Возможности универсальных станков ЧПУ в обработке металла
Чаще всего в металлообработке применяется фрезерный станок консольного типа. Шпиндель в таком устройстве практически не может перемещаться и, соответственно, совершает крайне мало движений. Движение обеспечивает рабочий стол с закрепленной на нем деталью.
Подавляющее число подобных станков универсальны. Они предназначены для фрезеровки заготовок из стали, чугуна и цветных металлов.
На фрезерном станке доступно выполнение следующих операций:
- фрезеровка поверхностей с любым наклоном;
- фрезеровка уступов, пазов и канавок;
- фрезерование поверхностей фасонного и комбинированного типа;
- резка материала;
- резьбофрезерные работы;
- сверление;
- расточка;
- нанесение резьбы;
- обработка поверхностей со сложным профилем.
На токарном станке могут быть выполнены следующие операции:
- торцевание и обточка материала;
- отрезка заготовок, создание внутренних, торцевых или наружных канавок;
- сверление;
- шлифовка;
- обработка металлов и сплавов.
Какое предназначение у инструмента для металлообработки
Шлифовальный инструмент для металлообработки представляет собой абразивные зёрна, связанные специальными связующими материалами. Форма зёрен отличается наличием острых кромок разных размеров, которые при касании металла способны снимать с него слои определённой толщины.
К шлифовальным инструментам относятся: бруски, наждачная бумага, ткани со специальными покрытиями, круги.
Для резки могут применяться резцы, фрезы, свёрла, метчики, протяжки. Они подбираются таким образом, чтобы их твёрдость была выше, чем у обрабатываемых материалов.
Резание металла толщиной 4–7 мм выполняется ножницами по металлу или лобзиком, либо ножовкой. Слой от 5 мм удобно резать болгаркой.
В слесарных или кузнечных работах могут использоваться ручники, молотки, кувалды, фасонные молотки. Ручники применяются для определения силы удара и указания точного места для обработки. Кувалды используются для холодной деформации заготовок.
Художественную обработку металлов можно выполнять фасонным молотком. Он позволяет выбивать рельефные поверхности за счёт наличия выгнутого или широкого плоского и закруглённого бойков.
