Станок токарно-карусельный одностоечный 1516. Назначение и область применения
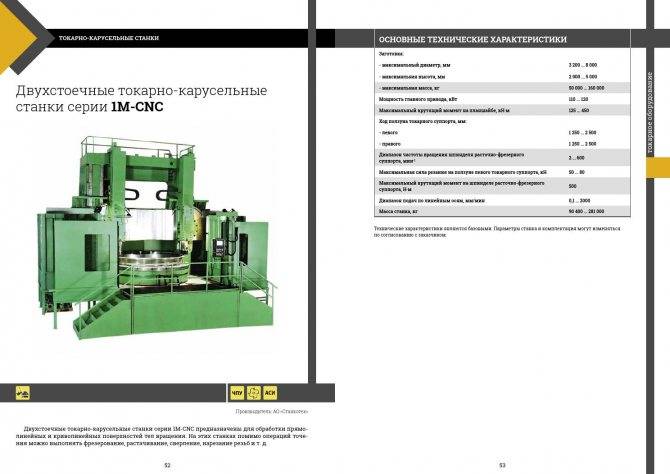
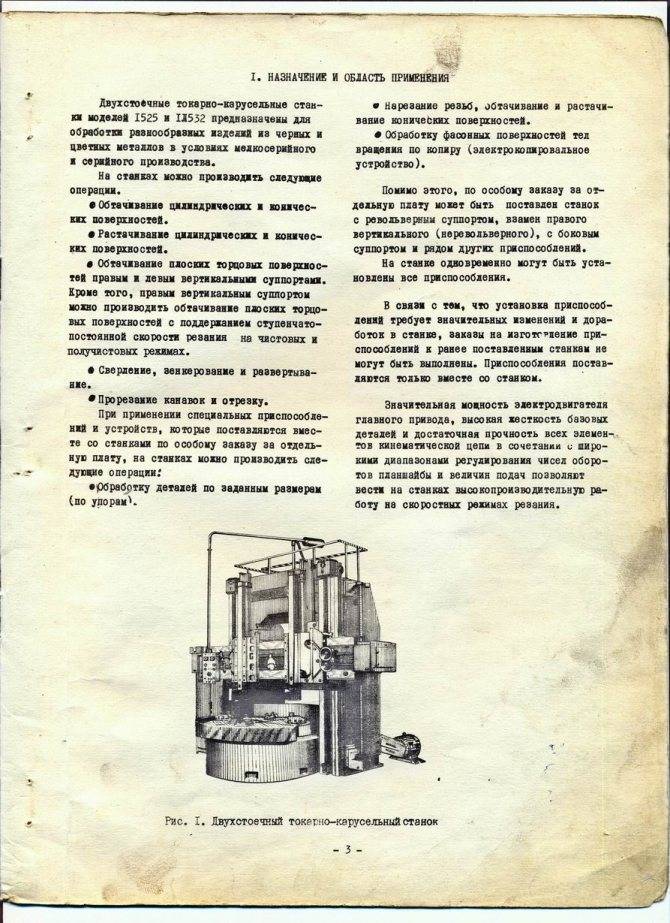
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик — Краснодарский станкостроительный завод имени Седина. Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1600 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр план-шайбы — Ø 1400 мм
- Наибольший вес обрабатываемой заготовки — 6300 мм
- Частота вращения план-шайбы — 4..200 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Типичные представители
Токарно-карусельный станок с ЧПУ VTL160A – аналог станка 1516Ф3. На станок установлена система ЧПУ Siemens 828d. Количество позиций для инструмента в револьверной головке – 4 (5 – опция). Этот станок – недорогое решением для самых разных задач и применений. Станок предназначен для обработки заготовок средних размеров.

Рис. 5. Общий вид станка VTL160A
Технические характеристики | Параметры |
Максимальный диаметр устанавливаемой детали, мм | 1250 |
Максимальная высота заготовки, стандарт / опция, мм | 600 / 700 |
Диапазон частот вращения стола (2 диапазона, бесступенчато), мин-1 | 10 – 400 |
Ход по оси Х, мм | -50; +700 |
Ход по оси Z, мм | 600 |
Подача по оси Х, м/мин | 12 |
Подача по оси Z, м/мин | 8 |
Максимальная мощность двигателя шпинделя (30 минут), кВт | 22 |
Точность обработки | IT6 |
Точность позиционирования по осям X/Z, мм | 0.018/0.02 |
Габариты станка (ДхШхВ),мм | 3200x2800x3600 |
Масса станка, кг | 9800 |






Ещё один типичный представитель – токарно-карусельный станок IMT Intermato NTM 12.16. Данный станок – один из самых востребованных типоразмеров токарно-карусельных станков. Большой выбор опций, магазинов и обрабатывающих головок делают этот станок универсальным решением для самых разных задач и применений. Станок предназначен для обработки заготовок средних размеров.
Концепция: максимальная обработка заготовки без переустановки детали. Применение различных видов обработки в при одной установке заготовки. Это главные принципы, вдохновившие конструкторов создать токарно-карусельный станок IMT Intermato NTM 12.16.
Технические характеристики | Параметры |
Максимальный диаметр устанавливаемой детали, мм | 1600 |
Максимальная высота заготовки, стандарт / опция, мм | 1300 |
Максимальная частота вращения стола, мин-1 | 400 |
Ось “Х” – горизонтальное перемещение ползуна, мм | -700 / 1840 |
Ось “Z” – вертикальное перемещение ползуна, мм | 1250 (1500) |
Ускоренная подача (вертикальный суппорт), мм/мин | 15 000 |
Мощность привода шпинделя, кВт | 22 (28) |
Точность обработки | |
Точность по осям “Х” и “Z” | Согласно ISO 230-2 |
Максимальная частота вращения шпинделя, мин-1 | 3000 |
Максимальная нагрузка на стол, кг | 12000 |
Расположение составных частей
Опорный конструктив токарно-карусельного станка 1516, на который крепятся все его компоненты, включает в себя массивную пустотелую литую вертикальную станину и присоединенный к ее нижней части корпус стола. На фронтальной части станины находятся плоские направляющие, по которым осуществляется передвижение поперечины и бокового суппорта.
