Надежность шины после горячей и холодной вулканизации
Любая новая покрышка однозначно лучше отремонтированной. Даже самый маленький сквозной порез нарушает целостность внутреннего кордового слоя, что ведет к неизбежной потери жесткости.
Ремонт боковых порезов шин горячей вулканизацией (видео процесса можно найти в сети) приближает колесо к его естественной прочности лишь на 90%. Этого вполне достаточно для повседневной эксплуатации отремонтированных покрышек в течение 1-2 сезонов.
Холодная вулканизация с использованием профессиональных клеевых составов и в условиях шиномонтажной мастерской также дает надежный результат. Однако при серьезном повреждении корда данный метод требует разбортовки колеса и установки дополнительной заплатки на внутренней части.
Самым распространенным последствием ремонта шин является возникновение грыжи на месте устраненного повреждения. Она также требуют срочного удаления. При повторном появлении вздутий на боковой поверхности покрышки рекомендуется заменить колесо.
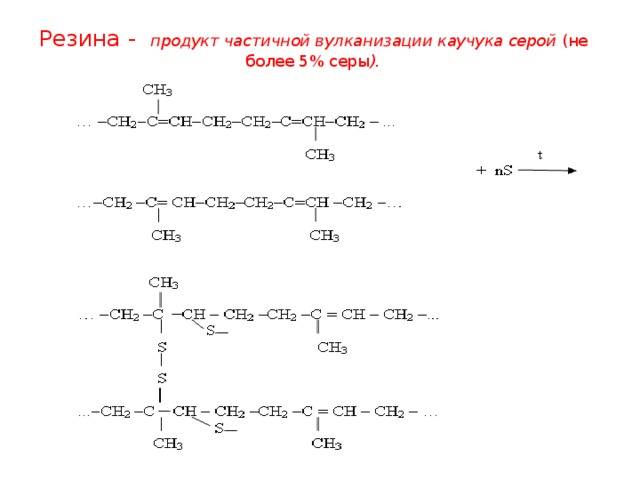
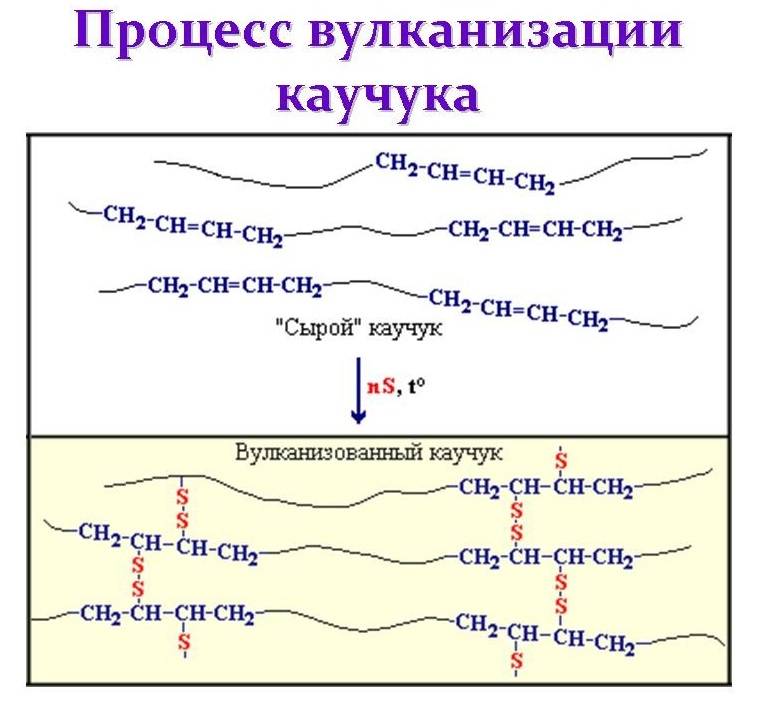
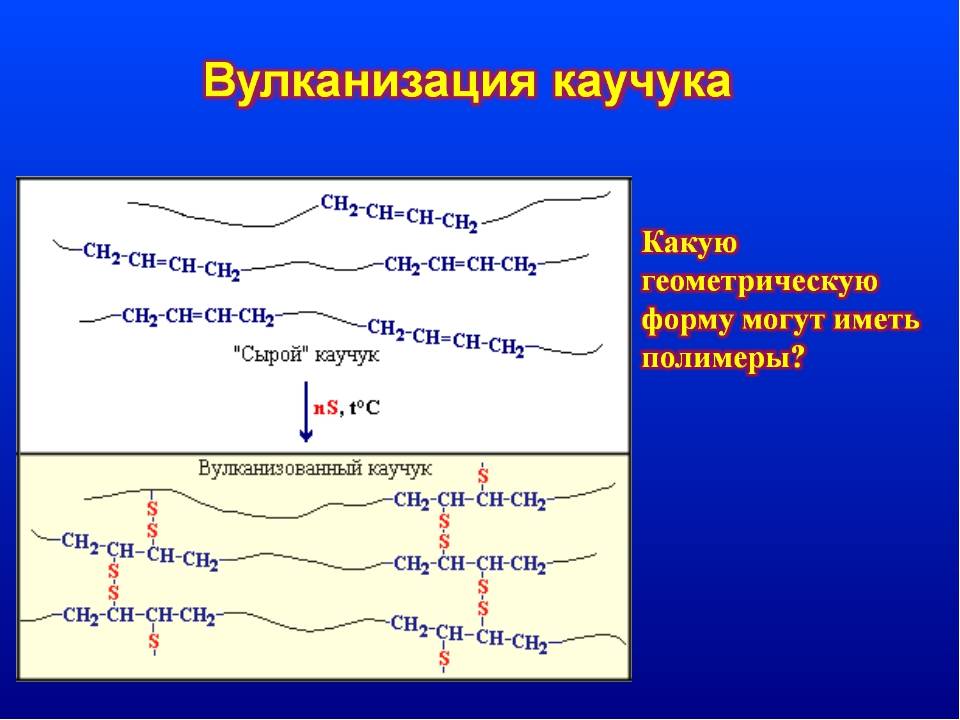
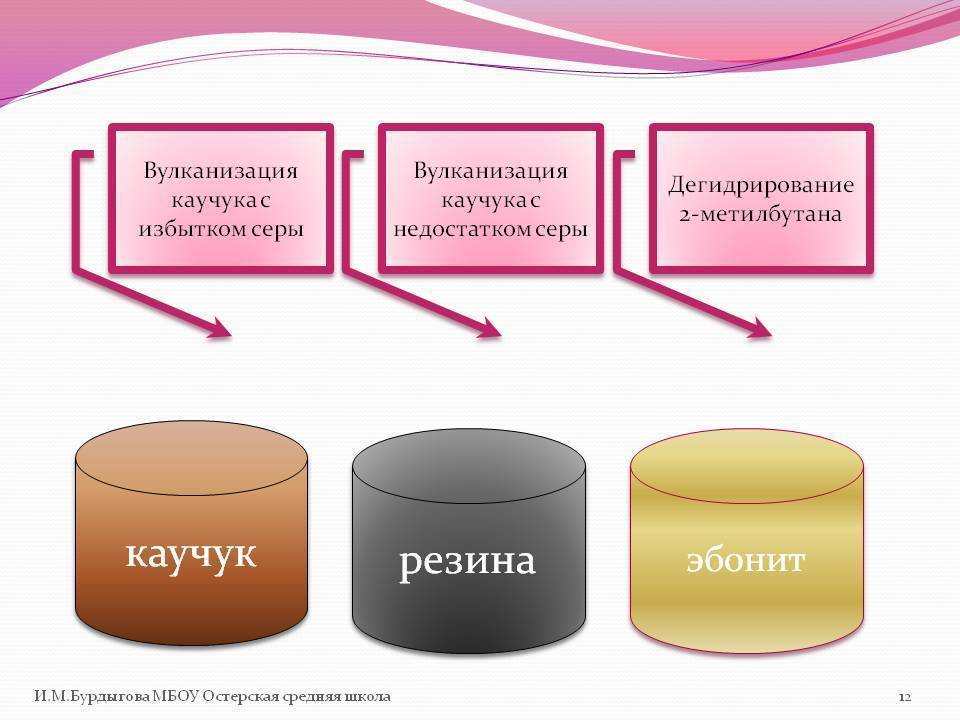
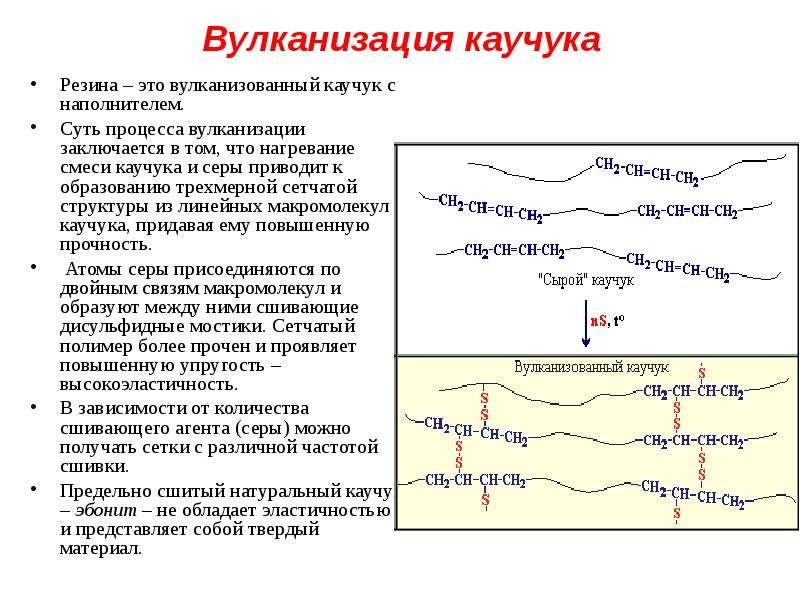
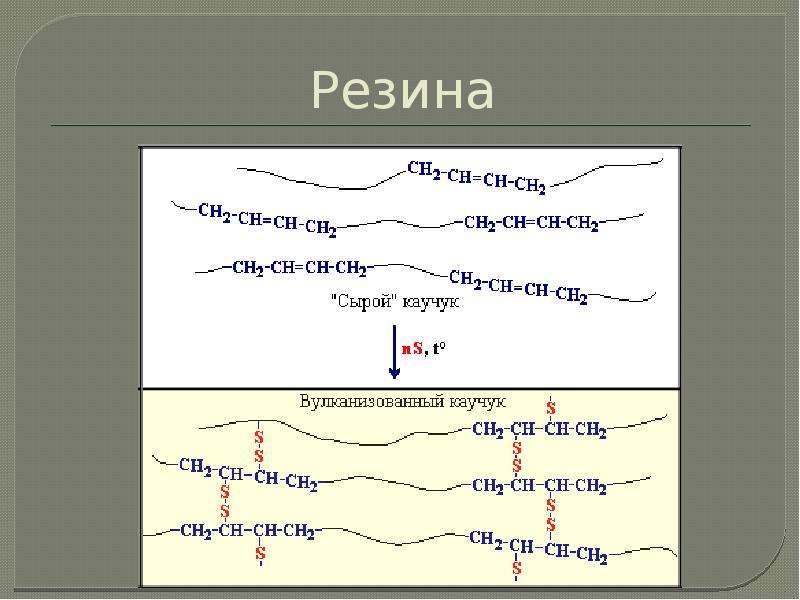
Процесс вулканизации
Процесс вулканизации каучука можно разделить на холодный и горячий. Первый, может быть разделен на два типа. Первый подразумевает использование полухлористой серы. Механизм вулканизации с применением этого вещества выглядит таким образом. Заготовку, выполненную из натурального каучука, размещают в парах этого вещества (S2Cl2) или в ее растворе, выполненный на основе какого-либо растворителя. Растворитель должен отвечать двум требованиям:
- Он не должен вступать в реакцию с полухлористой серой.
- Он должен растворять каучук.
Как правило, в качестве растворителя можно использовать сероуглерод, бензин и ряд других. Наличие полухлористой серы в жидкости не дает каучуку растворяться. Суть этого процесса заключается в насыщении каучука этим химикатом.
Чарльз Гудьир изобрел процесс вулканизации каучука
