Требования безопасности
Газовое оборудование, которое используется в процессе резки металлов, а именно кислородно-ацетиленовый резак, относится к категории взрыво- и огнеопасных. Поэтому перед тем, как пользоваться газовым резаком, следует выполнить все обязательные рекомендации по соблюдению техники безопасности.
Для этого рабочее место следует снабдить:
- огнетушителем. Использование газового резака сопровождается открытым пламенем и высокими температурами, поэтому средства пожаротушения должны присутствовать на посту;
- защитной спецодеждой, состоящей из:
- х/б костюма, по возможности, пропитанного огнезащитным составом;
- перчаток или краг из брезента или достаточно толстой кожи;
- ботинок с кожаной подошвой;
- защитных очков с встроенными светофильтрами.
Разновидности агрегатов
Если вы задумали сделать ремонт и выбираете прибор, то следующая информация вас обязательно заинтересует.
Разновидностей резаков довольно много. Все они имеют разное устройство и характеристики.
Изучим наиболее популярные из них:
Кислородный аппарат представляет собой эжекторную установку, в которой горящую струю формирует поступающий под давлением кислород. Кислородный автоген считается одним из самых бюджетных аппаратов и вполне подходит для резки своими руками; Керосиновый резак, как понятно из названия, работает при помощи паров керосина. Как правило, им пользуются при разрезании углеродистой стали толщиной не более 20 см. Для резки своими руками он почти не применяется, так как отличается сложным устройством и применяется в основном в промышленных работах (характеристики горелки позволяют использовать ее в угольной или горнодобывающей промышленности, под землей, в то время как пропановый или ацетиленовый резак там использовать нежелательно); Пропановый аппарат применяется при резке изделий, в состав которых входят цветные и черные металлы разного состава (наиболее часто пропановый автоген используют при резке чугуна – батарей или труб)
Профессионалы обращают внимание на безопасность и надежность, которые обеспечивает пропановый аппарат по сравнению с использованием других агрегатов. Поэтому, именно пропановый автоген наиболее часто используют при выполнении работ своими руками. Кроме этого, если вы применяете пропановый метод резки металла, то можете быть уверены, что эффективность и производительность вам обеспечены; Ацетиленовой газовой горелкой пользуются, чтобы обрабатывать детали и листы, которые имеют большую толщину
На всех таких горелках стоят отдельные вентили, с помощью них можно ставить большую скорость и мощность подачи газа при работе. Существуют даже портативные резаки, для работы по металлу которых нужна ацетиленовая смесь. Так как благодаря ацетилену пламя достигает наибольшей температуры, то, несмотря на компактный размер аппарата, им можно резать даже очень толстый металл. Такой портативный резак чрезвычайно удобен для использования своими руками и связи с этим пользуется большим спросом
Кроме этого, если вы применяете пропановый метод резки металла, то можете быть уверены, что эффективность и производительность вам обеспечены; Ацетиленовой газовой горелкой пользуются, чтобы обрабатывать детали и листы, которые имеют большую толщину. На всех таких горелках стоят отдельные вентили, с помощью них можно ставить большую скорость и мощность подачи газа при работе. Существуют даже портативные резаки, для работы по металлу которых нужна ацетиленовая смесь. Так как благодаря ацетилену пламя достигает наибольшей температуры, то, несмотря на компактный размер аппарата, им можно резать даже очень толстый металл. Такой портативный резак чрезвычайно удобен для использования своими руками и связи с этим пользуется большим спросом.
Но все же, наибольшей популярностью пользуются универсальные эжекторные аппараты. Универсальные автогены могут разрезать металл в любую сторону и под любым наклоном.
При этом они чрезвычайно удобны в эксплуатации и отличаются небольшим весом. Одной из последних разработок производителей считается газовый резак с пьезоподжигом.
Он чрезвычайно удобен для использования своими руками, так как такое устройство включается одним нажатием на кнопку.
Но и стоит такой автоген довольно дорого, поэтому если вам нужен аппарат на недолгий срок и для небольшого объема резки металла, то покупка такой горелки будет неуместной и расточительной. Гораздо лучше купить мини-резак.
Принципы миниатюризации автогена
Одним из недостатков автогенной сварки является громоздкость стандартного оборудования. В настоящее время предлагаются мини-аппараты, позволяющие переносить весь сварочный комплект вручную. Громоздкость конструкции практически полностью вызывают источники газа. Баллоны и генератор ацетилена имеют достаточно большие габариты и массу, что требует транспортных средств. Современный мини-автоген можно переносить в виде небольшого ручного инструмента, уложенного в чемоданчик. Источниками газа в таких аппаратах служат небольшие баллончики со сжатым газом: кислород, бутан, пропан и т.д. Недостатком таких мини-устройств является высокая цена и малый объем баллончиков, что вызывает проблемы при проведении работ в отдаленных районах.