С обратной стороны станины установлен редуктор главного привода, а на ее верхней части — устройство перемещения поперечины. Полое основание станины используется в качестве масляного бака гидравлической системы.
Узел вращательного движения станка смонтирован на корпусе стола. Он обеспечивает установку, закрепление и вращение детали. В его состав входят следующие основные агрегаты:
- Планшайба. При работе опирается на круговые направляющие, расположенные на верху наружной части корпуса. На ее лицевой стороне расположены Т-образные пазы, к которым с помощью оснастки крепится обрабатываемое изделие.
- Шпиндель. Верхним концом закреплен в центр планшайбы, нижний опирается на радиально-упорный подшипник. Передает главное движение от привода.
- Привод планшайбы. Сообщает движение шпинделю, передавая его от коробки скоростей посредством группы зубчатых колес, расположенных в корпусе стола.
Узел позиционирования вертикального суппорта включает в себя следующие основные механизмы:
- Поперечина. Обеспечивает движение суппорта в вертикальной и горизонтальной плоскости;
- Механизм перемещения поперечины. Передает движение поперечине от реверсивного электродвигателя.
- Суппорт с ползуном и револьверной головкой.
- Коробка подач. Передает движение суппорту от коробки скоростей. Регулирует скорость его передвижения.
Узел позиционирования бокового суппорта включает в себя сам суппорт с ползуном и резцедержателем, а также коробку подач.
Суппорт вертикальный
Задняя часть вертикального суппорта выполнена в виде массивной плиты с направляющими и называется поперечными салазками. С их помощью он осуществляет горизонтальное перемещение по направляющим поперечины. На фронтальной поверхности поперечных салазок крепятся поворотные салазки, на которых смонтирован ползун с револьверной головкой, выполняющий движение в вертикальной плоскости. На его верхнем конце установлен электрический двигатель револьверной головки, который через приводной вал поворачивает ее в требуемое положение. Поворот одного из пяти резцедержателей револьверной головки в заданную позицию производится с подвесного пульта управления. Поворотные салазки имеют возможность поворачиваться вправо и влево на углы от 0° до 45°.
Механизмы, обеспечивающие движение обоих суппортов, расположены с правой стороны. Коробка подач вертикального суппорта смонтирована на правом конце поперечины. Она обеспечивает суппорт восемнадцатью ступенями подач (в мм/об) и таким же количеством скоростей позиционирования (в мм/мин). Рядом с коробкой подач расположены два маховичка, с помощью которых можно перемещать суппорт по обеим осям вручную.
Суппорт боковой
На задней стороне бокового суппорта расположены направляющие, с помощью которых он перемещается в вертикальном направлении по направляющим станины. Горизонтальное перемещение режущего инструмента обеспечивает ползун, смонтированный на фронтальной части корпуса. С левой стороны ползуна установлен четырехгранный резцедержатель. Движение боковому суппорту передается посредством коробки подач, расположенной на его правом торце. Для перемещения суппорта вручную в обоих направлениях предусмотрены два маховичка, которые находятся на корпусе коробке подач чуть ниже ползуна.



Поперечина
Позиционирование суппорта в вертикальной плоскости осуществляется путем перемещения поперечины по направляющим станины. Механизм перемещения поперечины смонтирован на верхнем торце станины и включает в себя реверсивный электродвигатель, вращающий правый и левый червячные редукторы. Поперечина оснащена механизмом зажима, с помощью которого она фиксируется на заданной высоте перед началом обработки. Ее пределы хода ограничены концевыми выключателями, при достижении которых происходит отключение электродвигателя механизма перемещения.
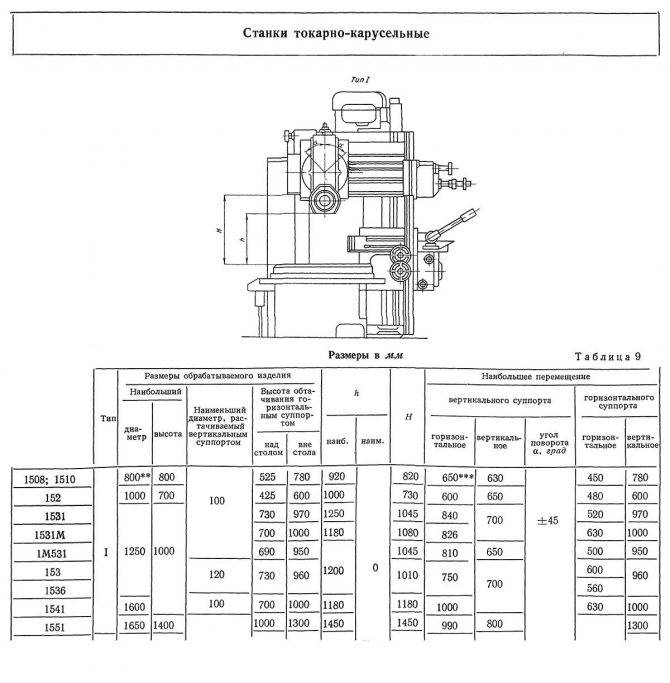
Характеристики и особенности 1512
Ориентировочные значения основных показателей для базовой комплектации модели приведены в таблице:
| Технические параметры, единица измерения | Рабочий диапазон или предел |
| Класс точности с учетом требований ГОСТ 8-77 | Н |
| ᴓ обрабатываемой заготовки, мм | До 1250 |
| То же, высота, мм | До 1000 |
| ᴓ планшайбы, мм | 1120 |
| Частота ее вращения, об/мин | 5-250 |
| Вес обрабатываемой детали, кг | До 3200 |
| Мощность главного привода, кВт | 30 |
| Вес станка, кг | 16,5 |
Точные технические характеристики зависят от комплектации, у современных моделей 1512 вес обрабатываемой детали увеличен до 5000 кг, при снижении массы самого станка до 14,8 и росте потребляемой мощности до 50,5 кВт. К общим конструктивным особенностям относят:
- Большие размеры и монолитность станины.