Длительность процесса вулканизации с участием S2Cl2 в результате определяет технические характеристики готового изделия, в том числе эластичность и прочность.
Время вулканизации в 2% — м растворе может составлять несколько секунд или минут. Если процесс будет затянут по времени, то может произойти так называемая перевулканизация, то есть заготовки теряют пластичность и становятся очень хрупкими. Опыт говорит о том, что при толщине изделия порядка одного миллиметра операцию вулканизации можно проводить несколько секунд.
Эта технология вулканизации является оптимальным решением для обработки деталей с тонкой стенкой – трубки, перчатки и пр. Но, в этом случае необходимо строго соблюдать режимы обработки иначе, верхний слой деталей может быть вулканизирован больше, чем внутренние слои.
По окончании операции вулканизации, полученные детали необходимо промыть или водой, или щелочным раствором.
Существует и второй способ холодной вулканизации. Каучуковые заготовки с тонкой стенкой, помещают в атмосферу, насыщенную SO2. Через определенное время, заготовки перемещают в камеру, где закачан H2S (сероводород). Время выдержки заготовок в таких камерах составляет 15 – 25 минут. Этого времени достаточно для завершения вулканизации. Эту технологию с успехом применяют для обработки клееных швов, что придает им высокую прочность.
Специальные каучуки обрабатывают с применением синтетических смол, вулканизация с их использованием не отличается от той, что описана выше.
Свойства материала
От вида примененного реагента во многом зависят эксплуатационные свойства полученной вулканизированной резины и изделий из нее. К таким характеристикам относят устойчивость к пребыванию в агрессивных средах, скорость деформирования при сжатии или повышении температуры, сопротивляемость термоокислительным реакциям.
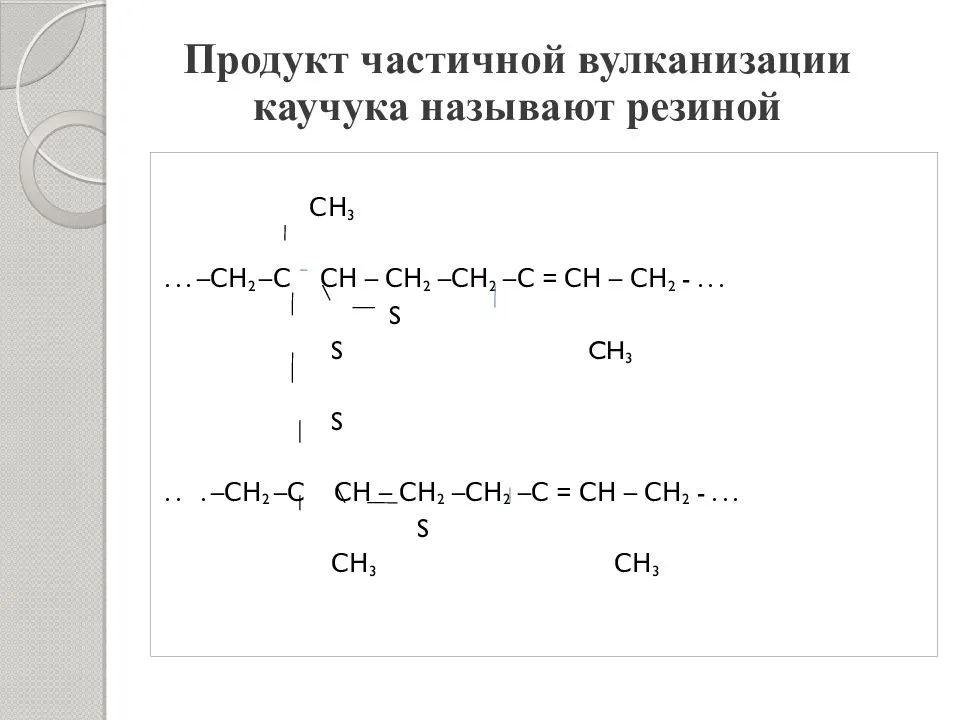
Возникающие связи необратимо ограничивают подвижность молекул под механическим воздействием, одновременно сохраняя высокую эластичность материала со способностью к пластическим деформациям. Структура и численность этих связей определяется методом вулканизации резины и использованными для нее химическими агентами.
