Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.
Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
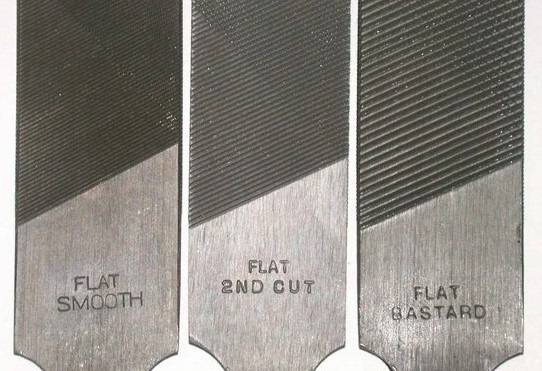
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки
, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
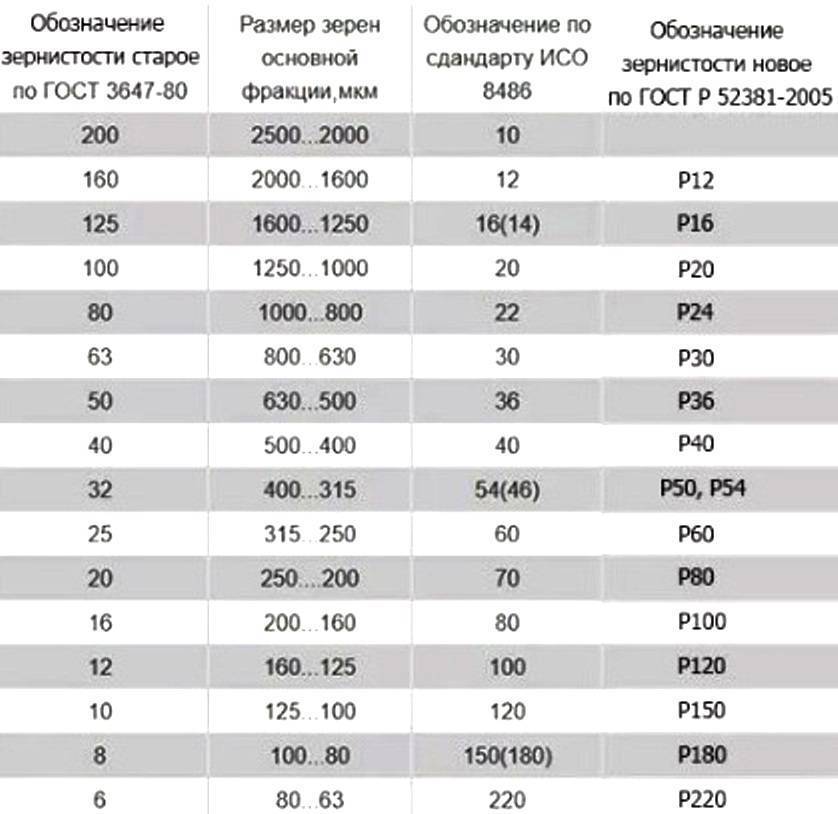
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров
. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки
, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков
при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
