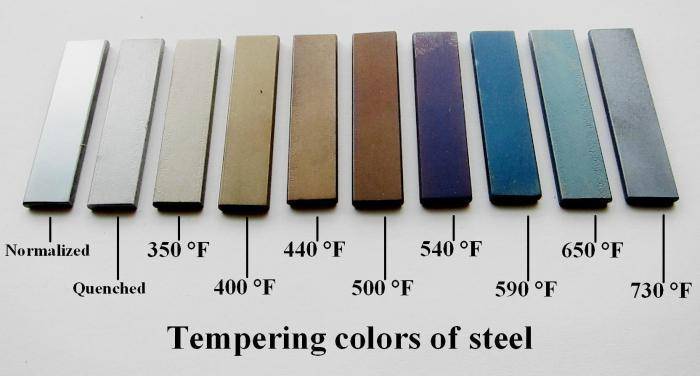
Нормализация металлических заготовок
Технология схожа с отжигом стали. Разница заключается в способе охлаждения заготовки. Это происходит не в печи, как в первом случае, а на воздухе. В результате происходит нормализация структуры кристаллической решетки, повышаются показатели прочности и вязкости.

При выполнении этого процесса учитывают такие показатели:
- Выдержка. Она характеризует степень равномерного термического воздействия на все слои стальной заготовки. Скорость охлаждения. Влияет на толщины перлитных пластин. Поэтапное охлаждение. В некоторых случаях после достижения определенного уровня снижения температуры деталь помещают в масло для оперативного охлаждения.
Для появления нужных свойств стальной заготовки могут выполняться несколько типов термической обработки.
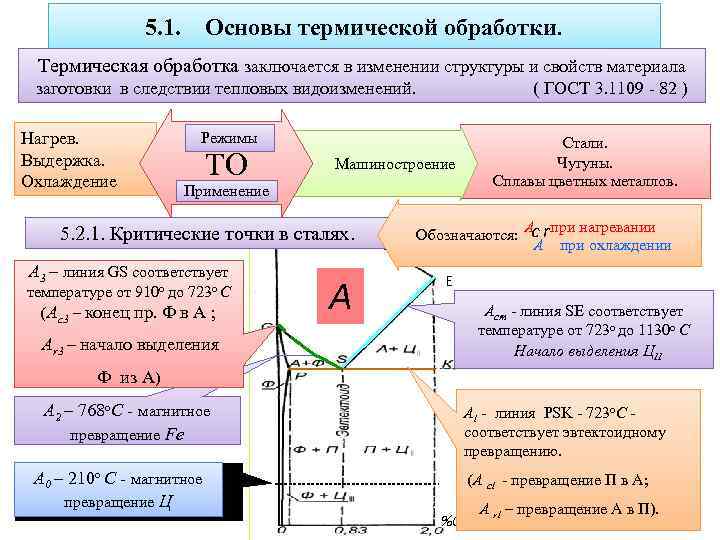
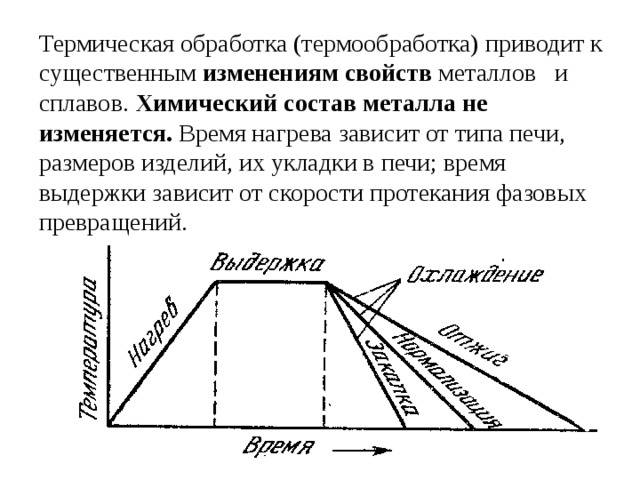
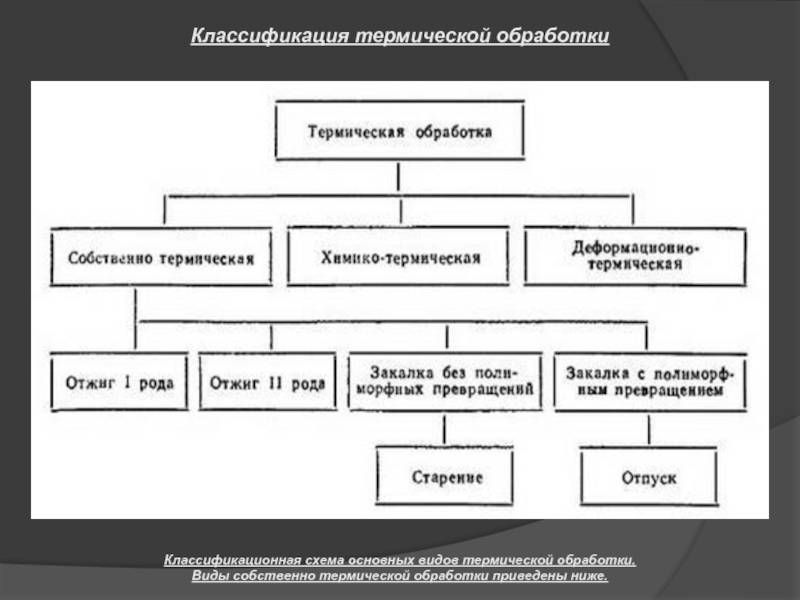
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью. Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
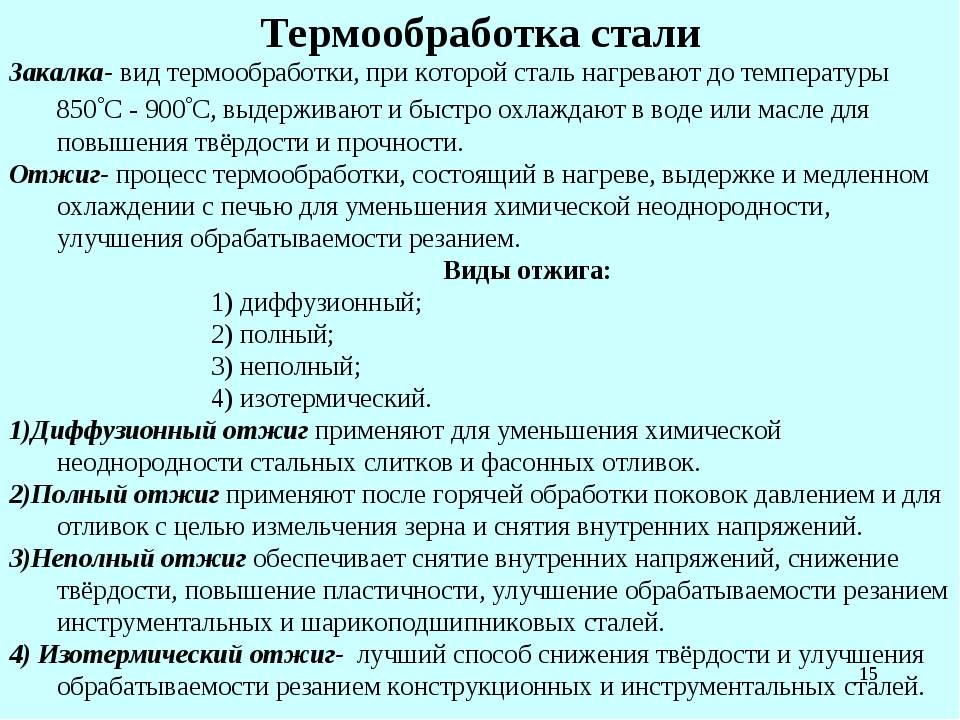
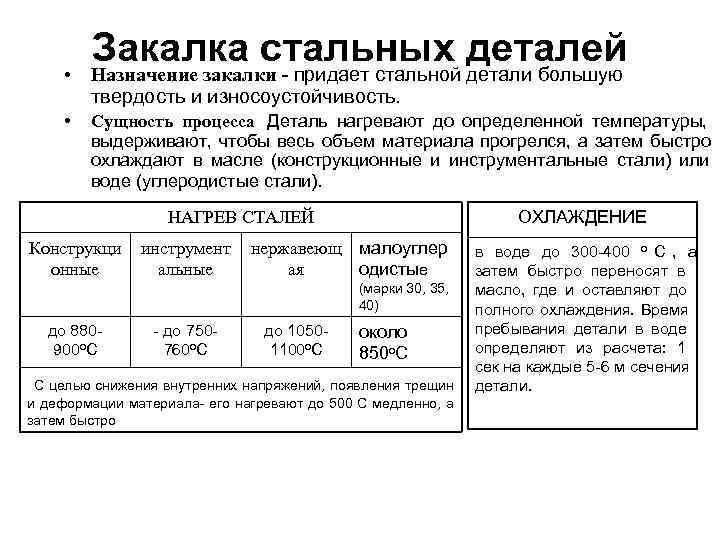
Закалка
Это термическая обработка стали, благодаря которой происходит повышение ее прочности, износостойкости, твердости, предела упругости, а также снижение пластичных свойств. Технология закалки состоит из нагрева до определенной температуры (примерно 850-900 ºС), выдержки и резкого охлаждения, благодаря которому эти свойства и достигаются. Закалка является самым распространенным способом улучшения физико-механических свойств сплава. Виды термической обработки стали: с полиморфным превращением и без такового.
Закалку с полиморфным превращением используют для сталей, в составе которых присутствует элемент, способный к полиморфным преобразованиям.
