Как вырезать прямоугольное отверстие в металле
Всем, день добрый. Посоветуйте пожалуйста, как и с помощью какого инструмента (или станка) можно проделать отверстия ровные и аккуратные прямоугольной формы 80*7 мм в нержавеющей стали 0,8 мм? пробовали болгаркой, но края получаются некрасивые, с зазубринами и видно, что металл оплавляется немного из-за температуры. Как добиться эффекта, чтобы наши прямоугольные отверстия были ровные и красивые?
напильником потом края надо обрабатывать. Или болгарку с регулировкой оборотов использовать. Если отверстий много, то есть всякие промышленные технологии вроде лазерной, гидрообразивной или плазменной резки. Вырубной штамп еще можно сделать и им давить, а потом обрабатывать на плоской шлифовке, к примеру. Уточните задачу – какое количество отверстий надо делать, что за деталь, если
Пробовали напильником обрабатывать, но все равно не получается достичь приличного качества. Вот правда какую болгарку использовали не знаю. Изделия готовое подставка под ПОС-материалы, в отверстия потом вставляются карманы акриловые. В одном изделии нам всего надо 8 таких отверстий, но еще и чтоб они на равном расстоянии друг от друга были. Нам то всего 3 таких подставки изготовить нужно (соответственно 24 отверстия), поэтому вырубной штамп думаю себя экономически не оправдает, в силу того что у нас заказ единичный
обычно рекламщики лазером режут. потом следы побежалости надо отполировать.
Вырезать электролобзиком грубо, оставив небольшой припуск потом( предварительно изготовив шаблон) пройти по нему фрезером любым по дереву с копир втулкой(если есть конечно станок фрезерный ото на нем)на минимуме оборотов с фрезой по металлу( минимального диаметра) периодически (еще лучше постоянно тоненькой струйкой)охлаждая водой. Еще вариант если изделия небольшие сделать все под тонким слоем воды в корыте (фрезер надо будет немного укрыть от брызг). Закругления на углах – подрезать бормашиной или напильником. Само собой маска щиток обязательны. Делать конечно так _нехорошо_ по всем правилам, но я делал так разнообразные массовые отверстия в листовой жести комп корпусов. Получается прекрасно- главная проблема это высокие мин обороты фрезера по дереву ( я делал ФМ32 ИС там 6000 а надо в 3-4 раза меньше). Слышал что даже дешевыми фрезами по дереву с тв спл напайками ( самыми мелкими прямыми по 100р) ребята такое делают, но сам не делал потому не рекомендую. При ширине в 7 мм можно вообще за один проход по шаблону сделать. Пропилив сперва болгаркой грубый паз. но защита оператора обязательно полная и без зрителей вокруг стружка летит только в путь.
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях. Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Преимущества оснастки для станков от нашей компании
Ассоциация поставляет только качественный и сертифицированный товар. В перечень наших задач входят:
- поставка современной и технологичной оснастки ведущих мировых брендов;
- комплексный подход к решению потребностей клиента;
- оснащение бизнеса под задачи потребителя;
- пуско-наладка;
- снабжение предприятия современной оснасткой.
При покупке товара мы предоставляем:
- гарантийное и постгарантийное обслуживание в официальной службе;
- поставку продукции напрямую от производителя;
- отсутствие дилерской наценки, поскольку изделия поставляются с заводов изготовителей;
Наша фирма специализируется на поставке промышленной техники и комплектующих, инжиниринговых услугах и предлагает своим клиентам первоклассный сервис. Сотрудничество с компанией – залог бесперебойной работы и постоянное обеспечение оборудования качественными режущими приспособлениями.
Подробнее Свернуть
Пошаговое описание работ
1. Берем швеллер и свариваем прочную раму нашего станка. По ней будет передвигаться платформа. С левой стороны на конце швеллера привариваем маленькую площадку – на нее мы установим мотор станка. Просверливаем два отверстия для болтов. 2. С правой стороны на швеллере привариваем металлическую пластину. По длине она должна соответствовать каретке. С каждой стороны швеллера оставляем выступы по 50–70 мм. На выступающие элементы привариваем уголки размером 30х30 мм. При этом угол направляем вверх – он выступит в качестве рельс каретки нашего станка. 3. На рельсы накладываем аналогичные отрезки уголков, перпендикулярно привариваем рельсы, которые нужны, чтобы обеспечивать поперечное движение. На них накладываем вторые элементы, которые уже приварены к платформе. Платформу собираем из уголка. Для изготовления площадки подойдет фанерный лист. 4. Фиксируем на платформе струбцины. Для их изготовления подойдут трубы, гайки и штыри. 5. Подключаем к мотору электропроводку. 6. Перед тем, как начать пользоваться станком, обрабатываем рельсы солидолом.
Как выбрать сверло для стекла или керамики
Профессиональные мастера в своей коллекции имеют свёрла для каждого материала: кирпича и бетона, металла и пластика, алмазное сверло по стеклу и керамике. Стекло – крайне капризный материал и требует применения качественного и прочного сверла. Стеклянные и керамические поверхности поддаются обработке свёрлами с алмазным напылением на рабочем конце. Качество таких изделий определяется методом их изготовления. Самые тонкие и недорогие свёрла изготавливаются гальваническим методом. Более крепкие инструменты производятся порошковым способом. Их отличает долговечность и стабильность работы. Относительно недорогие высокопрочные свёрла с повышенной абразивностью производятся современным вакуумным методом.
Чтобы просверлить отверстие в стеклянной поверхности, необходимо иметь хорошие навыки. Этот долгий и кропотливый процесс проводится плавно и медленно на максимальных оборотах без нажима только алмазным сверлом, установленным строго вертикально. Отверстие необходимо постоянно смачивать водой для охлаждения. Это действие скорее похоже на выцарапывание дырочки алмазными крупицами.