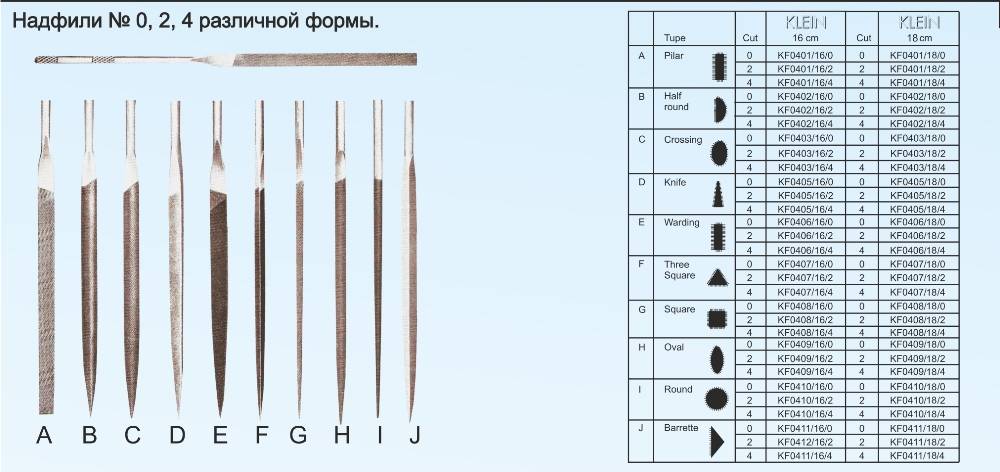
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
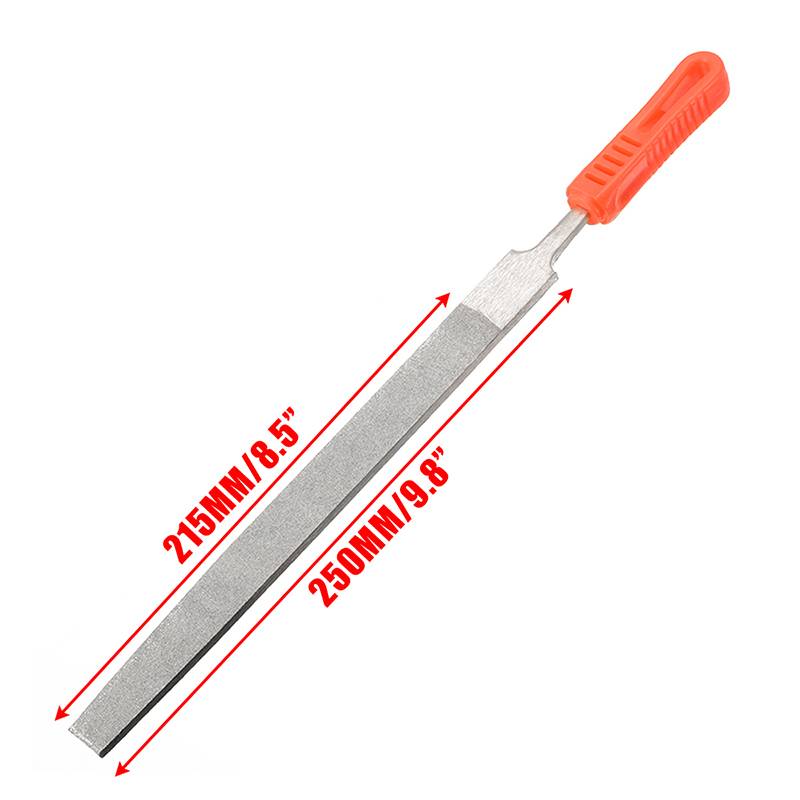
Напильник
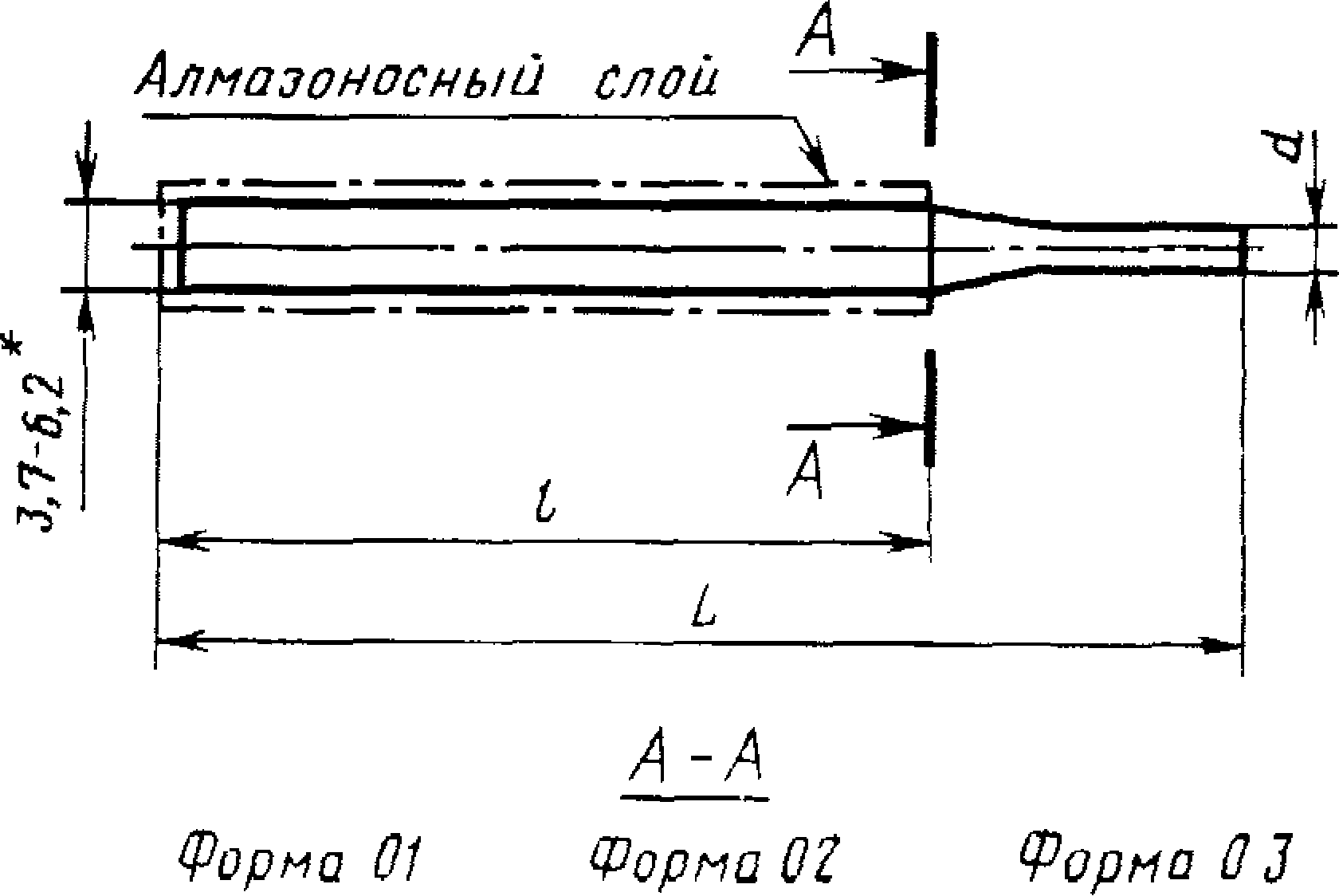
— режущий инструмент для обработки материалов методом послойного срезания (опиливания). Представляет собой полосу (полотно) закаленной высокоуглеродистой (углерода 1,1-1,25%) стали различного поперечного сечения, на рабочих поверхностях которой создана “насечка” — режущие элементы (острые зубья). На конусообразном хвостовике напильника закреплена ручка.