Сплав нагревается до температуры изменения кристаллической решетки полиморфного элемента. В результате нагревания увеличивается растворимость легирующего компонента. При понижении температуры тип решетки изменяется в обратную сторону, но поскольку оно происходит с большой скоростью, в сплаве остается избыточная концентрация элемента с измененной решеткой. Так возникает неравновесная структура, являющаяся термодинамически неустойчивой. Игольчатая микроструктура стали, после термической обработки образовавшаяся в сплаве, называется мартенситом. Для снятия остаточных напряжений металл далее подвергают отпуску.
Закалка без полиморфных превращений применяется в случаях, когда один из компонентов сплава ограниченно растворяется в другом. При нагревании сплава выше линии солидус произойдет растворение компонента. А при быстром охлаждении вторичная фаза не успеет вернуться в исходное состояние, т.к. для возникновения границы раздела фаз, образования исходной решетки и процесса диффузии недостаточно времени. В итоге возникает метастабильный твердый раствор с избыточным содержанием компонента. Процесс приводит к увеличению пластичности металла. Термодинамическая устойчивость достигается в процессе самопроизвольного либо термического старения.
Поскольку режимы термической обработки стали закалкой имеют такой важный решающий параметр, как скорость охлаждения, следует упомянуть среды, в которых процесс происходит (воздух, вода, инертные газы, масло, водные растворы солей).
Скорость охлаждения стали водой в 6 раз выше при температуре 600 ºС и в 28 раз при 200 ºС (в сравнении с техническим маслом). Ее применяют для охлаждения углеродистых сплавов с высокой критической скоростью закалки. Недостатком воды является достаточно большая скорость охлаждения в областях возникновения мартенсита (200-300 ºС), что может привести к образованию трещин. Соли добавляют в воду для увеличения ее закаливающей способности. Таким образом происходит, например, термическая обработка стали 45.
Сплавы с незначительной критической скоростью закалки, которыми являются легированные, охлаждают с помощью масла. Его использование ограничивается легкой воспламеняемостью и способностью пригорать к поверхности деталей. Ответственные детали из углеродистой стали охлаждают в двух средах: воде и масле.