Если иметь под рукой необходимые инструменты и свёрла нужного размера, любые ремонтные работы пройдут быстро и качественно.
Сверление квадратного отверстия
Для удобства работы нужно вырезать из бумаги шаблон квадрата, но меньше нужного отверстия на диаметр основного сверла. К примеру, если нужен квадрат 10х10 мм, при этом в качестве основного будет применено сверло 4 мм, то шаблон вырезается со сторонами 6х6 мм.
Важно! При выборе основного сверла нужно, чтобы его 2 диаметра были немного меньше стороны шаблона. В этом случае отверстия при сверлении не будут накладываться друг на друга и сверло не соскочит с нужной точки
Бумажный квадрат приклеивается на заготовку скотчем. С помощью кернера по его углам и центру наносятся четкие глубокие насечки. После шаблон убирается.
Насечки слегка рассверливаются центровочным сверлом.
Далее по угловым меткам нужно сделать сквозные отверстия. В идеале воспользоваться сверлильным станком, поскольку при работе дрелью возможно снижения точности. Если нужно сверлить толстый металл, то обязательно потребуется масло для охлаждения кромки сверла.
После готовности углов, с помощью большого сверла просверливается центральная насечка между ними. Это позволяет выбрать металл посередине. В результате получается размытое квадратное отверстие.
С помощью надфиля, плоского или треугольного напильника отверстие доводиться до правильного квадрата
Особое внимание нужно уделить округлениям по углам, чтобы сточить их под 90 градусов. Желательно, чтобы ширина напильника соответствовала стороне квадратного отверстия, тогда получится провести расточку почти идеально
Данный способ сверления трудоемкий и занимает не меньше получаса, учитывая доводку напильником, но позволяет получать достаточно качественное отверстие. Главное его достоинство в возможности обойтись скудным набором инструментов без необходимости покупки сверла Уаттса.
Классификация сверл для квадратных отверстий
В современной металлообработке практически весь режущий инструмент, который применяется для получения квадратных отверстий, работает по принципу вращения треугольника Рело. Сверло Уаттса (или как его еще иногда называют сверло Рело) позволяет получить квадратные отверстия различных размеров в металлических деталях различной толщины. Классифицируют данный инструмент по его размерам, материалу изготовления, конструкцией хвостовика.
Сверло Уаттса по металлу обязательно должно быть изготовлено из быстрорежущей стали. Такой инструмент имеет маркировку HSS (High Speed Steel). Для инструмента отечественного производства применяют инструментальную сталь У10 либо легированные стали Х12 и Х12МФ. Твердость инструмента должна иметь значение от 52 до 60 HRC. Квадратное сверло может иметь различный диаметр в зависимости от размера стороны квадрата.
Сверление квадратных отверстий дрелью
Для выполнения квадратных отверстий в деревянной или металлической поверхности используют специальные сверлильные станки с долбящими фрезами. Можно также применять обычную дрель или перфоратор. Перед началом работ нужно изготовить дополнительное приспособление – держатель, обеспечивающий надёжную фиксацию оправки сверла. Такой держатель нетрудно сделать своими руками из стальных пластин. Оправка должна твёрдо упираться в патрон дрели: только в этом случае квадратное сверло получит правильную траекторию движения и сможет делать отверстия нужной формы. Для этого и требуется ставить держатель на сверлящий инструмент.
Держатель оправки — красный
Кроме того, применяется метод сверления квадратных отверстий дрелью с помощью самодельного треугольника из фанеры и направляющей рамки.
Что нужно под рукой
Для изготовления держателя оправки своими руками понадобятся следующие подручные средства:
- Металлические трубки разных внутренних диаметров. Эти параметры напрямую зависят от размеров сверлящего инструмента и рабочей насадки.
- Стальные пластины толщиной от 5 мм.
- Болты, гайки;
- Рукоятка от дрели.
Алгоритм изготовления держателя
Работа выполняется так:
- Первый шаг – изготовление кронштейна для насадки. Берут 2 металлические трубки разных диаметров, и меньшую приваривают перпендикулярно к более широкой.
Две сваренные трубки
- Приваренную маленькую трубку разрезают поперёк ровно посередине – получается хомут.
- К одному из концов этой же более узкой трубки приваривают гайку.
- К рукоятке приваривают болт, на резьбу надевают ещё одну гайку, и вставляют конструкцию внутрь узкой трубки с конца, упомянутого в предыдущем пункте. Надетая гайка служит для закручивания рукоятки.
Конструкция с рукояткой
- Внутрь широкой трубки приваривается оправка квадратного сверла.
- Далее делается крепление для дрели – такой же хомут. Для него требуется металлическая трубка уже большего диаметра.
- Теперь нужно объединить оба хомута двумя стальными пластинами методом сваривания. Предварительно в пластинах вырезаются пазы – по ним будет ходить оправка. Величина смещения будет зависеть от того, насколько глубоко бур погружается в обрабатываемую поверхность.
Соединение пластинами
- Можно проверять собранную конструкцию на работоспособность.