От напильников требуется большая твёрдость, поэтому после закалки они не подвергаются отпуску.
Напильники бывают различной формы и различных размеров, и, кроме того, они различаются родом насечки.
По размерам напильники могут сильно отличаться друг от друга, начиная с самых мелких, длиной в 50 мм, и кончая крупными, длиной в 450-500 мм. При определении длины напильника измеряется только насечённая его часть.
Длина напильника — его рабочая часть без учета хвостовика. Размерный ряд в (мм): 100, 125, 150, 200, 250, 300, 350,400.
ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия кругов требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп. 1.1, 2.11 — 2.14 должны подвергаться 15 % кругов от партии, но не менее 5 шт.; пп. 2.7 — 2.10 — 100 % кругов; п. 2.15 — 5 % кругов от партии, но не менее 3 шт.; п. 2.16 — 10 % кругов от партии, но не менее 5 кругов с корпусами из проката, 20 % от партии, но не менее 10 кругов с литыми или прессованными корпусами.
Партия должна состоять из кругов одного типоразмера, изготовленных из алмазных порошков одной марки, зернистости, относительной концентрации алмазов, связки и одновременно предъявленных к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве кругов по всем показателям. При наличии дефектов в повторной выборке партию не принимают.
3.1 — 3.3. (Измененная редакция, Изм. № 2).




3.4. Периодическим испытаниям на соответствие требованиям приложения 1а должны подвергаться круги, выдержавшие приемочный контроль, в количестве 5 шт. одной характеристики.
(Измененная редакция, Изм. № 5).
3.5. Периодические испытания проводят 1 раз в шесть месяцев.
Допускается проводить периодические испытания у потребителя в производственных условиях.
(Измененная редакция, Изм. № 4).
Какой точильный камень выбрать для кухонных ножей
Для кухонных ножей лучше выбирать водный точильный камень – они «работают» быстрее и позволяют править режущую поверхность без смены инструмента до получения нужного результата. Но нужно помнить, что некоторые материалы ножей могут при контакте с водой ржаветь, что безнадежно испортит кухонный инструмент. В таком случае лучше использовать масляные точильные камни – заточка протекает долго, но она всегда качественная, а лезвие ножей не ржавеет.
Что касается уровня зернистости точильного камня, то для кухонных ножей достаточно показателя в 1500 грит, потому что 240 грит – это слишком грубая абразивная поверхность, которая сильно истончает лезвие ножа.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
1 файл 1,022.93 KB
В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
Описания некоторых из наиболее распространенных шлифовальных кругов:
- 14A1 (А1ПП) – плоский цилиндрический, с размерами D 6-13 H 6-10 S 2-4, предназначен для шлифования конических и цилиндрических глухих и сквозных отверстий;
- 1А1 (АПП) — плоский прямого профиля, с размерами D 16-500, H 2-50, S 2-5, для шлифовки заточки и доводки конических и цилиндрических поверхностей, твердосплавных деталей;
- 6А2 (АПВ) — плоский с выточкой, с размерами D 80-300, H 18-32,S 1,5-5, для плоской заточки, шлифования и доводки;
- 9A3 (АПВД) — с двусторонней выточкой, с размерами D 100-250, H 6-25, S 1-5 для доводки, заточки и шлифования режущих частей твердосплавных инструментов;
- 12V5-45 (АЧК) — чашечный конический, с размерами D 50-250, H 20-52, S 1,5-5, для шлифования, доводки и заточки твердосплавных инструментов;
- 11V9-70 (А1ЧК) — чашечный конический, с размерами D 50-150, H 20-40, S1,5-5, для шлифования в углах деталей и работе с твердосплавными инструментами, камнем и стеклом;
- 1EE1 (А2ПП) — с коническим двусторонним профилем, с размерами D 125-250, H 6-20, S 2-4, для обработки выступов торцов цилиндрических поверхностей, шлифования пазов и шлицев;
- 1F6V 1FF6V (А5П) — с профилем полукругло-выпуклой формы, с размерами D 50-150, H 2-32,S 2-7, для шлифования кругло-вогнутых канавок и поверхностей;
- 1A1R (АОК) — алмазный шлифовальный круг отрезной, с размерами D 50-400, H 0,5-2,5, S2,5-5 , для резки деталей и заготовок из керамики, закаленных сталей и твердых сплавов.