- Наличие круглого устойчивого стола со сложной конфигурацией, а именно – корпусом из литого чугуна с ребрами жесткости и кольцевыми выступами в верхней части. При таком исполнении на станке равномерно гасится вибрация, внутрь него не попадают отходы обработки и масляная эмульсия, а на самом столе успешно размещаются тяжелые и крупные заготовки.
- Расположение коробки подачи и бокового суппорта в защитном чугунном корпусе с правой стороны торца, с передачей крутящего момента через 6 валов с постоянным, но не жестким зацеплением. Изменение частоты вращения планшайбы при этом осуществляется дистанционно, число оборотов напрямую зависит от веса обрабатываемой заготовки.
- Наличие вертикального суппортного узла с 5 позиционной головкой, двигающейся как в вертикальном, так горизонтальном направлении. Перемещение осуществляется за счет самостоятельных приводов, в первом случае его обеспечивают направляющие самого узла, во втором траверсы прямоугольной формы. При таком исполнении суппорт поворачивается в обе стороны и изгибается до 45°, что свою очередь позволяет изготавливать сферические и конические детали.
- Наличие бокового суппорта, дублирующего движения верхнего с целью повышения точности обработки и производительности оборудования.
Преимущества применения
Станок 1512 был распространен по всей территории бывшего СССР и успешно экспортировался в другие страны, его характеристики проверены практикой и подтверждены отзывами потребителей. Модель зарекомендовала себя надежной и неприхотливой, к ее основным преимуществам относят:
- Наличие твердосплавных режущих инструментов, возможность обработки разнообразных материалов и металлов с любым составом и степенью закалки.
- Жесткость и устойчивость литого корпуса.
- Высокую мощность привода, обеспечивающую хорошую точность и скорость обработки заготовок, включая крупноформатные.
- Широкий диапазон изменения параметров подачи отдельных узлов, в свою очередь, оказывающий положительное влияние на технологические возможности карусельного станка.
- Продуманность конструкции и кинематической схемы, обеспечение передачи усилий с минимальными потерями энергии и износом рабочих элементов в ходе обработки деталей.
- Универсальность и возможность обработки разнообразных деталей как при выпуске небольших партий, так и условиях серийного производства.
