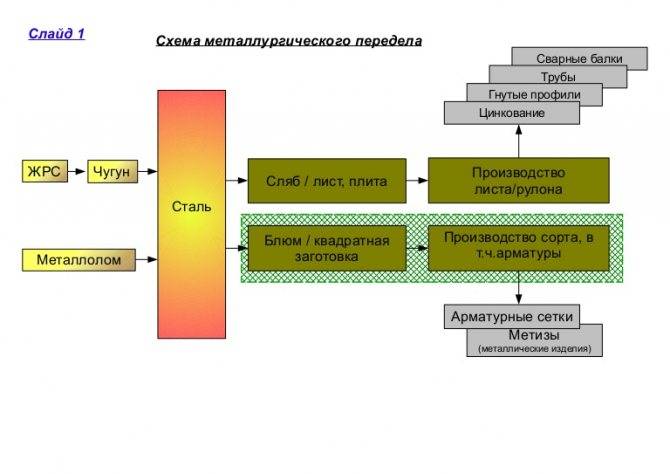
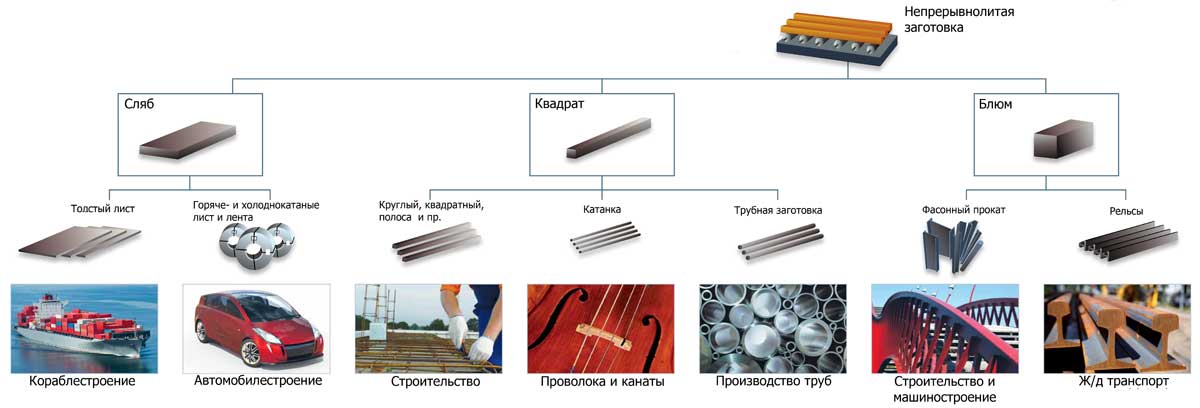
Этапы проката металла
Давайте теперь узнаем о том, как непосредственно происходит прокатка металла методом блюминга:
Нагрев
Перед обкаткой необходимо выполнить разогрев металлической заготовки. Это позволит придать материалу пластичности, что положительно скажется на качестве его обкатки. Для нагрева слитки с помощью кранов помещаются в специальные колодцы, где их нагревают до 1300 градусов. Для более оптимального нагрева слитки обычно помещаются в вертикальном направлении вдоль одной из стен колодца. Время нагрева слитков напрямую зависит от их начальной температуры. Если в колодцы помещаются полностью холодный металл, то нагрев осуществляется порядка 14 часов. Если же слитки поступают в колодцы с температурой 500-800 градусов — то не более 8 часов.
Доставка, взвешивание, перемещение
После нагрева слитки достаются из колодца с помощью все тех же кранов. Происходит взвешивание нагретых слитков. Затем оператор выбирает формат размещения слитков, а при необходимости он может осуществить разворот слитков методом кантования на 180 градусов. Зачем это нужно? Дело все в том, что в случае размещения «неспокойной» стали в стандартном направлении получится большое количество обрезков и окалин
Разворот слитка донной части позволит уменьшить количество «мусора», что очень важно с точки зрения экономии производства

Обжатие
Теперь происходит непосредственно обжатие слитка на блюминг-установке. Обжатие обычно осуществляется в 10-15 пропусков — в зависимости от того, какой диаметр итогового блюма-полуфабриката вам нужно получить. За один обжим заготовка обычно уменьшается в размерах на 5-15 сантиметров. Полный цикл прокатки занимается 30-60 секунд (при максимальной скорости 7-8 м/с). Обжатие является достаточно трудоемким и сложным мероприятием, а осуществляют его операторы блюм-машин.