Читать также: Степлер для мебели отзывы
Процесс протекает не монотонно, и отдельные показатели вулканизируемой смеси в своем изменении достигают своего минимума и максимума в разное время. Наиболее подходящее соотношение физико-механических характеристик получаемого эластомера называется оптимумом.
Вулканизируемый состав, помимо каучука и химических агентов, включает ряд дополнительных веществ, способствующих производству резин с заданными эксплуатационными свойствами. По назначению их делят на ускорители (активаторы), наполнители, мягчители (пластификаторы) и противостарители (антиокислители). Ускорители (чаще всего это оксид цинка) облегчают химическое взаимодействие всех ингредиентов резиновой смеси, способствуют сокращению расхода сырья, времени на его переработку, улучшают свойства вулканизаторов.
Наполнители, такие как мел, каолин, сажа, повышают механическую прочность, сопротивление износу, истиранию и другие физические характеристики эластомера. Пополняя объем исходного сырья, они тем самым уменьшают расход каучука и понижают себестоимость получаемого продукта. Мягчители добавляют для повышения технологичности обработки резиновых смесей, снижения их вязкости и увеличения объема наполнителей.
Также пластификаторы способны повышать динамическую выносливость эластомеров, стойкость к истиранию. Стабилизирующие процесс антиокислители вводятся в состав смеси, чтобы предупредить «старение» каучука. Разные комбинации этих веществ применяют при разработке специальных рецептур сырой резины для прогнозирования и корректировки процесса вулканизации.
Резина как продукт вулканизации каучука
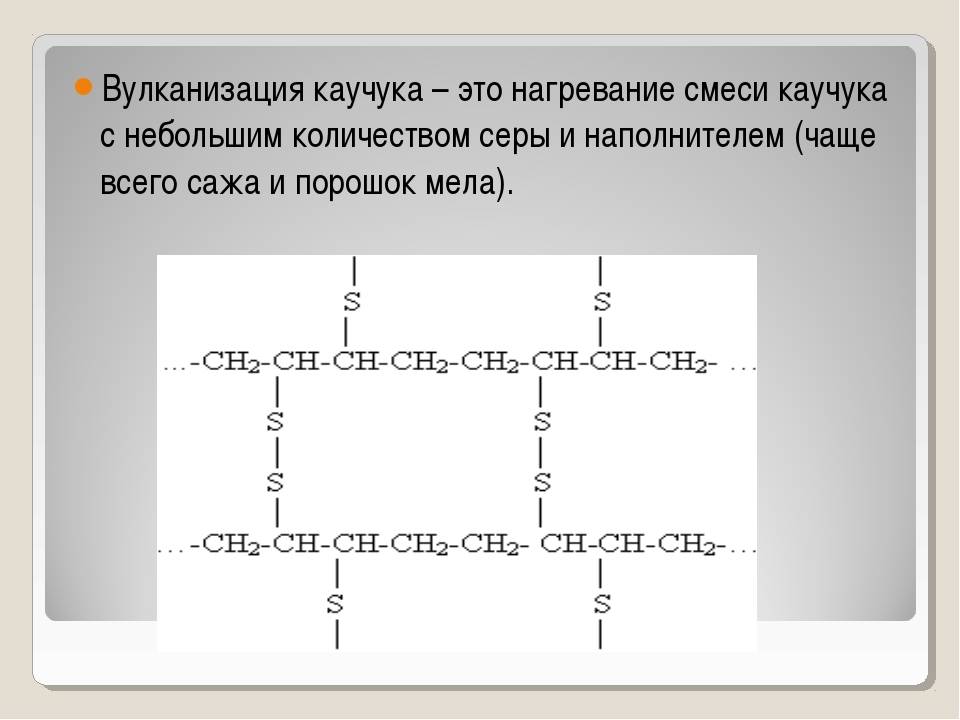
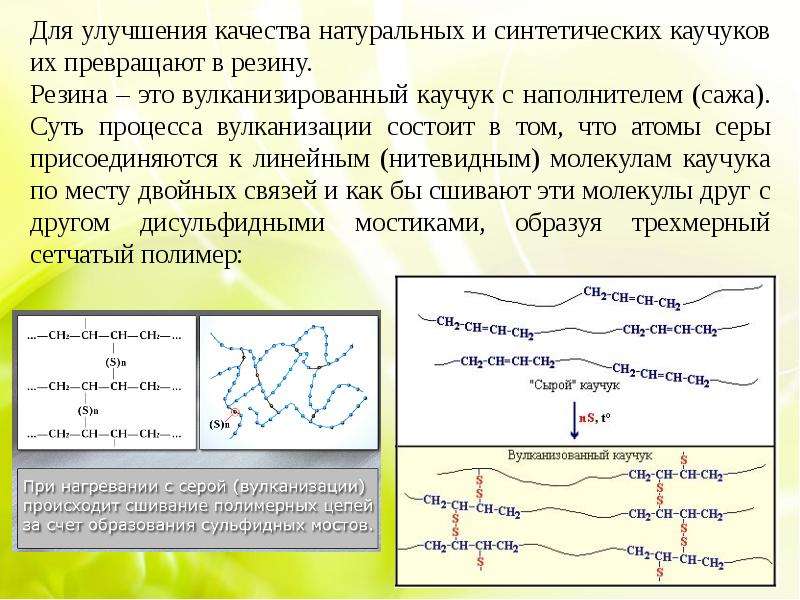
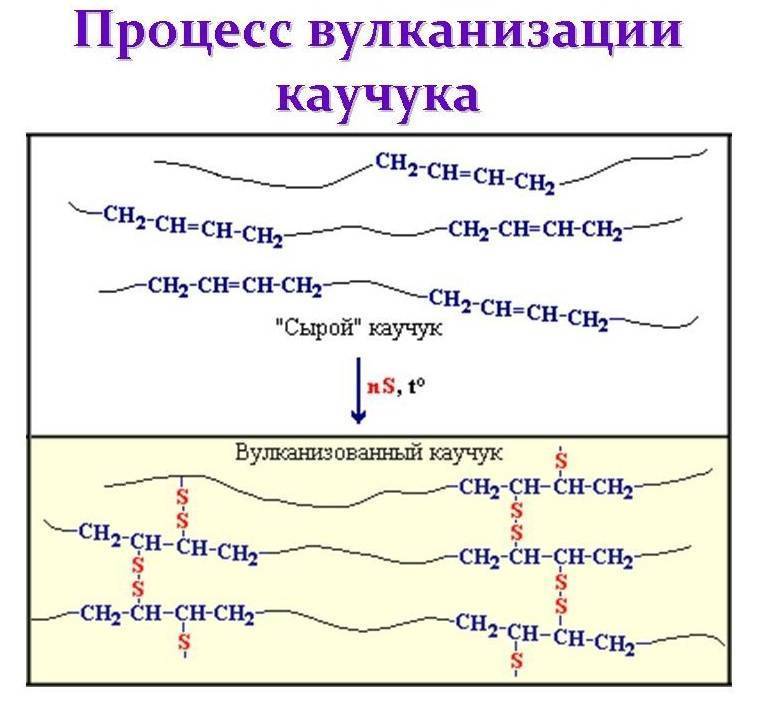
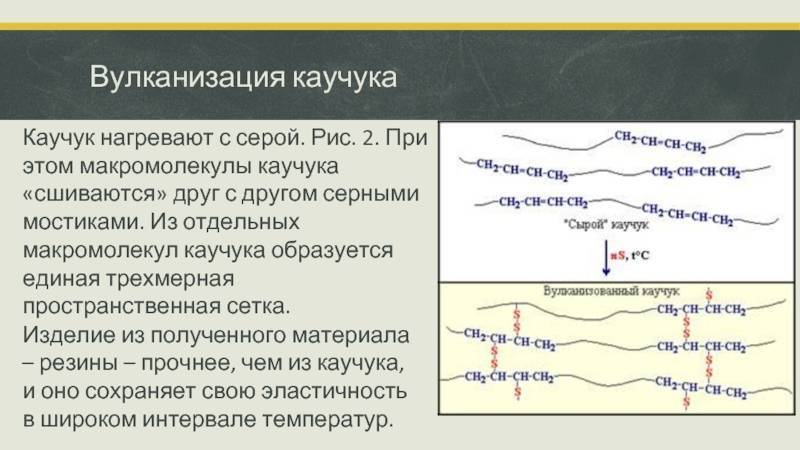
Техническая резина – это композиционный материал, содержащий в своем составе до 20 компонентов, обеспечивающих различные свойства этого материала. Резину получают путем вулканизации каучука. Как отмечалось выше, в процессе вулканизации происходит образование макромолекул, обеспечивающие эксплуатационные свойства резины, так обеспечивается высокая прочность резины.