Токарно-карусельный станок 1516Ф1
Токарно-карусельный станок 1516Ф1 (1516, 1516Ф11) предназначен для производительной черновой и чистовой обработки различных заготовок из чёрных и цветных металлов.
На станок 1516 возможна установка УЦИ (станок с индексом Ф1), либо же ЧПУ (станок с индексом Ф3).
На станках можно производить
- Обтачивание, растачивание цилиндрических, конических и фасонных поверхностей
- Протачивание, подрезку торцевых поверхностей
- Прорезку канавок
- Сверление, зенкерование и развёртывание центральных отверстий
Обозначение станка: 1 – токарные станки; 5 – токарно-карусельный станок, 16 – максимальный диаметр обработки заготовки (1 600 мм), Ф1 – наличие устройства цифровой индикации (УЦИ).
При установке дополнительного оборудования можно расширить функциональные возможности станка: операции по нарезанию резьбы, обработку конусных поверхностей.
Станок имеет два суппорта:
- вертикальный с 5-позиционной револьверной головкой
- горизонтальный с 4-позиционным резцедержателем.
| Наибольший диаметр обрабатываемой детали, мм | 1600 |
| Наибольшая высота обрабатываемой детали, мм | 1000 |
| Диаметр планшайбы, мм | 1400 |
| Наибольшая масса обрабатываемой детали, кг | 8000 |
| Частота вращения планшайбы, мин-1 | 1 – 250 |
| Количество ступеней частот вращения планшайбы | 2 |
| Регулирование частоты вращения планшайбы | бесступенчатое |
| Наибольший крутящий момент на планшайбе, кН*м | 25 |
| Мощность электродвигателя главного движения, кВт | 55 |
| Вертикальное перемещение траверсы, мм | 660 |
| Скорость перемещения траверсы, м/мин | 0,45 |
| Ход суппорта по горизонтали, мм | 950 |
| Ход ползуна суппорта по вертикали, мм | 700 |
| Наибольшее допустимое усилие резания, кН | 35 |
| Наибольший угол поворота ползуна, градусов | ±45 |
| Количество позиций револьверной головки | 5 |
| Боковой суппорт с коробкой подач | |
| Ход суппорта по вертикали, мм | 1 000 |
| Ход ползуна по горизонтали, мм | 630 |
| Наибольшее усилие резания, кН | 25 |
| Количество позиций резцедержателя | 4 |
| Количество подач суппортов | бесступенчатое |
| Скорость установочных перемещений суппортов, мм/мин | 2000 |
| Габаритные размеры станка (Д х Ш х В), мм | 3170 x 3030 x 4100 |
| Масса станка, кг | 18100 |
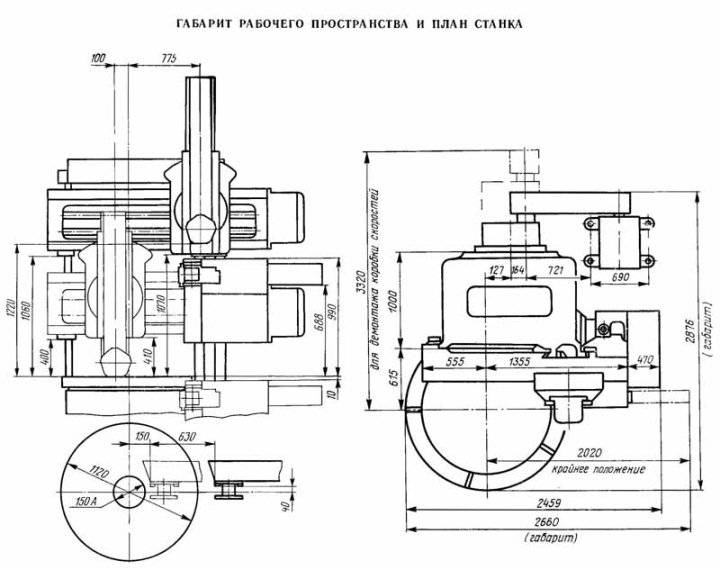
Габариты рабочего пространства станка

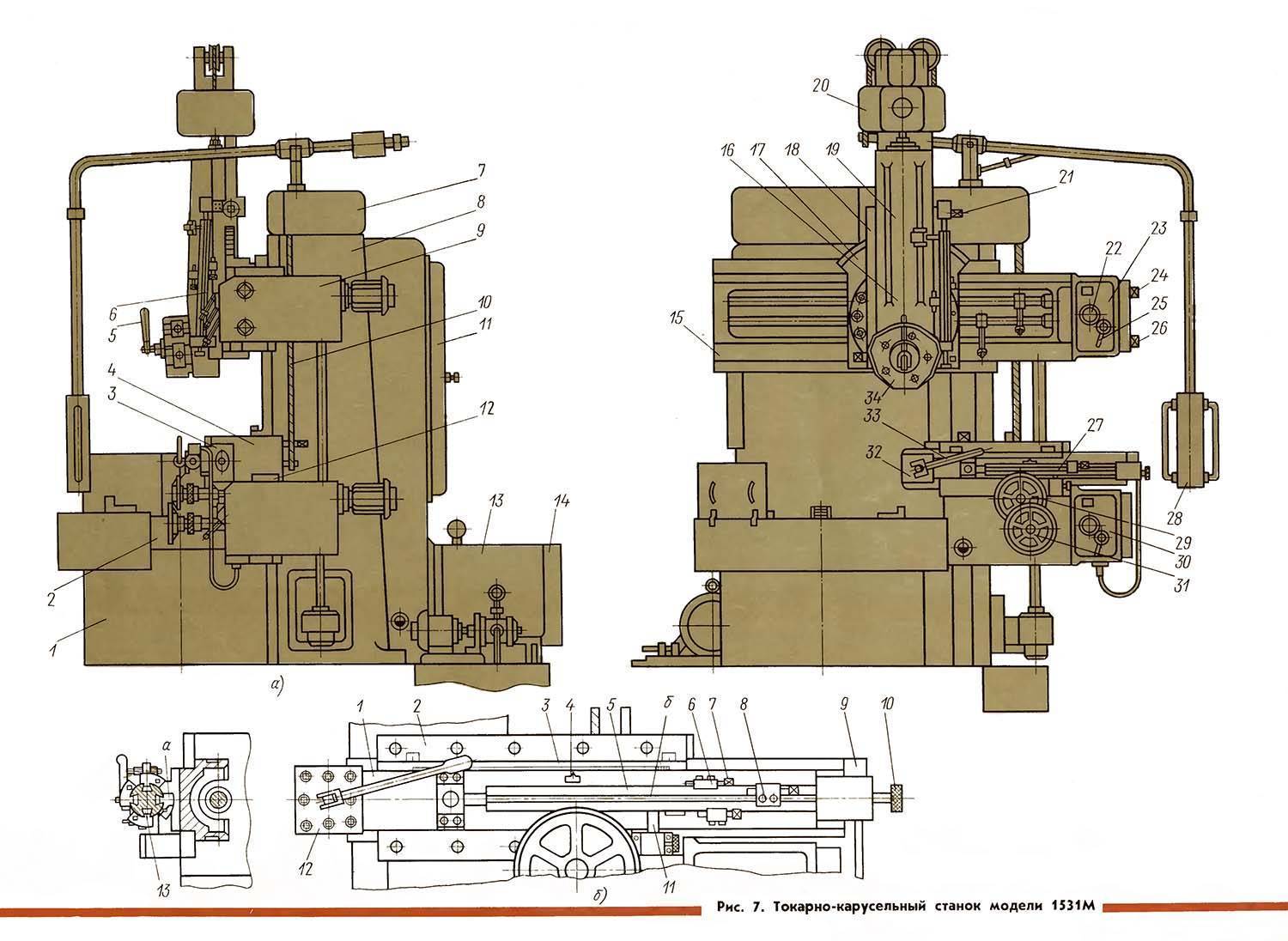