Финальная обработка готового блюма
После получения блюм-полуфабриката осуществляется финальная обработка. Для обработки обычно используются специальные МОЗ-машины, которые по сути представляют собой модифицированные горелки. После обработки блюмов с помощью горелок осуществляется обрезка. Сперва отрезаются плохие концы заготовки, а потом с помощью специального режущего аппарата блюм режется на несколько равных частей. Согласно нормам ГОСТ в конце на все части блюма нужно нанести специальное клеймо. На котором должна будет указана техническая информация — марка стали, номер производственного цикла, базовые сведения об операторе. В конце с помощью конвейерной ленты блюмы отправляются на склад для финальной маркировки и хранения.
Блюминг или слябинг
Прежде чем поступить в прокат, слитки нагреваются в специальных колодцах. Температура, которая поддерживается в таких устройствах, может достигать 1800 градусов по Цельсию. После прохождения колодца используется электрокар, который, собственно, и выдает разогретый слиток в прокат блюминга или слябинга. Отличие между этими станками состоит в том, что блюминг обладает всего двумя вальцами, а вот слябинг четырьмя
Важно понимать, что прохождение этого этапа и сам процесс обработки являются лишь первичными, поскольку на выходе из блюминга или слябинга слиток все еще не имеет полноценной формы листового материала. Эти агрегаты предназначены для того, чтобы сформировать бруски. В зависимости от своей формы и размера полученный материал разделяется на блюмы или слябы
Важное замечание — применение блюминговых или слябинговых прокатных станков осуществляется только на тех промышленных объектах, где металл в дальнейшем будет переливаться в изложницы
В зависимости от своей формы и размера полученный материал разделяется на блюмы или слябы
Важное замечание — применение блюминговых или слябинговых прокатных станков осуществляется только на тех промышленных объектах, где металл в дальнейшем будет переливаться в изложницы
Слябинг
У слябингов и универсальных листовых станов вертикальные валки делаются приводными.
Номера слябингов, введенные в эксплуатацию па отечественных заводах, обозначены условно.
Валки слябинга гладкие, валки блюминга имеют калиброванную часть с несколькими ручьями для прокатки блюмсов и гладкую широкую часть для прокатки слябов. Естественно поэтому, что на блюмингах можно прокатывать более узкие слябы, чем на слябингах: на блюмингах прокатывают слябы шириной не более 1100 мм, на слябингах – до 1500 мм.
На слябинге прокатка раскатов в нечетных пропусках ведется при синхронизации скоростей вертикальных и горизонтальных валков, поэтому скорость слитка примерно равна окружной скорости горизонтальных валков. Эта особенность прокатки на слябинге позволила выявить зависимость динамических моментов упругих колебаний от скорости вращения валков при захвате в чистом виде.
Блюминг, слябинг, заготовительные, рельсобалочные, трубопрокатные линейные и последовательные листовые и сортовые станы; непрерывные и реверсивные станы холодной прокатки; ножницы, дрессировочные, калибровочные, жестекаталыше и проволочные станы; вспомогательное оборудование прокатных станов; мостовые краны и внутрицеховые транспортные устройства. Перерыв в электроснабжении вызывает значительный недо-отпуск продукции.
Станина ножниц слябинга, показанная на фиг.
Основное преимущество слябинга сравнительно с блюмингом состоит в том, что, кроме горизонтальных валков, он имеет обычно еще пару вертикальных валков, благодаря которым производится боковое обжатие листовых слитков без кантовки.
От электродвигателей слябинга или блюминга с индивидуальным приводом валков передаются на фундамент два равных по величине и противоположно направленных момента, следовательно, скручивающий момент, действующий На фундамент, равен нулю.
| Схема электроснабжения широкополосного стана при четырех трансформаторах. |
В подстанции слябинга присоединены цеховые подстанции и два трансформатора Тр2 для питания высоковольтных двигателей. Вследствие того что при работе слябинга наблюдаются ударные нагрузки, вызывающие колебания напряжения в питающей сети, питание приводного двигателя Ml осуществляется от понизительной подстанции по отдельной реактированной линии на мощность 17 000 кВ – А.
Станина ножниц слябинга, показанная на фиг.
На этом слябинге впервые в Советском Союзе привод горизонтальных валков был выполнен индивидуальным.
