3 Электрооборудование агрегата с ЧПУ
Главный двигатель станка имеет мощность 11 киловатт. Он запускается с пульта управления либо при получении команды от программного комплекса. В электрической схеме установки предусмотрено наличие ряда блокировок, которые запрещают:
- запускать двигатель держателя резца в обратном и прямом направлении одновременно;
- включать в авторежиме шпиндельный узел тогда, когда не смонтировано его наружное ограждение;
- запускать основной двигатель в двух направлениях;
- включать в одно и то же время пускатели (магнитные) разжима и зажима детали;
- включать одновременно две электромагнитные муфты в то время, когда производится изменение скорости вращения шпинделя.
Также есть блокировка, которая ограничивает возможность передвижения суппорта и каретки в предельные (недопустимые) положения. Из указанных положений при необходимости каретка выводится оператором вручную при помощи специальных кнопок.

Отметим и тот факт, что вводный автомат станка незамедлительно отключается (автоматически), если на управляющем шкафе открываются двери. При этом шпиндель начинает процесс торможения. Выполнять техническое обслуживание либо наладку агрегата допускается лишь при включении деблокирующей кнопки внутри электрошкафа.
Скорость шпинделя выбирается таким образом:
- кодовые реле воспринимают сигналы о переключении скоростей;
- на выходе релейного дешифратора запускается требуемая муфта, работающая по электромагнитной схеме.
Как только реле отключаются, шпиндель начинает останавливаться. Допускается задавать режим толчкового движения шпиндельного механизма при выключенных реле. Для этого оператору следует нажать кнопку, которая запускает такой режим. При это шпиндель движется только прямо на минимальной скорости.
Поворот держателя резцов на нужную оператору позицию выполняется после того, как реле позиции рабочего инструмента и его смены получают соответствующий сигнал. В данном случае происходит включение гидравлического мотора или же непосредственно электрического двигателя агрегата. Суть механизма поворота базируется на совпадении дух позиций: той, которая устанавливается концевым выключателем станка, и заданной.

Если указанного совпадения нет, реверс держателя резца блокируется. А после завершения поворотного цикла запускается (автоматически) реле обратной связи. От него на числовую программную систему приходит команда о том, что рабочая программа может быть продолжена в требуемом (заданном) режиме.
Система смазки станка, состоящая из нескольких отдельных агрегатов, запускается при включении оборудования. ЧПУ при длительной эксплуатации токарной установки самостоятельно определяет цикл подачи смазочного состава на узлы станка. При возникновении необходимости запустить механизм смазки вручную оператор пользуется толчковой кнопкой. При этом запрограммированный смазочный цикл не нарушается.
Система ЧПУ
Токарный станок 16К20Ф3 оснащается различными системами ЧПУ. Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Обозназначение
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
| Технические характеристики | Параметры |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
| Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 — 2500 |
| Скорость быстрых перемещений суппорта — поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Особенности конструкции
Высокопрочная станина станка 16К20Ф3 выполнена литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Управление
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16К20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).
Виды поломок
Главное для шлифовального станка — высокая точность обработки материала. Нужно учитывать, что стандартами предусмотрены некоторые допустимые погрешности, которые не равносильны поломке или дефекту, но тесно с ними взаимосвязаны. Чтобы вовремя обнаружить неисправность и наладить машину, необходимо знать, с какими отклонениями в работе станка можно столкнуться.
Узлы, системы и детали шлифовального станка, которые могут нуждаться в ремонте:
- шлифовальная бабка;
- станина;
- шпиндель;
- каретка;
- крестовый суппорт;
- колонна;
- подшипники скольжения;
- направляющие столов;
- рабочий стол и механизм продольного перемещения;
- тумба;
- щитки и кожухи;
- плита;
- насос и электродвигатель;
- системы смазки и охлаждения;
- механизмы вертикальной и поперечной подачи;
- гидропривод.
В целом поломки станков можно разделить на три группы:
- механические повреждения деталей (трещины, скручивания, изгибы);
- химико-тепловые повреждения (коррозия, изменения под воздействием температуры и химических веществ);
- изнашивание (царапины, истирание верхнего слоя трущихся поверхностей деталей).
Предлагается рассмотреть проявление таких поломок на конкретных примерах.
Неполадки в системе смазки, неисправность насоса. Способствуют износу узлов станка и приведению их в негодность. Так, если подача масла к опорам шпинделя прекращается, это приводит к порче подшипников скольжения и появлению тепловых трещин на поверхности шпинделя из-за чрезмерного перегрева, что чревато заеданием шпинделя и выходом его из строя.
Неравномерный износ поверхности направляющих и ходового винта в связи с неверно выбранной технологией обработки. Влияет на точность шлифования. Происходит из-за перегрузки отдельных узлов станка.
Износ направляющих станины, к которому приводит появление абразивной смеси. На смазанных станинах, неиспользуемых какое-то время, оседает пыль, которая смешивается с маслом. Это влечёт за собой рост износа на 30%.
Потеря прочности шлифовального станка. Происходит из-за некорректной регулировки составных элементов.
Стоит отметить, что типичные поломки различны для тех или иных видов станков.
Неисправности, характерные для ленточных станков по дереву, и их возможные причины:
- разрыв шлифовальной ленты — чрезмерное натяжение или неправильная установка ленты, большое давление при шлифовке;
- ожог обрабатываемой деревянной заготовки — превышение удельного давления, износ шкурки;
- несоответствие шероховатости требуемой — слишком высокая скорость подачи стола, неподходящая зернистость шкурки;
- сошлифовывание облицовочного слоя — низкая скорость подачи, установка стола выше, чем нужно.
Функционирование круглошлифовальных станков зачастую сопровождается поломкой лопастного насоса.
Выявляется дефект по следующим признакам:
- пониженное давление масла;
- шумы и посторонние стуки при работе насоса.
3Д642Е станок универсально-заточный с гидавлическим приводом. Назначение и область применения
Универсальные заточные станки 3Д642Е предназначены для заточки и доводки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.







Заточный станок 3Д642Е обладает литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Станок универсально-заточной 3Д642Е является модификацией станка 3Д642. В отличие от предшественника, продольные перемещения стола у станка 3Д642Е осуществляются за счет гидравлического привода продольного перемещения стола, это дает плавность хода стола и увеличение производительности в смену.