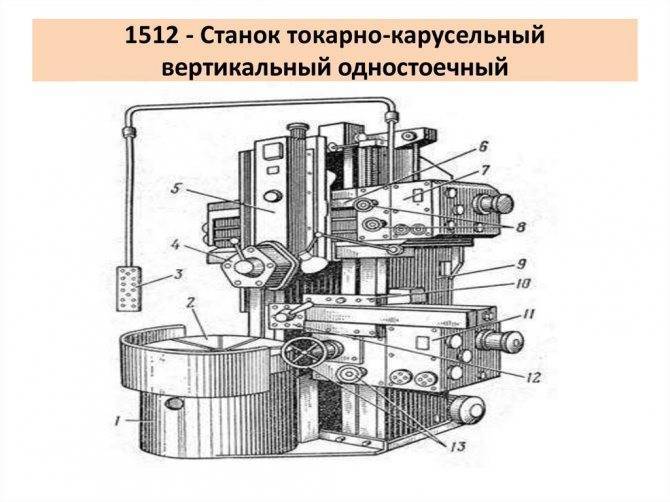
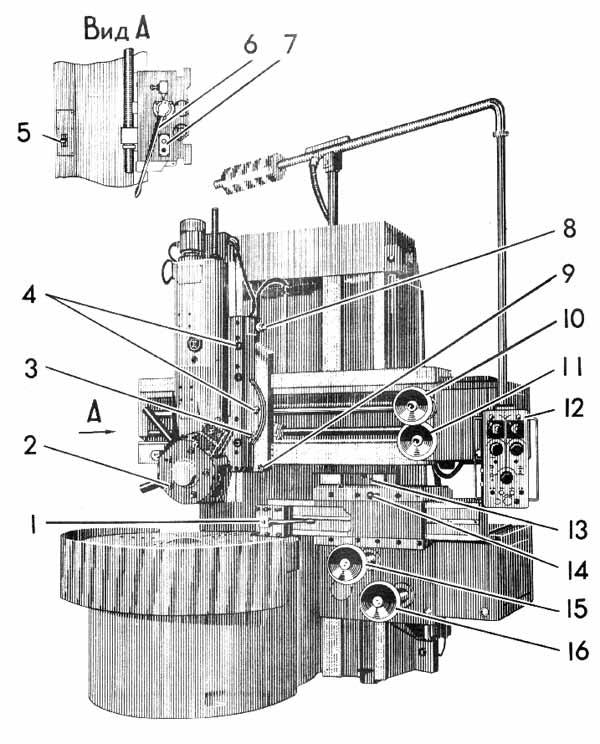
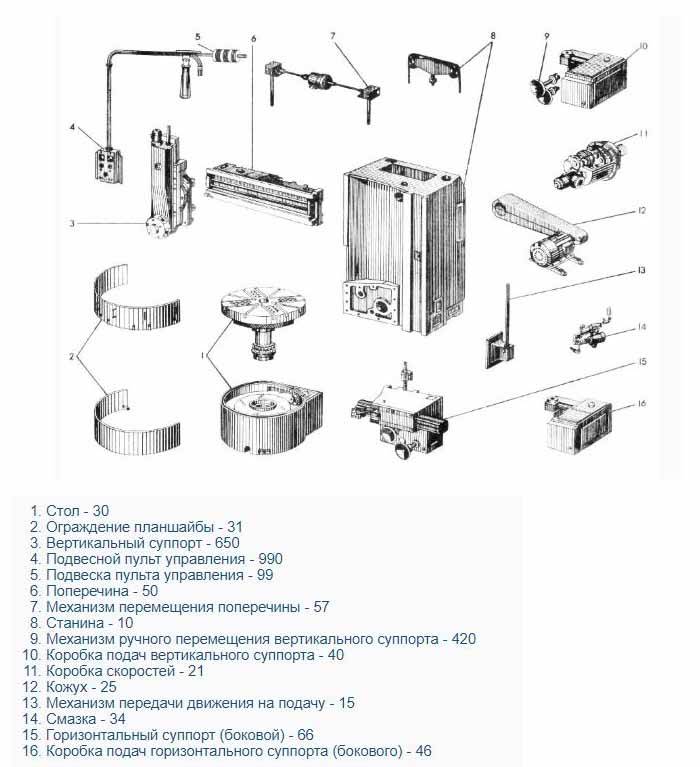
Конструкция станка 1516 (1516Ф1)

- стол
- ограждение планшайбы
- вертикальный суппорт
- подвесной пульт управления
- подвеска пульта управления
- поперечина
- механизм перемещения поперечины
- станина
- механизм ручного перемещения вертикального суппорта
- коробка подач вертикального суппорта
- коробка скоростей
- кожух
- механизм передачи движения на подачу
- смазка
- горизонтальный суппорт (боковой)
- коробка подач горизонтального суппорта (бокового)
Коробка подач
Как было сказано выше, эти привода для каждого из двух суппортов имеют идентичную конструкцию. Внешне узлы полностью оправдывают свое название — коробка. Внутреннее устройство представляет собой группу валов с зубчатыми передачами и несколько электромагнитных муфт. Чтобы понять работу КП, необходимо обратиться к кинематической схеме станка 1512.

Приводом служит вал XII, жестко связанный посредством нескольких зубчатых пар со шпинделем VIII рабочего стола. На выходе коробки имеются 2 вала: XX и XXI.
Первый из них связан с цепью горизонтального перемещения суппортного устройства, второй — с цепью вертикального. При коммутации одного из сочетаний муфт активируется соответствующая подача. Для ускоренного перемещения инструментальных узлов предназначены отдельные электродвигатели М2. Основная цепь при этом отключается с помощью муфты. Всего узел обеспечивает 18 рабочих подач и столько же ускоренных перемещений. Для ручного перемещения служат маховички 100, 101, 102 и 103.
Кинематика станка 1516
Кинематическая схема станка сделана так, что обеспечивает требуемые частоты вращения стола и подачи рабочих органов. Применение, электромуфт дает возможность менять скорости не останавливая станка.
Для облегчения выполнения ремонта коробку скоростей сконструировали так, что поверхность ее разъема параллельна осям валов. Установить самую большую частота вращения стола невозможно. Регулировка выполняется ступенчато, поэтапно.
Коробка скоростей оснащена тормозами для хорошего торможения стола.

Кинематическая схема станка 1516
Вращение на планшайбу снимается с коробки скоростей проходя по цилиндрической и конусообразной парам колес, а потом на колесо планшайбы. Легкость вращения предоставляют пара подшипников.