Классификация сверл для квадратных проемов
Название «квадратное сверло» происходит от того, какую форму отверстия насадка способна просверлить. Внешне такие сверла имеют вид треугольника (наконечник), но с их помощью удается получать проемы квадратной формы. Классифицируются рассматриваемые насадки по ряду следующих признаков:








- Тип рабочего материала — это может быть древесина, металл или пластик
- Материал, из которого изготовлена насадка. В зависимости от того, в каком материале необходимо получить квадратный проем, насадки изготавливаются из легированной, углеродистой или быстрорежущей стали
- Тип производства насадок — они бывают двух видов: цельные и составного типа. Составные насадки имеют шарнирный (карданный) хвостовик, посредством которого снижается нагрузка на патрон инструмента. Сегодня карданные насадки встречаются крайне редко
- Форма хвостовика — в зависимости от этого параметра можно использовать насадки на дрелях, сверлильных станках и прочих видах оборудования. Сверла Уаттса выпускаются с цилиндрическим, коническим и шестигранным хвостовиком. Фрезы с коническими хвостовиками устанавливаются напрямую в патрон сверлильного станка, а цилиндрические и шестигранные насадки требуют применения специального патрона для закрепления
- Длина сверла — они бывают длинные, средние и укороченные
- Класс точности — нормальный и повышенный
- Диаметр — зависит от того, какой размер квадрата необходимо получить в итоге
- Длина рабочей части — еще один важный параметр, который отвечает за возможность сверления соответствующих отверстий с разной степенью углубленности
- Конструкция — фрезы для квадратных отверстий бывают с накладной рамкой, а также переходником или без него

Квадратные сверла отечественного производства выпускаются с соблюдением стандартов ГОСТ 886-77, ГОСТ 4010-77 и ГОСТ 10902-77. Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
Шаг 2: Снимаем родной патрон




Приступайте к монтажу деталей на сверлильный станок.
Сначала снимите родной патрон со станка. Его диаметр больше, чем диаметр отверстия в держателе втулки, поэтому его нужно снять. В набор входит патрон меньшего диаметра, чем родной, поэтому его мы и будем использовать.
Теперь следуйте следующей инструкции:
- Вытяните головку эжектора (у большинства моделей сверлильных станков отсутствует).
- Вытянув головку до упора, возьмитесь рукой за патрон, чтобы он не выпал сам.
- Одной рукой держа патрон, другой возьмитесь за рукоятку подачи шпинделя и немного поверните вниз.
- Теперь с небольшим усилием поднимите ручку вверх. Она ударит по конусу патрона и тот выскочит из шпинделя.
На словах описание выглядит запутанным, но на практике все довольно просто и понятно.
Особенности сверления квадратных отверстий в дереве
В мебельном производстве часто соединение деталей выполняют по системе шип-паз. Это соединение предполагает наличие в комплектуемых деталях пазов квадратного профиля. Для получения отверстий в древесине применяют специальное квадратное сверло по дереву. Оно представляет собой комплект долбежного инструмента. Он состоит из внутреннего сверла по дереву и надеваемого на него долота. Обычно диаметр сверла колеблется в пределах от 6 до 18 миллиметров. Хвостовик обычно идет диаметром 19 миллиметров. Такие комплекты могут быть установлены на долбежно-сверлильные станки.
READ Как Отрезать Плитку 45 Градусов
инженер поможет — приспособления для долбления
Промышленные предприятия, где изготовление шиповых соединений является составной частью единого процесса серийного производства, оснащены высокопроизводительным оборудованием для работы в напряженных режимах.
Такие специализированные станки слишком дороги, но можно использовать значительно более дешевые долбежные приспособления хорошего качества, которые в качестве насадок устанавливаются на машины с другой специализацией, например сверлильные или строгальные станки. Многие любители столярного дела с удовольствием и пользой применяют такую оснастку в своей работе.
насадка с полым долотом
Сверльный станок можно использовать для изготовления пазов и гнезд, установив в его патроне долбежную насадку с полым долотом. В приспособление входит специальное шнековое сверло, проходящее внутри квадратного полого долота с четырьмя режущими кромками.
При вхождении его в древесину насадка вырезает отверстие строго квадратного сечения, при этом шнековое сверло выбирает отход немного впереди долота, который срезает остатки для получения квадратного гнезда. Чтобы вырезать длинный прямоугольный паз или гнездо, сдвигайте заготовку между рабочими ходами долота. В промышленности применяются большие полые долота, а для домашнего использования выпускаются насадки с возможностью установки долот со стороной квадрата 6- 18 мм.
Выполнение гнезд долбежной насадкой с полым долотом
Установите глуби ну хода сверлильного станка с учетом требуемой глубины гнезда. Опустите рабочий орган, чтобы он вырезал квадратное отверстие вплотную к одному краю паза, затем сдвиньте заготовку и выполните второе квадратное отверстие у другого края паза. Затем выберите отход между ними несколькими ходами долота.
Опускайте долото уверенно и равномерно. Не пытайтесь ускорить темп долбежки при работе с твердыми породами, так как небольшие долота могут расколоться под давлением. Но и не затягивайте процесс, чтобы долото не перегрелось из-за трения между ним и шнеком сверла.
Если выбирается сквозной паз, под заготовку необходимо подложить оструганную деревянную подложку. Это не только предотвратит контакт долота с металлическим столом станка, но и убережет нижнюю сторону заготовки от расщепления при выходе долота из материала.
В качестве технологической альтернативы можно вырезать паз, переворачивая заготовку, с обеих ее сторон.
Заточка шнекового сверла и долота
Долбежные шнековые сверла, так же как и обычные шнековые сверла для ручного коловорота, затачиваются маленьким напильником, или надфилем. Четыре режущие кромки квадратного долота затачиваются одновременно с помощью специального инструмента, похожего на зенкер, но с центральным направляющим кончиком, который удерживает инструмент по центру долота. Долото затачивается посредством вращения этой точильной насадки, установленной в патроне коловорота. Для каждого долота требуется соответствующий ему точильный инструмент.
Фрезерная насадка
Фрезерная насадка включает в себя горизонтально устанавливаемую фрезерную головку для выполнения одинаковых операции. Это приспособление использует при вод другой машины — в частности, строгального или универсального станка — и устанавливается в патрон на конце ножевого блока. Патрон, аналогичный патрону электродрели, может принять головки диаметром 6 — 16 мм с двумя режущими кромками, одна из которых иногда зазубрена. Долбежный стол, на котором фиксируется заготовка, монтируется рядом с патроном.
Закрепляем держатель втулки
После того, как вы сняли старый патрон, начинайте устанавливать оборудование из набора.
Сначала нужно установить другой патрон, из набора.