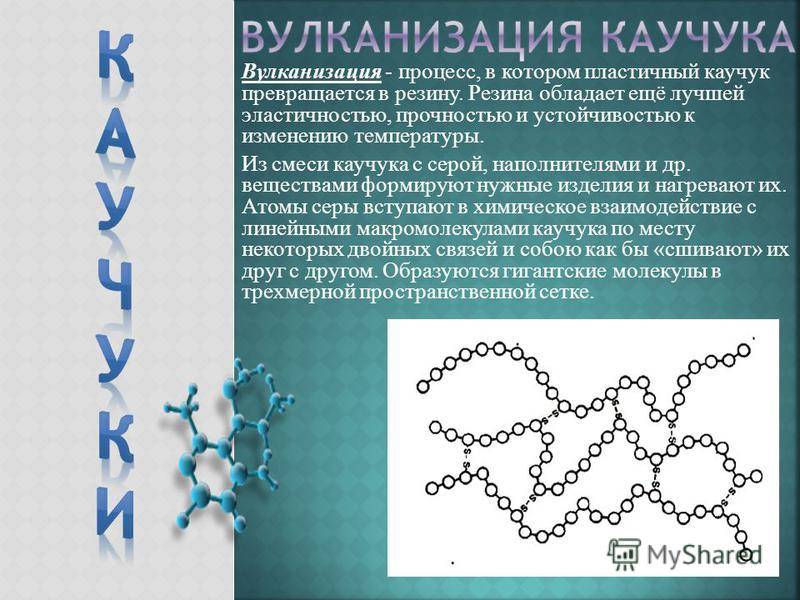
Главное отличие резины от множества других материалов тем, что она обладает способностью к эластичным деформациям, которые могут происходить при разных температурах, начиная от комнатной и заканчивая куда более низкими. Резина значительно превышает каучук по ряду характеристик, например, ее отличает эластичность и прочность, стойкость к температурным перепадам, воздействию агрессивных сред и многое другое.
Вулканизация камеры сырой резиной
Процесс вулканизации велокамеры ведется по следующему принципу:
- Подготавливается место в камере, где находится отверстие.
- На это место накладывается сырая резина.
- Нагретым прессом ведется сдавливание.
Температура разогрева сырой резины составляет 147 градусов. Если поднять ее до 150, она разрушится, а при 160 начнется процесс обугливания. Время выдержки — 8−10 минут.
Инструкция по вулканизации камеры в домашних условиях состоит из следующих этапов:
- При помощи наждачной бумаги зачищается месторасположение отверстия. Для этой цели допускается использование абразивного камня.
- Из сырой резины вырезается заплата, как правило, круглой формы. Ее размеры должны перекрывать отверстие не меньше, чем на 2 см.
- Сырая резина окунается в бензин и накладывается на отверстие в камере.
- На резину кладется бумага, чтобы она не пристала к вулканизатору.
- Сверху устанавливается элемент вулканизатора со спиралью, а снизу подкладка.
- Струбциной ведется прижим.
- На клеммы подается напряжение.
- Варка происходит в течение 8−10 минут.
- Прибор отключается.
- Струбцина не снимается до тех пор, пока прибор и камера не остынут.
После снятия место соединения выглядит как единое целое.
Как вулканизировать камеру на колесе велосипеда?
Вулканизация камеры – процесс очень ответственный, и занимаются им обычно работники СТО. Камеры для велосипедов, как правило, никто не вулканизирует, так как на колеса велосипедов нет большой нагрузки, такой как на большегрузных автомобилях.
Для велосипедов, как, кстати, и для легковых автомобилей сейчас продаются ремкомплекты – кусочки специальной резины и клей к ней. С кусочка снимается целлофановая пленка, смазывается клеем и накладывается на место прокола. Сверху прижимается чем-то тяжелым на пару минут. Все – такое колесо будет держать очень хорошо и не надо ничего вулканизировать.
Но если все-таки надо завулканизировать, то для этого нужно иметь две вещи – кусочек сырой резины и вулканизатор. Сырой резины раньше было полно, сейчас ее найти, наверное, очень тяжело. Надо искать на барахолках или у старых автомобилистов. Она очень сильно напоминает по внешнему виду резину для камеры.
Из нее надо вырезать кружок размером с пятикопеечную монету, намочить ее в бензине, положить на место прокола, сверху приложить газету. Затем на это все сверху устанавливается вулканизатор. Например – электровулканизатор. Он представляет собой струбцину, в которую зажимается камера с наложенным кусочком сырой резины. Устройство нагревается с помощью электроспирали. Вулканизатор включается и ему дают поработать где-то 10-15 минут. Все – процесс вулканизации закончен.
Лучшие статьи : Неоновая подсветка на велосипед
Вместо магазинного электровулканизатора иногда применяется самодельный вулканизатор, сделанный из старого поршня двигателя. Он ставится на верх заклеиваемой камеры с уже наложенным кусочком сырой резины, подкладывается газета между камерой и этим цилиндром. Затем внутрь цилиндра наливается бензин и поджигается. Бензин горит, поршень разогревается, а значит, идет процесс вулканизации резины.

модератор выбрал этот ответ лучшим
Для того чтобы надежно заклеить прокол в камере велосипеда лучший способ – вулканизация. Для этого нужно раздобыть сырой резины, немного бензина и старый утюг. Сырую резину кладем в бензин, пока она там набухает – обнаруживаем прокол и очищаем его от грязи и жира, поверхность камеры в месте прокола делаем шероховатой при помощи крупной шкурки. Достаем небольшое количество разбухшей резины, размазываем по месту прокола, накрываем газеткой, прижимаем утюгом, разогретым до 140 градусов на 15-20 минут. Прокол устранен.