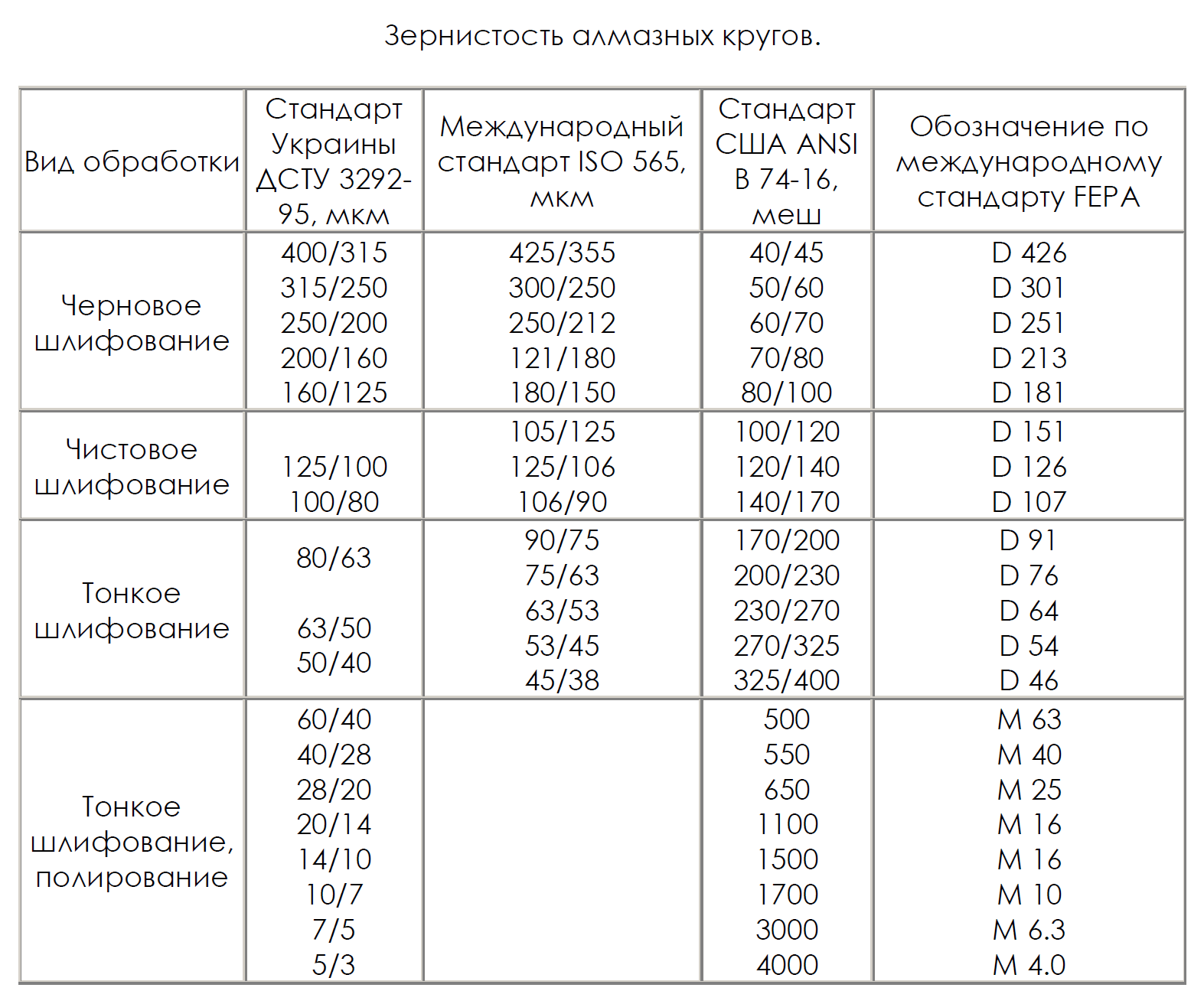
Как выглядят геометрические формы различных алмазных дисков можно рассмотреть в таблице:
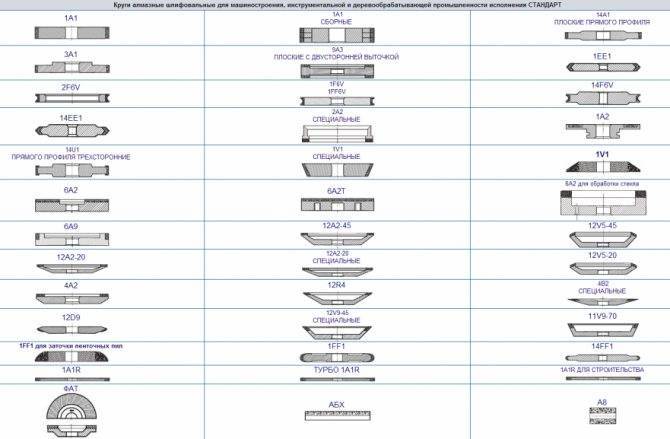
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента.
Какие бывают ручки?
Ручка надфиля значительно облегчает рабочий процесс. Без этого приспособления мастер легко натрет кожу рук, потеряет точность движения, выронит скользкий металл.
Удобная ручка не имеет зазубрин, заусенцев, она отличается гладкостью, легко ложится в изгиб ладони. На поверхности видна маркировка. Самые удобные пропорции — равные длине надфиля и держателя.
Некоторые мини-напильники уже снабжены рукоятками из пластика, дерева или резины. Но встречаются единичные экземпляры и наборы без этого. Производители предлагают приобретать удобства отдельно
В таких случаях рекомендуется обратить внимание на быстросъемную ручку для надфиля. Наиболее распространенный вариант — деревянный брусок с отверстием под инструмент
Специальная втулка защищает приспособление от раскола, увеличивает срок эксплуатации. Надеть ручку можно легким ударом об верстак либо несильным постукиванием молотка.
Более современным и оптимальным вариантом съемного держателя является ручка с цанговым зажимом. Пружина избавляет от необходимости удара при надевании и снимании. Подвижная втулка надежно фиксирует надфиль одним поворотом, затем освобождает его движением в обратном порядке. Такие ручки производят из нержавеющей стали или прочного дерева. В корпусе нередко есть полость для хранения самих напилков.
Съемные ручки с цангой подходят хвостовикам разных диаметров. Это особенно удобно для умельцев с большой коллекцией надфилей.
Пневматические надфили имеют особые держатели. Они часто имеют сложную конструкцию, способную трансформироваться под модель напилка.
