварку переменным током, а также увеличивает возможности ведения работ в других режимах.
Защитная функция. От проникновения атмосферного кислорода в зону формирования шва должно защищать газовое облако, образующееся при плавлении флюса. Оно представляет собой непроницаемую оболочку, иначе очень быстро будет образовываться оксидная пленка, ведь металлы начинают активно взаимодействовать с кислородом. От сварщика требуется правильно рассчитать дозировку и состав порошка, чтобы последний успешно справился с поставленной задачей
Здесь важно руководствоваться двумя принципами. Первый заключается в том, что более мелкая структура позволяет создать более надежную защиту, но, в то же время, чрезмерно высокая плотность порошка негативно влияет на качество шва. Чтобы рассчитать массу порошка, необходимо воспользоваться специальными таблицами
Они приведены в различных справочниках и отражают количественный состав порошка, в зависимости от видов проводимых работ
Чтобы рассчитать массу порошка, необходимо воспользоваться специальными таблицами. Они приведены в различных справочниках и отражают количественный состав порошка, в зависимости от видов проводимых работ.
Легирование. Процесс формирования сварного шва начинается после плавления основного металла и присадки. Происходит физическое взаимодействие веществ, в результате которых после кристаллизации образуется шов и околошовная зона. Химический состав этой зоны зависит от материала присадки. При высокой температуре некоторые химические элементы выгорают или осаждаются в шлаке. Без этих элементов металл уже не может обладать теми свойствами, которые учитывались при планировании работ. Восстановить эти свойства возможно внесением веществ извне. В флюсовые порошки добавляют легирующие элементы. В процессе сварки происходит обогащение металла. Легирующие добавки препятствуют оседанию в шлаковых массах марганца и кремния. В тех случаях, когда легирование носит целенаправленный характер, параллельно используется специальная присадочная проволока.
Формирование поверхности. При кристаллизации металла начинает формироваться кристаллическая решетка. Ее структура влияет на прочность материала, а также на внешний вид. Любые воздействия на кристалл могут негативно отразиться на форме сварного шва. Вот почему после проведения сварочных работ зачастую не приходится говорить об эстетике. Применяя флюсы, можно существенным образом повысить качество поверхности. Некоторые элементы флюса обладают формирующими способностями. В качестве примера можно привести использование «длинных» порошков. Они применяются при соединении деталей большой толщины с помощью электродуговой сварки на большом токе. Порошок обладает высокой вязкостью, вследствие чего процесс застывания несколько затягивается, позволяя равномерно проплавить кромки. Образуется кристаллическая решетка с характерной структурой, которая внешне выглядит аккуратно и эстетично. Если вязкость не нужна, то применяются «короткие» порошки. Они застывают практически моментально.

Действие сварочных флюсов при проведении сварки
Для ручной сварки флюс насыпается слоем толщиной до 60 мм на поверхности металла, которые прилегают к будущему стыку. При недостаточной толщине слоя флюса может быть непровар металла, с образованием трещин и раковин. После этого возбуждается разряд (при электросварке) или поджигается горелка – при газопламенной. По мере перемещения сварочного электрода слой флюса подсыпается на новые поверхности. Поскольку размеры столба в дуги больше высоты флюса, то разряд протекает полностью в жидком расплаве компонентов, которые воздействуют на металлический расплав с удельным давлением до 8…9 г/см2. В результате проведения сварки под флюсом исключается разбрызгивание металла, сокращается расход сварочной проволоки и повышается производительность процесса. Это происходит потому, что наличие флюса позволяет использовать более высокие значения рабочего тока без опасности получения прерывистого сварочного шва. Для сравнения – токи 450…500 А при открытой сварке применять невозможно, т. к. дуга выплёскивает металл из сварочной ванны.
В условиях автоматической или полуавтоматической сварки сварочные флюсы используются так. Флюс подаётся из бункера по специальной трубке. Чуть позже включается подача электродной проволоки с катушки, которая расположена после ёмкости с флюсом. По мере выполнения сварки часть флюса, которая не была использована и связана шлаками, пневматически отсасывается в специальную ёмкость. Расплавленная и охлаждённая шлаковая корка впоследствии механически удаляется с поверхности сварного шва.