Для чеканки применяют следующее оборудование:
- трещётки, крюки для намётки рельефных заготовок;
- бобошники, канфарники, лощатники для создания необходимого рельефа;
- сечки для чеканки линий, полукруглых или изогнутых линий;
- фигурные чеканы (трубочка, сапожок, утюжок, канфарник, пурошник, лощатник), используемые для создания серии одинаковых мелких детализированных узоров.
Слесарная мастерская с инструментом
Преимущества агрегатных станков.
§ 1. НАЗНАЧЕНИЕ И ОБЛАСТЬ
ПРИМЕНЕНИЯ.
Агрегатными станками называют
многоинструментальные станки, собранные из нормализованных и частично
специальных агрегатов. Они широко распространены в крупносерийном и
массовом производстве для обработки в основном корпусных деталей. В
серийном производстве, например, в станкостроении выполнение
трудоемких расточных операций на агрегатных станках также дает
большой экономический эффект. На агрегатных станках можно выполнять
сверление, зенкерование, растачивание, фрезерование, нарезание
внутренних и наружных резьб, накатывание резьб, некоторые виды
токарной обработки.
Преимущества агрегатных станков:
1) высокая производительность,
обусловленная многоинструментальной обработкой заготовок одновременно
с нескольких сторон; годовой эффект от использования агрегатных
станков значительно выше по сравнению с универсальными станками;
2) простота изготовления благодаря
унификации механизмов и деталей;
3) сокращение сроков проектирования;
4) возможность многократного
использования части агрегатов при изменении объекта производства;
5) возможность обслуживания станков
операторами низкой квалификации.
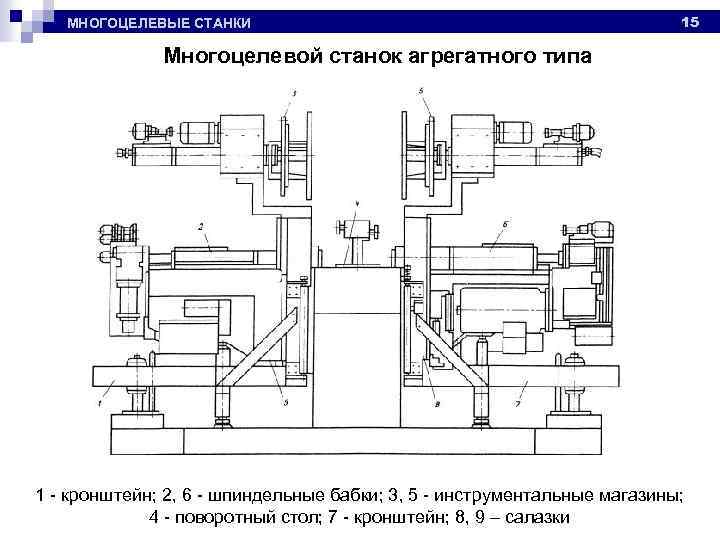
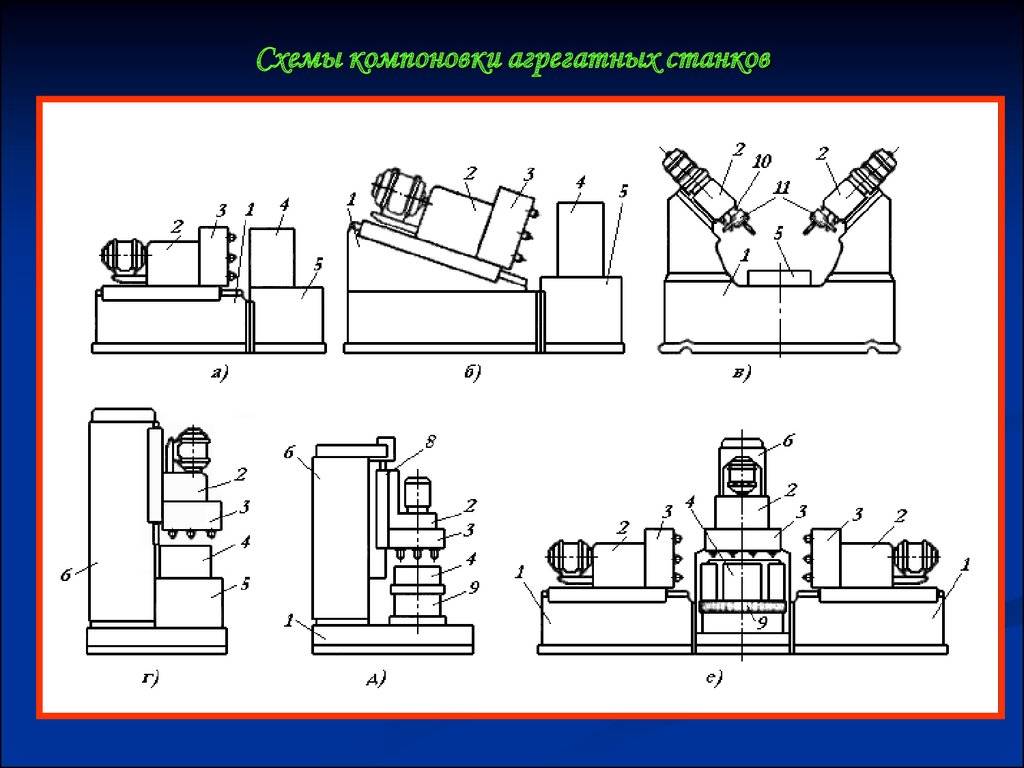
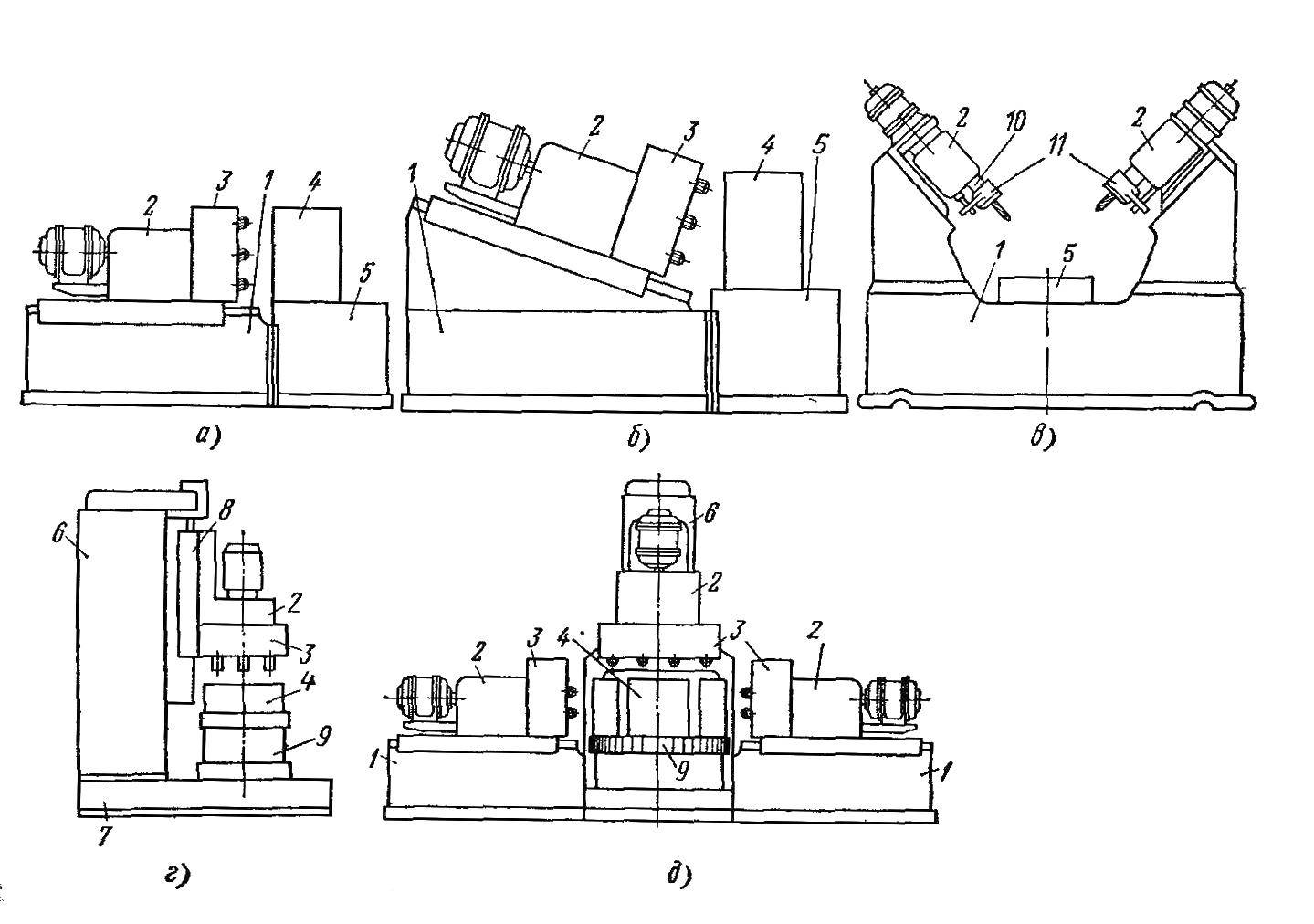
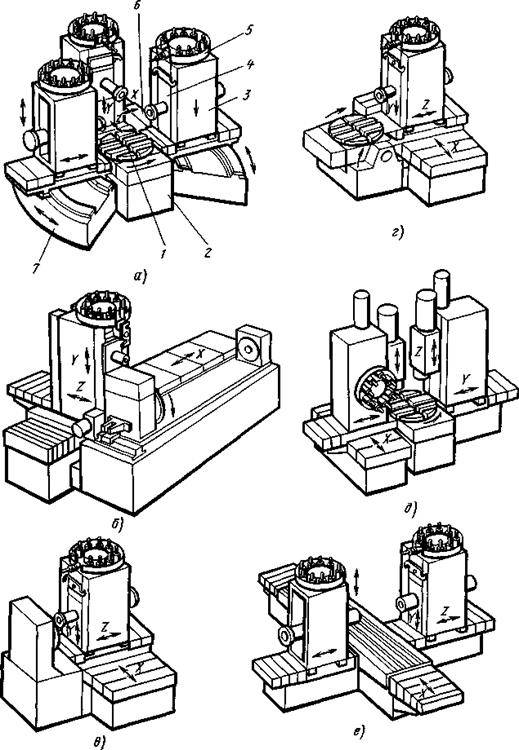
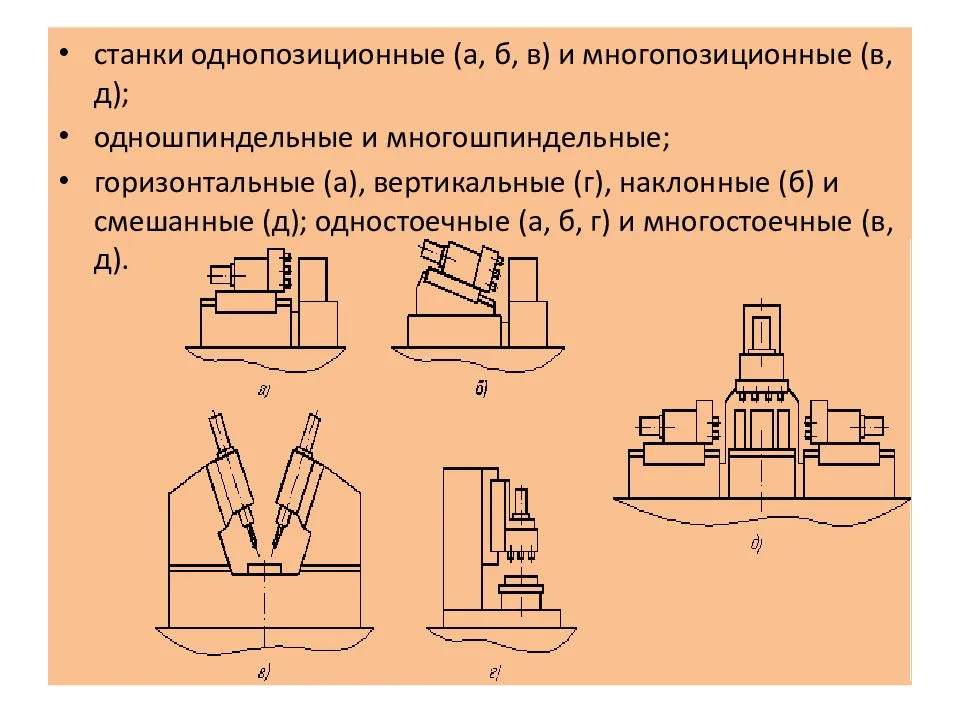
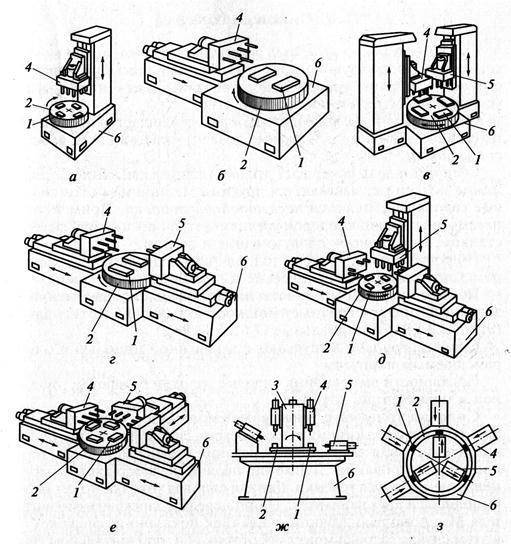
В зависимости от формы, размеров и
точности обрабатываемой заготовки агрегатные станки (рис. 155)
компонуют по разным схемам: односторонними и многосторонними,
одношпиндельными и многошпиндельными, однопозиционными и
многопозиционными в вертикальном, наклонном, горизонтальном и
комбинированном исполнениях.