Как сделать ручку самому
Каждый напилок можно снабдить рукояткой без похода в магазин. Народные умельцы придумали массу способов избежать лишних трат. С применением подручных средств получаются не менее функциональные ручки. Изготовление большинства не занимает больше получаса времени. Примерами могут служить следующие варианты:
- пустые баллончики от газа. Такие применяются в пневматическом оружии, сифонах. Тонким надфилем круглого сечения аккуратно растачивают отверстие сверху баллона под диаметр хвостовика. Запас не оставляют, размер берется впритык. Для разных диаметров можно изготовить несколько ручек;
- деревянный брусок. Необходимо отшлифовать поверхность, просверлить отверстие нужного размера, покрыть лаком для износостойкости;
- эпоксидная смола. Из состава отливают брусок или ручку иной формы. Вставляют надфиль, дожидаются полного застывания. В качестве формы можно использовать, например, узкую высокую рюмку, коробочку или пробирку. С помощью смолы также укрепляют деревянные рукоятки, уменьшают неудачные большие отверстия в заготовках;
- ручки от старых ножей и отверток. Снять металлический элемент. Скорректировать отверстие с помощью сверла. Нагреть хвостовик надфиля, вставить в заготовку и зафиксировать до застывания;
- резина. В куске резины нужной формы сделать отверстие чуть меньше диаметра надфиля. Вставить напилок;
- зубная щетка. Отрезать верхнюю часть со щетиной. Просверлить отверстие, нагреть надфиль, вставить и зафиксировать аналогично варианту с ручками от ножей /отверток;
- крепежный анкер. При наличии определенных навыков можно смастерить зажимную ручку из обычного анкера. Сверху надевается резиновая трубка термоусадки для противоскользящего эффекта.
Выше приведены лишь некоторые народные изобретения. Фантазия человека безгранична и позволяет придумать еще множество вариантов.
Применение надфиля
Только правильное использование надфиля позволяет существенно продлить его эксплуатационный срок. Среди рекомендаций отметим:
- Нельзя проводить обработку по масляному пятну, запрещается попадание смазывающих веществ.
- Не стоит забывать о том, что изделие не рассчитано на воздействие большого механического воздействия.
- Стоит учитывать, что обработка твердых сплавов, если рабочая часть не предназначена для этого, приводит к быстрому износу режущих кромок. Слишком мягкие сплавы могут стать причиной забивания стружкой.

После использования инструмента следует провести его очистку. Кроме этого, запрещается класть надфиль на металлические части, оказывать ударную нагрузку. Даже незначительный скол становится причиной существенного снижения эксплуатационного срока и основных качеств.
Инструментальные стали для изготовления напильников
Исследуя свойства стали, заметили, что при определенном содержании углерода появляется возможность с помощью специальной термообработки получать высокую твердость. Низкое содержание углерода не позволяет производить закалку, повышающую прочностные свойства металла.
Только при концентрации 0,8% и выше меняются свойства сплава Fe-FeC₃ (свойства изучаются в специальном курсе технологии металлов, получившем название «Материаловедение»). Отожженная сталь довольно пластична, ее можно обрабатывать на металлорежущих станках. Есть состояние, при котором отмечается высокая пластичность. Его называют аустенитом. Достигается при температуре 727 ⁰С и выше.
Только заэвтектоидные стали могут подвергаться закалке и отпуску. Если нет никаких других добавок, то их принято обозначать в виде У8…У13. Буква «У» характеризует углеродистую сталь, а число – указывает на содержание углерода в сотых долях процента.
Внимание! Чтобы проводить закалку, нужно нагревать стальную деталь до температуры аустенита и выше. Ее легко определить с помощью магнита. При достижении нужного значения при нагревании полностью пропадают магнитные свойства
При достижении нужного значения при нагревании полностью пропадают магнитные свойства.
Некоторые считают, что достаточно нагреть до соответствующей температуры. При нагревании теплопроводность металла резко снижается. В течение одной минуты детали массой около 1 кг прогреваются на глубину 0,10…0,13 мм.





Важно! Чтобы закалить поверхность на глубину 1,5…2,5 мм потребуется выдержка при нужной температуре не менее 15…20 минут. Менее глубокая закалка может сопровождаться тем, что измерительный конус на приборе Роквелла провалится сквозь тонкий слой закаленного металла. Результат окажется неутешительным.
Результат окажется неутешительным.
Закалку выполняют в воде, на воздухе и в минеральном масле. Высокая скорость охлаждения способствует более глубокому закаливанию металла. При изготовлении режущих инструментов выполняют закалку в масле. Охлаждение стали происходит со скоростью 400…450 ⁰/сек.
После закалки детали приобретают определенную хрупкость. Поэтому для снятия внутренних напряжений выполняют низкий отпуск. Он происходит при температуре 180…250 ⁰С. Деталь помещают в муфельные печи, разогретые до заданной температуры. Выдерживают в них не менее 30…40 минут. Потом дают возможность медленно остыть.
На практике термообработка металла напильника происходит в следующей последовательности:
- Заготовка нагревается до температуры 900…920 ⁰С (более высокое значение объясняется тем, что требуется меньше времени на внутренний прогрев металла).
- Выдерживается в нагретом состоянии в течение 15…20 минут.
- Закаливается в минеральном масле (допускается использовать отработку из двигателей внутреннего сгорания).
- Выполняется проверка твердости, при правильном нагревании и охлаждении получают тростит закалки (HRC 54…58).