Мартенситные стали, на которых не должно быть оксидной пленки, например, используемые для медицинского оборудования, охлаждают в разряженной атмосфере или на воздухе.
Для того чтобы превратить остаточный аустенит, придающий стали хрупкость, в мартенсит, применяют дополнительное охлаждение.
С этой целью детали помещают в холодильник с температурой -40 – -100ºС либо покрывают смесью углекислоты с ацетоном. Специальная дополнительная обработка низкими температурами способствует повышению твердости режущих инструментов, материалом которых является легированная сталь, стабилизации размерных параметров высокоточных деталей, увеличению магнитных качеств металла.
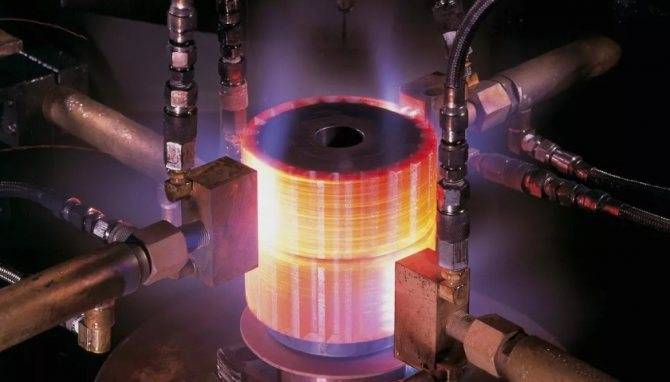
Для некоторых деталей, например, валов, кулачков, осей, шестерен, пальцев для муфт, работающих на истирание, используют поверхностную закалку. В этом случае образуется износостойкое покрытие детали, сердцевина которой – вязкая, с повышенной усталостной прочностью. Для того чтобы произвести такую закалку, используют токи высокой частоты, образуемые трансформатором от специального генератора. Они нагревают поверхность детали, охватываемую индуктором. Затем деталь охлаждается на воздухе. Толщина поверхностного слоя, подвергнутого закалке, может варьироваться от 1 до 10 мм.
Цементация стали
Цементация стали — химико-термическая обработка поверхностным насыщением малоуглеродистой (С<0,2%) или легированных сталей при температурах 900…950°С — твердым (цементация твердым карбюризатором), а при 850…900°С — газообразным (газовая цементация) углеродом с последующей закалкой и отпуском. Цель цементации и последующей термической обработки — повышение твердости, износостойкости, также повышением пределов контактной выносливости поверхности изделия при вязкой сердцевине, что обеспечивает выносливость изделия в целом при изгибе и кручении.
Детали, предназначенные для цементации, сначала очищают. Поверхности не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
1-ый состав простейшей обмазки: огнеупорная глина с добавлением 10% асбестового порошка, вода. Смесь разводят до консистенции густой сметаны и наносят на нужные участки поверхности изделия. После высыхания обмазки можно производить дальнейшую цементацию изделия.
2-ой состав применяемой обмазки: каолин — 25%, тальк — 50%: вода — 25%. Разводят эту смесь жидким стеклом или силикатным клеем.
Цементацию делают после полного высыхания обмазки.
Вещества, которые входят в состав обмазки, называют карбюризаторами. Они бывают твердые, жидкие и газообразные.
В условиях домашней небольшой мастерской удобнее осуществлять цементацию с помощью пасты. Это цементация в твердом карбюризаторе. В состав пасты входят: сажа — 55%, кальцинированная сода — 30%, щавелевокислый натрий — 15%, вода для образования сметанообразной массы. Пасту наносят на нужные участки изделия, дают высохнуть. Затем изделие помещают в печь, выдерживая при температуре 900-920°С в течение 2-2,5 часов. При использовании такой пасты цементация обеспечивает толщину науглероженного слоя 0,7-0,8 мм.
Жидкостная цементация также возможна в небольшой мастерской при наличии печи-ванной, в которой и происходит науглероживание инструментов и других изделий. В состав жидкости входят: сода — 75-85%, 10-15% хлористого натрия, 6-10% карбида кремния. Печь-ванну наполняют этим составом и погружают изделие или инструмент. Процесс протекает при температуре 850-860°С в течение 1,5-2 часов; толщина науглероженного слоя достигает при этом 0,3-0,4 мм.
Газовую цементацию производят в смеси раскаленных газов, содержащих метан, окись углерода в специальных камерах при температуре 900-950°С и только в производственных условиях. После цементации детали охлаждают вместе с печью, затем закаляют при 760-780°С е окончательным охлаждением в масле.


Цианирование
Это процесс единовременного наполнения поверхности стали атомами азота и углерода. Технология предполагает использование как жидкой, так и газовой фазы. Цианирование может быть также низко- и высокотемпературным.
При жидкостном применяются специальные ванны, наполненные цианистыми и нейтральными солями. После насыщения поверхности азотом процесс фактически превращается в цементацию. При низкотемпературном цианировании детали в дальнейшем подвергаются дополнительной термообработке.
Газовое цементирование происходит в среде, содержащей нитрирующие и цементирующие газы. При таком способе цианирования глубина обработанных слоев достигает 1,8 мм.
Историческая справка
Первые упоминания о термической обработке металлов появились в далеком прошлом. В Средневековье кузнецы отправляли заготовки для оружия в специальные печи, а затем остужали их водой.
После этого начинался цикл равномерного разогрева, который занимал до 20 часов. Дальше разогретый металл подвергался ковке с получением требуемой формы.
В середине XIX в. металлург из Российской империи Д.К. Чернов опубликовал статью, в которой указал, что при нагревании металлических сплавов происходит изменение их технических характеристик. Ему присвоили звание автора новой науки — материаловедения.