Коробки, обеспечивающие подачи инструментов, согласованы с коробкой скоростей при помощи шлицевого вала. Зубчатые колоса не перемещаются по валам. Передача вращения происходит при включении электромуфт. Ускоренное перемещение обеспечивается благодаря отдельному электрическому двигателю.
Привод поперечины предоставляют две винтообразные пары. Для безопасности она ручным способом крепится. Схема управления двигателем поперечины обеспечивает его реверс для согласования параллельности с поверхностью рабочей. Сдвиг на 1 зуб обеспечивает перемещение на 0,005 мм.
Лучший видеорегистратор xiaomi 2020 года — 4 ТОП рейтинг лучших
Смена позиций револьверной головки происходит благодаря вращения вала, на котором смонтированы гильза головки, червяк и тормозная муфта. После поворота на 72 (1/5 часть окружности) упор включает микропереключатель и происходит зажим, вал крутится назад.
В инструкции по эксплуатированию можно познакомиться с методами неопасной работы на станке, сроках обслуживания, точках смазки и ее периодичности, требованиях к установке и перевозке и многое иное.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Технические характеристики токарно-карусельного станка
Ключевым показателем станка является диаметр планшайбы – чем он больше, тем габаритнее деталь получится зажать. У 1516 параметры и технические характеристики следующие:
- максимальный диаметр изделия 1600мм, максимальная высота – 1000мм.
- допустимый вес заготовки в начальном состоянии 6,3 тонн.
- диаметр планшайбы – 1400мм.
- вес оборудования 20 тонн;
- мощность электродвигателя 30 кВт;
- частота вращения (основного движения) от 4 до 200 оборотов за минуту;
- класс точности Н по ГОСТ 8—77;
- интервал подач 0,03-12,5 мм/об;
- максимальное усилие резания 44 100 ньютонов;
- унификация с другими станками модельного ряда (что упрощает задачу при ремонте и перераспределении работ).
Наиболее близкое исполнение — модель 1512, но допустимые размеры заметно меньше. Ряд комплектующих взаимозаменяем, но в каждом случае желательно в этом убедиться отдельно.
С другими базовыми параметрами можно ознакомиться в ГОСТ 44-93 или в паспорте на оборудование.
Коробки подач задают суппортам по восемнадцать рабочих подач и скоростей установочных перемещений. Для этого происходит изменение по зацеплениям зубчатых колес и использование электромагнитных муфт.
Опционально устанавливаются система охлаждения, механизм самоцентрирования планшайбы, модули для нарезания резьбы и обточки криволинейных поверхностей.
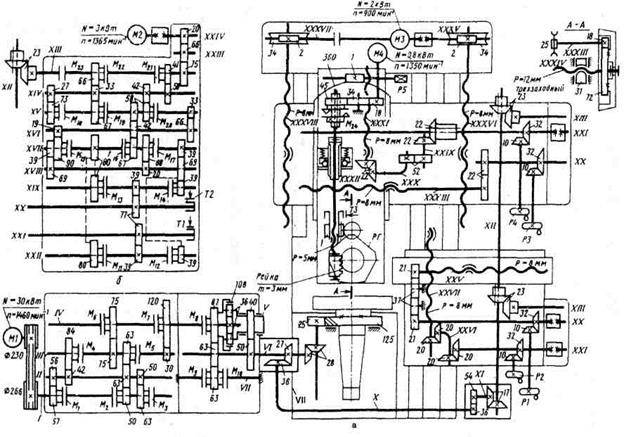
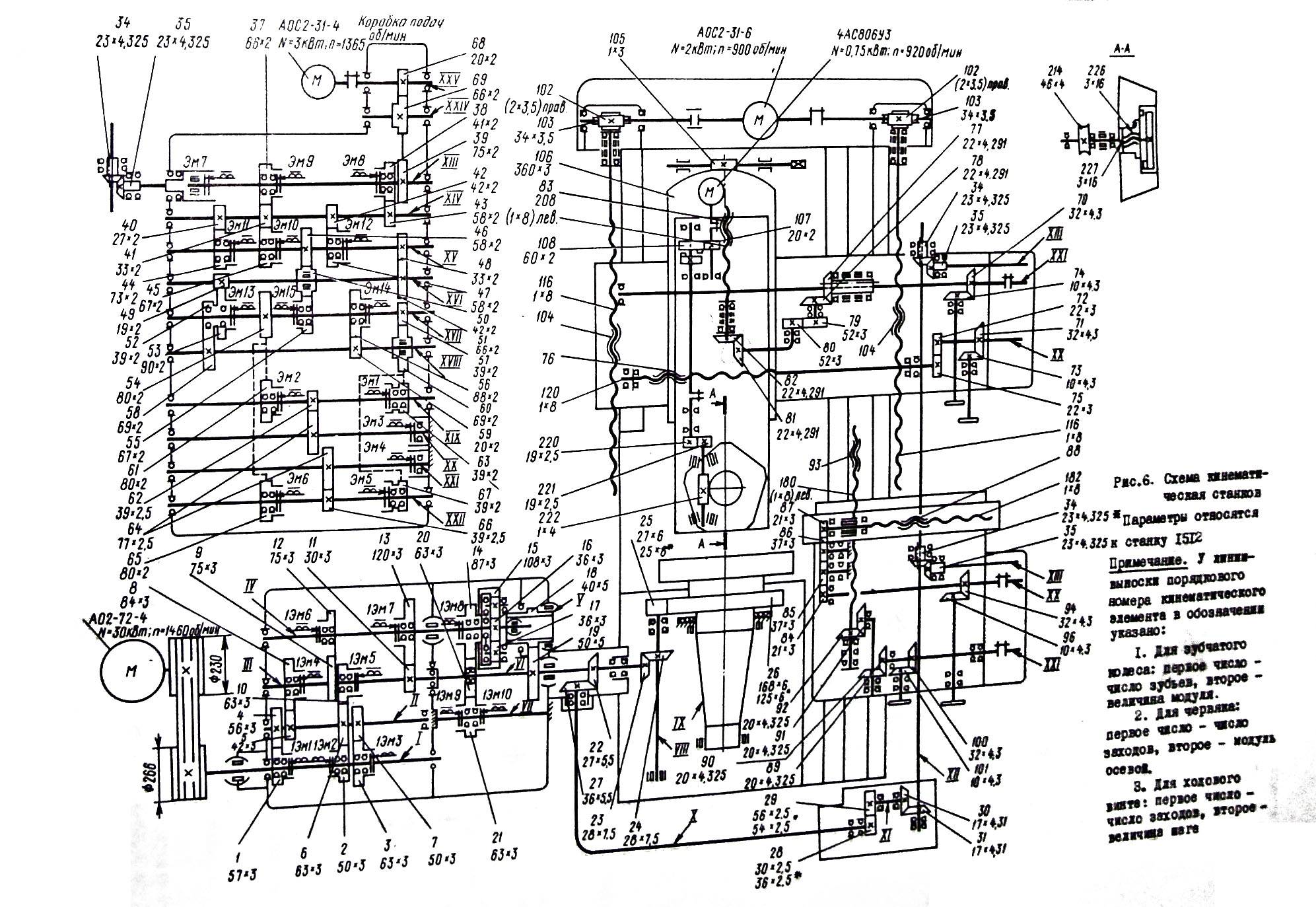
Схема кинематическая токарно-карусельного станка 1516Ф3