- Заготовка помещается в муфельную печь с температурой 200…210 ⁰С.
- Выдерживается 30…40 минут и вынимается наружу.
- Остывает на воздухе (температура 18…22 ⁰С) самостоятельно.
- Проверяется твердость, у тростита отпуска (состояние закаленного и отпущенного металла) твердость увеличивается на 2…4 единицы.
Чтобы повысить прочность и твердость сталей при их варке добавляют легирующие элементы. Они позволяют улучшить эксплуатационные характеристики и получить металл заданными свойствами.
На какие параметры обратить внимание при выборе инструмента?
Если вы решили купить алмазный надфиль, внимательно осмотрите насечку на инструменте. На ней не должно быть дефектов, сколов, трещин. Цвет полотна — однородный, без следов ржавчины. Проверьте также, не отслаивается ли от базиса алмазный порошок. Перечислим еще несколько критериев выбора инструмента.
Рукоятка напильника
Выпускают напильники с деревянными, пластиковыми и резиновыми рукоятками. Все виды удобны в работе, так что особого значения этот параметр не имеет. Есть также наборы инструмента без рукояток. В этом случае вы можете доработать пилку сами, выточив ручку из дерева или используя пластиковую заготовку (например, старую зубную щетку).
Фотография № 3: Набор надфилей со съемной пластиковой рукояткой
Комплектность набора
Если покупать надфили в наборах, для бытового применения подходят комплекты из 6–10 изделий наиболее распространенных форм. Длины и число насечек на инструменте указаны на коробке.

Фотография № 4: Набор из 11 инструментов
Оценка качества инструмента
Проверить качество инструмента достаточно просто. Для этого возьмите два напильника и проведите рабочими полотнами друг по другу. Качественная насечка не повредится и не сотрется. Цвет полотна и его текстура останутся прежними.
Другие критерии выбора
Иногда в магазине попадаются такие точильные камни, у которых может отсутствовать стрелка на корпусе. Если вас заинтересовал именно такой алмазный диск, но вы не знаете, стоит ли его приобретать, советуем обратиться к документации. Имейте в виду, что скорость вращения у алмазного заточного круга должна быть такой же, как и у резочного станка. Это очень важный момент, учитывая, что точильные материалы от разных производителей часто имеют разные показатели скорости вращения. Чтобы выяснить это, советуем обратиться к документации, с которой поставляется режущий инструмент.
Обращаем особое внимание на то, что установка, как и эксплуатация круга алмазного для резцов должна осуществляться при строгом соблюдении указаний производителя. В противном случае это не только отрицательно скажется на эффективности обработки, но и может привести к повреждению резцов
Поэтому советуем не торопиться с выбором алмазного диска. Прежде следует узнать технические характеристики станка, на котором вы собираетесь его использовать.
Ручка для надфиля – залог приятной работы
Продаваемые в наборах инструменты имеют собственные ручки. Рукояти бывают деревянные, пластиковые и пластиковые с прорезиненным покрытием. Если же рукояти нет, то делаем её сами. Оптимальным вариантом будет выточенная из дерева и отшлифованная деревянная ручка. Заменить пластмассовую может рукоятка от зубной щетки, с высверленным и отцентрированным внутри отверстием. Возможен вариант использования баллончиков для сжатого воздуха от сифонов или пневматических пистолетов.
В любом случае, главный критерий: это экономично и удобство, именно они позволят работать с набором надфилей долгое время. Как правило, надфили поставляются в удобной пластиковой упаковке или мягком кожухе, в котором их и следует хранить. Когда такой упаковки нет, следует её приобрести, или сохранять в любой подходящей, единственное, что следует запомнить – никогда не храните надфили кучей, иначе в процессе хранения они будут тереться друг об друга и быстро затупятся.
Во время работы, к примеру, быстрой заточки сверла или подточке гвоздя, чтобы он лучше зашел в деревянную вагонку, поверхность инструмента неизбежно будет засоряться опилками обрабатываемых материалов. Особенно заметно это при работе с мягкими металлами: бронзой, алюминием, латунью. Засорение приводит к уменьшению профиля зубьев насечки и дальнейшей плохой обработке. Поэтому инструмент надо очищать от опилок.