в избранное ссылка отблагодарить
Вулканизатор, это конечно хорошо, но не у всех он есть, а утюг практически у каждого. Я в бензине сырую резину не размачиваю. Просто вырезаю из нее заплатку, разогреваю утюг, бинтом, смоченным в бензине, протираю место прокола и заплатку (кусочек сырой резины), прикладываю к месту прокола, сверху кусок бумаги и под утюг на 8 – 10 минут. Утюг выключаю, с камеры не снимаю, пока не остынет. Потом остается отодрать бумагу и все готово. Таким образом вулканизировал велосипедные и мопедные камеры. Свариваются намертво.
в избранное ссылка отблагодарить
Вулканизировать камеру на колесе велосипеда можно, используя такие составные части как утюг, обязательно сырую резину, бумагу, бензин. Итак, сырую резину необходимо на некоторое время поместить в бензин, чтоб немного разбухла. Далее хорошо очищаем поверхность шины а месте, где прокол. Далее необходимо взять кусочек этой резины из бензина и наложить на место, где прокол. Затем на ровной поверхности нужно поставить на это место разогретый до 150 градусов утюг, подстелив под утюг бумагу ну или же газетку. Через 10-15 минут утюг убираем – всё, прокола нет. Утюг нужно придавливать.
в избранное ссылка отблагодарить
История резины. Для чего нужна вулканизация
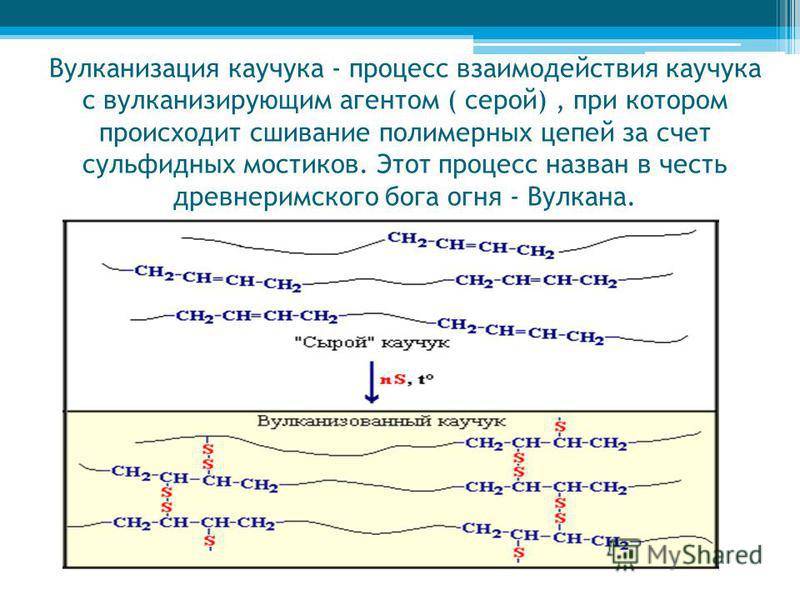
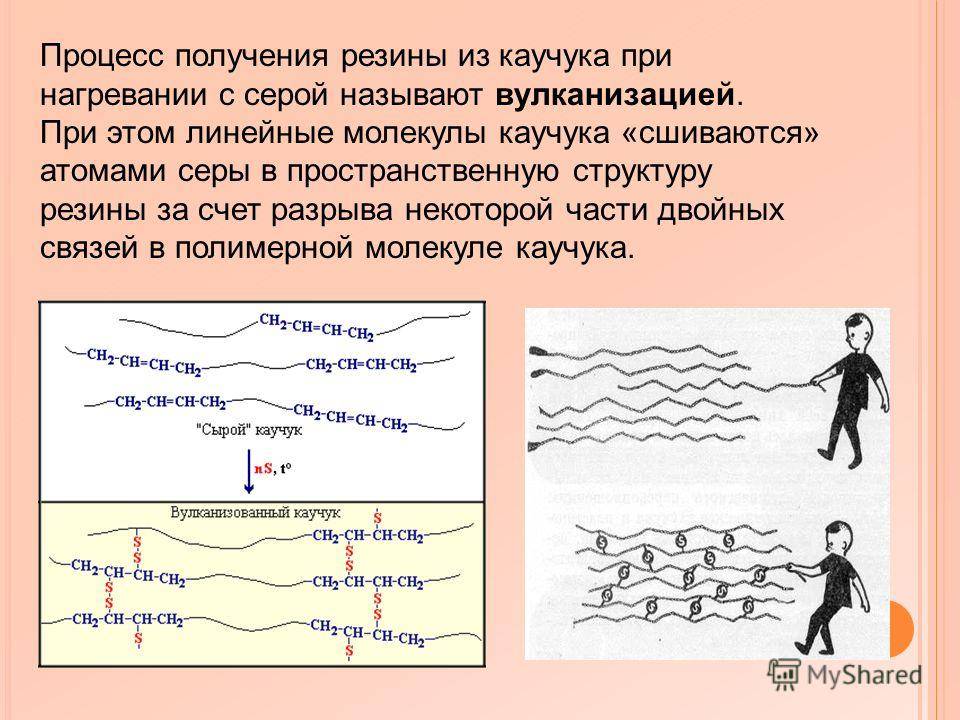
15 июня 1844 года он запатентовал способ вулканизации резины. Это изобретение, по мнению многих историков, поставило Чарльза Гудьира в один ряд с другими великими создателями автомобиля. А открытое явление по превращению каучука в резину получило название в честь бога огня Вулкана — вулканизация.
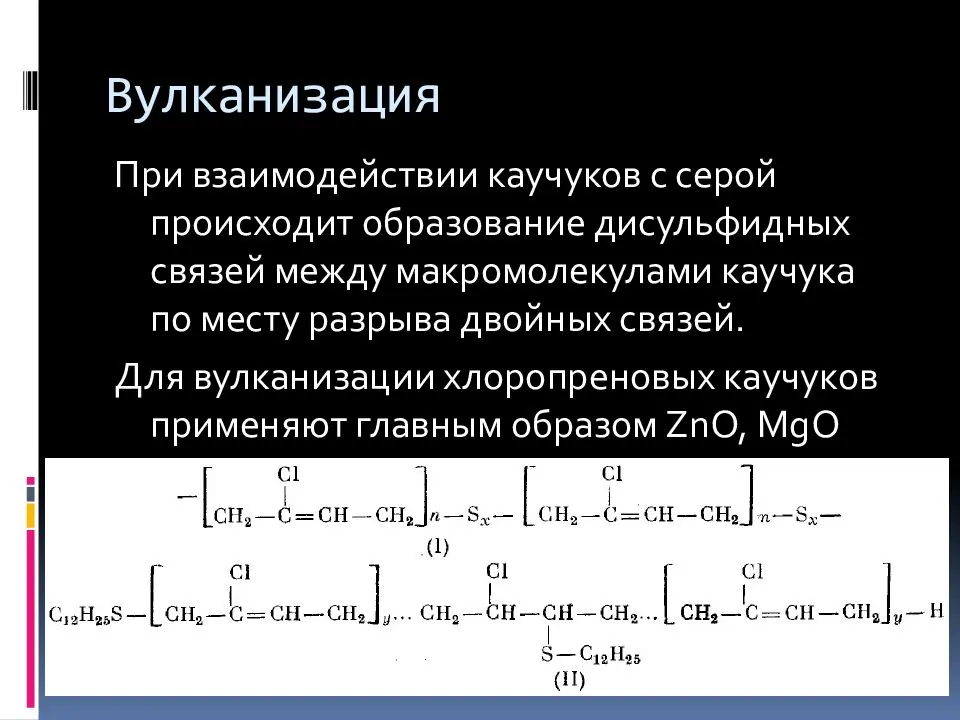
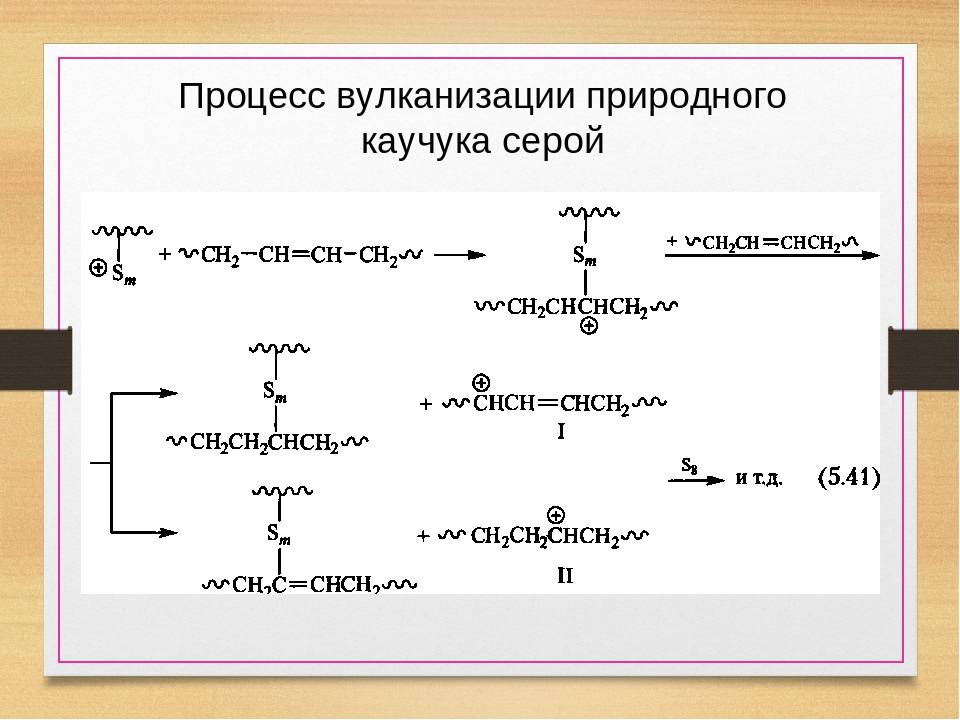
Для вулканизации резины прежде употребляли одну серу, но потом было предложено множество веществ, содержащих в составе серу: сернистые щелочи, сернистый кальций, сернистые мышьяк, сурьма, свинец, ртуть серноватисто-свинцовая, цинковые соли, хлористая сера и др. Таким образом, процесс вулканизации сделал возможным использование каучука в производстве, что дало толчок к промышленному производству резины и автомобильных покрышек. Начало применению каучука в шинной промышленности положили, сами того не подозревая, англичанин Роберт Вильям Томсон, который в 1846 году изобрёл «патентованные воздушные колеса», и ирландский ветеринар Джон Бойд Денлоб, натянувший каучуковую трубку на колесо велосипеда своего маленького сына. По всему миру быстро стали множиться заводы и фабрики бытовых резиновых изделий, сильно возрос спрос на каучук в связи с развитием транспорта, особенно в автомобильной промышленности.
Крупнейшим производителем резинотехнических изделий является американская , известная прежде всего своими автомобильными покрышками. Ей принадлежат также торговые марки «Dunlop», «Fulda», «Kelly», «Debica», «Sava». История фирмы началась в 1898 году в США, когда братья Фрэнк и Чарлз Сейберлинги основали в Арконе (штат Огайо) компанию по производству шин для велосипедов и грузовиков. Новейшая история GoodYear ознаменована, прежде всего, появлением в 1992 году дождевых шин Aquatread. Идея разделить протектор глубокой центральной канавкой для лучшего водоотвода оказалась революционной. В настоящее время компания представлена на шести континентах. CoodYear продает свои шины в 185 странах. GoodYear отождествляется с безусловно высоким качеством и ведущими позициями в шинной промышленности мира.
В России первое крупное предприятие резиновой промышленности было основано в Петербурге в 1860 году, впоследствии названное «Треугольником» (с 1922 года «Красный треугольник»). За ним были основаны и другие русские заводы резиновых изделий: «Каучук» и «Богатырь» в Москве, «Проводник» в Риге и другие.
Сегодня лидирующие позиции по объемам производства всех видов шин России занимают , «Нижнекамскшина» и «Amtel-Vredestein» (в совокупности 92,2% от общего объема производства).