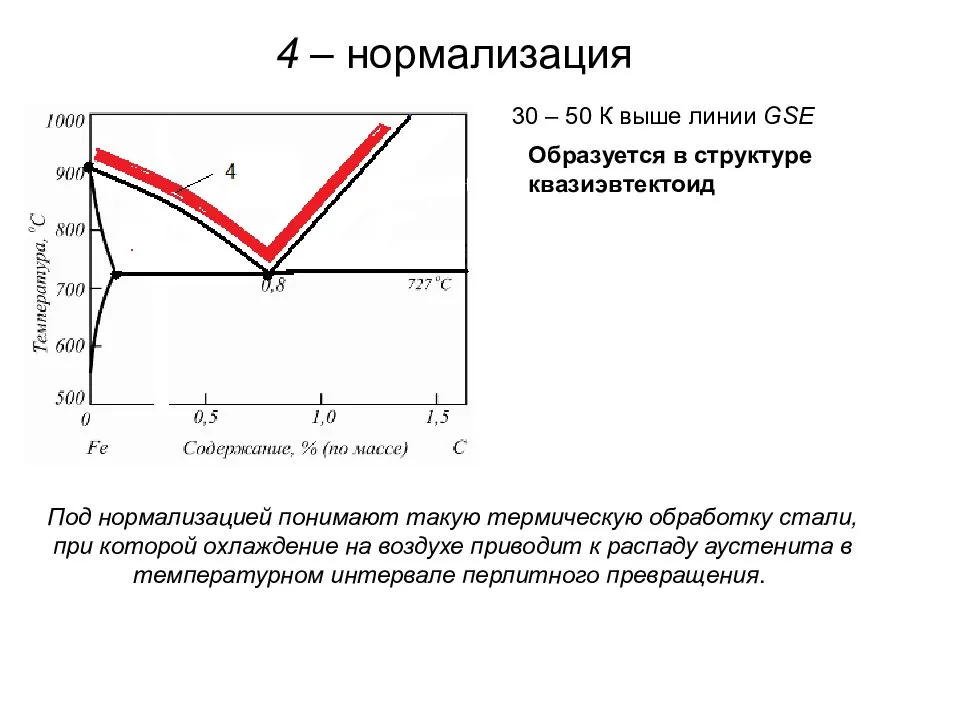
Нормализация стали
Нормализацию стали часто рассматривают с двух точек зрения — термической и микроструктурной.
В термическом смысле и классическом понимании, нормализация стали — это нагрев стали до аустенитного состояния с последующим охлаждением на спокойном воздухе. Иногда к нормализации относят также и операции с охлаждением ускоренным воздухом.
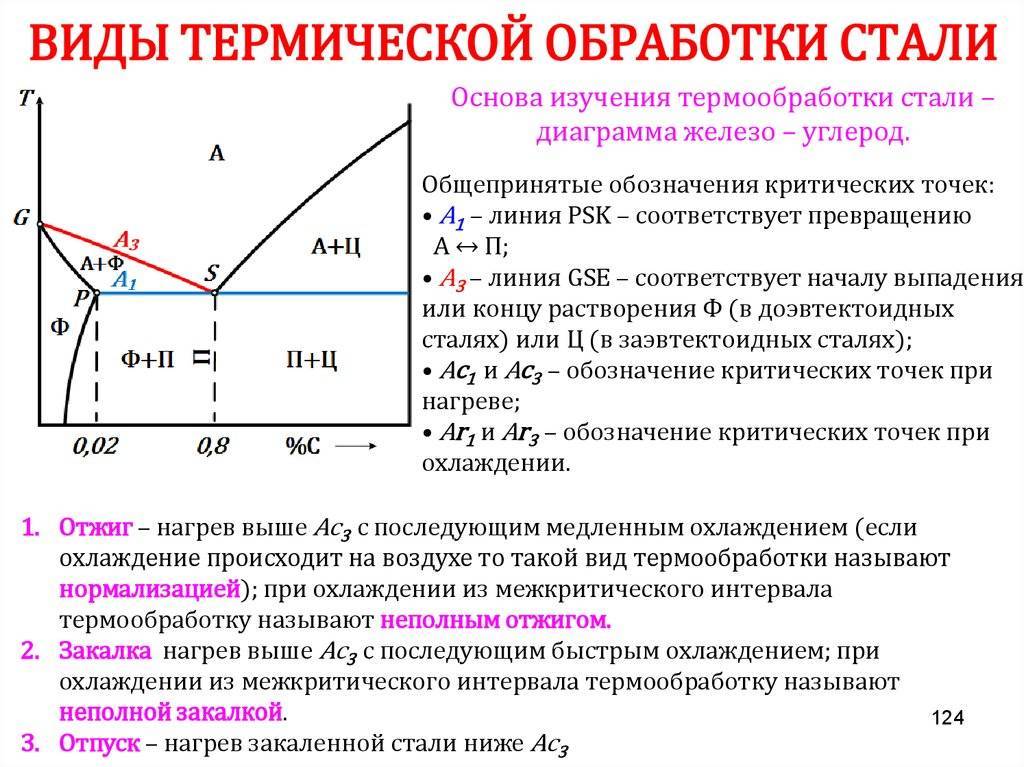
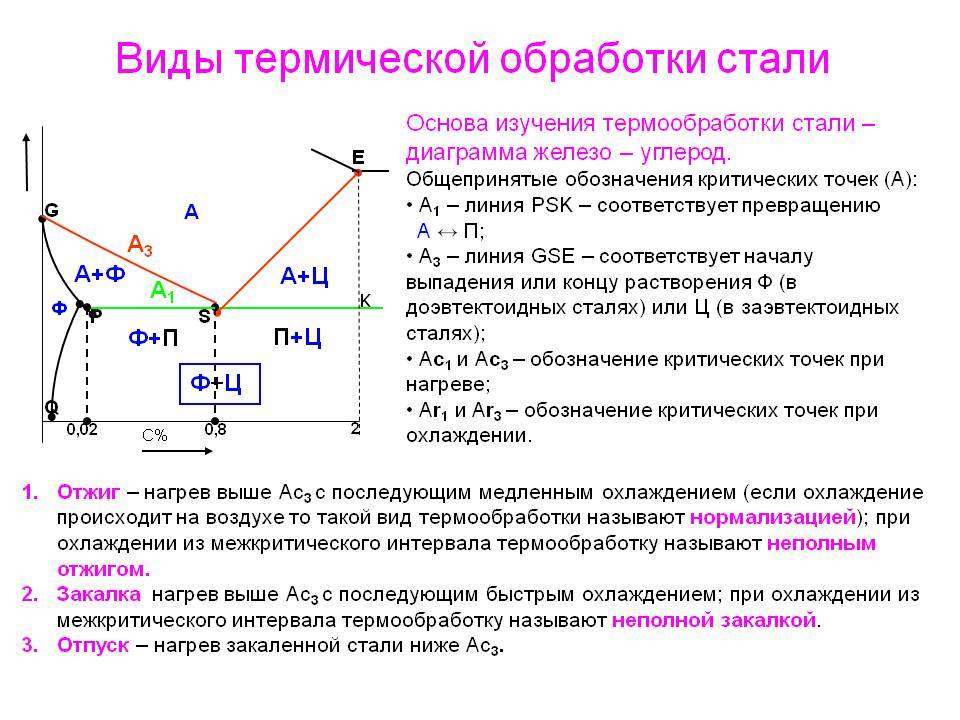
Место температуры нормализации на диаграмме состояния железо-углерод показано на рисунке 1.