- Вернув головку эжектора в утопленную позицию, плавным движением надавите патроном вверх, чтобы конус зафиксировало в шпиндельной бабке. Для этого вставьте конус в отверстие и крутите до тех пор, пока не почувствуете, как ход стал туже. Если патрон выпадет, когда вы уберете руку, повторите это действие еще раз.
- Когда патрон с конусом встанет на место, ударьте по нему один раз молотком. Когда этот шаг будет завершен, патрон должен работать без малейшего постороннего движения. Закрепляем держатель втулки.
- После того, как установите новый патрон, просто наденьте на него держатель втулки и затяните верхнюю ручку. Когда вы выполните этот пункт, отметьте на какой высоте бабки шпинделя крепится держатель. Если закрепить его слишком высоко, то вы просто не сможете вставить сверло в патрон.
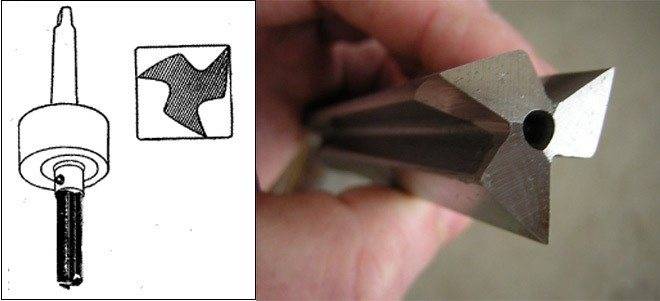
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
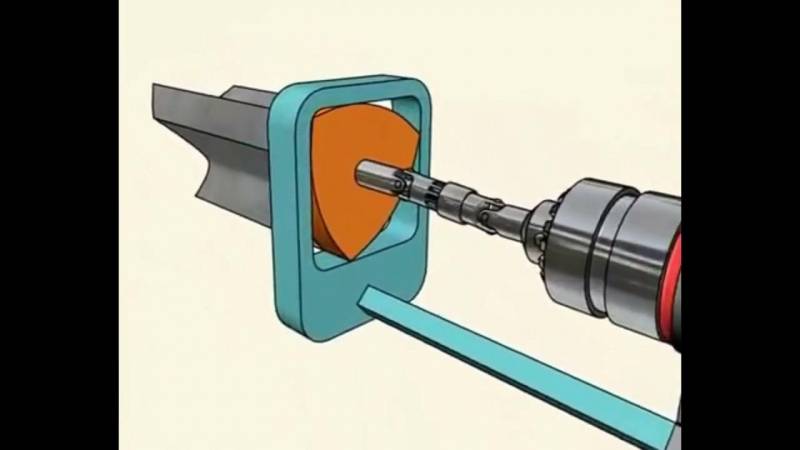
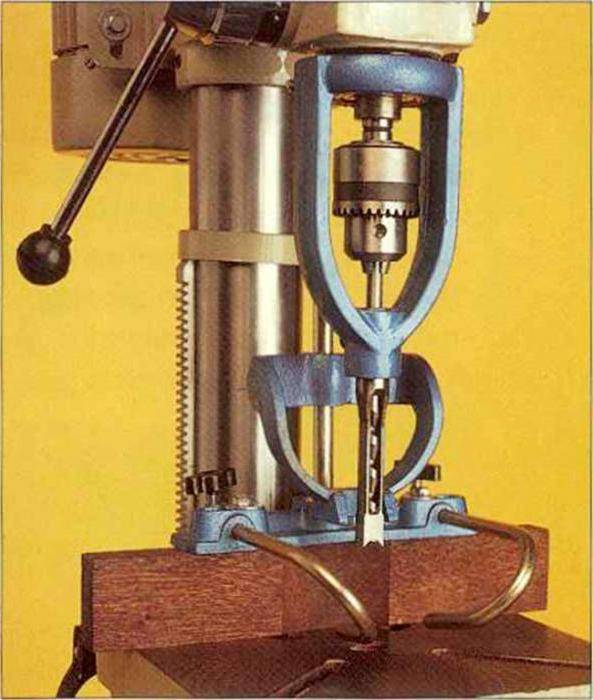
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.