Кинематическая схема карусельного станка 1516ф3

Главное движение — вращение планшайбы — осуществляется от электродвигателя M1 (рис. 106) через клиноременную передачу со шкивами Ф233 и Ф266, коробку скоростей, вал V, конические зубчатые колеса 48/36 и зубчатые колеса 25/125. Уравнение кинематического баланса имеет вид:





1460 х (230/266)ηiv(48/36) х (25/125) = n,
где iv — передаточное отношение коробки скоростей.
От вала V коробки скоростей через конические зубчатые колеса 36/48, вал IX, зубчатые колеса 36/54 вращение передается на вал X, конические зубчатые колеса 17/17, вал XI, конические зубчатые колеса 23/23 вращение передается на вал XII коробки подач, переключением электромагнитных муфт которой устанавливается необходимая подача. Уравнение кинематического баланса цепи подач имеет вид:
1об.пл. х (125/25) х (36/48) х (36/48) х (36/54) х (17/17) х (23/23)isic = S мм,
где is — передаточное отношение коробки подач;
ic — передаточное отношение цепи от коробки подач до соответствующего суппорта.
Горизонтальная подача револьверного суппорта осуществляется от выходного вала XX коробки подач через зубчатую передачу 22/22 и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (21/37), (37/37), (37/21) и ходовой винт с шагом 8 мм. Вертикальная подача осуществляется от выходного вала XXI коробки подач для револьверного суппорта через зубчатые передачи (22/22)(22/22)(22/22) и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (20/23)(20/20) и ходовой винт с шагом 8 мм.
Ускоренные перемещения суппорта получают от отдельного электродвигателя М2. Подъем и опускание траверсы осуществляется при вращении двух ходовых винтов с шагом 8 мм. Поворот револьверного суппорта осуществляется от электродвигателя M3 через зубчатые колеса (18/34)(34/45) и червячную передачу 1/25. Перемещение револьверного суппорта вручную осуществляется при вращении маховичков 3 и 4, а бокового суппорта — маховичков 1 и 2.
Для повышения производительности и точности обработки применяют приспособления для установки заготовок на планшайбу станка без выверки (базовые планшайбы), приспособления для обработки конических и фасонных поверхностей, а также для закрепления и точной установки режущего инструмента.
Станок 1516ФЗ оснащен устройством ЧПУ типа Н55-22, осуществляющим автоматическое управление верхним (вертикальным) револьверным суппортом и приводом главного движения по заданной программе, вводимой с восьмидорожечной перфоленты. Управление исполнительными органами станка может осуществляться также в режиме предварительного набора (ручного ввода данных) с помощью переключателей и кнопок, расположенных на панели управления ЧПУ, и в режиме наладки (от подвесного пульта).