Положительными факторами применения сварочных флюсов являются:
- Отсутствие потребности в предварительной разделке кромок будущего шва, поскольку при больших токах (для электросварки), либо повышенной концентрации кислорода (при газовой сварке) расплавление металла протекает значительно интенсивнее.
- Отсутствие угара металла, как в зоне шва, так и на поверхностях, которые прилегают к нему. Всё это сопровождается повышением качества готового сварного шва.
- Более устойчивое горение дуги.
- Увеличение КПД источника питания, поскольку снижаются потери энергии, затрачиваемой на нагрев металла, его разбрызгивание и повышенного расхода сварочной проволоки с флюсом.
- Более комфортные условия труда сварщика, поскольку значительная часть пламени дуги экранируется слоем флюса.
Ограничением для применения сварочных флюсов считается невозможность быстрого осмотра места выполненной сварки. Это повышает требования к качеству подготовительных работ, особенно, если сваркой соединяют детали сложной конфигурации. Кроме того, сами флюсы достаточно дороги, а их расход сопоставим с затратами на сварочную проволоку.
Паллетоупаковщик. Автоматизированная упаковка груза
Строительные ходули. Инструмент будущего или бесполезная экзотика?
Классификационное обозначение
Порядок формирования классификационного обозначения флюсов раскрыт
в приведенных ниже примерах:
Пример
–
Флюс для дуговой сварки (S), плавленый (F),
кальциево-силикатного типа (CS), с областью
применения, соответствующей классу 1 (1), используемый для сварки на переменном
(а.с.) и/или постоянном (d.c.) токе (АС) и
позволяющий получить содержание диффузионного водорода не более 10 мл на 100 г
наплавленного металла (Н10), имеет следующее классификационное обозначение:
Флюс сварочный ISO
14174 – S F CS 1 AC H10,
где
Флюс сварочный ISO 14174 – S F
CS
1
– обязательная часть классификационного обозначения.
Индексы
в данном примере обозначают:
ISO 14174 – номер
настоящего стандарта;
S – флюс для
дуговой сварки (см. 4.1);
F
–
плавленый флюс (см. 4.2);
CS – тип флюса
(см. таблицу 1);
1 – область
применения, класс флюса (см. 4.4);
АС – род тока (см.
4.5);
Н10
–
уровень содержания водорода (см. таблицу 2).
а)
Карбонаты
Содержание
карбонатов (таких, как СаСO3, MgCO3) во флюсе
рассчитывают по содержанию CaO и MgO, без учета СO2 (см. таблицу 1, сноскаb)).
Пример агломерированного флюса (СаСO3 и/или MgCO3 содержатся
обычно во флюсах типа CG, CB, CI и IB, см. таблицу 1):
SiO2 (20 %), MnO (10 %), СаСO3 (25 %), MgCO3 (15 %), Аl2O3 (15 %), CaF2 (15 %).
Молекулярные
массы СаСO3, CaO и СO2 составляют 100,
56 и 44 соответственно, следовательно, 25 % СаСO3 разлагается на
14 % CaO и 11 % СO2.
Молекулярные
массы MgCO3, MgO и СO2 составляют 84,
40 и 44 соответственно, следовательно, 15 % MgCO3 разлагается на
7,1 % MgO и 7,9 % СO2.
Состав
флюса без учета СO2:
20
(SiO2) + 10 (MnO) + 14 (СаО) + 7,1 (MgO) +
15 (А12O3)
+ 10 (CaF2) = 81,1 %.
Химический состав флюса, %:
SiO2 (20/81,1 = 24,7
%), MnO (10/81,1 = 12,3
%), СаО (14/81,1 = 17,3 %),
MgO (7,1/81,1 = 8,8
%), Аl2O3 (15/81,1 = 18,5
%), CaF2 (15/81,1 = 18,5
%).
Данный
состав флюса относится к типу флюса CG в соответствии с таблицей 1.
b)
Кремний и его составляющие
Содержание
Si и Mn во флюсах
определяют по содержанию SiO2 и MnO (см. таблицу 1, сноскиb), c) и d)).