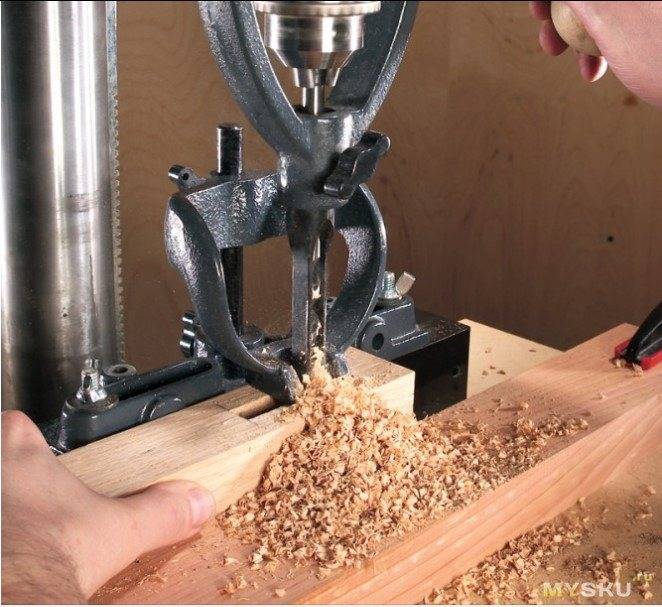
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
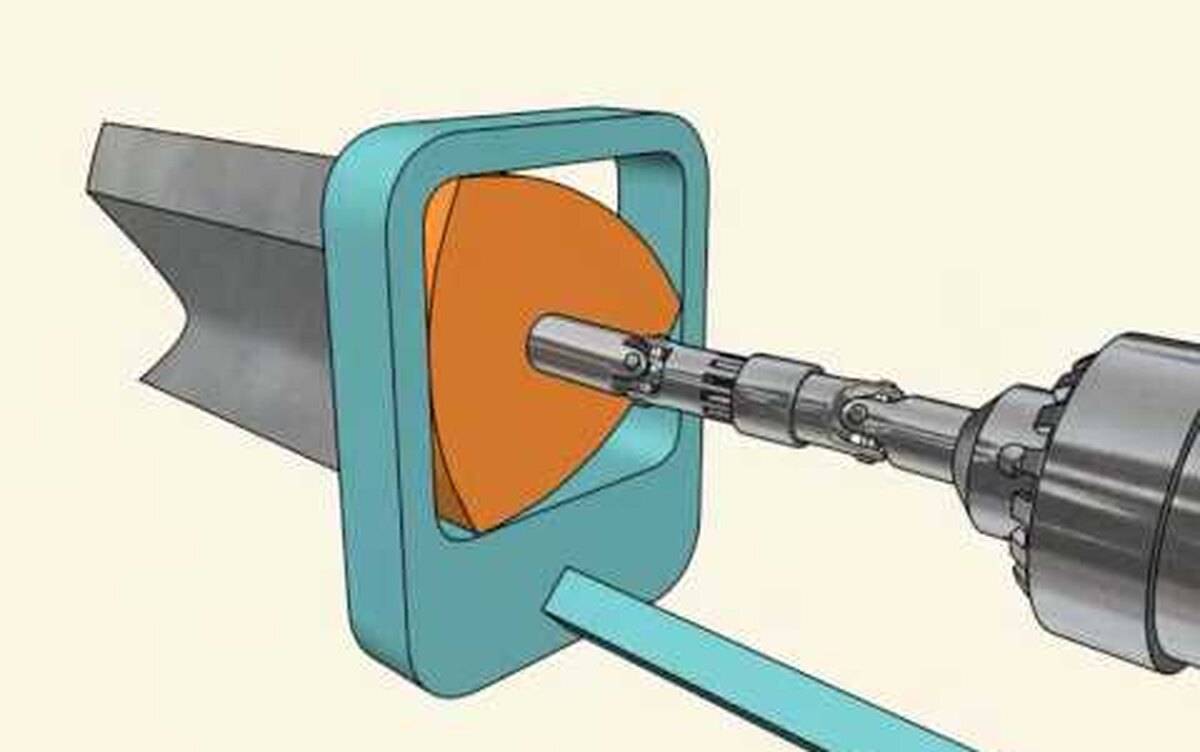
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
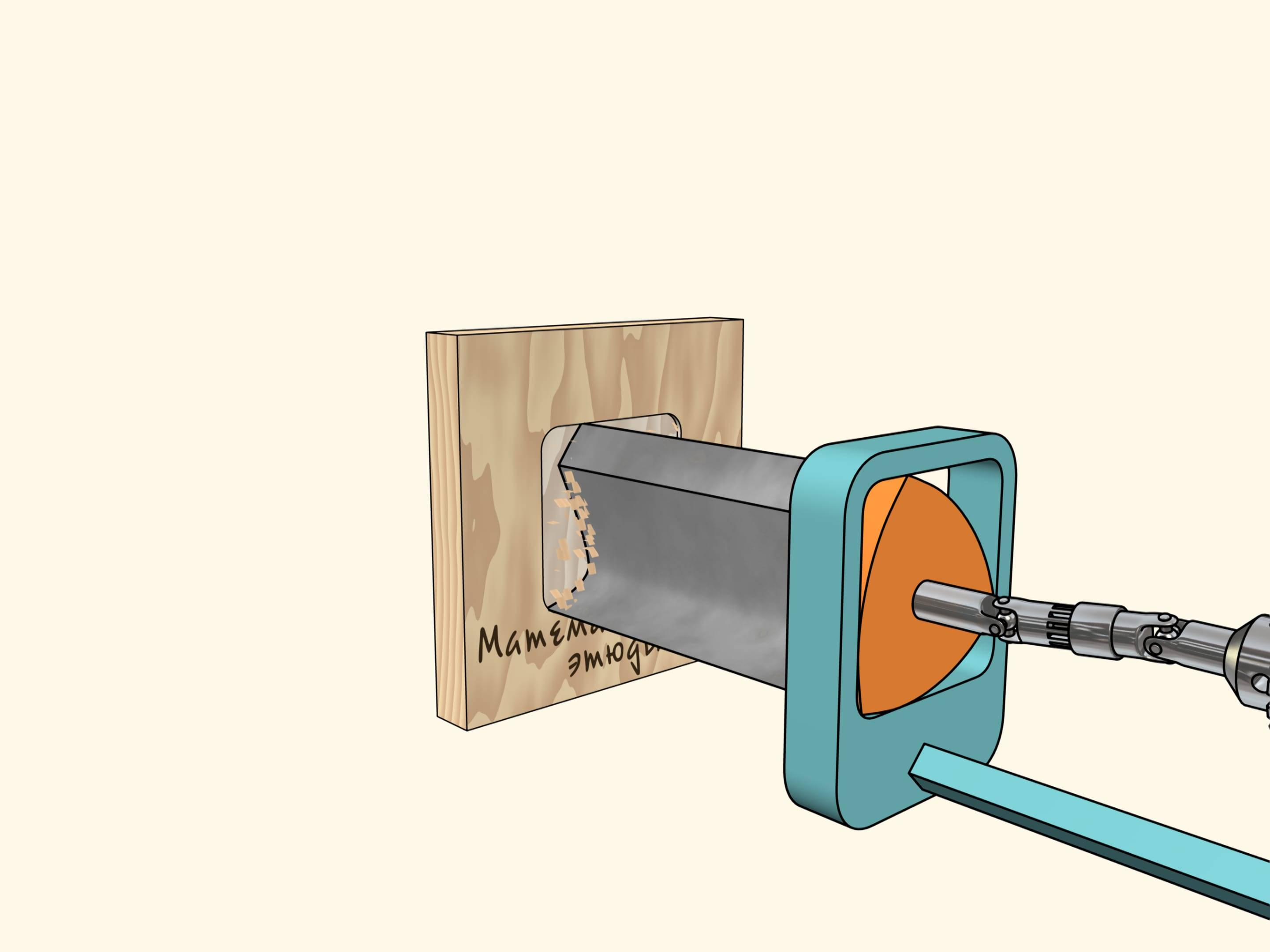
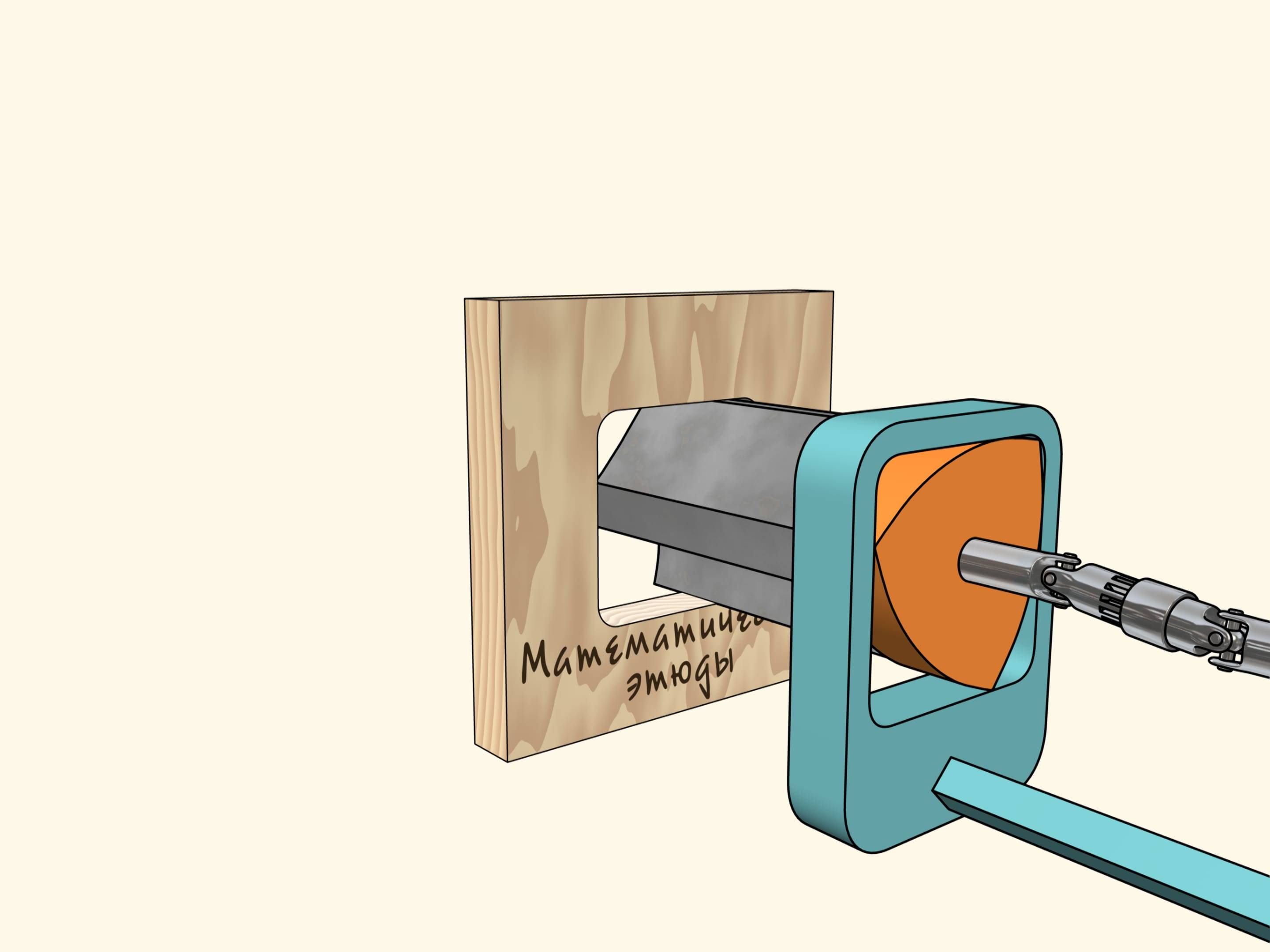
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
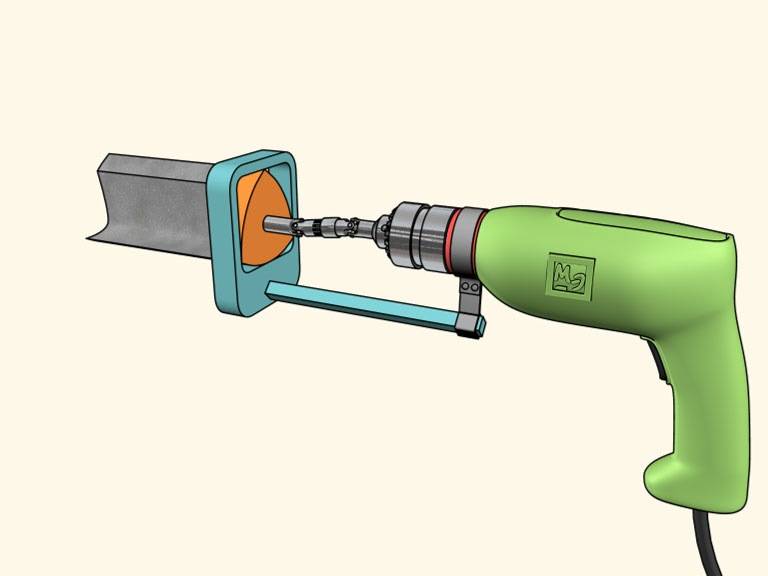
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
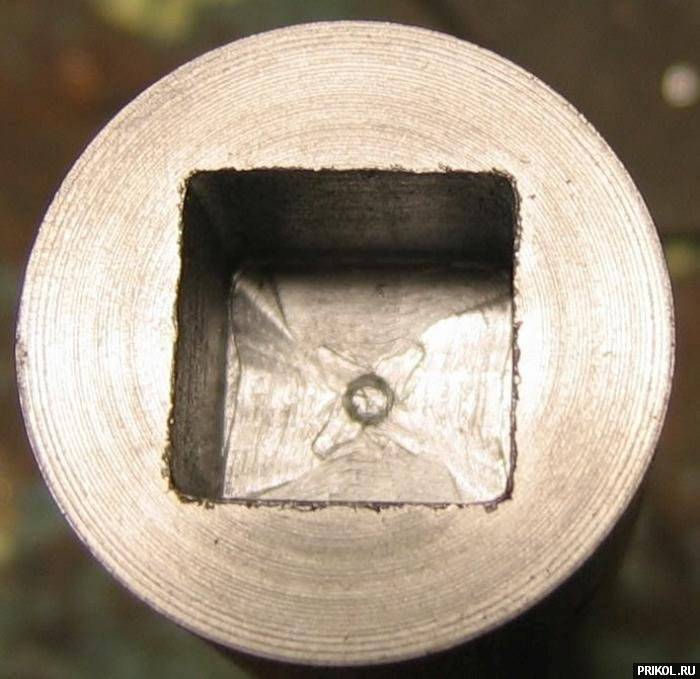
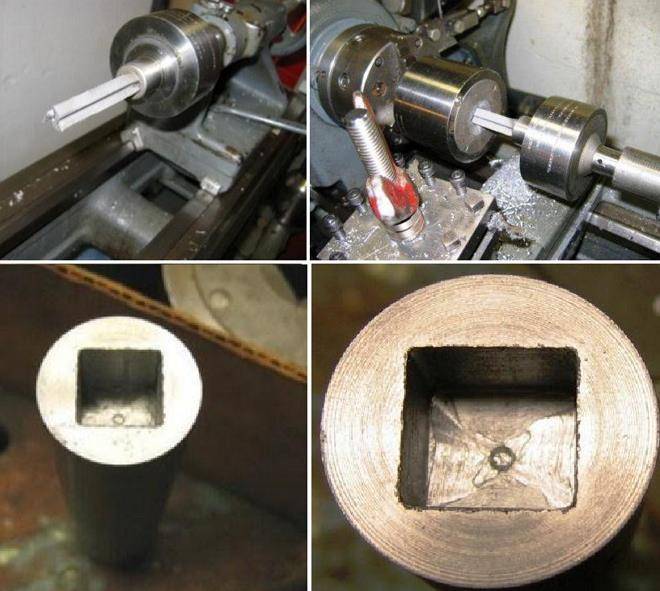
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Как сделать квадратное отверстие
Думаю каждый из вас делал корпус для своей электронной поделки. И при изготовлении корпуса часто возникает одна мерзкая проблема — проделать дырку формой отличной от