Первоначально чистка осуществляется обычной щеткой по металлу, с не очень жесткой щетиной. После нескольких проходов такой щеткой, частички металла достаются из углублений в надфиле, далее их надо смести с полотна, используя щетку с мягкой щетиной, это может быть щетка для обуви или зубная. Когда необходимо избавиться от масляных пятен, нет ничего проще и лучше, чем прокипятить инструмент в растворе соды
Выбирая надфили алмазные или стальные, основное внимание уделите рабочей части инструмента. Уточните у продавца производителя и номер насечки, а также обязательно храните каждый надфиль отдельно от другого
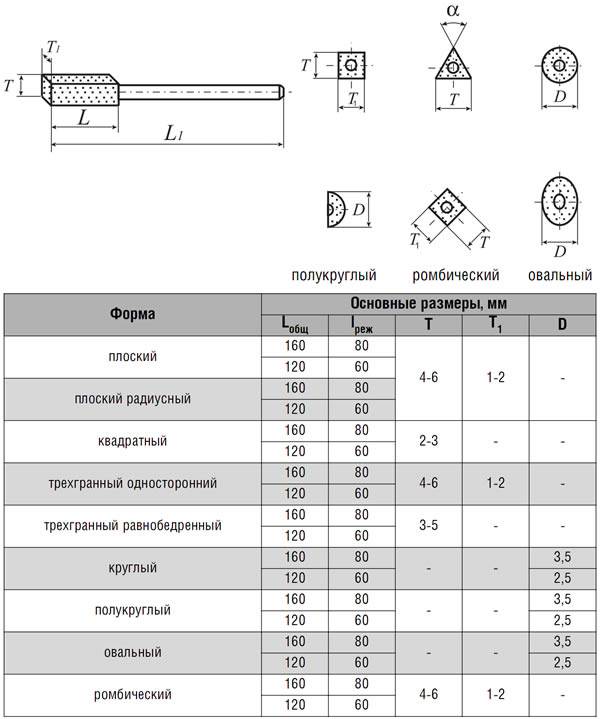
Надфиль плоский, трехгранный, круглый и другие
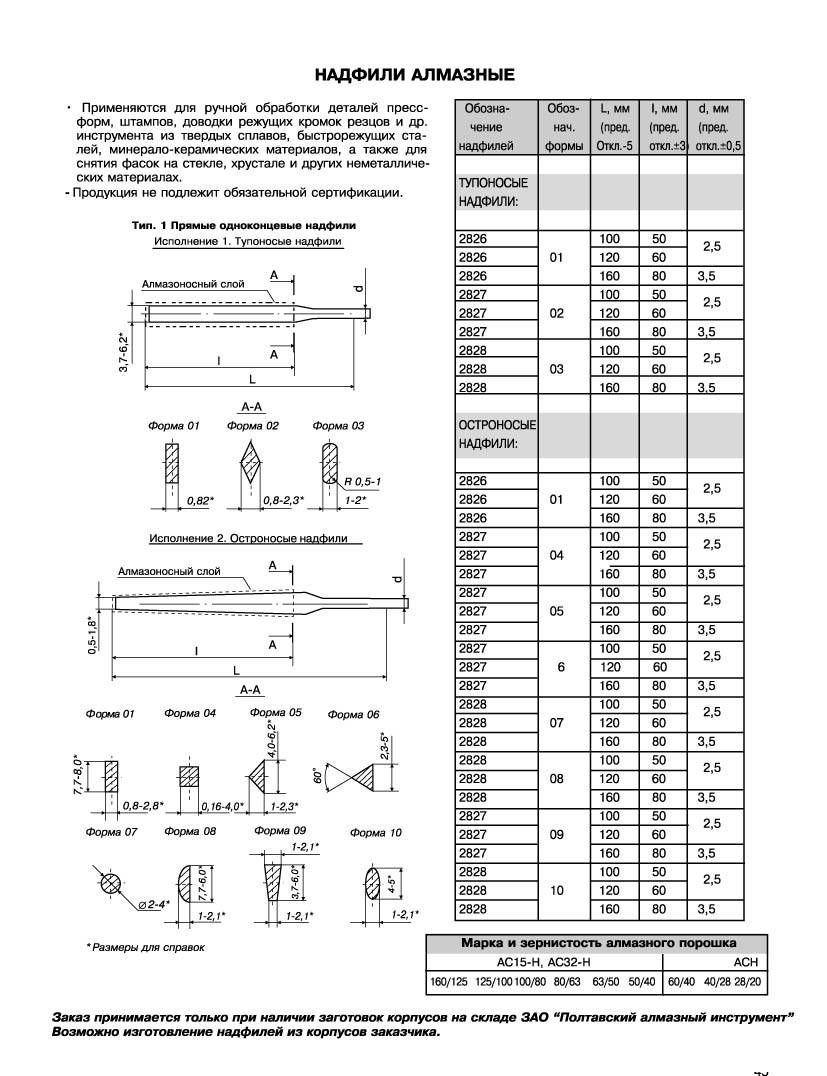
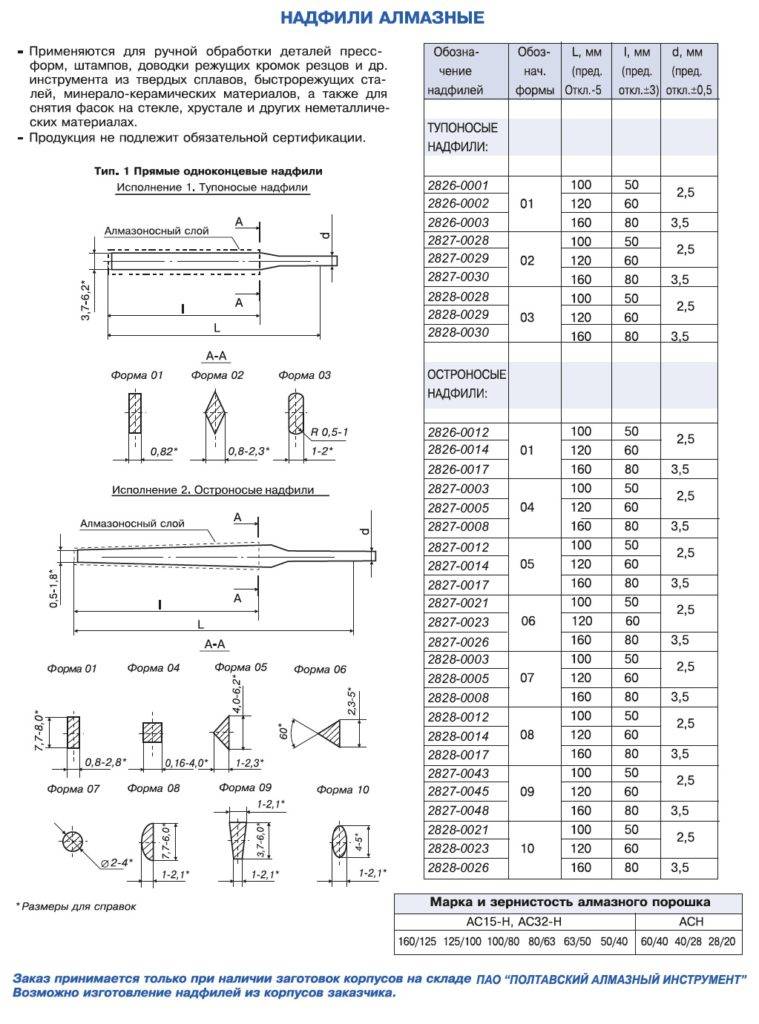
Надфиль – это, по сути, напильник небольшого размера. Сам же напильник слесари называют пилой, ввиду того, что насечка имеет вид зубьев, только вот они не перерезают тело материала, а скобят, т.е. счищают верхний слой его поверхности. Выходит, надфиль – миниатюрная пила. Предназначение мини-пилы – обработка металлов. Поэтому материал, из которого изготавливают надфили, обязан быть тверже, чем простая сталь. По ГОСТу 1435 и 5950 положено использовать углеродистые стали следующих марок: У12, У12А, У13, У13А или 13Х. Твердость при испытаниях должна составлять не ниже 55-58 единиц по шкале HRC.
По форме сечения стержня выпускают следующие виды надфилей:
- плоский тупоносый надфиль;
- плоский остроносый; квадратный;
- трехгранный;
- трехгранный односторонний;
- круглый;
- полукруглый;
- ромбический;
- ножовочный (имеет форму равнобедренного треугольника с очень маленьким основанием);
- овальный (бывает двух типов: эллипсный и в виде прямоугольника с закругленными краями);
- пазовый.
Тупоносые инструменты по всей своей длине имеют одинаковый размер сечения, в остроносых – сечение стержня постепенно уменьшается к краю инструмента, ввиду этого и насечка на расстоянии до 3-х мм от края не контролируется изготовителем. Сама насечка также выполняется по стандартам. Во-первых, на основные рабочие части надфиля наносится только двойная насечка: основная и вспомогательная. За исключением круглых и овальных форм, которые могут использовать одинарную или спиральную одинарную.
Во-вторых, количество насечек на 10 миллиметров длины инструмента определяет его номер. Производители почти всегда указывают лишь номер инструмента: 00, 0, 1, 2, 3, 4, 5, 6, 7, 8