Современная шинная промышленность требует постоянного обновления оборудования и технологии, так как требования к шинам стремительно повышаются. Например, в 1980-е годы легковые радиальные шины категории S (скорость до 180 км/час) являли собой одно из достижений технического прогресса, в 1990-х годах их заменили шины категории Н (скорость 210 км/час), а в настоящее время рынок требует шины категории Z (240 км/час). Для таких скоростей важнейшим эксплуатационным фактором становится силовая неоднородность. Сегодня используются новые материалы: высокопрочный текстильный корд, металлокорд, новые типы каучуков и техуглерода, кремнекислотные наполнители и другие химикатные добавки. В России только на шинных производятся такие уникальные виды шинной продукции, как цельнометаллокордные шины с металлокордом в каркасе (ЦМК, All steel), шинопневматические муфты для буровых установок, массивные шины и шины «Суперэластик».
Все справки>>
Свойства материала
От вида примененного реагента во многом зависят эксплуатационные свойства полученной вулканизированной резины и изделий из нее. К таким характеристикам относят устойчивость к пребыванию в агрессивных средах, скорость деформирования при сжатии или повышении температуры, сопротивляемость термоокислительным реакциям.
Возникающие связи необратимо ограничивают подвижность молекул под механическим воздействием, одновременно сохраняя высокую эластичность материала со способностью к пластическим деформациям. Структура и численность этих связей определяется методом вулканизации резины и использованными для нее химическими агентами.
Процесс протекает не монотонно, и отдельные показатели вулканизируемой смеси в своем изменении достигают своего минимума и максимума в разное время. Наиболее подходящее соотношение физико-механических характеристик получаемого эластомера называется оптимумом.
Вулканизируемый состав, помимо каучука и химических агентов, включает ряд дополнительных веществ, способствующих производству резин с заданными эксплуатационными свойствами. По назначению их делят на ускорители (активаторы), наполнители, мягчители (пластификаторы) и противостарители (антиокислители). Ускорители (чаще всего это оксид цинка) облегчают химическое взаимодействие всех ингредиентов резиновой смеси, способствуют сокращению расхода сырья, времени на его переработку, улучшают свойства вулканизаторов.
Наполнители, такие как мел, каолин, сажа, повышают механическую прочность, сопротивление износу, истиранию и другие физические характеристики эластомера. Пополняя объем исходного сырья, они тем самым уменьшают расход каучука и понижают себестоимость получаемого продукта. Мягчители добавляют для повышения технологичности обработки резиновых смесей, снижения их вязкости и увеличения объема наполнителей.
Также пластификаторы способны повышать динамическую выносливость эластомеров, стойкость к истиранию. Стабилизирующие процесс антиокислители вводятся в состав смеси, чтобы предупредить «старение» каучука. Разные комбинации этих веществ применяют при разработке специальных рецептур сырой резины для прогнозирования и корректировки процесса вулканизации.
Классификация резины по назначению
По назначению резины подразделяют на резины общего назначения и резины специального назначения (специальные).
Резины общего назначения
К группе резин общего назначения относят вулканизаты неполярных каучуков — НК, СКБ, СКС, СКИ.
Н К
— натуральный каучук является полимером изопрена (С5Н8)n. Он растворяется в жирных и ароматических растворителях (бензине, бензоле, хлороформе, сероуглероде и др.), образуя вязкие растворы, применяемые в качестве клеев. При нагреве выше 80—100 °С каучук становится пластичным и при 200 °С начинает разлагаться. При температуре —70 °С НК становится хрупким. Обычно НК аморфен. Однако при длительном хранении возможна его кристаллизация.