УЧПУ обеспечивает работу станка в следующих режимах:
- Полная программа
- Основная программа
- Ускоренная программа
- Поиск кадра
- Выход в заданную точку
- Кадр
- Наладка
- Исходное
Параметры УЧПУ:
- Система кодирования информации — ИСО — 7 бит
- Управление контурное по двум координатам, интерполяция линейная и круговая
- Наибольший радиус интерполяции 4999,99 мм
- Точность интерполяции 0,01 мм
- Дискретность отсчета перемещений по обеим координатам 0,01 мм
Расположение составных частей
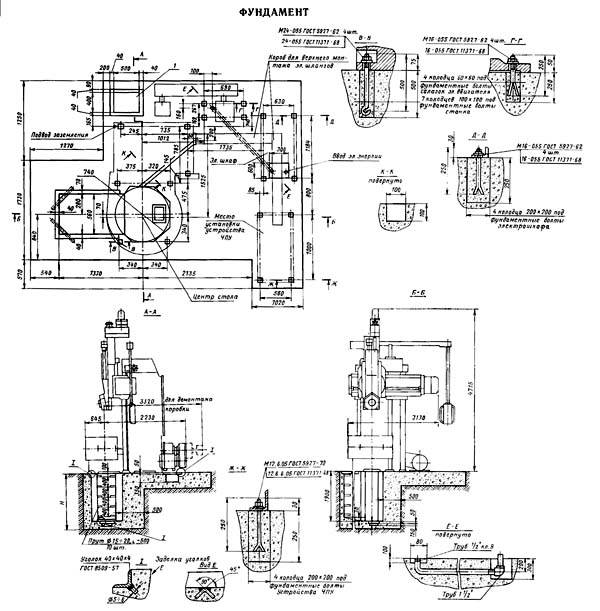
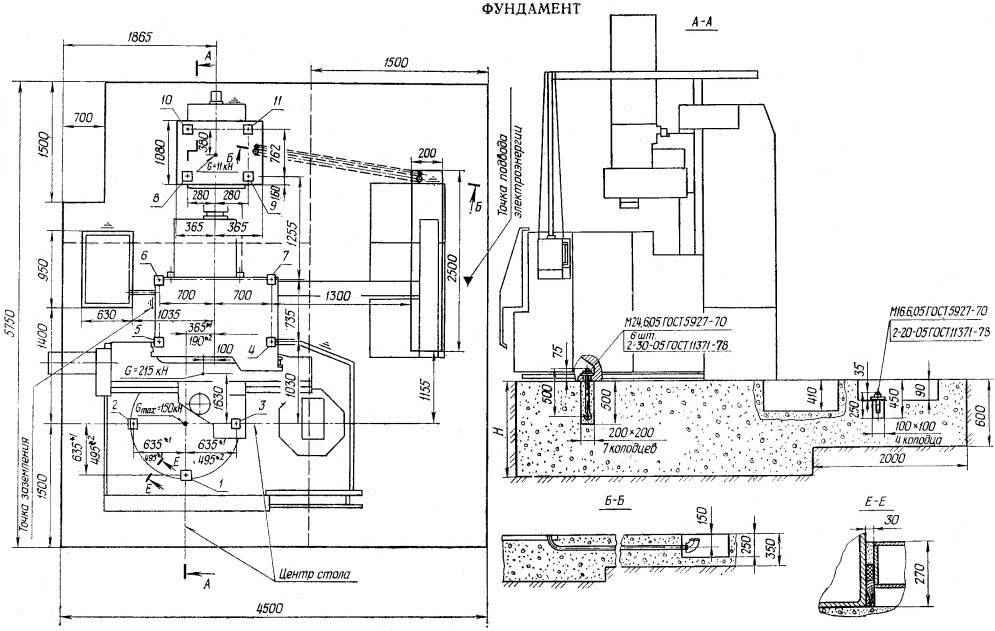
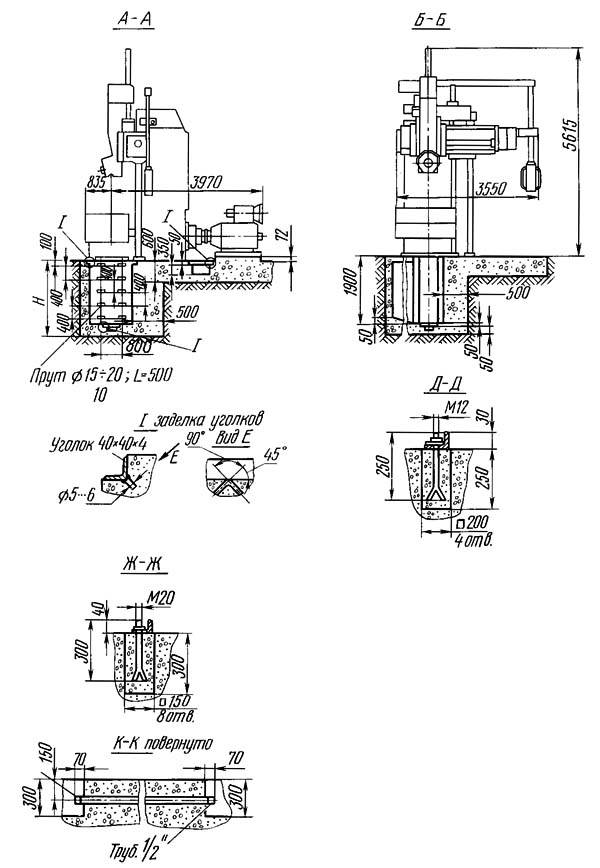
Опорная конструкция всего станка, на которой крепятся все основные узлы агрегата, в том числе и корпус – крупная тяжелая пустотелая литая станина. Закреплять станок необходимо на мощный слой фундамента, который исключит лишнюю вибрацию и позволит выдержать вес агрегата.
Плоские направляющие расположен с фронтальной стороны станины. По этим конструкциям передвигается суппорт и поперечина. Редуктор главного привода расположен с другой стороны станины. Устройства для перемещения поперечины расположены на верхней части станины.
На корпусе стола расположен узел всей вращательной системы. В его основу входят:
- Планшайба. Во время рабочего процесса опирается на круговые направляющие, которые расположены в верхней части корпуса. На лицевой части планшайбы расположены пазы Т-образного типа. К ним крепится обрабатываемая заготовка при помощи дополнительной оснастки. Сама планшайба имеет встроенный механизм зажима заготовки. Качество обработки и безопасность всего рабочего процесса зависят именно от этого модуля.
- Шпиндель. Верхней частью закреплен в центр планшайбы. Снизу упирается в радиально-упорный подшипник. Функция – передавать, главное движение от привода.
- Привод планшайбы предназначен для передачи, для сообщения движения шпинделю.
Для вертикальной компоновки станочных частей существует стойка с поперечиной. Производитель предусмотрел аварийные ситуации, поэтому стойка выполнена с запасом прочности.
По стойкам перемещается траверса с двумя суппортами, которую легко зафиксировать в нужном положении. Один из суппортов – револьверный, а второй – расточный. На револьверном расположена каретка и ползун с револьверной головкой. На втором суппорте – ползун с резцедержателем.