Механизированный подъем и опускание шлифовальной головки способствует улучшению условий труда и снижению вспомогательного времени.
На станках производится заточка инструмента с трех рабочих мест.
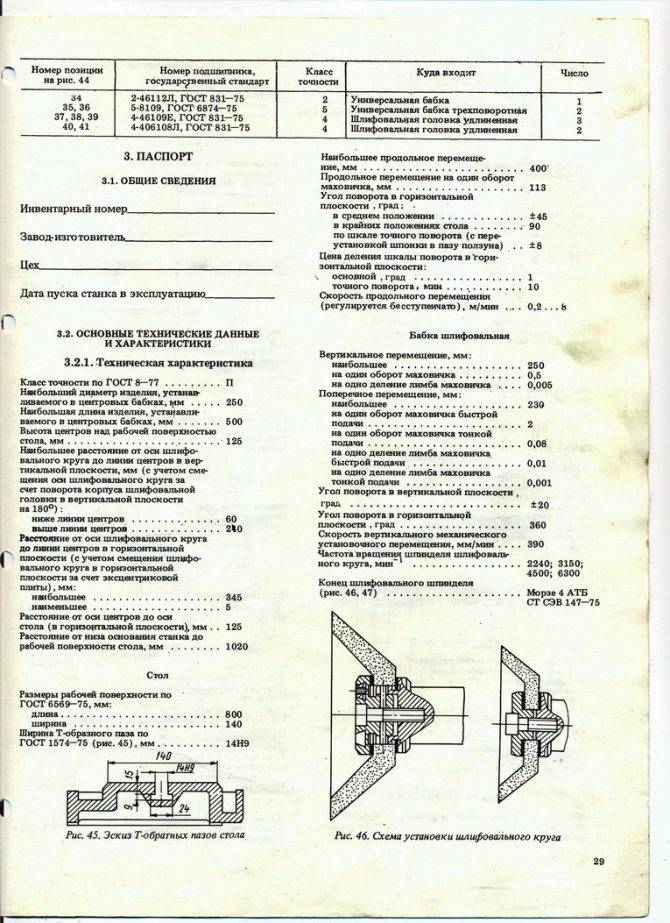
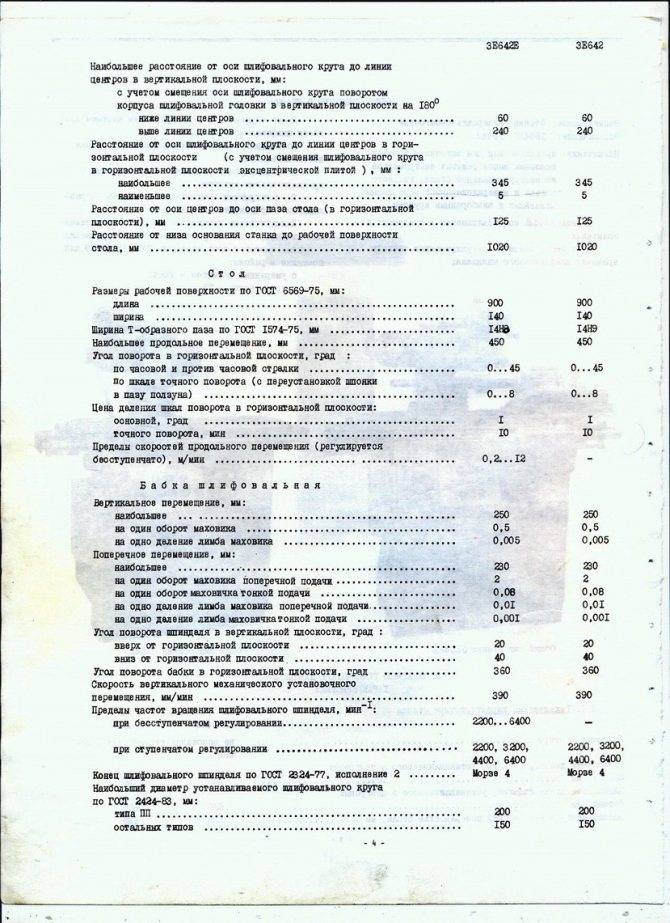
Шпиндель шлифовального круга может поворачиваться в горизонтальной плоскости на 360°, в вертикальной на 20° вверх и на 40° вниз относительно горизонтальной оси, что упрощает настройку на заданный угол заточки и расширяет технологические возможности станков.
Станок 3Д642Е изготавливается в следующих исполнениях
- с бесступенчатым регулированием частоты вращения шлифовального шпинделя;
- со ступенчатым регулированием частоты вращения шлифовального шпинделя.
По варианту исполнения направляющих станки изготавливаются:
- с замкнутыми стальными направляющими с предварительным натягом;
- с открытыми монолитными чугунными направляющими с предварительным натягом.
По заявке заказчика станки могут быть оснащены приспособлениями для заточки различного инструмента, в том числе приспособлениями для круглого наружного шлифования и системой отсоса пыли.
С применением подкладных плит и дополнительных приспособлений возможна обработка деталей диаметром до 330 мм и длиной до 1040 мм.
За отдельную плату станок может быть оснащѐн более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом — УХЛ4;
Класс точности станка – П.
Универсально-заточные станки. Общие сведения
Станок 3М642Е является предшествующим аналогом станков 3Д642Е. Станок 3Д642Е является предшествующим аналогом станков 3Е642Е.
Станок 3Е642 (3Е642Е) является предшествующим аналогом станков ВЗ-318 (ВЗ-318Е) и ВЗ-818 (ВЗ-818Е).
Станки моделей 3Е642 и 3Е642Е сняты с производства в 1994г.
В настоящее время производство «легендарных» моделей заточных станков 3Е642Е и 3Е642 возобновлено.
Станки моделей ВЗ-318 и ВЗ-318Е сняты с производства в 2008г.
Станки моделей ВЗ-818 и ВЗ-818Е выпускаются заводом в настоящее время.
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение, тем более что в последнее время огромное значение приобрела заточка инструмента алмазными кругами. Применение алмазных кругов значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы.
По назначению заточные станки делятся на универсальные (для заточки различных видов инструмента) и специальные (для заточки инструмента определенного вида).