СКБ
— синтетический каучук бутадиеновый (дивинильный) получают по методу С. В. Лебедева. Формула полибутадиена (С4Н6)n. Он является некристаллизующимся каучуком и имеет низкий предел прочности при растяжении, поэтому в резину на его основе необходимо вводить усиливающие наполнители. Морозостойкость бутадиенового каучука невысокая (от —40 до —45 °С).СКС — бутадиенстирольный каучук получается при совместной полимеризацией бутадиена (С4Н6) и стирола (СН2=СН—С6Н5). Это самый распространенный каучук общего назначения.
СКИ
— синтетический каучук изопреновый — продукт полимеризации изопрена (С5Н8). Получение СКИ стало возможным в связи с применением новых видов катализаторов. По строению, химическим и физико-механическим свойствам СКИ близок к натуральному каучуку. Промышленностью выпускаются каучуки СКИ-3 и СКИ-ЗП, наиболее близкие по свойствам к НК; каучук СКИ-ЗД, предназначенный для получения электроизоляционных резин, СКИ-ЗВ — для вакуумной техники. Резины общего назначения могут работать в среде воды, воздуха, слабых растворов кислот и щелочей. Интервал рабочих температур составляет от —35 до 130 °С. Из этих резин изготовляют шины, ремни, рукава, конвейерные ленты, изоляцию кабелей, различные резинотехнические изделия.
История открытия натурального каучука
Человечество знает это сырье достаточно давно, по крайней мере, южноамериканские инки еще до прибытия на материк Христофора Колумба играли в мяч, сделанный из обработанного латекса.
Этот материал добывался из сока дерева под названием Гевея. Изначально он обладает белым цветом, но с течением времени, он начинает твердеть и менять цвет на темно-коричневый или черный.



Индейцы уже в те времена применяли его для изготовления тканей, обуви, емкостей для переноса и хранения воды и, конечно, использовали шарики, сделанные из этого материала, для развлечения.
Но предметы, изготовленные из натурального качества в теплую погоду, начинали прилипать, а в холодную становились очень хрупкими.
После того, как испанские моряки привезли натуральный каучук привезли в Старый свет, прошло более 300 лет, прежде чем его начали рассматривать, но как диковинный материал, а как сырье для производства разного типа продукции.
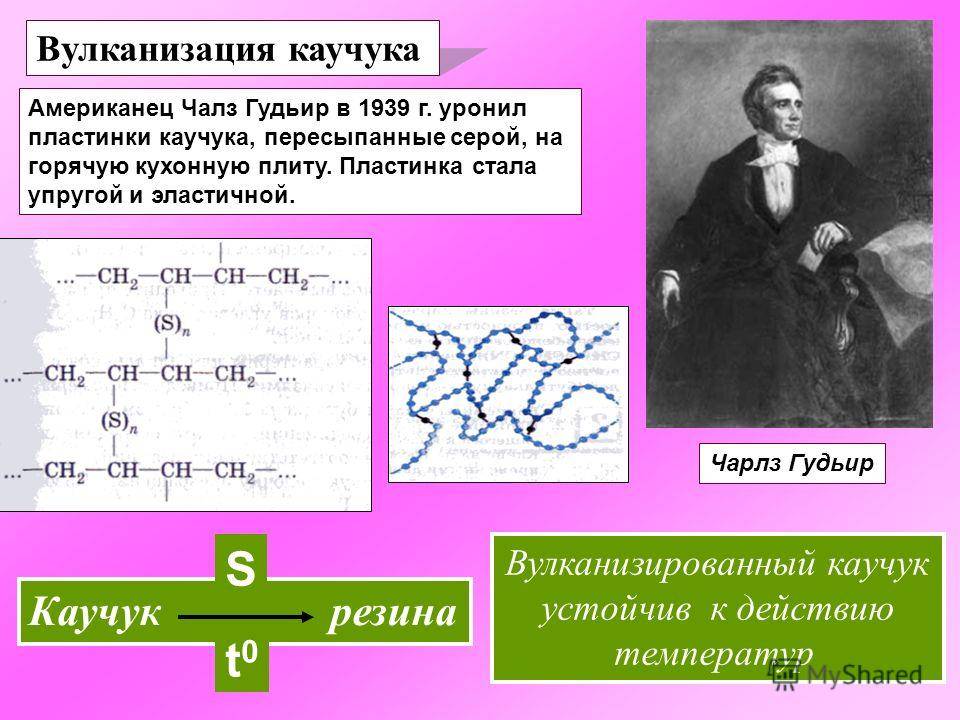
Предпринимались разные попытки изготовления обуви и одежды и, как правило, все кончалось неудачей. Это длилось до 1839 года, пока ученый Чарльз Гудьир (Charles Goodyear) не открыл процесс вулканизации каучука. На основании результатов ранее проведенных исследований, он провел эксперимент – на каучук нанес слой серы и положил на разогретую печь. Результатом такого эксперимента стало появление первого в мире образца резины. Этот процесс назвали вулканизацией.
История открытия натурального каучука
Изобретение процесса вулканизации привело к массовому внедрению натурального каучука. Уже с середины XIX века процесс производства изделий из резины принял массовый характер и того сырья, которое добывали из гевеи стало не хватать, не смотря на то, на острове Ява, Суматра были основаны плантации на котором выращивали это растение.
Таким образом, перед химиками встала задача по получению материала, способного заменить натуральное сырье. На решение этой задачи ушел целый век. В процессе, проводившихся исследований, которые проводились во многих странах, стало ясно, что для получения заменителя необходимо устранить следующие проблемы:
- Синтезировать изопрен из других материалов.
- Осуществить полимеризацию полученного изопрена.
- Выявить вещества, способные оставить распад каучука.
Лишь в тридцатых годах ХХ века ученые смогли создать установку по промышленному производству синтетического каучука. Кстати, сложно переоценить вклад отечественных ученых в решение задач по производству синтетического каучука.
Для синтеза искусственного сырья был использован дивинил, получаемый из спирта. То есть натуральный и синтетический каучук, производят на основе разных веществ.
Технология формообразования деталей из резины
Из сырой резины методами прессования и литья под давлением изготавливают детали требуемой формы и размеров. Каждый метод имеет только ему присущие технологические возможности и применяется для изготовления определённого вида деталей.
Прессование. Детали из сырой резины формуют в специальных прессформах на гидравлических прессах под давлением 5 – 10 МПа (рис. 13).
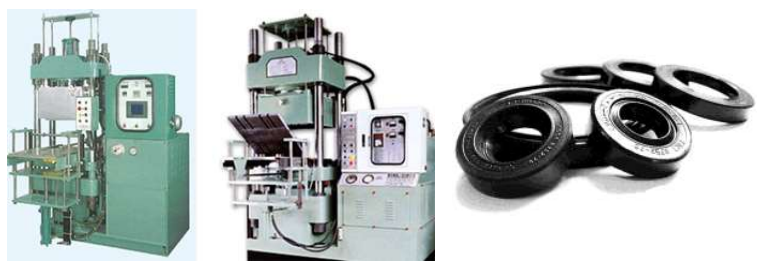
Рис. 13 Гидравлический пресс и готовые изделия
В том случае, если прессование проходило в холодном состоянии, отформованное изделие затем подвергают вулканизации. При горячем прессовании одновременно с формовкой протекает вулканизация. Методом прессования изготавливают уплотнительные кольца, муфты, клиновые ремни.
Литьё под давлением. При этом более прогрессивном методе форму заполняют предварительно разогретой пластичной сырой резиновой смесью под давлением 30 – 150 МПа. Резиновая смесь приобретает форму, соответствующую рабочей полости пресс-формы. Прочность резиновых изделий увеличивается при армировании их стенок проволокой, сеткой, капроновой или стеклянной нитью (рис. 14).