Важно понимать – чем больше номер, тем большее количество насечек на изделии, а значит – мельче зубья и более гладкую поверхность можно получить при обработке. Инструмент с крупными зубьями необходим при работе с большими поверхностями или там, где надо снять большой слой металла, например, трехгранным маленьким напильником с крупной насечкой удобно затачивать зубья пил по дереву. Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой
Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п





Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой. Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п.
Длина рабочей части маленького напильника всегда в два раза меньше его общей длины. И бывает только трех типоразмеров: 50, 60 и 80. Тут начинается самое интересное, номер насечки надфиля зависит от его типоразмера:
- инструменты с рабочей частью в 50 мм могут быть только с насечками: 1, 2, 4, 6, 8;
- инструменты с рабочей частью в 60 мм могут быть только с насечками: 0, 1, 3, 5, 7;
- инструменты с рабочей частью в 80 мм могут быть только с насечками: 00, 0, 2, 4, 6.
Почему сделано именно так, сказать сложно, но не мы с вами создаем ГОСТы, мы лишь хотим разобраться, какой набор надфилей по типоразмерам существует. Есть особая разновидность насечки – когда она расположена вдоль тела инструмента, а не поперек, как обычно. При этом сечение полотна – круглое, таким надфилем домохозяйки затачивают кухонные инструменты, носит он специфическое название – мусат. Процесс заточки происходит более бережливо для затачиваемых изделий, а также значительно быстрее, чем на наждаке.
Фото набора надфилей алмазных, rinscom.com
Фото набора надфилей, herraquim.com
Фото надфилей, fine-tools.com
Фото надфилей алмазных, rinscom.com
Фото надфиля плоского, fine-tools.com
Процесс выбора надфиля
При выборе рассматриваемого инструмента рекомендуют руководствоваться достаточно большим количеством различных рекомендаций. Примером назовем следующее:
Уделяется внимание отсутствию заводских дефектов.
Выбирается изделие по номеру насечек.
Размеры основной части также имеют важное значение. С увеличением длины заготовки увеличивается рабочая часть.
На поверхности не должно быть коррозии.
Рекомендуется отдавать предпочтение изделиям, которые изготавливают известные производители
Их продукция зачастую обладает наиболее привлекательными эксплуатационными характеристиками
Рекомендуется отдавать предпочтение изделиям, которые изготавливают известные производители. Их продукция зачастую обладает наиболее привлекательными эксплуатационными характеристиками.
![§ 26. выбор баз и приспособления к станкам [1968 орнис н.м. - основы механической обработки металлов]](https://lab-metr.ru/wp-content/uploads/6/f/6/6f6796e01a5358c83d0529e695fd1c74.jpeg)