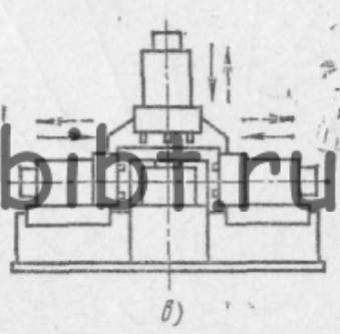
Рис. 155. Примеры компоновок
агрегатных станков:
а – вертикальный
односторонний однопозиционный; б – наклонный
односторонний однопозиционный; в – четырехсторонний
однопозиционный смешанной компоновки; г – вертикальный
односторонний многопозиционный
На однопозиционных станках обработка
заготовки ведется при одном ее постоянном положении. Агрегатные
станки с многопозиционными поворотными столами или барабанами
предназначены для параллельно-последовательной обработки одной или
одновременно нескольких заготовок средних и малых размеров.
Вспомогательное время при этом сокращено до минимума, так как
установка заготовки и снятие деталей на загрузочной позиции
происходит во время обработки на других позициях.
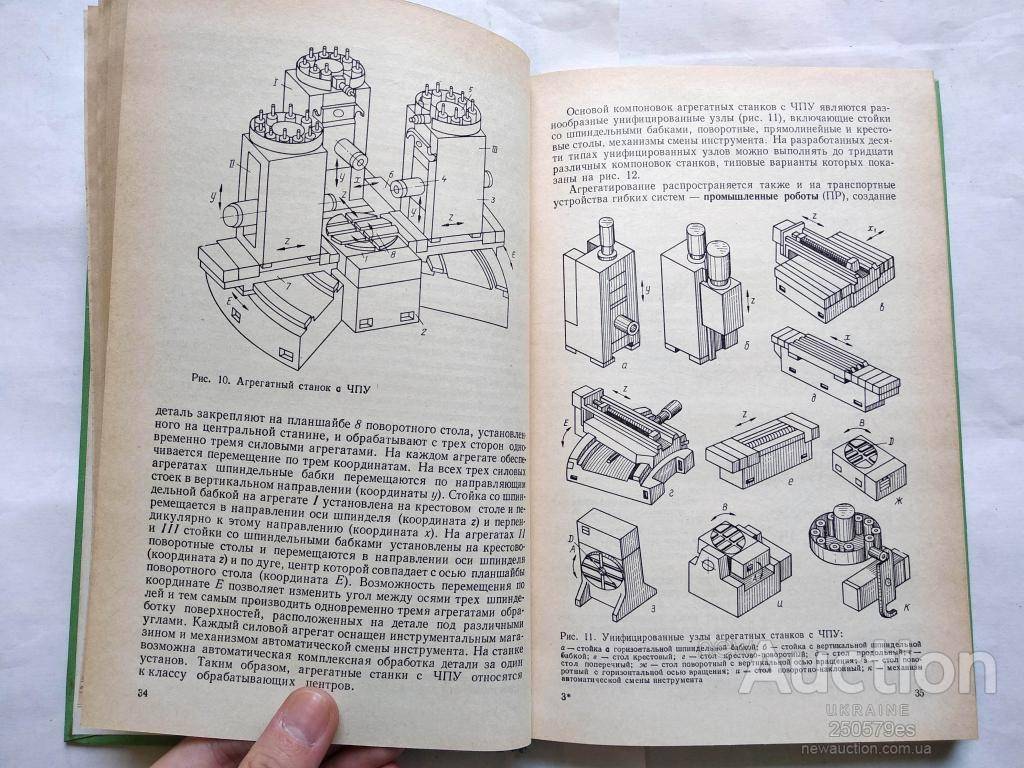
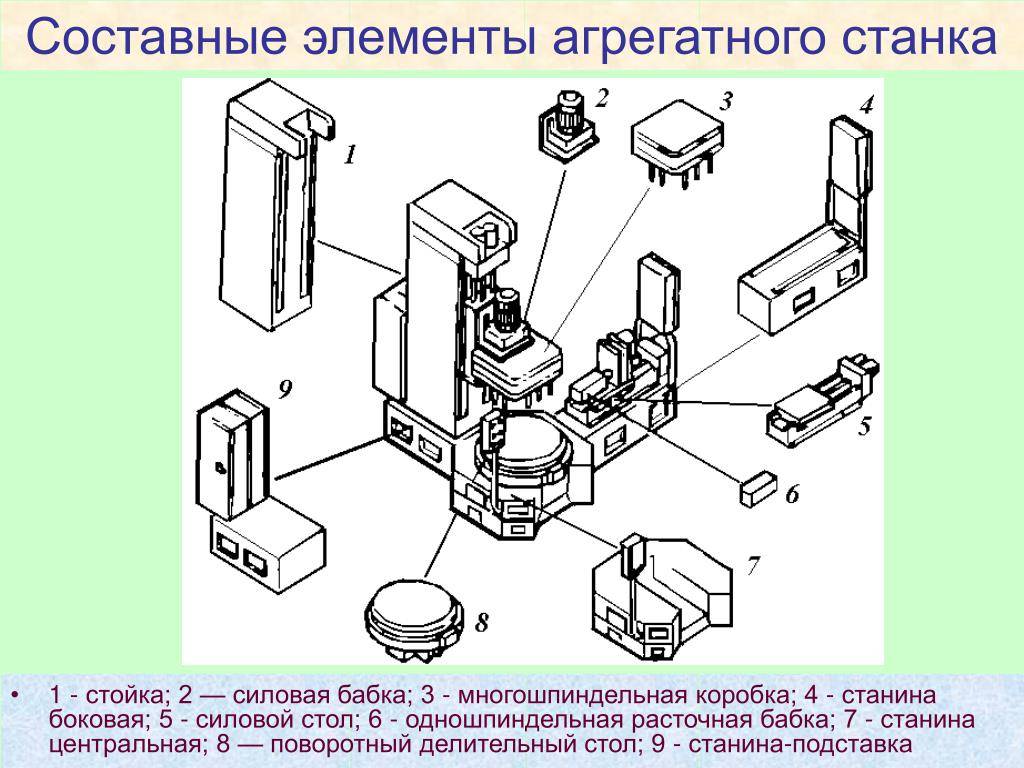
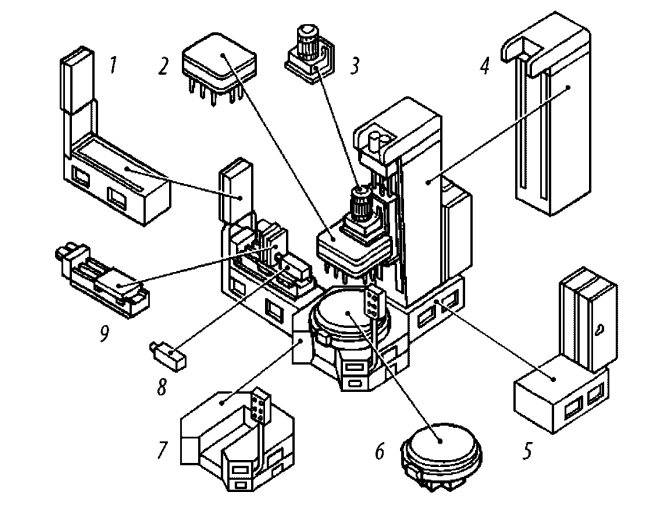
Типовые унифицированные компоновки
созданы на базе унифицированных агрегатов, при этом уровень
унификации агрегатов ~90 %. В вертикальном агрегатном станке (рис.