Рисунок 1 – Упрощенная диаграмма состояния железо-углерод. Заштрихованная полоса – температура нормализации сталей
С точки зрения микроструктуры нормализованной структурой считают перлит для стали с содержанием углерода 0,8 %, а для сталей с меньшим содержанием углерода — доэвтектоидных сталей — смесь перлита и феррита .
Операцию нормализации применяют для большинства сталей и, в том числе стальных отливок. Очень часто сварные стальные швы нормализуют для измельчения структуры стали в зоне воздействия сварки.
Цель нормализации стали
Цели нормализации стали могут быть различными: например, как для увеличения, так и для снижения прочности и твердости в зависимости от термической и механической истории изделия.
Цели нормализации часто пересекается или даже путается с отжигом, термическим упрочнением и отпуском для снятия напряжений. Нормализацию применяют, например, для улучшения обрабатываемости детали резанием, измельчения зерна, гомогенизации зеренной структуры или снижения остаточных напряжений. Сравнение температурно-временных циклов для нормализации и отжига показано на рисунке 2.
Рисунок 2 ─ Сравнение температурно-временных циклов нормализации и полного отжига. Более медленное охлаждение при отжиге приводит к более высокой температуре феррито-перлитного превращения и более грубой микроструктуре, чем при нормализации.
Для стальных отливок нормализацию применяют для гомогенизации их дендритной структуры, снижения остаточных напряжений и большей восприимчивости к последующему термическому упрочнению.
Изделия, полученные обработкой давлением, могут подвергать нормализации для снижения полосчатости структуры после прокатки или разнозернистость после ковки.
Нормализацию с последующим отпуском применяют вместо обычной закалки, когда изделия имеют сложную форму или резкие изменения по сечению. Это делают, чтобы избежать образования трещин, коробления и чрезмерных термических напряжений.
Скорость охлаждения стали при нормализации
Скорость охлаждения при нормализации обычно не является критической величиной. Однако, когда изделие имеет большие различия по размерам сечения, принимают меры по снижению термических напряжений, чтобы избежать коробления.
Выдержка при температуре нормализации
Роль длительности выдержки при температуре нормализации заключается только в том, чтобы обеспечить гомогенизацию аустенитной структуры до начала охлаждения. Один час выдержки на каждые 25 мм толщины сечения является нормой.
Скорость охлаждения при нормализации значительно влияет на количество перлита, его размеры и толщину перлитных пластин. Чем выше скорость охлаждения, тем больше образуется перлита, а его пластины становятся тоньше и ближе друг к другу. Увеличение доли перлита в структуре и его измельчение дают повышение прочности и твердости стали. Более низкие скорости охлаждения означают менее прочную и твердую сталь.
После того, как изделия однородно охладились по своему сечению ниже нижней критической точки Аr1, их можно охлаждать в воде или масле для снижения общей длительности охлаждения.
Отпуск
Часто применяется в машиностроении, а также при изготовлении деталей разного назначения из стальных заготовок. Обычно используется с закалкой, потому что помогает снизить внутреннее напряжение материала. Это делает сырье значительно прочнее, снимает хрупкость, которая может появиться при воздействии повышенных температур.
Еще одна цель применения – увеличение показателей ударной вязкости. Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Технология отпуска разделена на три типа:
Низкий. Технология используется для создания мартенситной структуры металла. Главная цель – значительно увеличить вязкость сырья и при этом сохранить его твердость.
Максимальная температура нагрева – до 250 °С. Обычно она составляет не более 150 °С. При таком нагреве сталь нужно будет держать около полутора часов. Охлаждение проводится внутри масла или воздуха, что помогает также упрочнить заготовку или готовое изделие.

Чаще всего низкий отпуск применяется при создании измерительного инструмента или разных типов режущих изделий.
Средний. Отличие заключается в повышении максимальной температуры до 500 °С. Обычно детали обрабатываются при нагреве до 340 °С. Применяется воздушное охлаждение.
Главная задача среднего отпуска – перевести мартенсит в троостит. Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Высокий. Одно из наиболее успешных средств, позволяющих снизить высокий уровень внутренней напряженности. Изделие прогревается до высоких температур, что помогает создать и нарастить вязкость и пластичность без потери прочности. Хотя методика сложна в использовании для ответственных деталей, она оптимальна. Диапазон нагрева – 450-650°С.