Сделать автоген, обладающий собственным источником газа и небольшой упрощенной горелкой, можно своими руками. Такой портативный аппарат может содержать самодельный генератор водорода (по принципу электролиза), что позволит достаточно длительное время обеспечивать питание газовой сварки без замены баллонов.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом – 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом – 0,5.
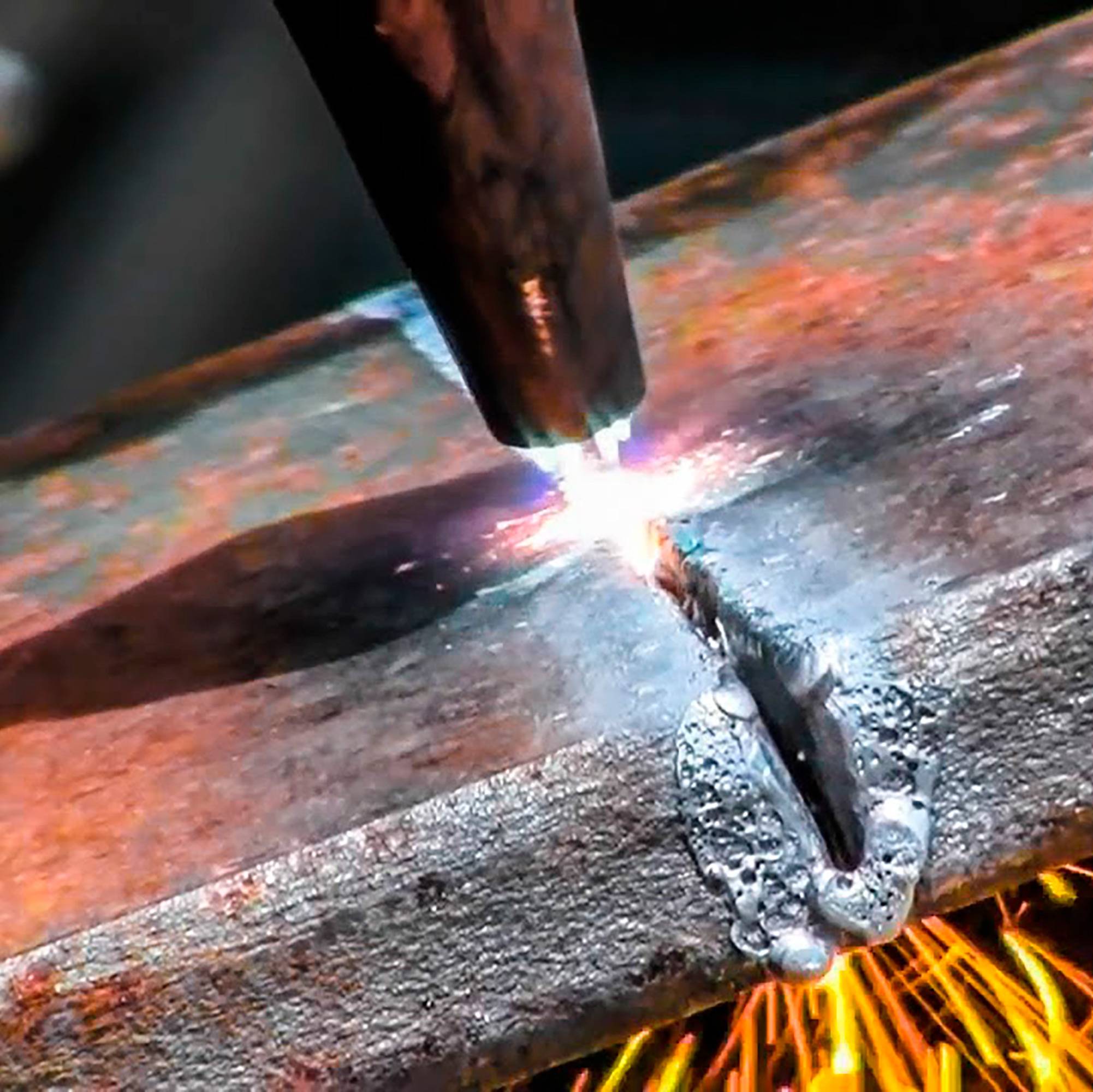
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии
В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки
Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Оборудование для автогенной сварки и резки с тележкой для бутылок | Аппараты для автогенной сварки | Сварка
Чтобы иметь возможность использовать ewo Onlineshop в полном объеме, мы рекомендуем активировать Javascript в вашем браузере.