156) унифицированы: базовые детали (станина 1, стойка 9, боковая станина 20, упорный угольник 11), силовые
механизмы (силовой стол 8, а в станках других типов силовые
головки); шпиндельные механизмы (шпиндельная коробка 14, расточная
бабка 19, сверлильная бабка 10); механизмы
транспортирования (поворотный делительный стол 3, двухпозиционный
делительный стол прямолинейного перемещения 18), механизмы
главного движения (коробка скоростей 17 с зубчатыми колесами
или в других станках с ременным приводом); гидрооборудование
(гидробак 4, насосная установка 5, гидропанель 6),
электрооборудование (центральный и наладочный пульты 2, электрошкаф силовых механизмов 16, электрошкаф станка 7),
вспомогательные механизмы (удлинитель 15, резьбовой копир 13, расточная пиноль 12). Специальные механизмы, например
приспособление для крепления заготовок, имеют отдельные
нормализованные элементы.
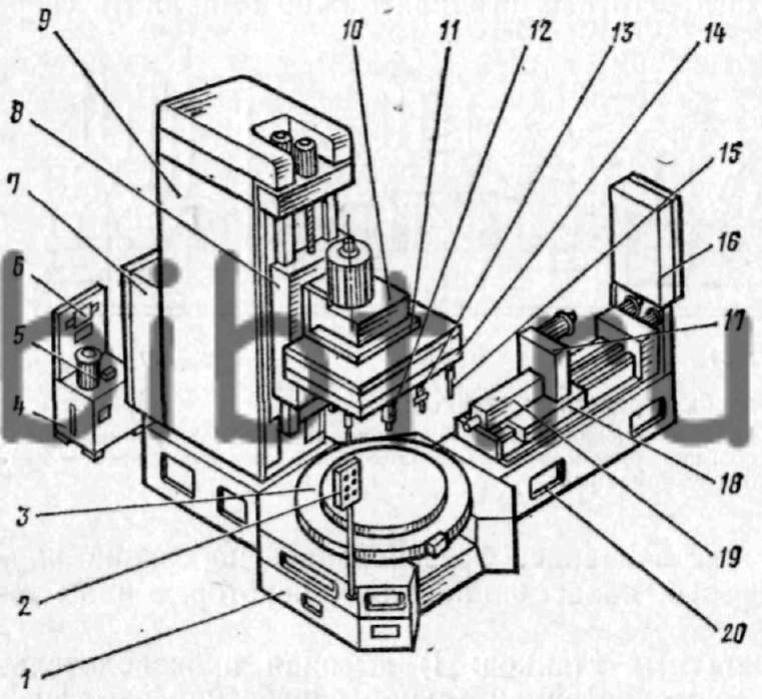
Рис. 156. Унифицированные агрегаты
агрегатных станков


Особенности конструирования
Особенность конструирования состоит в требовании по повышению надёжности работы унифицированных узлов и созданию условий для быстрой перекомпоновки станка на обработку другой детали. Для обеспечения вышеуказанных требований разработали общесоюзные нормали на присоединительные размеры основных узлов. Ведутся работы по созданию быстро переналаживаемых агрегатных станков с применением циклового и числового программного управления для рационального использования в серийном производстве при групповой обработке деталей.
Наибольшее распространение Агрегатные станки получили при механической обработке, когда деталь остаётся неподвижной, а движение сообщается режущему инструменту. На агрегатном станке можно вести механическую обработку инструментами с нескольких сторон, поэтому допускается значительное выделение операций.
По характеру выполняемых операций (фрезерование, растачивание, сверление, подрезание торцов, нарезание резьбы и т. д.) устанавливается число одновременно работающих на одном станке инструментов, которое может доходит до 100 и более. Агрегатные станки имеют высокую производительность, которая зависит от длительности лимитирующей операции и цикла работы.
В 30-х гг. в СССР было начато проектирование и изготовление агрегатных станков впервые на Экспериментальном научно-исследовательском институте металлорежущих станков (ЭНИМС).
Как установить и настроить токарный станок
Сперва необходимо выбрать подходящее место. Это должен быть первый этаж (либо следует заблаговременно использовать укрепленные потолочные перекрытия). Пол может быть земляным или бетонным. Само помещение должно иметь:
- ● хорошую вентиляцию;
- ● яркое освещение;
- ● меры по пожарной безопасности.
При работе с крупногабаритными элементами следует оснастить рабочее место подъемным механизмом, а также подъездной дорожкой – часто устанавливают рельсы. Для небольших деталей необходимо оборудовать отдельную тумбу для их размещения. Также понадобится зона для инструментов.
Толщина и тип фундамента зависит от массы оборудования. Основание может быть местным (заливка небольшого бетонного слоя непосредственно под станину) или общим, когда требуются стяжки и болты.
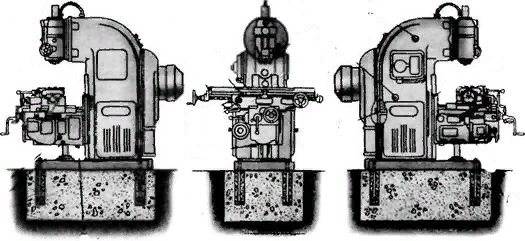
Настройка агрегата должна проводиться специалистами. Без уверенности в работоспособности и безопасности изделия включение не рекомендуется. не только занимается реализацией профессионального оборудования для металлообработки, но и производит настройку всех важных систем.
На данном изображении показана установка аппарата на бетонном полу:
Передовые методы металлообработки
Промышленное оборудование постоянно совершенствуется. Какие функции улучшаются:
- Производительность. Это важный фактор, которые влияет на окупаемость оборудования и прибыль, которую можно получить при работе на станке. Производительность возрастает после увеличения скорости работы механизмов.
- Точность. Чтобы сократить количество брака, изготовители оборудования работают над точностью рабочих механизмов.
- Долговечность и износоустойчивость.
Самой частой операцией, при которой применяются станки для металлообработки, является резка.
Газовая резка металла
Оборудование для газовой резки применяется давно. Оно полностью автоматизировано и требует минимум усилий для управления. Система ЧПУ позволяет выполнять ровные резы металлических заготовок, что было проблемно при наличии человеческого фактора.
Плюсы газовой резки:
- высокая скорость и производительность;
- дешёвое оборудование.
Минусы:
- термоусадка металла после выполнения работ;
- возможные погрешности в точности.
Газовое оборудование устанавливается на больших предприятиях и в частных мастерских.
Газовая резка металла
Плазменные для резки
Принцип работы плазменных аппаратов заключается в том, что разрезание заготовки или листа происходит с помощью струи плазмы. Такие металлообрабатывающие станки обладают высокой точностью реза и производительностью.
Лазерная обработка
Лазерные станки для обработки металла популярны в частных мастерских и на производстве. Лазерная головка передвигается по направляющим и разрезает заготовки на размеченные части. Лазерным лучом можно выполнять гравировку. Такие станки обладают высокой точностью. С их помощью обрабатывают однородные металлы и мягкие сплавы.
Шлифовальные
Шлифовальные станки предназначены для финишной обработки металлических поверхностей. В зависимости от необходимой толщины съёма, выбирается фракция абразивных кругов или наждачных лент. На одной машине может закрепляться больше одного абразивного круга или ленты.