окружности. Например, квадратную, под LED индикатор. Я раньше долго мучался, высверливал по контуру, затем шлифовал эти зубчики, матерился по поводу того, что сошлифовал лишнее или запорол параллельность. В общем, на все что касается механообработки материала у меня руки из задницы. И с этим ничего не поделать. Но там где не могут руки должна работать голова. И придумалось простое и эффективное решение.
Итак. Надо профигачить в пластиковом корпусе квадратную дырку.
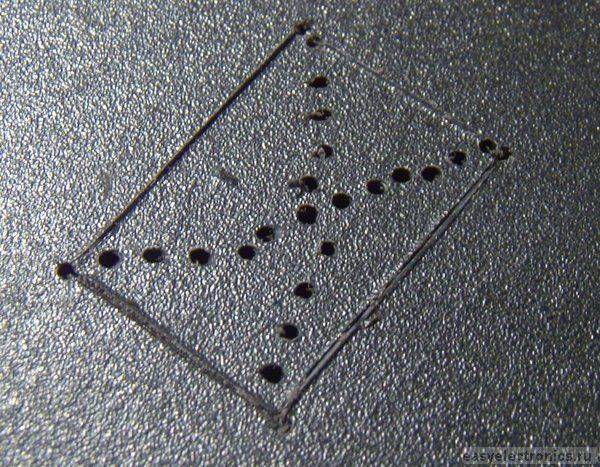
Для начала разметим отверстие. Делать это лучше по бумажному шаблону — надо как можно четче накернить углы. Делаем это на наружней, лицевой, стороне! Затем углы сверлятся насквозь тонким сверлышком
Тут важно взять сверло потоньше. Чем тоньше тем точнее будет наше отверстие
|

По линейке от дырочки до дырочки, точно по размерам нашего отверстия (ни больше ни меньше, точно так!) делаем прорезы. Чем глубже тем лучше, но можно без фанатизма. Т.к. чем глубже режешь тем больше шанс что сорвется лезвие и мы покоцаем наружную поверхность, а это уже не то — некрасиво. Дырочки тут рулят еще тем, что в них заваливается острие скальпеля и край реза дальше дырки не идет. Разметка тут самый важный этап
. От него зависит получится ли все с первого раза идеально или придется подравнивать.
|
Прорезал, теперь надо раскромсать внутреннюю поверхность дырки на 4ре части, под андреевский флаг. Это уже чем угодно. Я обычно не церемонюсь — беру тупое сверло, которое уже не жалко. Втыкаю его и как фрезой на больших оборотах прогрызаю его бочиной пластик от угла до угла.