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.
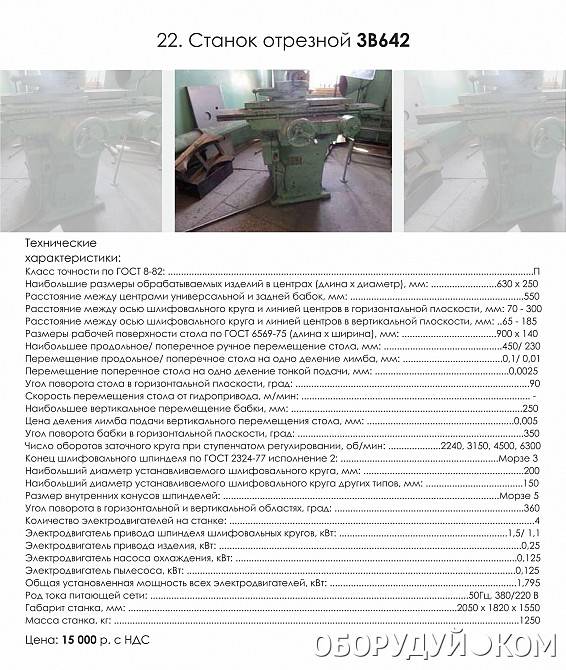
Станок заточный универсальный 3В642
Универсально-заточный станок 3В642, является изделием , расположенного в городе Витебске.
В сентябре 2020 года прославленное предприятие отпраздновало 120-летие со дня основания. На сегодняшний день ОАО «ВИЗАС» – это ультрасовременное предприятие, которое чтит вековые традиции и гордится своими работниками.
В странах СНГ ОАО «ВИЗАС» является фактически монополистом производства заточного оборудования, это самый современный и высокотехнологичный завод данного профиля.
Внешний вид универсально-заточного станка 3В642
Модель, проверенная временем
специализируется на производстве заточного оборудования с 1940 года. За это время было выпущено множество моделей различных станков, и среди них особое место занимает универсально-заточный станок 3В642.


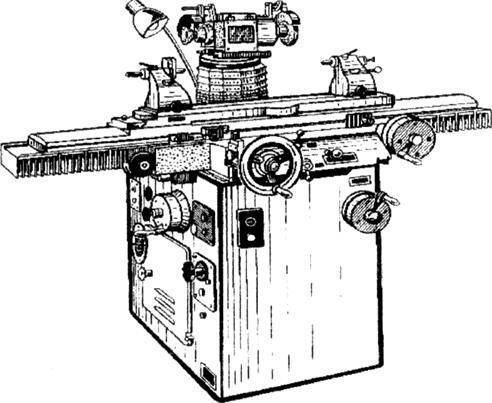




Как следует из паспорта универсально-заточного станка 3В642, данный агрегат относится к группе станков, предназначенных для абразивной заточки различного инструмента, а также для его доводки с использованием шлифовальных кругов различных форм и конфигураций.