Пример
агломерированного флюса (SiO2 и MnO входят в состав
флюсов типа CG, CB, CI и IB, см. таблицу 1):
SiO2
(15 %), MnO (10 %), СаСO3
(37 %), MgCO3 (23 %), CaF2 (7 %), Fe-Si (5 %), Mn (3 %).
Молекулярные
массы СаСO3, СаО и СO2 составляют 100,
56 и 44 соответственно, следовательно, 37 % СаСO3 разлагается на
20,7 % СаО и 16,3 % СO2.
Молекулярные
массы MgCO3, MgO и СO2 составляют 84,
40 и 44 соответственно, следовательно, 23 % MgCO3 разлагается на
11,0 % MgO и 12,0 % СO2.
В
том случае, если содержание Si в сплаве Fe-Si составляет 60
%, 5 % сплава Fe-Si во флюсе
состоит из 2 % Fe и 3 % Si. Молекулярные массы Si и SiO2 составляют 28 и
60 соответственно, следовательно, 3 % Si дает 6,4 % SiO2.
Молекулярные
массы Mn и MnO составляют 55 и
71 соответственно, следовательно, 3 % металлического Mn дает 3,9 % MnO.
Состав
флюса без учета СO2 и Fe:
15 (SiO2) + 10 (MnO) + 20,7 (СаО) +
11,0 (MgO) + 7 (CaF2) + 6,4 (SiO2) + 3,9 (MnO) = 74,0 %.
Химический
состав, %:
SiO2 (15/74,0 +
6,4/74,0 = 28,9 %), MnO (10/74,0 + 3,9/74,0 = 18,8 %),
СаО
(20,7/74,0 = 28,0 %), MgO (11,0/74,0 = 14,9 %), CaF2 (7/74,0 = 9,5
%).
Данный
состав флюса относится к типу СВ в соответствии с таблицей 1.
c)
Содержание железа
Большое
количество железного порошка добавляют во флюсы типов CI и IB в целях
увеличения производительности наплавки. При этом необходимо иметь в виду, что
содержание компонентов агломерированного флюса определяют без учета содержания Fe (см. таблицу 1, сноскиb), с) и d)).
Пример
агломерированного флюса:
SiO2 (20 %), MnO (10 %), СаСO3 (25 %), MgCO3 (15 %), CaF2 (7 %), Fe (20 %), Si (3 %).
Молекулярные
массы СаСO3, СаО и СO2 составляют 100,
56 и 44 соответственно, следовательно, 25 % СаСO3 разлагается на
14 % СаО и 11 % СO2.
Молекулярные
массы MgCO3, MgO и СO2 составляют 84,
40 и 44 соответственно, следовательно, 15 % MgCO3 разлагается на
7,1 % MgO и 7,9 % СO2.
Молекулярные
массы Si и SiO2 составляют 28 и
60 соответственно, следовательно, 3 % Si дает 6,4 % SiO2.
Состав
флюса без учета СO2 и Fe:
20 (SiO2) + 10 (MnO) + 14 (CaO) + 7,1
(MgO) + 7 (CaF2) + 6,4 (SiO2) = 64,5 %.
Химический
состав, %:
SiO2 (20/64,5 +
6,4/64,5 = 40,9 %), MnO (10/64,5 = 15,5 %), СаО (14/64,5 = 21,7 %),
MgO (7,1/64,5 = 11,0 %), CaF2 (7/64,5 = 10,9
%).
Данный
состав флюса относится к типу CI в соответствии с таблицей 1.
Если
в агломерированном флюсе одновременно содержатся СаСO3, MgCO3, Si, Mn и Fe, то состав
флюса определяют по содержанию СаО, MgO, SiO2 и MnO, т.к.,
во-первых, СаСO3 и МдСO3 разлагаются на
СаО и MgO
соответственно;
во-вторых, Si и Mn переходят в SiO2 и MnO соответственно
и, в-третьих, СO2 и Fe не учитывают
(как было указано выше в а), b) и с)).