Закрыть меню
Английский
немецкий
английский
4 товара найдено!
124.071
EAN: 4030875111323
Автогенная сварка и режущая оборудование,
Сварка: 0,5 мм — 9,0 мм, резка: 3,0 — 100 мм, ацетилен/кислород
— 5..0 мм
— режущая головка: диапазон резки: 3,0 мм – 100 мм, блочное сопло, лопастные клапаны
— тележка для 2 бутылок по 10 л
— 2 регулятора давления, DIN EN ISO 2503
— 2 оборудование безопасности, EN 730
— двойной шланг, в комплекте с соединениями
— кейс для хранения, рукоятка, ключ, газовая зажигалка
Наше подтверждение запроса сообщит о наличии и времени доставки.
Срок поставки ок. 1–3 рабочих дня
124,71
EAN: 4030875106084
Автогенная сварка и резка оборудования,
Сварка: 0,5 мм — 9,0 мм, резка: 3,0 — 100 мм, ацетилен/кислород
— 5. мм
— режущая головка: диапазон резки: 3,0 мм – 100 мм, кольцевая насадка, лопастные клапаны
— тележка для 2 бутылок по 10 л
— 2 регулятора давления, DIN EN ISO 2503
— 2 устройства безопасности , ЕН 730
— двойной шланг, в комплекте с соединениями
— кейс для хранения, рукоятка, ключ, газовая зажигалка
Наше подтверждение запроса сообщит о наличии и времени доставки..







Срок поставки ок. 1–3 рабочих дня
124,73
EAN: 4030875143744
Оборудование для автогенной сварки и резки,
Сварка: 0,5–9,0 мм, резка: 3,0–100 мм, ацетилен/кислород
5 Содержимое: 9 шт.0050 — 5 сварочных головок: 0,5–9,0 мм
— режущая головка: диапазон резки: 3,0–100 мм, кольцевая насадка, крыльчатые клапаны
— тележка для 2 бутылок по 50 л
— 2 регулятора давления, DIN EN ISO 2503
— 2 устройства безопасности, EN 730
— двойной шланг, в комплекте с соединениями
— кейс для хранения, рукоятка, ключ, газовая зажигалка
Наше подтверждение запроса сообщит о наличии и времени доставки.
Эксплуатация автогена и особенности его использования
Последовательность работы с автогеном можно представить следующими шагами:
Изучение устройства и принципов работы конкретной модели, проверка правильного расположения частей автогена, подключение шлангов подачи горючего газа и кислорода. Специальные сальниковые уплотнители из резины обрабатываются глицерином или предусмотренной для этого смазкой
Важно, чтобы соединения составляющих частей автогена резьбового типа были герметичны, — это минимизирует риск утечки газа в процессе эксплуатации газового автогена. Путём подачи дозированной струи кислорода формируется разряженность газа в каналах инструмента
Открытие газового вентиля даст зажигание горючей смеси, которая разогревает металл до достаточной для разрезания температуры. Вентилями на каналах подачи кислорода и газа регулируется размер режущего пламени, интенсивность и температура горения в соответствии с материалами заготовки, её толщиной и т.д. В момент абсолютной готовности разогретого до нужной температуры металла для разрезания подаётся струя режущего кислорода, и деталь разрезается должным образом. Гашение пламени горелки осуществляется в обратном порядке – сначала закручивается вентиль газового канала, затем кислородного. При сильном нагревании наконечника (что вполне возможно при длительных работах) охлаждение осуществляется холодной водой.
В процессе эксплуатации, включения и отключения прибора, а также его хранения следует руководствоваться и строго соблюдать правила пожарной безопасности.

Принципы миниатюризации автогена
Одним из недостатков автогенной сварки является громоздкость стандартного оборудования. В настоящее время предлагаются мини-аппараты, позволяющие переносить весь сварочный комплект вручную. Громоздкость конструкции практически полностью вызывают источники газа. Баллоны и генератор ацетилена имеют достаточно большие габариты и массу, что требует транспортных средств. Современный мини-автоген можно переносить в виде небольшого ручного инструмента, уложенного в чемоданчик. Источниками газа в таких аппаратах служат небольшие баллончики со сжатым газом: кислород, бутан, пропан и т.д. Недостатком таких мини-устройств является высокая цена и малый объем баллончиков, что вызывает проблемы при проведении работ в отдаленных районах.