Универсально-заточный станок 3В642 с неизменными техническими характеристиками производился заводом с восьмидесятых годов прошлого века. Данное оборудование комплектовалось паспортами и поставлялось на механические заводы, в ремонтные и слесарные мастерские, предприятия оборонного комплекса.
Паспорт агрегата содержит исчерпывающие данные о технических характеристиках универсально-заточного станка 3В642.
Скачать паспорт (инструкцию по эксплуатации) универсально-заточного станка 2В642
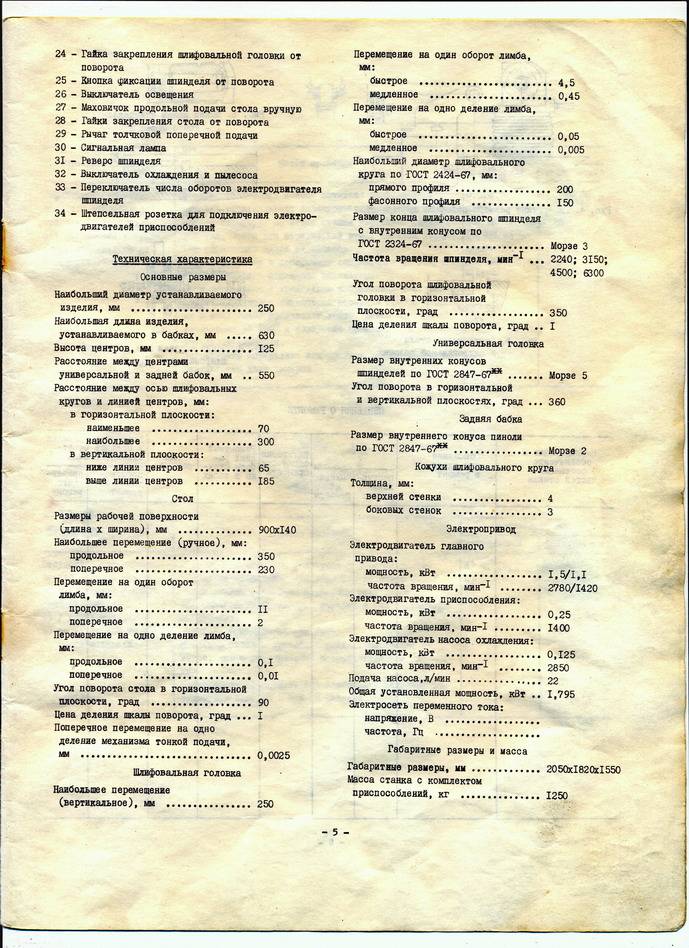
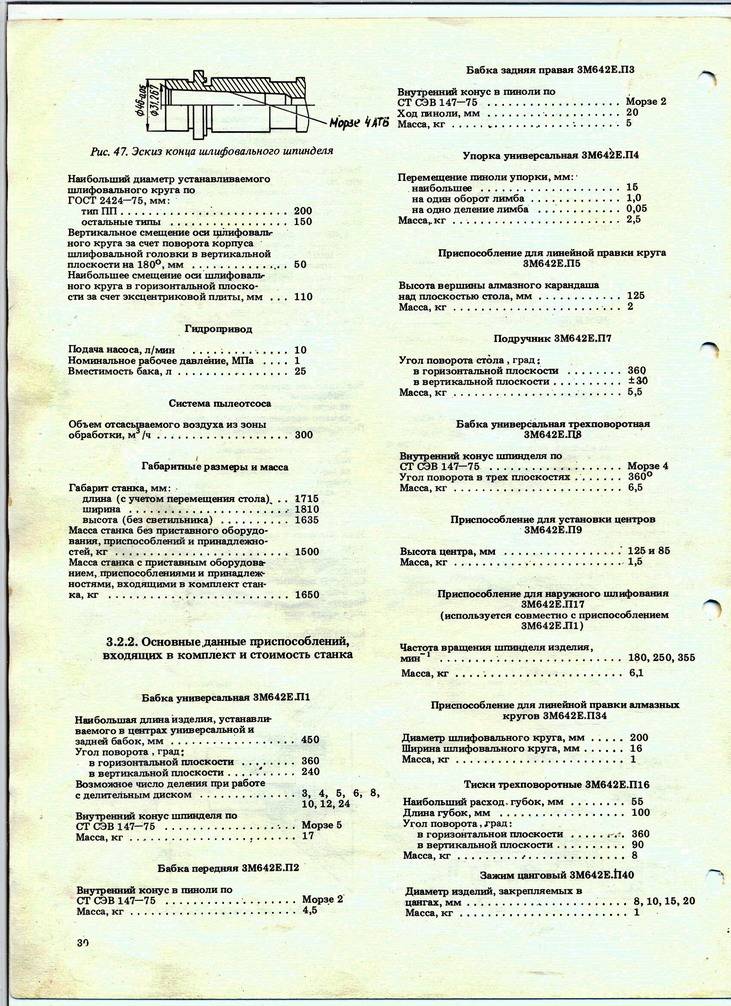
Мощность электродвигателя главного привода составляет 1,4 кВт. Вкупе с механизмом главного привода, двигатель обеспечивает вращение шпинделя и шлифовального круга диаметром до 200 мм.
Согласно паспорту, число оборотов заточного круга имеет ступенчатую регулировку и, в зависимости от выполняемой задачи, может составлять 2240, 3150, 4500 либо 6300 об/мин.
Вертикальное перемещение бабки производится в пределах 250 мм, а наибольшее продольное перемещение стола составляет 450 мм, при этом поперечное перемещение достигает 230 мм, согласно паспорту.