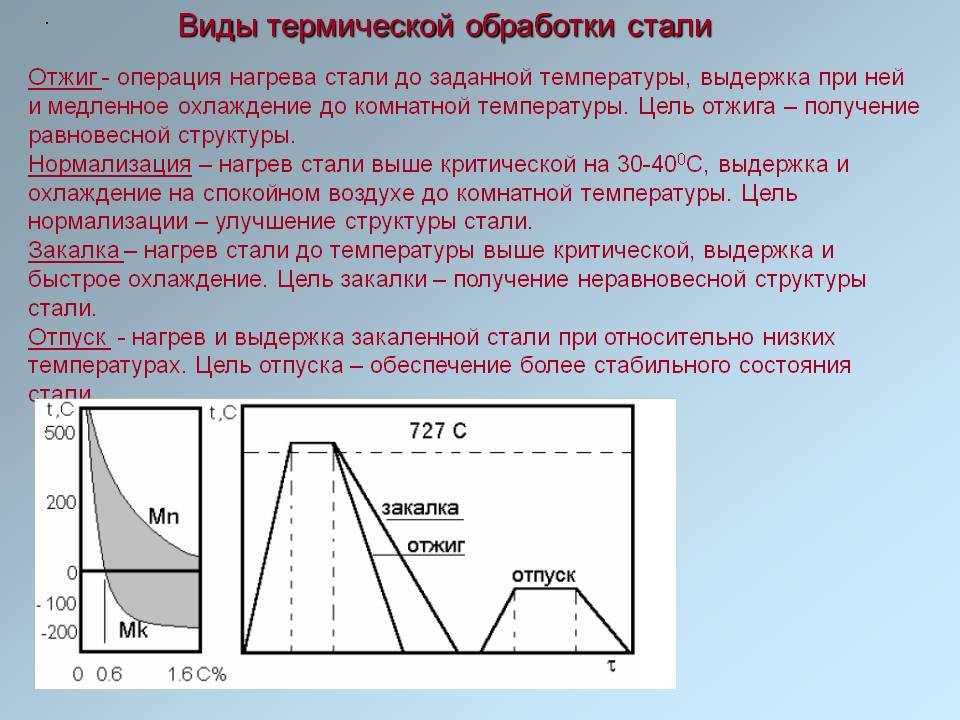
Принцип термической обработки
Термическая обработка металлов основана на фазовых изменениях внутренней структуры, происходящих при их нагреве или охлаждении. В общем виде процесс термообработки состоит из следующих этапов:
- нагрева, изменяющего структуру кристаллической решетки металла;
- охлаждения, фиксирующего достигнутые при нагреве изменения;
- отпуска, снимающего механические напряжения и упорядочивающего полученную структуру.
Особенностью технологии термической обработки стали является то, что при нагреве до 727 ºC она переходит в состояние твердого расплава — аустенита, в котором атомы углерода проникают внутрь элементарных ячеек железа, создавая равномерную структуру. При медленном охлаждении сталь возвращается в исходное состояние, а при быстром — фиксируется в виде аустенита или других структур. От способа охлаждения и дальнейшего отпуска зависят свойства закаленной стали. Здесь соблюдается принцип: чем быстрее охлаждение и ниже температура, тем выше ее хрупкость и твердость. Термообработка является одним из ключевых технологических процессов для всех сплавов железа с углеродом. Например, получить ковкий чугун можно только путем термической обработки белого чугуна.
Другие методы термической обработки
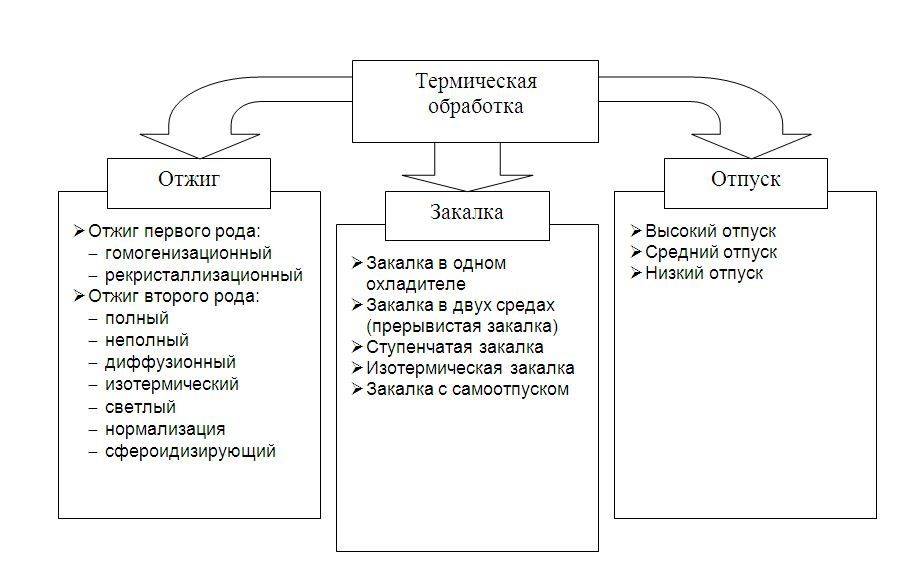
Кроме нормализации, термическая обработка стали включает в себя такие процессы:
- отжиг;
- закалка;
- отпуск;
- обработка криогенным способом;
- дисперсионное твердение.
Принцип выполнения и цели у каждой технологии одинаковые, однако, каждая имеет свои отличительные особенности:
- отжиг — благодаря ему структура перлита будет максимально тонкой, поскольку охлаждение происходит в печи. Отжиг позволяет снизить структурную неоднородность, а также напряжение после обработки посредством литья или под давлением, придать структуре мелкозернистость или улучшить обработку резанием;
- закалка — принцип технологии такой же, но температуры более высокие по сравнению с нормализацией и скорость охлаждения тоже выше. Процесс происходит в жидкостях. Благодаря закалке повышается прочность и твердость материала, а детали в итоге будут иметь низкую ударную вязкость и хрупкость;
- отпуск — отпуск, выполняемый после закалки, снижает напряжение и хрупкость. С этой целью материал прогревается до малой температуры и охлаждается на улице. На фоне повышения температуры предел прочности и твердость падают, и повышается ударная вязкость;
- криогенная обработка — благодаря ей материал будет иметь равномерную структуру и твердость, эта технология максимально подходит для закаленной углеродистой стали;
- дисперсионное твердение — окончательная обработка, в ходе которой дисперсные частицы выделяются в твердом растворе после закалки при малом нагреве для придания материалу прочности.