Сделать автоген, обладающий собственным источником газа и небольшой упрощенной горелкой, можно своими руками. Такой портативный аппарат может содержать самодельный генератор водорода (по принципу электролиза), что позволит достаточно длительное время обеспечивать питание газовой сварки без замены баллонов.
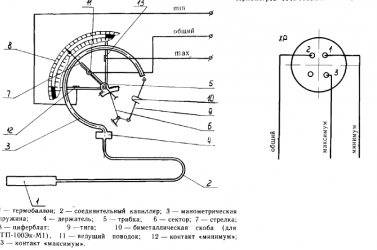
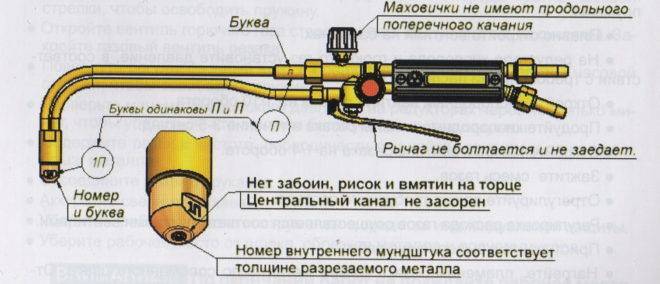
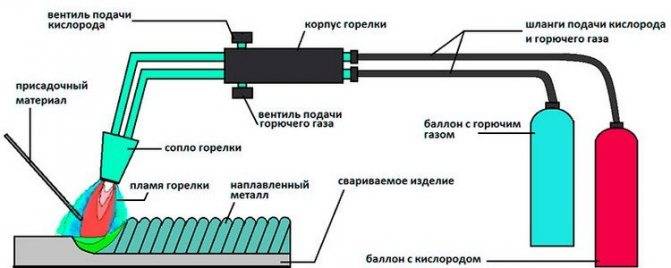
Как устроен автоген?
Технический прогресс несколько изменил конструкцию автогена, в которую первоначально входила газовая горелка, кислородный баллон, ацетиленовый генератор и соединительные шланги, контроль и понижение давления кислорода выполнялось редуктором с манометром. Со временем для большего удобства ацетиленовый генератор с автоматическим поддержанием давления газа был заменён на баллон с ацетиленом, а вот название «автоген», вероятно произошедшее от сочетания слов «автоматический генератор», прижилось и повсеместно используется мастерами. Принцип действия автогена основан на свойстве металла сгорать в химически чистом кислороде, а потому есть два ключевых момента, которые необходимы при работе резака: непосредственно режущая струя чистого кислорода и подогревающий газ (как правило, ацетилен или пропан). Конструкция современного автогена достаточно проста и представляет собой взаимодействие двух базовых функциональных частей:
- наконечник для подачи струи режущего пламени, имеющий внутренний и внешний мундштуки, объединённые соплом дюзы;
- ствол с соединяющей газ и кислород камерой и размещёнными на корпусе вентилями для подключения шлангов к кислородному и газовому агрегатам и регулировкой объёма подачи газа, скорости и напора кислородной струи.
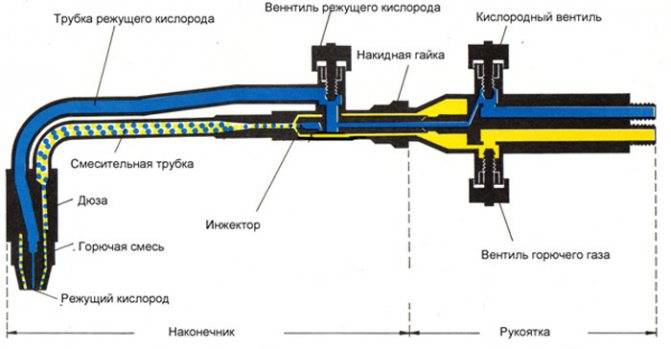
Пониженное давление (требуемый уровень разряженности кислорода) формируется за счёт инжекторного ствола, куда частично подаётся кислород и откуда струя в канал мундштука выходит с высокой скоростью. Другим направлением движения кислорода станет основной канал внутреннего мундштука, которым формируется режущая струя. Смесительный отдел автогена необходим для соединения в нём газовой составляющей (ацетилен или пропан) и кислородной – в дальнейшем эта смесь станет подогревающим пламенем, подаваемым между внутренним и внешним мундштуком наконечника. Крепление наконечника к стволу осуществляется обыкновенной накидной гайкой.
Конструктивно модели различных резаков разных производителей могут иметь некоторые нюансы, но в целом конфигурации и принцип действия достаточно традиционны – изменения в конструкции большей частью несут удобства в использовании и большую безопасность работ. Современная газовая резка или сварка уже немыслимы без этих инструментов.