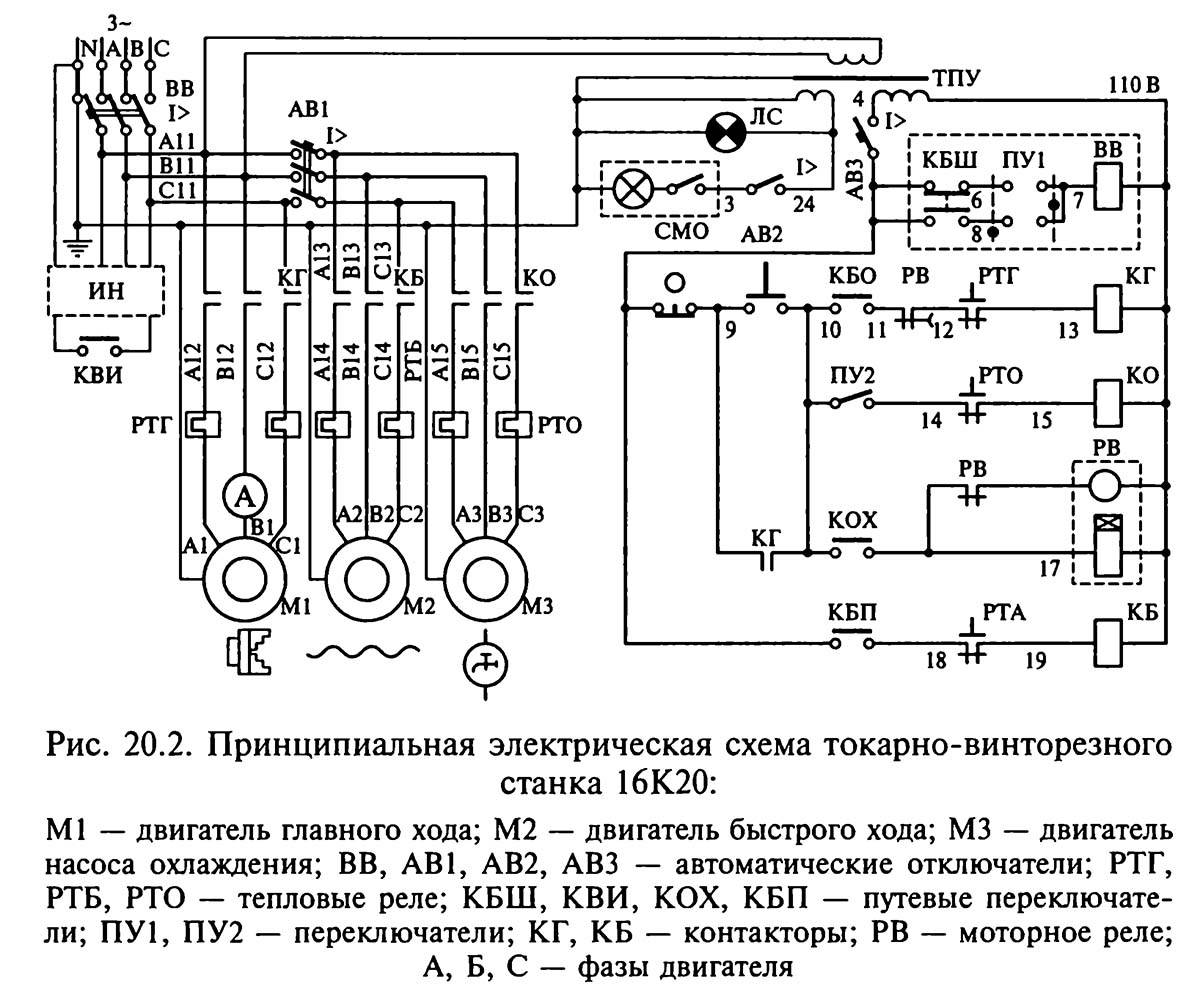
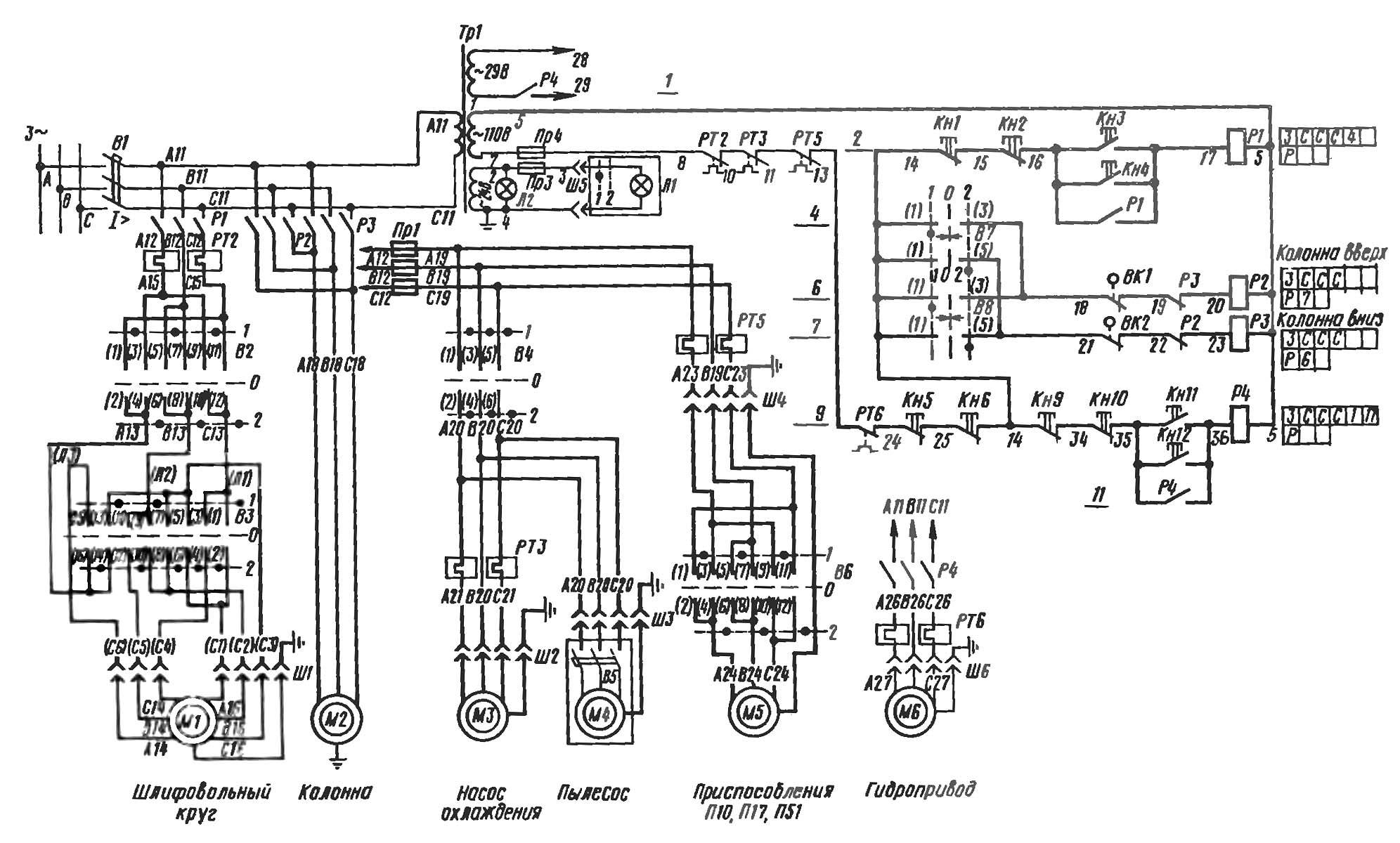
Электрическая схема станка 2В642
Приведенные технические характеристики станка делают его поистине универсальным агрегатом, по сей день востребованным на производстве и в ремонтных мастерских.
Универсально-заточный станок 3В642 с блеском справляется с такими операциями как заточка зенковок, разверток, сверл, резцов, торцовых и двухсторонних фрез, а также метчиков. Под силу станку и плоское шлифование, как наружных, так и внутренних поверхностей деталей.
При работе на станке могут использоваться различные шлифовальные круги, которые отвечают требованиям. Это могут быть алмазные, карбидные или обычные круги – в зависимости от характеристик и твердости обрабатываемых деталей.
Универсально-заточный станок, ввиду большой массы, устанавливается на бетонное основание, имеет стальной каркас и чугунную станину. Использование агрегата допускается в умеренных климатических зонах, при этом точность обработки деталей соответствует классу «П».