Токарные
К токарной группе относятся конструкции, которые используются для создания деталей сложной формы. Рабочей частью выступает вращающийся шпиндель, в который закрепляется заготовка. Чтобы обработать заготовку, необходимо закрепить определённые резцы в суппорте и подвести к ним детали. Острые грани срезают слой металла под действием вращения. Могут использоваться для сверления, нарезания резьбы внутри и снаружи заготовок, зенкерования, расточки отверстий.
Сверлильные
Сверлильные станки — это устройства с неподвижной станиной, на которой в вертикальном положении закрепляется один или несколько шпинделей. На них можно выполнять сверление, зенкеровку, нарезание внутренней резьбы. С помощью метчиков можно растачивать отверстия в заготовках.
Сверлильный станок
Гидроабразивные и электроэрозионные
Это оборудование, используемое для разрезания металлических листов любой толщины. Принцип работы заключается в том, что металл разрезается с помощью тонкой водяной струи, которая воздействует на него под большим давлением. Недостаток этого метода — низкая скорость. Однако она компенсируется высокой точностью реза.
Портальные машины газовой резки металла
Оборудование предназначено для производства. Связано это с возможностью расположить на рабочей поверхности большие металлические листы. Их размеры могут достигать 3×12 метров. Плюсы и минусы у таких станков точно такие же, как у обычной газовой резки.
Унифицированные узлы агрегатных станков
Любой производитель стремится к тому, чтобы уровень унификации основных узлов и механизмов был как можно больше. Именно при таком подходе упрощается компоновка и наладка агрегатного станка. В настоящее время уровень унификации доходит до 90% и более. На заводе-производителе серийное производство начинается после разработки специального проекта каждого узла. Устройство станка состоит из четырех основных групп унифицированных узлов.
Силовые узлы
К таким узлам принадлежат силовые головки и столы. Силовые головки. С помощью этого узла осуществляется подача шпинделя с инструментом. Головка также придает вращательное движение шпинделю. Широкое распространение получили многошпиндельные агрегатные станки, производитель которых конструирует их таким образом, чтобы главное движение и движение подач осуществлялось одновременно. Нормы точности определяются силовыми головками. Силовые головки снабжаются своим собственным электрическим приводом. Электрическая схема в виде главного привода предусматривает электрические двигатели. Электросхема также предусматривает блоки управления, защиты от перегрузок, блоки сигнализации.




Шпиндельные узлы
К шпиндельным узлам относятся силовые бабки и шпиндельные коробки. Агрегатный станок можно наладить таким образом, что он может быть превращен в обычный металлообрабатывающий станок узкого назначения. Это достигается путем установки соответствующих шпиндельных узлов. Например:
- если использовать только одну сверлильную бабку, то такой станок превратиться в агрегатно-сверлильный станок. Многошпиндельные агрегатные станки для сверления обычно не применяются на малом и среднем производстве, а вот при массовом производстве, где необходимо выполнять много сверлильных операций на крупных заготовках, они просто незаменимы;
- при установке фрезерных бабок, такой станок выглядит как агрегатный фрезерный станок.
Перспективы развития конструкций агрегатных станков
В начале раздела было сказано, что одним из основных недостатков агрегатных станков является их низкая гибкость, вернее, ее отсутствие Поэтому в последние десятилетия созданы станки с устройствами для смены шпиндельных коробок. Револьверные головки на агрегатных станках — это тоже попытка сделать их более гибкими и применить в серийном производстве.
Переналадка агрегатных станков решается наиболее просто, когда обрабатываемые поверхности деталей и расстояния между ними одинаковы, а конструкция деталей различается только числом таких поверхностей. Тогда переналадка станка сводится к неиспользованию части инструментов, установленных на силовых головках. Если при одинаковых межосевых расстояниях поверхности имеют разные размеры, то часть инструментов требуют замены При этом может потребоваться изменение режимов резания, длины рабочего хода и общей длины хода инструмента. Зажимные приспособления в этих случаях проектируют так, чтобы в них могли закрепляться две-три однотипные детали при смене зажимных элементов.
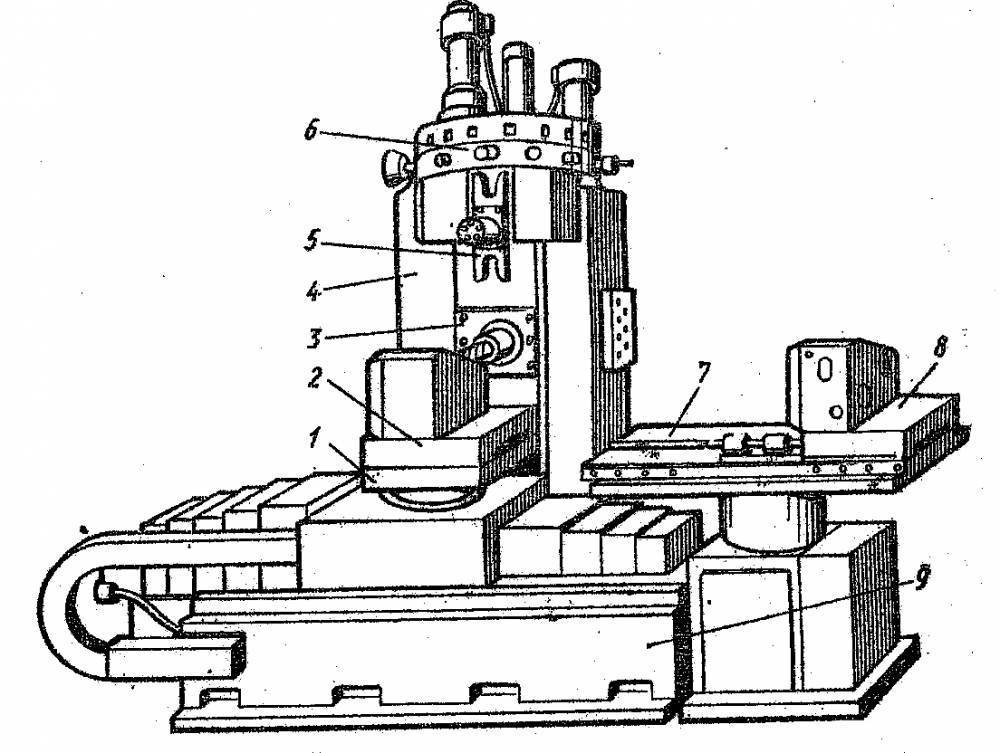
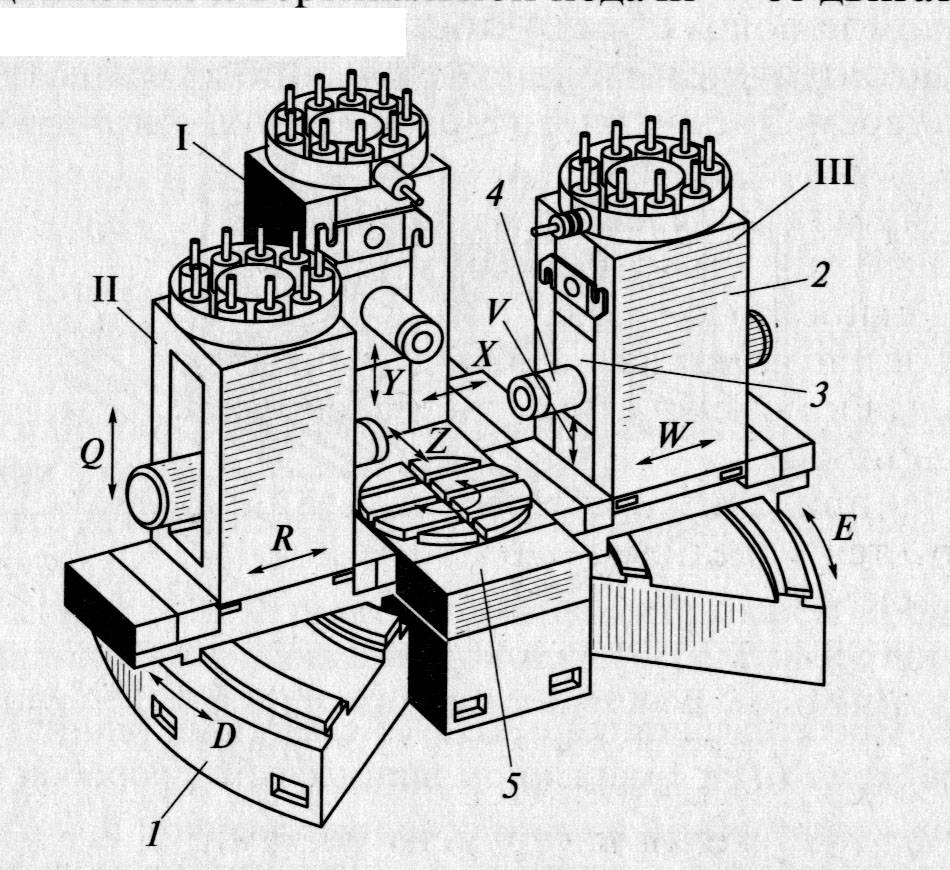
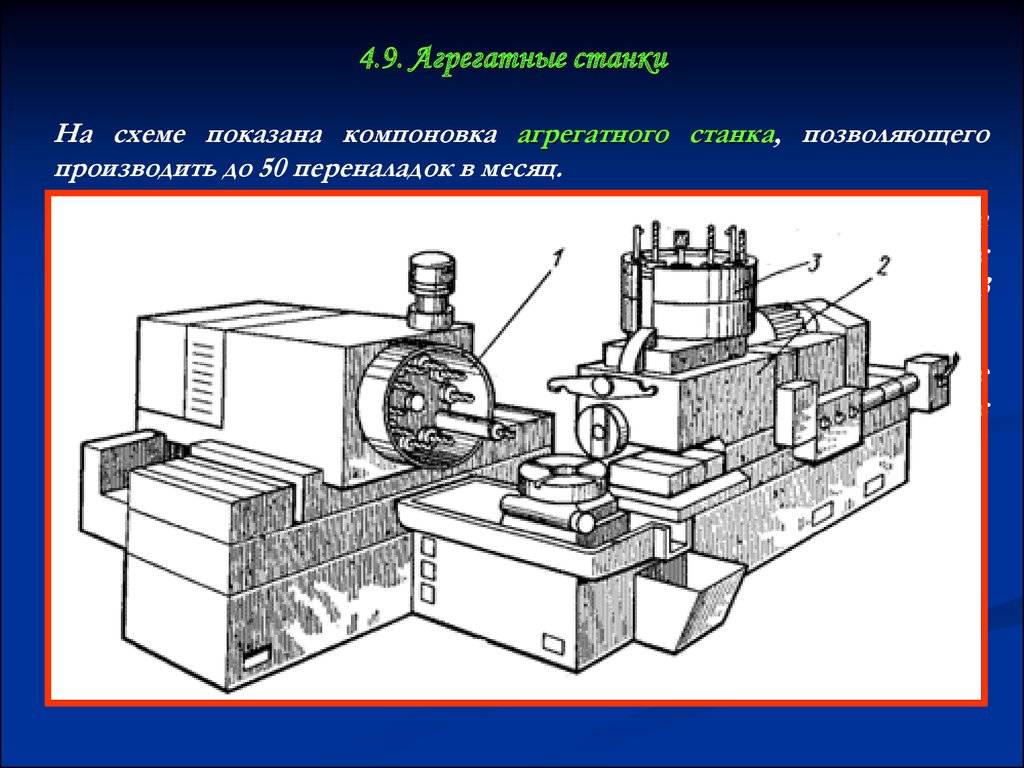
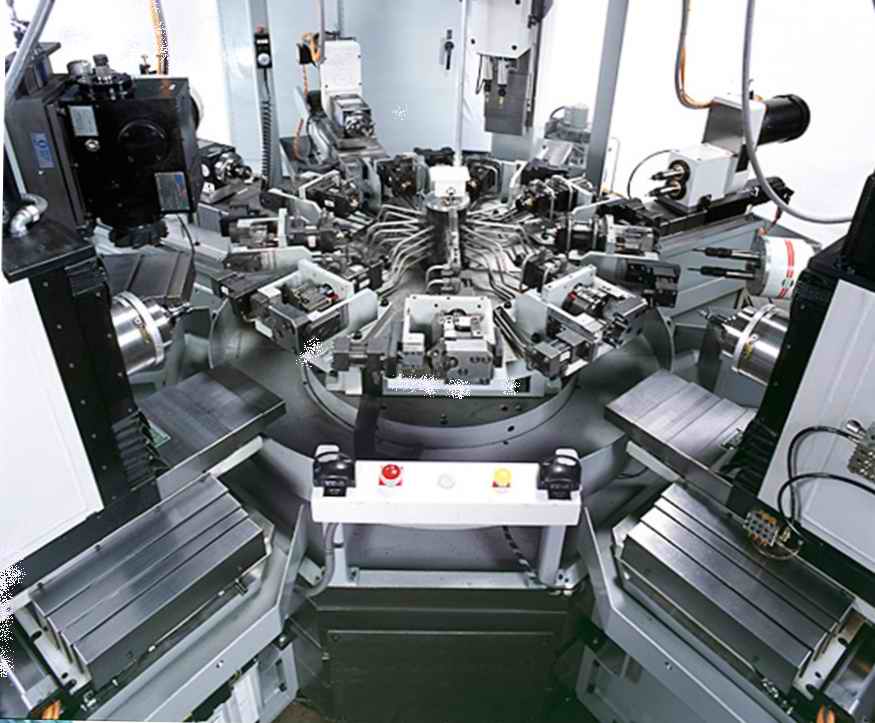
Примером агрегатного переналаживаемого станка для серийного производства деталей (корпуса шпиндельной бабки токарных станков) может служить многошпиндельный сверлильно-резьбонарезной станок Московского специального конструкторского бюро автоматических линий и агрегатных станков (рис. 15), у которого на горизонтальной станине 1 установлены салазки 4 с направляющими, по которым перемещается подвижно-поворотный силовой стол 2 с планшайбой.
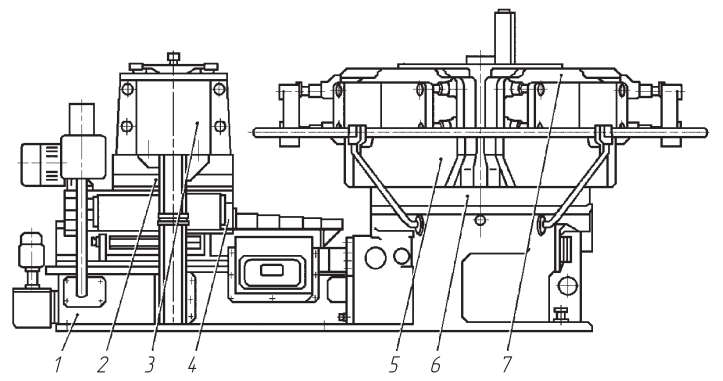
Рис. 15. Многошпиндельный сверлильно-резьбонарезной агрегатный станок для серийного производства
На силовом столе устанавливают приспособление 3 с обрабатываемой деталью. Конструкция стола обеспечивает быстрый подвод детали к инструментам, перемещение с рабочей подачей и быстрый отвод в исходное положение. Наличие поворотной планшайбы дает возможность обрабатывать деталь с нескольких сторон. Режущие инструменты установлены в шпинделях шпиндельных коробок 7, расположенных на шестигранной револьверной головке 5, смонтированной на кольцевом столе 6. Внутри кольцевого стола в неподвижной центральной колонне располагаются приводы вращения шпинделей. Переналадка станка состоит в замене приспособления и шпиндельных коробок.