Алгоритм проведения сварки автогеном
Процесс сварки газопламенным резаком состоит из этапов:
- установки оборудования и подготовки к розжигу;
- регулировки резака (в соответствии с характеристиками свариваемого металла);
- соединения листов;
- финишной обработки шва механическим способом.
Запуск оборудования
На этапе запуска необходимо открыть вентили на баллонах и выставить требуемое давление. Например, при использовании ацетилена и резака с инжектором напор газа должен быть ниже давления кислорода в 5 раз. Параметры давления подбираются в соответствии с используемым горючим, типом металла и сечением наконечника.
Типовые значения приведены в таблице на примере пропана (от напора зависит расход материалов).
| Толщина резки, мм | Номер сопла (по стандарту NX) | Давление газовой среды, бар | Давление окислителя, бар |
| от 3 до 5 | 000 | 0,5 | 1,0-2,0 |
| от 5 до 10 | 00 | 0,5 | 1,5-2,0 |
| от 10 до 15 | 0,5 | 2,0-3,0 | |
| от 15 до 25 | 1 | 0,5 | 2,5-3,5 |
| от 25 до 50 | 2 | 0,5 | 3,5-4,0 |
| от 50 до 75 | 3 | 0,5 | 3,0-4,5 |
| от 75 до 150 | 4 | 0,5 | 3,5-5,5 |
Настройка автогена
Для нее необходимо:
- Отвернуть на 1/2 оборота вентиль кислорода, а затем открыть на 1/2 оборота кран горючего газа (менять последовательность подачи компонентов запрещено).
- Поджечь факел вручную или встроенным в резак пьезоэлементом.
- Поднести головку к поверхности металла и сформировать режущую струю при помощи дополнительного вентиля. Пламя состоит из ядра, восстановительной зоны и факела. Ядро расположено рядом с кромкой наконечника, имеет голубой цвет (допускается появление зеленого тона из-за примесей). Вдоль него находится восстановительное пламя бледно-голубого цвета, считающееся рабочей зоной. В верхней части располагается факел, отличающийся максимальной температурой.

Для настройки автогена нужно поджечь факел вручную.
Технология сварки
При сварке с использованием присадочной проволоки необходимо:
- Направить пламя на поверхность и сформировать лунку расплава диаметром 4-5 мм.
- Ввести наконечник проволоки в рабочую зону и прогреть до перехода в жидкую фазу.
- Аккуратно опустить проволоку в зону восстановительного пламени и начать совершать головкой резака движение по спирали. Формируемая ванна должна перекрывать предыдущую на 30-35% по диаметру.
Если на деталях имеется отогнутый борт, то необходимо плотно совместить элементы, а затем направить пламя на зону стыка. По мере оплавления металла будет формироваться шов. Сварщик должен перемещать горелку по спирали, делая прочное соединение; при сварке листов с перекрытием – усиливать линию соединения присадочной проволокой.
Финальная обработка
После окончания работ следует перекрыть подачу горючего, продуть головку в течение 8-10 секунд окислителем, а затем закрыть кран кислорода. Методика обеспечивает охлаждение деталей и исключает обратный удар (поступление ацетилена или пропана в резервуар с окислителем). Полученный шов нужно зачистить от окалины (например, металлической щеткой), а затем обработать краской или мастикой для защиты от атмосферных осадков (это касается только деталей из углеродистой стали, подверженных коррозии).
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии










Здесь важно не ошибиться с углом наклона
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
2 Подготовка места и условий безопасной и удобной работы
Для обеспечения безопасного проведения работ с использованием газового резака требуется следовать следующим правилам и рекомендациям:
- Для выполнения работы выбирают только место в идеально проветриваемом помещении либо на открытом воздухе.
- Резать можно вдали от легковоспламеняющихся веществ и материалов.
- Пол в помещении должен быть бетонным или земляным.
- Поверхность земли или бетона должна быть очищена от любых посторонних предметов и материалов в радиусе не менее 5 м, так как искры от разрезаемого металла разлетаются на несколько метров и могут поджечь сухие ветошь, стружку, бумагу, высохшие растения или листья.
- Разрезаемый металл кладут на подходящую опору, чтобы пользоваться резаком на удобной рабочей высоте. Для этих целей лучше всего использовать стальной стол.
- Нельзя допускать касаний пламенем бетона (особенно если он свежий) – это вызовет его расширение и последующее интенсивное растрескивание с вылетанием из него мелких осколков бетона.