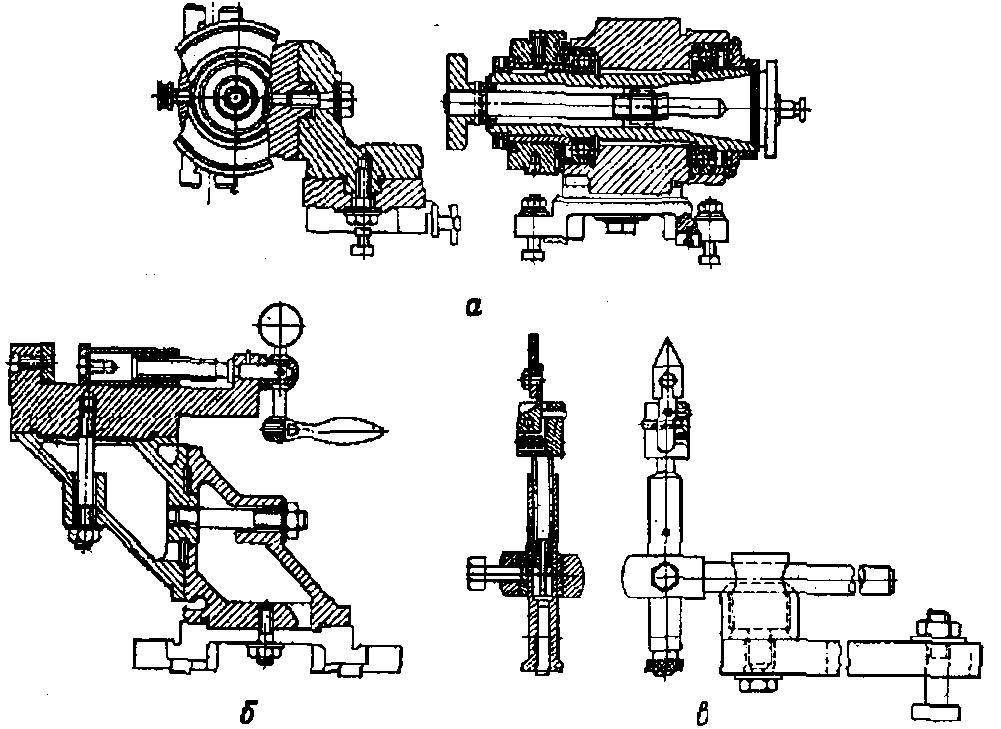
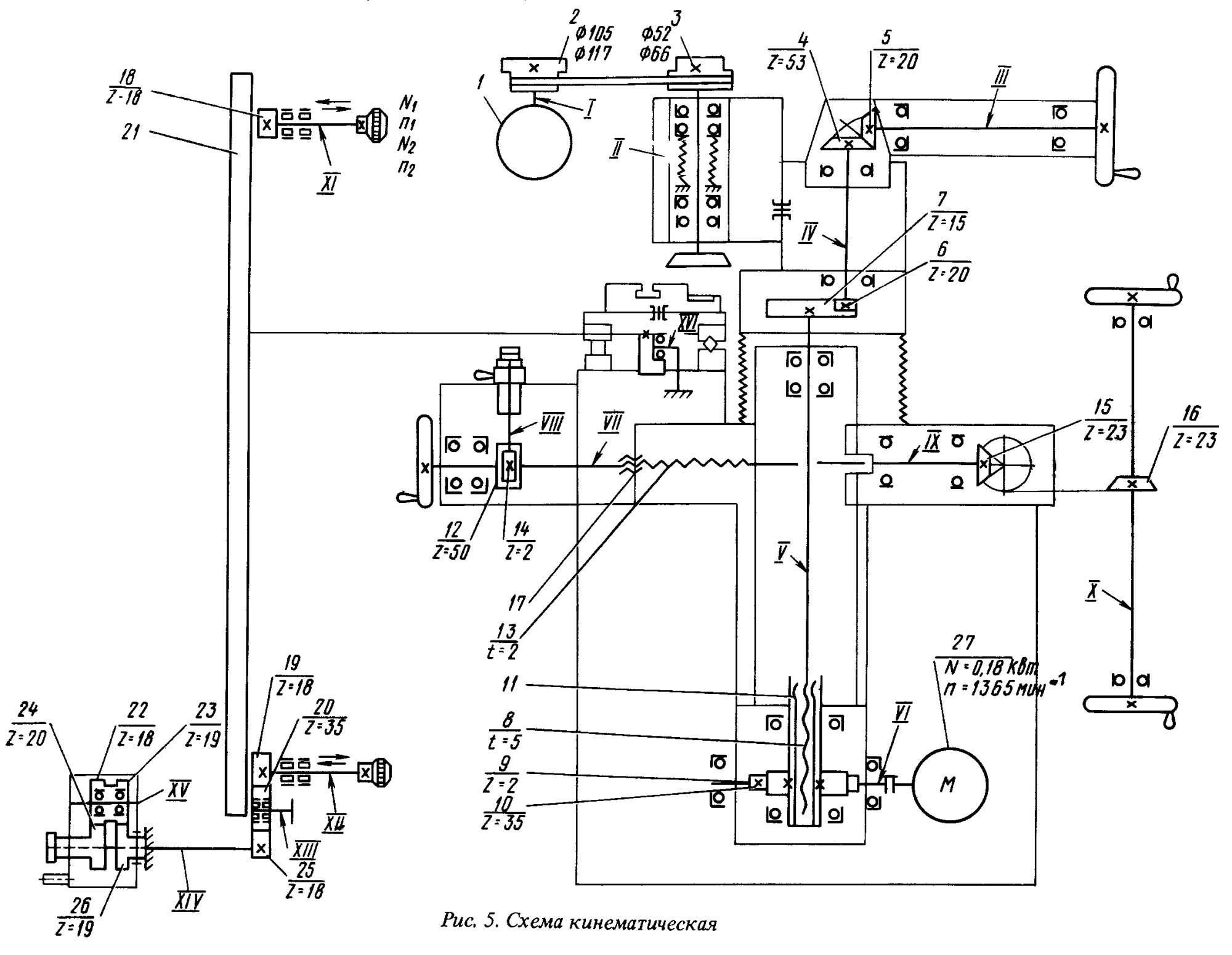
Кинематическая схема станка 3В642
Сверху на станину смонтирован стол, который включает в себя три конструктивных элемента: верхняя деталь стола представляет собой суппорт, который может поворачиваться относительно средней его части. В свою очередь, средняя часть двигается продольно, относительно нижней части. Для перемещения средней части служат маховики, снабженные реечными колесами и планетарным механизмом.
Есть возможность плавного подвода обрабатываемой детали к шлифовальному кругу, для этого служат специальные маховики с храповым механизмом. Как и у большинства других заточных станков, в модели 3В642 применяется шпиндель стандартной конфигурации, который позволяет зажимать шлифовальные диски, производящиеся серийно.
«Изюминкой» стола является наличие в его нижней части гидравлического привода, с помощью которого производится автоматическая подача.
В комплект поставки оборудования входят делительный механизм, центровые бабки (передняя и задняя), универсальная головка, а также паспорт.
Благодаря такому арсеналу приспособлений станок имеет очень широкую область применения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Двигатель Mercedes OM642
Двигатели OM642 — семейство 6-цилиндровых V-образных дизельных моторов с непосредственным впрыском топлива и турбонагнетателем от компании Mercedes-Benz, выпускающееся с марта 2005 года. Рабочий объем дизеля OM642 составляет 3 литра, угол развала блока – 72 градуса (что совсем нетипично для V-образного мотора). В развале блока цилиндров установлена единственная турбина с регулируемой геометрией направляющего аппарата.