Рис. 14 Резиновые изделия с увеличенной прочностью
Сложные изделия – автопокрышки, гибкие бронированные шланги и рукава – получают последовательно. Сначала наматывают на полый металлический стержень слои резины, затем изолирующие и армирующие материалы (рис. 15).
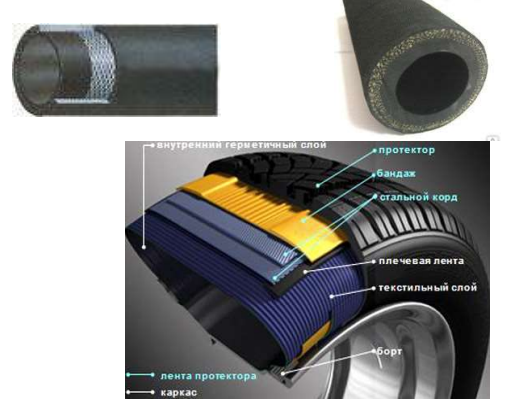
Рис. 15 Бронированные шланги и устройство автопокрышки
Сборку этих изделий выполняют на специальных дорновых станках (рис. 16).

Рис. 16 Один из разновидностей дорновых станков литья под давлением резины
Вулканизация. В результате вулканизации – завершающей операции технологического процесса – формируются физико-механические свойства резины. Горячую вулканизацию проводят в котлах, вулканизационных прессах, пресс-автоматах (рис. 17), машинах и вулканизационных аппаратах непрерывного действия под давлением при строгом температурном режиме в пределах 130 – 150оС. Вулканизационной средой могут быть горячий воздух, водяной пар, горячая вода, расплав соли. Основной параметр вулканизации – время – определяется составом сырой резины, температурой вулканизации, формой изделий, природой вулканизационной среды и способом нагрева.
Вулканизацию можно проводить и при комнатной температуре (рис. 18). в этом случае сера отсутствует в составе сырой резины, а изделие обрабатывают в растворе или парах дихлорида серы или в атмосфере сернистого газа.


Рис. 17 Пресс-автомат и котёл для вулканизации резины

Рис. 18 Вулканизация (ремонт) шин при комнатной температуре
В результате вулканизации увеличиваются прочность и упругость резины, сопротвление старению, действию различных органических растворителей, изменяются электроизоляционные свойства.
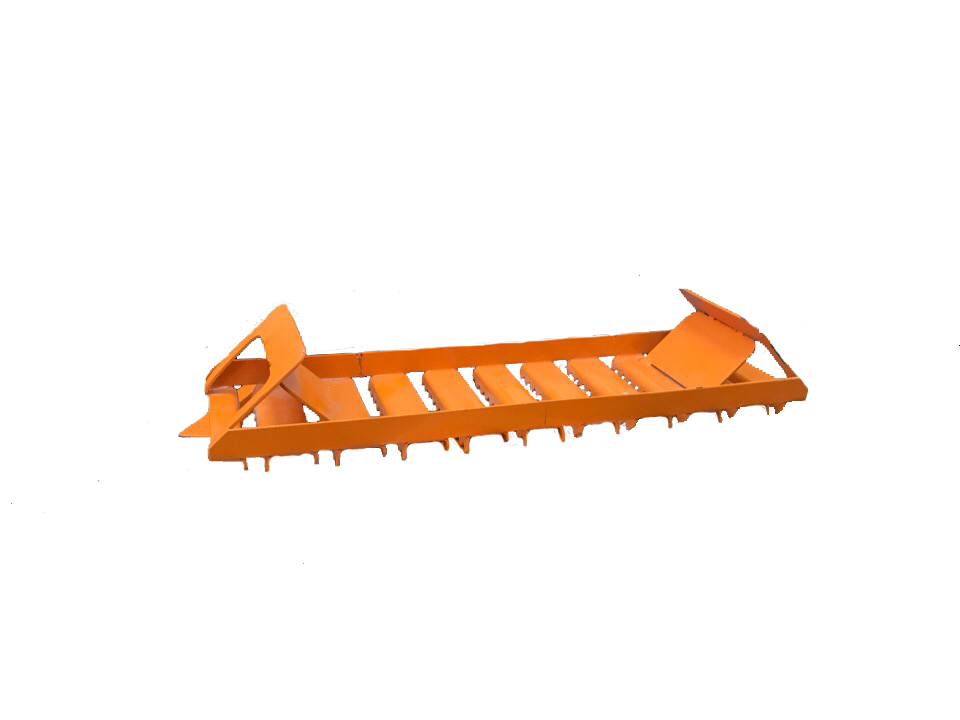
На фото 1 и 2 показано сборочное оборудование Нижнекамского завода и цех вулканизации шин ЦМК (цельнометаллокордных покрышек).

Фото 1

Фото 2
Главное преимущество цельнометаллокордных покрышек — возможность их двукратного восстановления путем наварки протектора. Это позволяет в конечном итоге удвоить срок их службы и довести до 500 тыс. км пробега. Помимо ресурсосбережения достигается значительный экологический эффект — вдобавок к уменьшению выхлопных газов сокращаются и отходы в виде изношенных покрышек.




Просмотров: 3 607
Свойства резины
Подавляющее большинство каучуков является непредельными, высокополимерными (карбоцепными) соединениями с двойной химической связью между углеродными атомами в элементарных звеньях макромолекулы. (Некоторые каучуки получают на основе насыщенных линейных полимеров.) Молекулярная масса каучуков исчисляется в 400 000—450 000. Структура макромолекул линейная или слаборазветвленная и состоит из отдельных звеньев, которые имеют тенденцию свернуться в клубок, занять минимальный объем, но этому препятствуют силы межмолекулярного взаимодействия, поэтому молекулы каучука извилистые (зигзагообразные). Такая форма молекул и является причиной исключительно высокой эластичности каучука (под небольшой нагрузкой происходит выпрямление молекул, изменяется их конформация).
Чем заклеить камеру без ремкомплекта
Можно провести это ремонт и без ремкомплекта. Тогда для этого нам потребуется резиновый клей. Он продается в хозяйственных товарах. Туба клея стоит 25-50 руб. Потребуется резина от старой, ненужной камеры или от футбольного мяча. Вырезаем латку с таким расчетом, чтобы от края латки до прокола было не менее 10 мм. Латка не обязательно должна быть круглой. Она должна быть достаточной величины, чтобы в ней разместилось отверстие под сосок и она бы перекрыла место прокола не менее чем на 10 мм.
Производим зачистку наждачкой место предполагаемого ремонта и саму латку до ярко-черного цвета. Наносим клей на латку и на зачищенное место на камере. Даем подсохнуть клею в течении 1-2 минут и соединяем латку с камерой. После этого, независимо от того какую латку вы используете, из ремкомплекта ли, или самодельную, надо сильно прижать место склеивания
Время прижима не важно, важнее сила. Усилия пальцев бывает достаточным
Самодельное устройство из электроплитки
Самодельный вулканизатор можно сделать из электроплитки. Для этого подбирается старый прибор с открытой спиралью.
Порядок изготовления следующий:
- Изготавливается корпус нагревателя. Для этого берется лист металла толщиной 5 мм.
- При помощи сварки корпус формируется по размеру керамического основания плитки.
- Снизу приваривается ножки из прутка, а сбоку струбцина.
- Укладывается лист асбеста, а сверху керамическое основание плитки со спиралью.
- Обогреватель закрывается крышкой из металла, которая притягивается болтами.
- Из утюга снимается терморегулятор и крепится около струбцины.
Процесс вулканизации ничем не отличается от работы с использованием утюга. В этом случае нагреватель автоматически отключает спираль при достижении температуры 147 градусов.