- Категорически запрещено в качестве рабочих использовать легковоспламеняющиеся поверхности, или на которых разлиты огне-, взрывоопасные материалы.
- Место разреза металла размечают как показано на видео.
Как устроен автоген
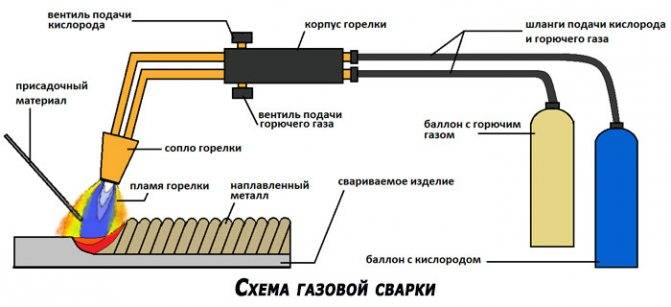
Классическая основа аппарата состоит из набора:
- баллона с кислородом,
- баллона с горючим газом,
- манометра с редуктором,
- газопроводных шлангов,
- горелки (резака), которая может использоваться как для сварки низколегированной стали, так и для разрезания черных или цветных металлов.

К резаку подведены шланги с кислородом и ацетиленом, вместо которого можно использовать пропан/бутан. Однако пропановый автоген рационально применять для разрезания металлических поверхностей, а процесс сварки с его помощью неэффективен, потому что температура струи пламени ниже, чем при использовании ацетилена.
При сварке деталей с тонкими стенками это незаметно, но при обработке труб и толстостенных деталей замедляет процесс.
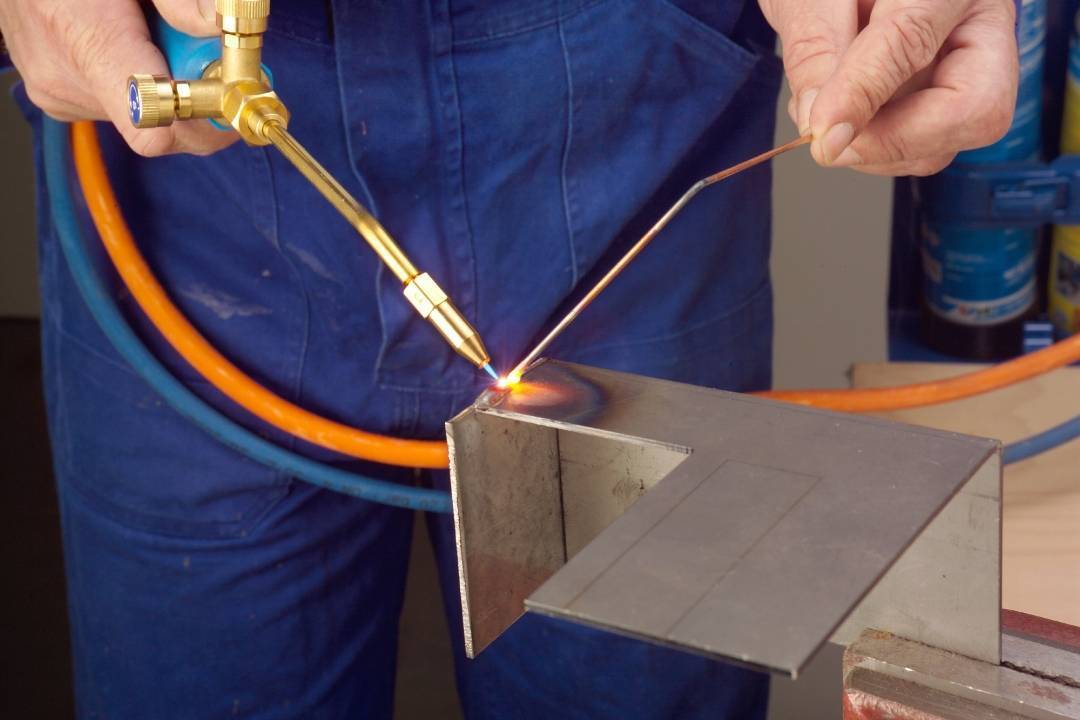
Как пользоваться газовым резаком: поджиг газа и нагревание металла
Перед зажиганием резака следует убедиться в герметичности всех соединений в арматуре.
Далее, на резаке открывают клапан ацетилена и дают возможность кислороду выйти из камеры-смесителя. Когда станет слышно, что ацетилен медленно выходит, закручивают вентиль. Зажигается горелка специальным инструментом.
Зажигалки
Зажигалку следует так расположить перед соплом, чтобы ее внутренняя часть касалась мундштука. Зажигалка создаёт искры, которые подожгут ацетилен.