Мотор имеет алюминиевый корпус с пересекающимися распорками. Цилиндры в нём оснащены чугунными гильзами, что способствует упрочнению и надёжности эксплуатации. Шатуны стальные, а коленвал сделан из сверхпрочного материала, с обширной поверхностью опоры вала.
Технические характеристики
| Вид двигателя | Дизельный |
| Начало выпуска | 03/2005 |
| Мощность, кВт при Об/мин | 140-170 при 3800 |
| Мощность, л.с. при Об/мин | 190-231 при 3800 |
| Объем, куб.см. | 2987 |
| Количество цилиндров | 6 |
| Количество клапанов | 24 |
| Степень сжатия | 18.0:1 |
| Диаметр цилиндра, мм | 83 |
| Ход поршня, мм | 92 |
| Подшипники коленвала | 4 |
| Форма двигателя | V6 |
| Вид горючего | дизельное топливо |
| Подача горючей смеси | непосредственный впрыск топлива Common Rail 3 |
| Турбина | VTG с изменяемой геометрией турбины |
| Норма выхлопных газов | Евро-4 |
| Головка циллиндра | DOHC |
| ГРМ | цепь |
| Охдаждение | водяное охлаждение |
Картер двигателя выполнен из литого под давлением алюминия со сквозной поперечной распоркой и гильзами цилиндра из серого чугуна, что способствует уменьшению массы двигателя. Инжекторы выполнены в виде форсунок с 8 отверстиями. Впускной и наддувочный тракты с оптимизированным потоком воздуха улучшают смену заряда. Охладитель наддувочного воздуха позволяет снизить температуру наддувочного воздуха до 95°C.
Пьезоинжекторы позволяют производить до 5 впрысков за цикл. Что позволяет уменьшить шумность двигателя, и одновременно с этим улучшить отзывчивость и динамичность. Турбонагнетатель VTG позволяет развивать как высокую мощность, так и высокий крутящий момент уже на низких оборотах. Электрорегулировка турбонагнетателя обеспечивает быстрое и точное регулирование давления наддува, сводя ошибки дозирования и наддува к минимуму
Особенности инжекторов двигателя:
- управление впрыском осуществляется электронным блоком управления;
- инжекторы исполнены в виде форсунок, имеют восемь отверстий;
- наддув осуществляется компрессором типа VTG с переменной длиной турбины;
- впускной коллектор оснащён дополнительным каналом для прохождения воздуха;
Для улучшения экологических характеристик применяется охлаждаемая система рециркуляции отработанных газов (AGR). В работе данной системы задействованы несколько деталей:
- восстановление фильтра производится без применения добавочных элементов;
- катализатор селективного типа задерживает аммиак, образующийся в ходе сгорания дизельного топлива, подготавливая вещество к дальнейшей реакции по сокращению выбросов;
- одновременно SCR выполняет функцию фильтра, задерживающего запахи серы и прочее.
Характерные неисправности OM642
Куча всевозможных датчиков, регулируемое поступление воздуха, способность скидывать лишнее давление — всё это не гарантирует безотказную работу агрегата. Если невнимательно относиться к чистоте двигателя, он может не дотянуть до конца эксплуатационного срока. Для OM 642 характерны некоторые «болячки», которые присущи всем дизелям:
- загрязнение сажей впускного коллектора;
- заклинивание клапана EGR;
- заклинивание и обрыв тяги вихревых заслонок;
- течь масла из-под теплообменника;
- растрескивание стального выпускного коллектора;
- неисправности топливных форсунок.
Расшифровка маркировки
| OM | ДВС, работающий на дизельном топливе |
| 642 | Тип двигателя: 6-цилиндровый с V-образным расположением. |