Для выполнения термической обработки потребуется следующее:
- баки с водой и маслом;
- бумага шлифовальная;
- микроскоп металлографический;
- печь с термоэлектрическим пирометром;
- твердомеры по Роквеллу;
- наборы микрошлифов (сорбит, мартенсит, феррит-мартенсит и т. д. ).
Закалка алюминиевых профилей на прессе
Закалка на прессе является весьма экономически выгодной технологией термической обработки алюминиевых профилей по сравнению с закалкой с отдельного нагрева. При закалке на прессе охлаждение алюминиевых профилей проводят от температуры, с которой они выходят из матрицы. Необходимое условие для закалки на прессе – интервал температур нагрева алюминиевого сплава под закалку должен совпадать с интервалом температур алюминиевых профилей на выходе из пресса. Это, в принципе, выполняется только для «мягких» и «полутвердых» алюминиевых сплавов – технического алюминия, алюминиевых сплавов серий 3ххх и 6ххх, а также малолегированных сплавов серии 5ххх (с магнием до 3 %) и некоторых алюминиевых сплавов серии 7ххх без легирования медью (7020, 7005 (наш 1915), 7003)
Эффект закалки для алюминиевых сплавов 3ххх и 5ххх очень незначителен и, как правило, не принимается во внимание. Окончательные механические свойства алюминиевые сплавы 3ххх и 5ххх принимают не в результате термического упрочнения, а при последующей нагартовке, что может включать и операции термической обработки: один или несколько отжигов
Упрочняющей фазой для сплавов серии 6ххх является соединение Mg2И. Подробнее см. Закалка алюминиевых профилей на прессе
Применяемое оборудование
Для термической обработки сварных швов применяют следующие виды оборудования:
- Индукционное. Принцип работы основан на нагреве металла вихревыми токами, создаваемыми индукционной катушкой (индуктором), подключенной к высокочастотному генератору. Нагреваемый участок предварительно накрывают асбестом. Поверх него гибким проводом наматывают витки катушки с шагом 2,5 см на расстоянии 25 см по обе стороны от стыка. В качестве индуктора также используют накладки с расположенными внутри проводами. Технология обеспечивает быстрый, равномерный нагрев участка соединения независимо от положения деталей.
- Радиационное. Нагрев осуществляется теплом от проводов из нихрома, по которым проходит электроток. Гибкие нагревательные элементы удобны для обработки соединений сложной формы. Радиационное оборудование эффективней индукционного при работе с металлами с низкими электромагнитными характеристиками.
- Газовое выгодно для применения, так как не нуждается в электроэнергии. Однако на нагрев уходит много времени. Поэтому оборудование используют на небольших конструкциях. Для обеспечения равномерного прогрева соединения работу выполняют двумя многопламенными ацетиленовыми горелками одновременно с обеих сторон.
- Для работы с деталями небольшого размера применяют муфельные печи. Их также используют на трубопроводах малого диаметра.
Что такое конструкционная сталь
Под ней следует понимать стальной сплав особой пластичности и прочности, который обеспечивает высокую сопротивляемость изделий к разрушению и деформации. Это универсальный материал, широко используемый для изготовления ответственных строительных конструкций, промышленных механизмов и машин. В химический состав таких сплавов на основе железа входит целый комплекс добавок, таких как марганец, медь, никель, хром, молибден и другие.
При этом главным параметром, определяющим будущие свойства производимых на основе конструкционных сталей изделий, является присутствие в ней углерода. Чем больше его в сплаве, тем прочнее металл и выше порог его хладноломкости. Именно это и позволяет изготовленным из конструкционных марок сталей деталями и конструкциям выдерживать высокие нагрузки и даже самые суровые климатические условия.
Конструкционная сталь бывает двух видов: машиностроительная и арматурная (строительная). Внутри этих видов она разделяется ещё на несколько классов и категорий, причём многие из них не взаимозаменяемые.
Для чего нужна термическая обработка?

в условиях быстрого износа
И поэтому эксплуатация любых металлоизделий напрямую зависит от износостойкости, прочности, термо- и коррозионной стойкости элементов из которых они состоят.
Для того чтобы повысить все эти характеристики необходимо правильно подобрать материал для деталей, усовершенствовать их конструкцию, устранить неточности сборки, улучшить методы горячей и холодной обработки.