Сейчас с помощью оснащения агрегатных станков системами ЧПУ станкостроители пытаются увеличить их гибкость. Разработано большое количество конструкций силовых головок, управление которыми осуществляется не от кулачков, а с помощью ЧПУ Одна из таких головок показана на рис. 16.
Современные рабочие узлы специальных станков позволяют перемещать инструменты не по одной, а по двум и даже трем осям (такие станки производит компания RIKO, Словения). Системами ЧПУ оснащаются не только силовые головки, но и силовые и поворотно-делительные столы. Агрегатные станки оснащаются предварительно напряженными роликовыми направляющими качения, покрытие направляющих делается пластиковым. Для контроля точности рабочих движений в агрегатных станках, как и во всех станках с ЧПУ, используются измерительные системы фирмы «Хайденхайн». В результате обеспечивается допуск на точность позиционирования 0,015 мм. Наличие системы ЧПУ позволяет устанавливать на станки магазины инструментов с автооператором. Для автоматизации загрузки заготовок агрегатных станков могут оборудоваться манипулятором или роботом.
Все это существенно расширяет технологические возможности агрегатных станков и позволяет обрабатывать не одну деталь, а более широкий круг. Применение ЧПУ в агрегатных станках позволяет задавать необходимые координаты перемещения обрабатываемой детали или инструмента, обеспечивать автоматическое переключение величины подачи и частоты вращения шпинделя и выполнять другие операции.
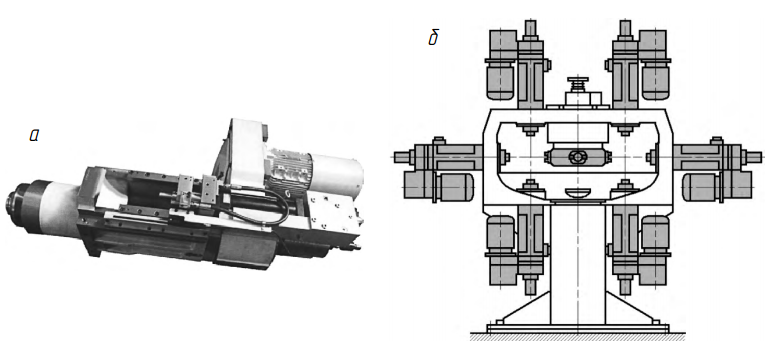
Рис. 16. Агрегатный станок с ЧПУ фирмы Witzig и Frank GmbH: а — силовая головка; б — схема.
Просмотров: 4 272
Агрегатные станки
Агрегатные станки предусматривают одновременную одностороннюю или двухстороннюю обработку отверстий.
Агрегатные станки, отвечая полностью своему технологическому назначению, как специальные станки вместе с тем могут быть изготовлены наиболее производительными и экономичными методами по сравнению с прежними конструкциями подобных станков. Это объясняется в первую очередь тем, что нормализованные и унифицированные их узлы ( фиг.
Агрегатные станки являются основной предпосылкой к созданию автоматических линий многократной обратимости с максимальной концентрацией технологических операций.
Агрегатные станки легко переналаживать в зависимости от условий и требований технологического процесса. На рис. 74 приведены отдельные схемы компоновки сверлильных агрегатных станков.
Агрегатные станки обеспечивают взаимозаменяемость обрабатываемых деталей, являющихся одним из обязательных условий крупносерийного и массового производства. Режущие инструменты на агрегатных станках работают на заранее рассчитанных режимах резания, что улучшает эксплуатацию инструментов. В агрегатных станках широко используют гидравлические, пневматические и электрические системы привода и управления.
Агрегатные станки – это специальные станки, которые компонуются из нормализованных агрегатов и деталей и дополняются установочными приспособлениями для координации изготовляемых деталей и режущих инструментов. Унифицированы узлы агрегатных станков: силовые головки, поворотные позиционные столы, основания, станины, колонны, салазки, приводы подач, шпиндельные коробки, кантователи.
Агрегатные станки предназначаются для применения в условиях крупносерийного и массового производства для выполнения сверлильных, расточных, резьбофре-зерных и реже – фрезерных и других работ. Изделия на таких станках обрабатываются одновременно многими инструментами с одной, двух или нескольких сторон в зависимости от конфигурации детали, которая устанавливается и закрепляется на столе станка. Поэтому агрегатные станки отличаются более высокой производительностью, чем универсальные станки. При обработке изделий на агрегатных станках сокращаются число рабочих и производственные площади при том же объеме продукции.
Агрегатные станки предназначаются для применения в условиях крупносерийного и массового производства для выполнения сверлильных, расточных, резьбонарезных и реже – фрезерных и других работ. Изделия на таких станках обрабатываются одновременно многими инструментами с одной, двух или нескольких сторон, в зависимости от конфигурации детали, которая устанавливается и закрепляется на столе станка.
| Схема компоновки агрегатного станка из нормализованных узлов. и деталей. |
Агрегатные станки изготовляются для обработки конкретного одного или нескольких изделий ( рис. 2), Агрегатные сТанки обычно собирают из нормализованных деталей и узлов, составляющих 70 – 80 % общего количества узлов в станке.
Агрегатные станки находят растущее применение в серийном производстве. Выпуск их из года в год растет. Во многих отраслях машиностроения ( насосостроение, текстильное машиностроение, двигателестроение, сельхозмашиностроение) технический прогресс производства в значительной мере обусловлен их широким использованием при изготовлении трудоемких деталей. Агрегатные станки могут быть эффективно использованй при групповой обработке конструктивно и технологически подобных деталей. Недавно появились агрегатные станки с ПУ, что характеризует их интенсивное проникновение в серийное производство.
Агрегатные станки способствуют сглаживанию противоречия между быстрым развитием современного производства и учащающейся сменой выпускаемых изделий более совершенными.
Агрегатные станки, применяемые в тяжелом машиностроении, компонуют из стандартных коробок скоростей или агрегатных головок и дифференциальных борштанг; в серийном производстве используют специальные станки.
Агрегатные станки можно применять при обработке даже небольшого количества деталей, так как их изготовление сводится лишь к монтажным работам; наличие универсальных силовых бабок и дифференциальных борштанг дает возможность быстро монтировать такие станки непосредственно на плитных настилах.