В целом V-образная дизельная «шестерка» получилась довольно надежной и неприхотливой. У нее даже близко нет тех проблем, которые возникали на бензиновых моторах, выпускавшихся в то же время и устанавливавшихся на тех же автомобилях.
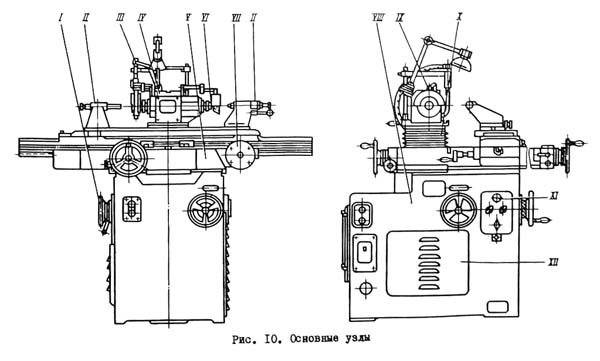
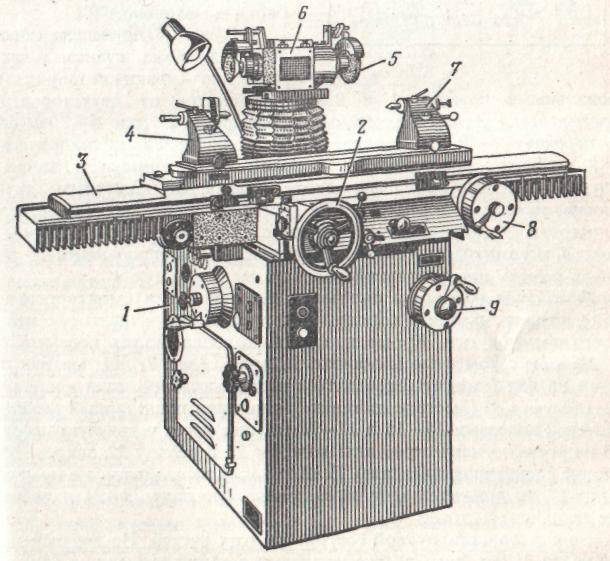
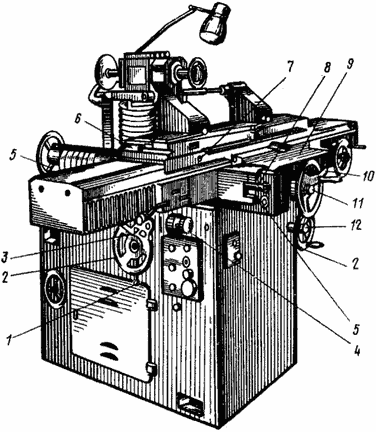
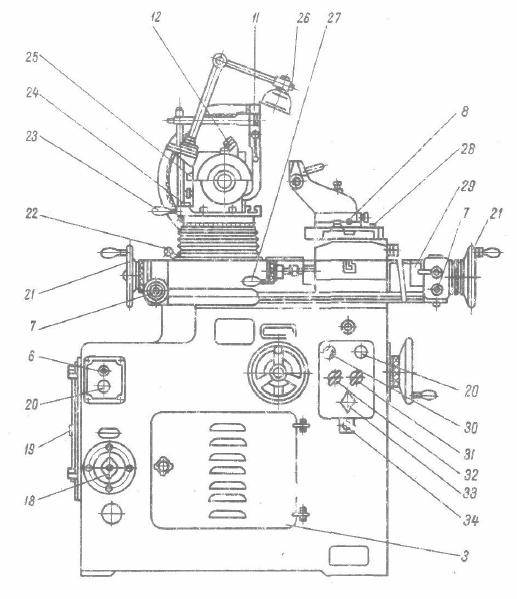
Расположение составных частей заточного станка 3В642
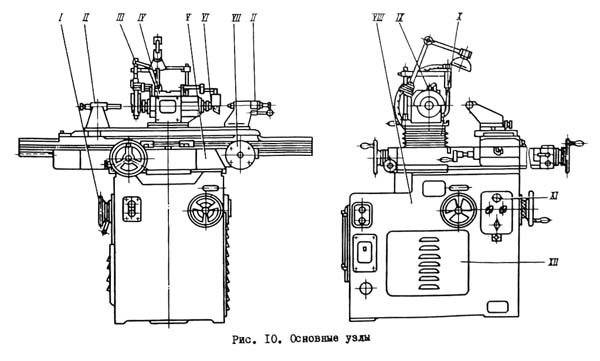
Расположение составных частей заточного станка 3В642
Спецификация составных частей заточного станка 3В642
- I. Узел 24. Механизм подъема
- II. Узел П. Приспособления
- III. Узел 60. Охлаждение
- IV. Узел 40. Шлифовальная головка
- V. Узел 30. Суппорт
- VI. Узел 91. Оправки
- VII. Узел 31. Планетарный редуктор
- VIII. Узел 10. Станина
- IX. Узел 92. Кожухи
- X. Узел 20. Колонна
- XI. Узел 80. Электрооборудование
- ХII. Узел 21. Редуктор
Узел 90. Принадлежности (на рисунке не указан)
Узел 93. Ограждение (на рисунке не указан). Универсальные приспособления, служащие для расширения круга работ, выполняемых на станке, поставляются со станком и входят в комплект и стоимость станка, а специальные приспособления поставляются по заказу потребителей за особую плату.


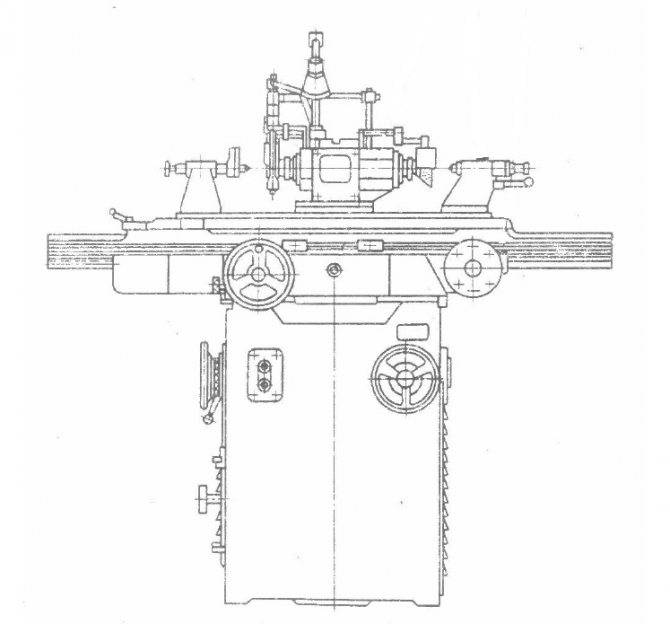

Универсальный заточный станок предназначен для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. Станок оснащается различными приспособлениями, позволяющими устанавливать и закреплять затачиваемый инструмент. Кроме заточки инструмента, на станке можно производить наружное, внутреннее и плоское шлифование.
Основные узлы станка 3В642: станина, стол с суппортной группой и шлифовальная головка со шпинделем, на котором устанавливаются шлифовальные круги. На столе располагаются приспособления. Поперечное и продольное перемещение стола производится соответственно маховиками, а подъем и опускание шлифовальной бабки — маховиком.
Критерии выбора станка для заточки сверл
Хороший заточной станок для сверл должен отвечать запросам конкретного пользователя. Перед покупкой устройства нужно изучить его характеристики.
Мощность
Лучший станок для заточки сверл для дома должен обладать мощностью не менее 150-250 Вт. Этого хватит для приведения насадок в порядок. Если показатель будет меньше, возникнут проблемы со скоростью заточки.
Промышленные станки в рейтингах обычно имеют мощность около 600 Вт. Устройства позволяют быстро обрабатывать большое количество сверл и не перегреваются.
Размеры
При выборе точилки для сверл для дома необходимо убедиться, что устройство без проблем поместится на верстаке. Агрегат подбирают в соответствии с собственным удобством.
Универсальность
Добиться идеального результата при заточке помогают узкоспециализированные станки. Но они стоят дороже и подходят не для всех насадок. Универсальные устройства более удобны, если предстоит обрабатывать оснастку разного типа и диаметра. Однако эффект может оказаться средним, и результаты заточки не продержатся долго.
Надежность
Хороший заточный станок должен быть изготовлен из долговечных материалов. Не допускаются люфты конструкции и деформации у новых агрегатов. При покупке станка нужно убедиться в качестве абразива, а также узнать, реально ли заменить его самостоятельно при износе.
Уровень шума
Лучшие станки для заточки сверл по металлу поддерживают регулировку числа оборотов. Функция позволяет управлять не только мощностью, но и шумностью устройства. При низкой скорости станок гудит меньше.