Перед мундштуком образуется маленькое жёлтое пламя. Клапаном подачи газа увеличиваем длину пламени примерно до 250 мм. Следим, что бы факел начинался у самого мундштука.
Если огонь будет «прыгать» или отрываться от него, то следует уменьшить подачу газа.
Плавно открываем передний кислородный вентиль. Необходимо подавать такое количество кислорода, которое необходимо для полного сжигания ацетилена. Когда это произойдёт, огонь поменяет свой цвет с жёлтого на голубой. После этого подачу кислорода следует увеличивать до тех пор, пока внутренний язычок голубого пламени не уменьшится и сожмется.
Продолжаем открывать кислородный клапан и увеличиваем размер факела до тех пор, пока длина его внутреннего пламени не станет несколько больше толщины разрезаемого материала. Если услышали звук, похожий на «сопение», или заметили, что голубое пламя стало неустойчивым, то следует уменьшить подачу кислорода. Её снижают до тех пор, пока пламя не станет устойчивым, а внутри – не образуется четкий конус.
Резак подносят к заготовке так, что бы внутреннее пламя самым кончиком коснулось её поверхности. Нагрев продолжают до тех пор, пока в месте соприкосновения не образовалась «лужица» расплавленного металла. Кончик пламени следует держать неподвижно на расстоянии 10 мм от этой «лужицы».
Требования безопасности
При сваривании металлических изделий с помощью автогена требуется предельная осторожность и выполнение правил эксплуатации аппарата:
- во избежание взрыва запрещается контакт кислородного баллона и горюче-смазочных материалов, особенно масла,
- во время сварки периодически проводить проверку баллонов на утечку газа,
- на месте сварки должен быть огнетушитель,
- следует работать на отдалении от воспламеняющихся предметов.
- перевозку баллонов осуществлять на транспорте, оборудованном для транспортировки взрывоопасных материалов,
- баллоны должны храниться на открытом воздухе или в вентилируемом шкафу.

Как сделать мини автоген своими руками
Вместо громоздких стандартных моделей производители стали выпускать компактный мини автоген для использования в труднодоступных местах или в быту. Этот небольшой ручной инструмент помещается в компактный чемоданчик. Для хранения газа такие устройства комплектуются небольшими баллончиками с кислородом, бутаном, пропаном.
Внешне такой автоген выглядит как простое приспособление. По сути, это зажигалка, имеющая дюзу резака газом, которая находится сверху изделия. При этом характеристики у него достаточный напор пламени, что позволяет работать даже при сильном ветре. Но чаще такими аппаратами пользуются ювелиры, мастера по ремонту бытовой техники, потому что они удобны для работы с мелкими предметами.
Компактный мини резак можно смастерить, используя кислород и водород, полученные в результате электролиза водно-щелочного раствора. Конструкция такого самодельного автогена состоит из комплекта:
- двух специальных плат, соединенных 4 шпильками,
- батареи электродов из стальных панелей, разделенных резиновыми кольцами,
- силиконовых трубок для движения газов,
- иглы от шприца, выполняющей функции горелки.
Чтобы избежать неприятностей, нужно заимствовать только схемы с водяным затвором у патрубков на выходе, потому что пайка автогеном гидролизным водородом также взрывоопасна как аппаратом, работающем ацетиленом.
Заправка резервуара
Заправлять нужно только в перевернутом положении. Зажигалку нужно взять в руку так, чтобы ее можно было легко удерживать, желательно с упором в какую-нибудь твердую поверхность. Вначале встряхните несколько раз баллончик с газом.
Вставьте плотно в заправочный клапан сопло баллончика с подходящей по размеру насадкой и надавите им на шток наполнения. Если жидкий газ начнет наполнять резервуар, то корпус зажигалки станет быстро охлаждаться. Не заправляйте дольше пяти секунд. Если этого будет недостаточно, повторите процедуру через некоторое время. О полном заполнении резервуара даст знать выход наружу излишков газа.