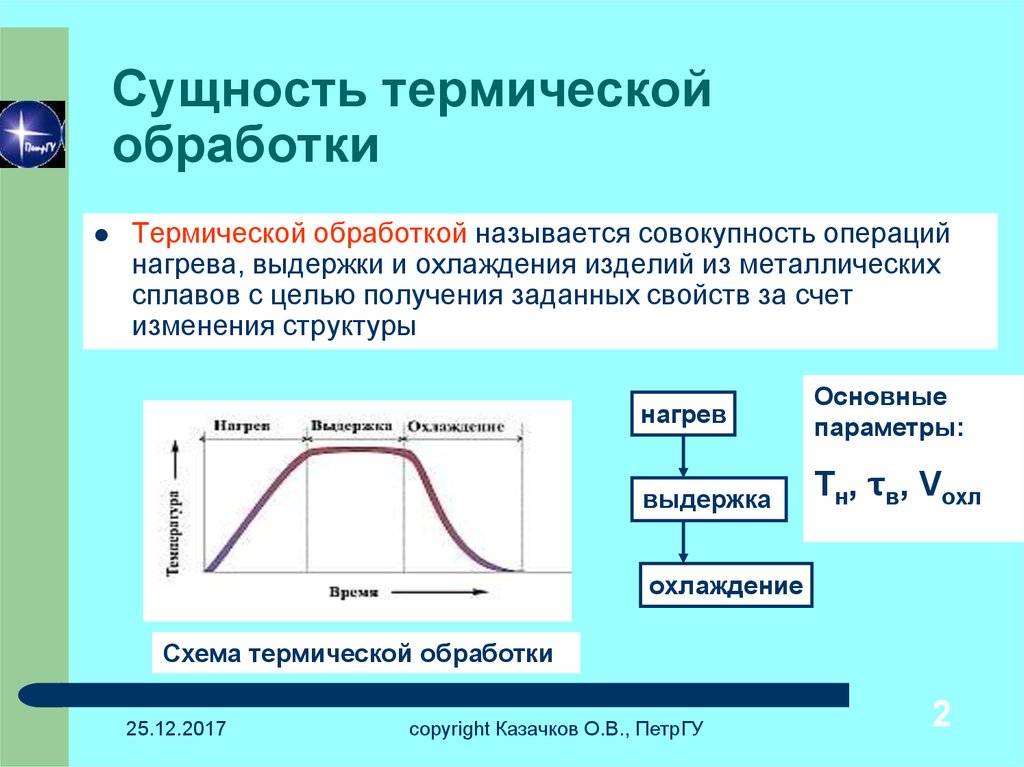
Таким высоким требованиям редко отвечают материалы в состоянии поставки. Основная часть доставляемых конструкционных элементов нуждается в стабилизации эксплуатационных свойств, чтобы они не изменялись с течением времени. И чтобы повысить механические и физико-химические свойства металлических материалов, применяют термическую обработку. Это последовательность операций нагрева, выдержки и охлаждения металлов и сплавов.
Её проводят для изменения структуры и свойств металлов и сплавов в направлении, которое было задано. Термообработка применяется для изменения структуры фазового состава и перераспределения компонентов, размера и формы кристаллических зёрен, видов дефектов, их количества и распределения. И это все позволяет достаточно легко получить требуемое свойство материала.
Обязательно надо помнить, что свойства металла и сплавов зависит не только от не только от структуры, но и от химического состава, который образуется во время металлургического и литейного процесса.
Задачей термической обработки является ликвидация внутреннего напряжения в металле и сплаве, улучшение механических и эксплуатационных свойств и другое.
Термической обработке подвергается сталь, чугун, сплав на основе цветных металлов.
Нужно знать, что материалам с одним химическим составом при проведении различных режимов термообработки можно получить несколько совершенно разных структур, которые будут обладать абсолютно разными свойствами. При улучшении механических свойств с помощью термической обработки можно использовать сплавы более простого состава. Допускаемые напряжения, уменьшение массы деталей и механизмов, повышение их надёжности и долговечности также можно достичь с помощью термической обработки.

При малых затратах на термообработку результат её может оказывать огромное влияние на трудоёмкость и стоимость работ на смежных участках производства. Многие производители не проводят термическую обработку изделий, тем самым сокращают весь технологический процесс при изготовлении изделий. Иногда это оправдано, а иногда — нет.
Всегда нужно не только тщательно продумывать весь процесс объёмной и местной термообработки, но и строго соблюдать их режимы, чтобы добиться оптимальных структур и высокого уровня физико-механических и эксплуатационных свойств в изделиях для обеспечения их надёжной и длительной работы.
https://youtube.com/watch?v=bnkTUowNHkM
Принцип термической обработки
Термическая обработка металлов основана на фазовых изменениях внутренней структуры, происходящих при их нагреве или охлаждении. В общем виде процесс термообработки состоит из следующих этапов:
- нагрева, изменяющего структуру кристаллической решетки металла;
- охлаждения, фиксирующего достигнутые при нагреве изменения;
- отпуска, снимающего механические напряжения и упорядочивающего полученную структуру.
Особенностью технологии термической обработки стали является то, что при нагреве до 727 ºC она переходит в состояние твердого расплава — аустенита, в котором атомы углерода проникают внутрь элементарных ячеек железа, создавая равномерную структуру. При медленном охлаждении сталь возвращается в исходное состояние, а при быстром — фиксируется в виде аустенита или других структур. От способа охлаждения и дальнейшего отпуска зависят свойства закаленной стали. Здесь соблюдается принцип: чем быстрее охлаждение и ниже температура, тем выше ее хрупкость и твердость. Термообработка является одним из ключевых технологических процессов для всех сплавов железа с углеродом. Например, получить ковкий чугун можно только путем термической обработки белого чугуна.
Суть процесса
Термическая обработка — это воздействие на металл температурой с целью получения материала с иными характеристиками. Термообработка применяется для получения следующих результатов:
- придать изделию необходимый уровень твердости в каком-либо отдельном узле или по всей поверхности металла;
- придать наилучшую микроструктуру сплаву или стали;
- корректировка химического состава в частицах микроструктуры различных сплавов.
При обработке высокими температурами легко добиться однородности материала. Это помогает в последующем при механической обработке узлов и механизмов. Также снижается риск получить на производстве бракованную деталь из данного материала.
Также при помощи термической обработки можно повысить возможность деформации заготовки, чтобы из приготовленного материала было проще сделать готовый узел или необходимую деталь.
Важно знать: Виды резки металла
История
Технология термической обработки металла известна человечеству с давних времён. Во времена Средневековья, кузнецы разогревали и остужали заготовки для мечей с помощью воды. К 19 веку человек научился обрабатывать чугун. Кузнец помещал металл в емкость полную льда, а сверху засыпал сахаром. Далее начинается процесс равномерного разогревания, продолжающийся 20 часов. После этого чугунную заготовку можно было ковать.
В середине 19 века, русский металлург Д. К. Чернов задокументировал то, что при нагревании металла, его параметры изменяются. От этого учёного пошла наука — материаловедение.