|

Все, получили внутри четыре кусочка. Теперь надо подцепить их от центра и выломать внутрь
Прорез который мы сделали даст нам слабую точку по которой пластик лопнет и выломается. А отверстия с краев не дадут трещине уйти дальше чем надо.
|
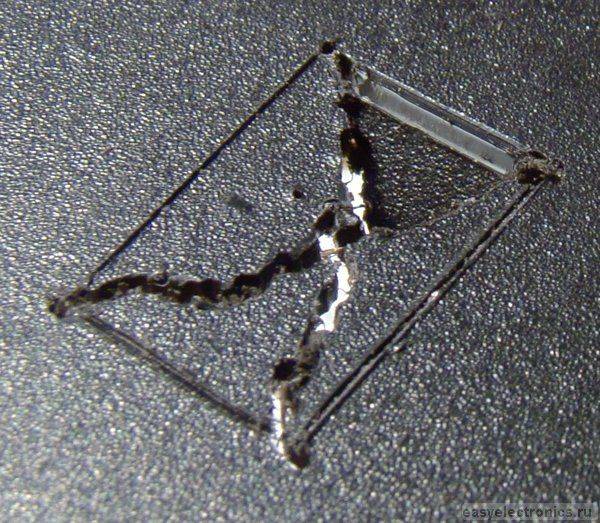
Видите какой четкий и ровный излом получается?
Раз два три четыре — получили точное прямоугольное отверстие которое не надо ни ровнять, ни шлифовать. Ну может чуть чуть, если с разметкой накосячил — как я сейчас :(.
|
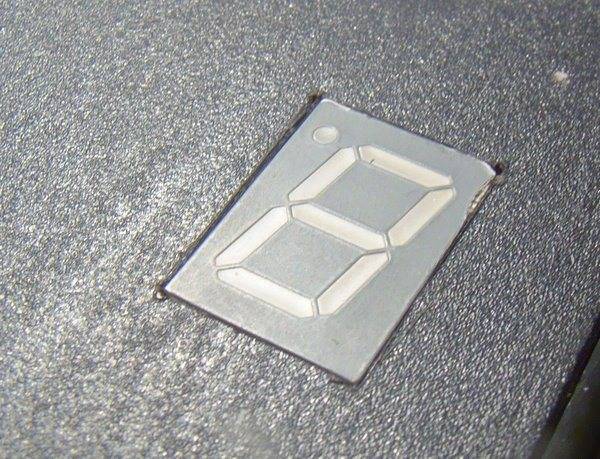
На проковыривание этой дырки у меня ушло не более 10 минут. Это с уборкой мусора и отвлеканием на фотографирование и поиск то скальпеля, то сверлышка.
З.Ы.
Дырку эту я тут проделал чисто ради фоток, на ненужном корпусе, поэтому не смотрите что у ней «горизонт завален» и разметка кривая — я не старался
Как ещё можно сверлить квадратные отверстия
Сверло Уаттса – основной, но не единственный способ выполнения отверстий квадратной формы. На практике применяют ещё несколько способов. У многих из них общий недочёт – те же закруглённые внутренние уголки, не такие аккуратные, как при обработке фрезой Уаттса. Их нужно дополнительно рихтовать. А вот и эти запасные методы:
- Лазерная резка. Даёт высокую точность просверливания. Но для такой работы требуется дорогое сложное оборудование.
- Вырезание в рабочей поверхности круглого отверстия стандартным сверлом. За ориентир берётся диаметр окружности, вписанной в квадрат нужных размеров. После этого долотом и напильником по заранее намеченному контуру формируются квадратные углы.
- При работе с металлом небольшой толщины применяют специальные пробойники с квадратом в сечении основания. Максимальный размер – 70х70мм, толщина – до 20 мм. В наборе, как правило, идёт несколько артикулов. Кроме пробойника, там также есть матрица, кольцо-держатель, ограничитель и направляющая втулка. Для лучшего воздействия пробойника на обрабатываемый материал используют гидравлический домкрат. Так отверстия получаются более ровными, без зазубрин.

Работы по металлу
- Ещё один способ для металла – выжигание квадратного профиля необходимого размера с помощью сварочного инвертора. Для этого предварительно нужно приобрести квадратную заготовку из графита марок МПГ или ЭЭГ размера того же, какой будет у будущего отверстия. Размечается окружность, в которую должен быть вставлен квадрат графитовой заготовки. Её надёжно закрепляют, а обваривают по периметру. После этого графитовая заготовка извлекается, а полученное отверстие дорабатывают до надлежащего вида.
Самодельные станки
Самодельный долбежник по дереву, при большом желании изготовить не так сложно. Конечно, он будет сильно уступать заводским аналогам, но со стандартными деревянными изделиями для дачи или дома он вполне справиться, плюс цена такого помощника в разы ниже серийных аналогов.

Ручная фреза для станка.
Долбежник по дереву удобнее всего делать из ручной фрезы. Конечно, за неимением таковой можно использовать электродвигатель соответствующей мощности или мощную электродрель, но в этих случаях не следует рассчитывать на продолжительную и качественную работу, ведь они не приспособлены к постоянной боковой нагрузке на вал.









Малая площадка под фрезу.
Изначально фрезер жестко крепится в горизонтальном положении. Так в процессе работы нам будет хорошо видно фрезу и сам выбираемый паз. Плюс при горизонтальном уровне хода намного проще сделать серию одинаковых отверстий.
За основу берется толстая фанера от 10 мм. Размеры платформы варьируются в зависимости от габаритов вашего фрезера. Инструмент устанавливается строго горизонтально, по уровню, от этого зависит точность производимых работ. Для жесткой фиксации, под ручки фрезера подкладываются два одинаковых бруска, вся конструкция прижимается металлическим штырем, как на фото.
Сверло для квадратных отверстий
Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.