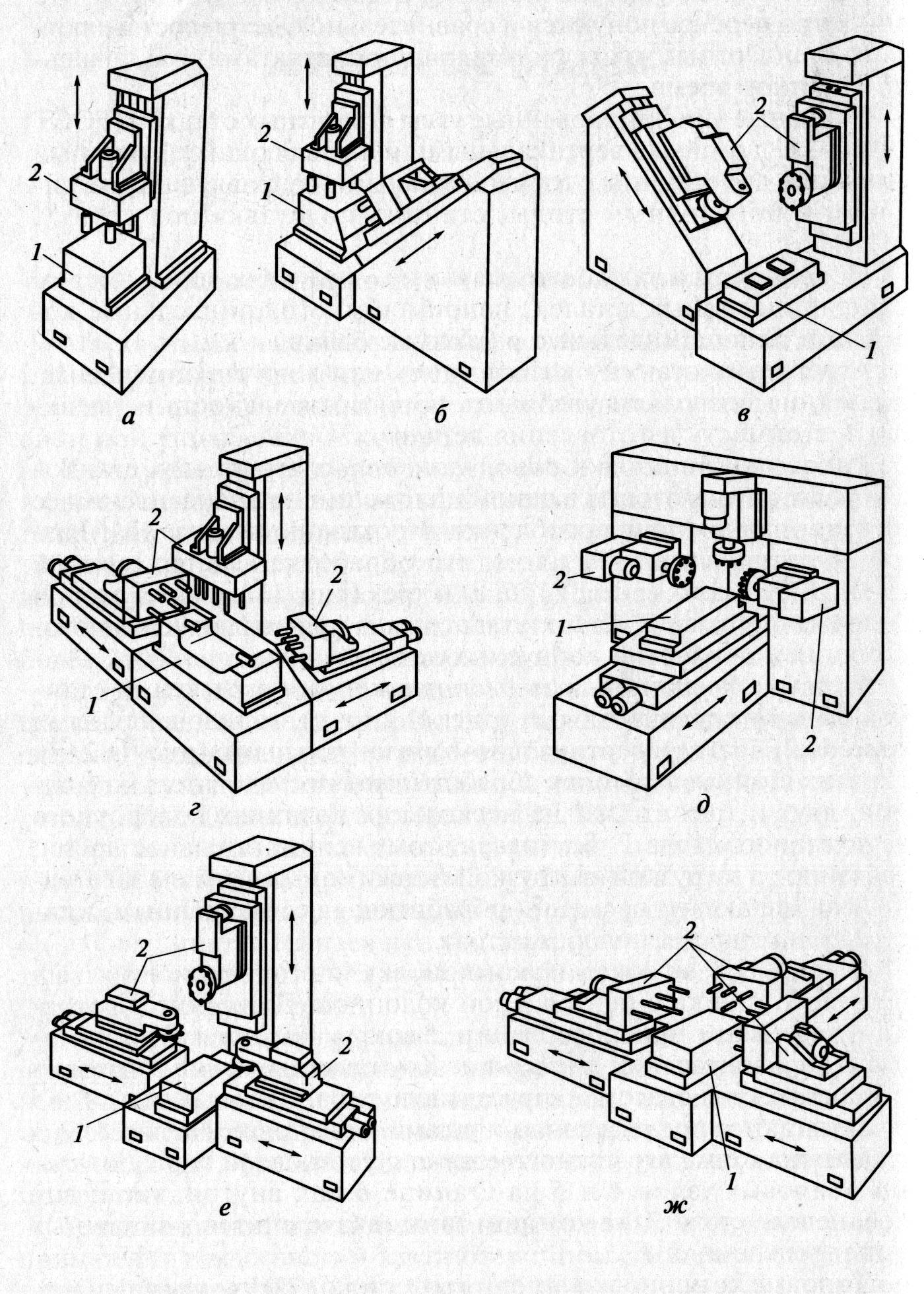
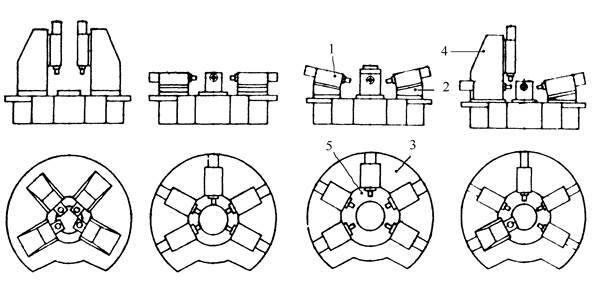
Агрегатные станки с самодвижущимися силовыми головками: а – односторонний с горизонтальной головкой; б – трехсторонний с горизонтальными головками; в – двухсторонний с наклонными головками: / – рабочее приспособление; 2 – средняя часть основания; 3 – самодвижущаяся силовая головка; 4 – салазки; 5 – основание; 6 – угловая подставка.
Узлы, оснастка и приспособления к металлорежущим станкам
- 16Б20п.070 коробка подач для токарных станков Гомель
- 16Б20п.061 фартук для токарных станков Гомель
- АКП 109-6,3 автоматическая коробка передач
- АКП 309-16 автоматическая коробка передач
- ЭПУ 2-2 электроприводы ЭПУ2-2
УДГ-100 (УДГ Н-100) универсальная делительная головка Ø 200 ЛОМОУДГ-135 (УДГ Н-135) универсальная делительная головка Ø 270 ЛОМОУДГ-160 (УДГ-Д-160) универсальная делительная головка Ø 160 ЛОМОУДГ-200 (УДГ-Д-200) универсальная делительная головка Ø 200 ЛОМОУДГ-250 (УДГ-Д-250) универсальная делительная головка Ø 250 ЛОМО
УГ9321 автоматическая шестипозиционная револьверная головка ГомельУГ9326 автоматическая восьмипозиционная револьверная головка Гомель
1 Классификация сверлильного оборудования
Сверлильные агрегаты в соответствии с принятой в нашей стране классификацией относят ко второй группе металлорежущего оборудования. По назначению установки для сверления подразделяют на следующие виды: специализированные; универсальные; специальные. Под специализированными понимают автоматизированные агрегаты, которые способны выполнять определенные технологические процедуры. Как правило, они настраиваются на одновременное сверление нескольких отверстий в каких-либо конкретных конструкциях.







К специализированным относятся почти все советские и российские агрегатные станки, которые собираются из стандартных механизмов и составных частей. Они обычно оснащаются множеством особых инструментов и приспособлений, что ориентирует их на применение в массово-поточном и крупносерийном производстве.
Универсальное оборудование позволяет осуществлять любые технологические процедуры, связанные с выполнением отверстий и их дополнительной обработкой – фрезерно-расточной, фрезерно-токарно-расточной, токарно-расточной и т.д. Оно больше всего распространено, универсальные агрегаты используются многими предприятиями, небольшими производственными компаниями и частными лицами (настольный станок для сверления нетрудно найти в домашних мастерских наших сограждан).
Всю номенклатуру универсального оборудования делят на:
- Радиально-сверлильные установки. Они могут быть передвижными, стационарными, снабженными головками поворотного типа, переносными и другими;
- Вертикально-сверлильные. Бывают с сечением сверления 75 миллиметров (тяжелые), с сечением от 18 до 50 миллиметров (средние), с сечением 3–12 миллиметров (легкие). Любой настольный агрегат по своим параметрам относится к группе легких.
- Горизонтально-центровальные и горизонтально-сверлильные.
Агрегаты специального вида изготавливают для производства ограниченного числа операций (иногда они дают возможность выполнить всего одну операцию) в конкретной детали. В большинстве случаев их невозможно перенастроить на работу с другими заготовками.

Добавим, что радиально-сверлильный станок либо сверлильный агрегат другого типа (например, сверлильно-присадочный станок или магнитный сверлильный станок) может располагать системой числового программного управления (ЧПУ). Сверлильный станок с ЧПУ в своей маркировке имеет специальные символы (одна или две литеры и одна цифра), которые описывают некоторые особые характеристики оборудования. Понятно, что бытовые сверлильные станки не оснащаются числовым программным управлением, в этом нет никакой необходимости.
Если перед нами агрегат с обозначением «Ф1» в конце маркировки, это означает, что он имеет возможность преднабора координат и оснащен цифровой индикацией, с обозначением «Ф2» – оборудование с прямоугольными и позиционными системами ЧПУ, с «Ф3» – числовой программный комплекс является контурным. А обозначение «Ф4» говорит нам о том, что на станке установлено ЧПУ универсального типа, позволяющее с одинаковой легкостью выполнять и контурную, и позиционную обработку.
Агрегаты без ЧПУ делятся на: полуавтоматические; с ручной и механической подачей; автоматизированные; автоматические. Кроме всего прочего, сверлильное оборудование в последние годы пополнилось большим количеством совершенно новых специальных и специализированных агрегатов, среди которых мы хотим выделить:
- деревообрабатывающий сверлильно-присадочный станок;
- инновационный магнитный сверлильный станок;
- многофункциональный токарно-фрезерно-расточной и комбинированный фрезерно-токарно-расточной центр.
О них обязательно будет рассказано в данной статье.