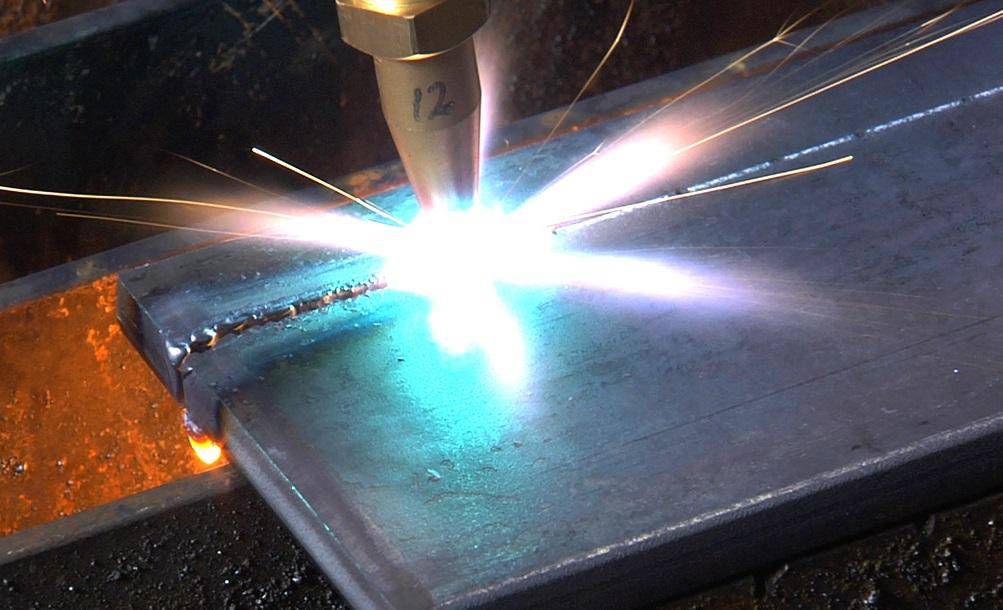
Как осуществляется резка?
Резка производится с одновременным подогревом. Именно для этой цели, наконечник резака имеет 3 сопла. Боковые служат для подачи подогревающей смеси, а по центру размещается самое тонкое сопло, через которое подается кислород под очень высоким давлением.
Газовый резак
Если говорить о давлении, то оно может достигать 12 атмосфер, такой мощности достаточно для того, чтобы человек, подставивший руку под поток воздуха, повредил себе кожу. При поджигании этой струи, осуществляется резка металлических конструкций.
При таком способе резке образуется флюс, который разбрасывается пламенем в стороны, а если выполняется сквозная резка, то его прожигают через всю толщу материала. Благодаря этому, резка металла намного лучше электрической. Ведь шов, получающийся в итоге, очень аккуратный.
Если вернуться к металлам, температура плавления которых ниже 600 градусов Цельсия, то разрезать их не получится из-за удаления верхнего слоя металла, которое будет повторяться до самого конца резки. Для того чтобы все-таки осуществить резку требуется применять мобильные нагреватели. Это небольшие баллончики сжатого газа, на которые надето сопло.
Виды газовых резаков
Виды газовых резаков представлены очень широко. Пройдемся по ручным моделям, которые подразделяются по признакам.
По виду разогревающего горючего газа:
- с ацетиленом;
- с метаном;
- резак пропановый;
- универсальный;
- с МАФ.
Принцип работы газовой горелки. Вид газа влияет на температуру пламени для разогрева металла.
По мощности работы резака:
- малая мощность для резки металла с маркировкой Р1 и толщиной 3 – 100 мм;
- средняя мощность – маркировка Р2 и толщина до 200 мм;
- высокая мощность – маркировка Р3 с толщиной до 300 мм;
- бывают резаки для резки металла с толщиной до 500 мм.
По способу доставки горючего газа:
- инжекторные;
- безинжекторные.
Изготовление газовой горелки

Для простой газовой горелки потребуются иглы от капельницы, снабженные ограничительными зажимами.
Для домашнего мини-автогена можно изготовить достаточно надежную газовую горелку очень простой конструкции. На рис. 2 приведена схема такой конструкции.









Для подачи газовой смеси рекомендуется использовать иглу для накачивания футбольных мячей. На расстоянии до 20 мм с помощью надфиля делается надрез, через который вводится более тонкая игла от капельницы, предварительно изогнутая под 45ºС на расстоянии 15-20 мм. Конструкция фиксируется медной проволокой и тщательно паяется, все зазоры герметизируются лаком.
Выход большой иглы соединяется с электролизером, т.е. предназначен для подачи горючей газовой смеси. Дополнительное обогащение ее кислородом производится через малую иглу, которая соединяется с емкостью, заполненной сжатым воздухом.
Самой простой емкостью может служить камера мяча, накаченная насосом или полимерная бутылка, в которую загнан воздух тем же насосом.
На этом изготовление простого мини-автогена закончено. После обеспечения подачи обоих потоков газа в горелку они, соединяясь, направляются одним потоком через иглу наружу; производится поджигание вырывающегося газа и происходит сварка. Температура в зоне сварки достигает 1 600ºС, что достаточно для расплавления кромок металлов и присадочного прутка.