Поэтому блюминги и слябинги практически больше строиться не будут. Однако существующие блюминги и слябинги будут работать на металлургических заводах не менее чем до 2000 г. Поэтому изучать режимы их работы необходимо особенно с точки зрения влияния на питающую сеть.
Вследствие узкой специализации слябинги устанавливают редко. Слябы прокатывают чаще всего на блюмингах-слябингах, рассчитанных на прокатку блюмов и слябов.
Основная особенность устройства слябинга, по сравнению с блюмингом, это наличие, кроме горизонтальных валков, еще и вертикальных, служащих для обжатия боковых поверхностей слитка.
Промышленные методы тиснения
Естественно, процесс фольгирования на производстве существенно отличается от ручного тиснения. И, конечно, оборудование для промышленного тиснения не ограничивается утюгом.
 Профессиональное тиснение представляет собой один из видов печати, с той лишь разницей, что вместо краски используется тонкий металл.
Профессиональное тиснение представляет собой один из видов печати, с той лишь разницей, что вместо краски используется тонкий металл.
Как правило, для создания оттиска используется технология высокой печати, то есть узоры выступают над поверхностью клише.
При подробном рассмотрении этот процесс выглядит следующим образом:
- Печатная форма нагревается под действием тока до нужной температуры (температура удерживается на необходимое время при помощи термостата).
- Полоса многослойной фольги «протягивается» через рабочую поверхность. Иными словами, металлическое полотно при каждом рабочем такте передвигается по рисунку на заданное расстояние и прижимается прессом для горячего тиснения фольгой.
По сути, принцип работы пресса схож с работой домашнего принтера. Отличается он, прежде всего, объёмами выпускаемой продукции и точностью настроек.






Как делают клише промышленным способом
Для работы с фольгой применяются клише повышенной прочности и износостойкости. Как правило, штампы изготавливают из металла, чаще всего это латунь, медь, магний и цинк. Магниевые клише применяются чаще всего для небольших партий продукции, наиболее износостойкие штампы из латуни применяют для крупных партий изделий.
Неплохие показатели прочности имеют цинковые и медные клише, но их используют не так широко, поскольку применение этих материалов имеет низкие экологические показатели. Тиснение на металле клише наносится при помощи химического травления либо механической чеканкой.
Виды фольги для промышленного тиснения
Ассортимент фольги, используемой на производстве достаточно широк, чаше всего применяют следующие её виды:
- Металлизированная фольга. Это самая обычная металлические листы, которые мы используем в быту. С её использованием выполняются вогнутые и выгнутые рисунки на разных поверхностях.
- Пигментная фольга. Обладает интересным свойством, после нанесения она приобретает вид краски.
- Прозрачная фольга. Обычно наносится на матовую поверхность, создавая эффект лакировки.
- Текстурная фольга. Имитирует текстуры дерева, кожи и даже камня. Очень интересно выглядит тиснение на ткани этим видом.
- Голографическая фольга. Создаёт эффект голограммы. Примечательно, что именно тиснением голографической фольгой государство защищает купюры от фальшивомонетчиков.
- Магнитная фольга. Также имеет отношение к финансам, её используют при изготовлении банковских карт.
- Дифракционная применяется для печати на пластике.
Все эти материалы — фольга для горячего тиснения. Существует также холодный способ, для которого используется отдельный вид, выбивающийся из общих характеристик.
Холодное тиснение фольгой применяется для поверхностей, не выдерживающих высоких температур. Тонкая металлическая плёнка наносится на такие изделия, как пакеты и другие предметы из полиэтилена. В отличие от горячего способа, при помощи холодного тиснения можно выполнять рисунки с полутонами.
Возможности данной технолгии велики, с его помощью можно изготовить оригинальные рисунки, логотипы, поздравления, рекламные надписи и т. д. Без больших финансовых затрат, вы можете своими руками сделать рисование фольгой и украсить кожаную вещицу у себя дома и она в буквальном смысле заиграет новыми красками.
Тиснение фольгой.
Если нужно придать изображению выразительности, между прессом и обрабатываемой поверхностью кладут лист фольги, тогда рисунок становится более контрастным, презентабельным. Фольгирование выполняется холодным и горячим способом.
Холодное
Поверхность материала должна быть идеально ровной, иначе клей будет растекаться неравномерно.
- Материал смазывается специальным клеем и высушивается.
- Выполняется тиснение фольгой.
- После извлечения материала из формы фольга отделяется от запечатывемой поверхности.
Холодное тиснение фольгой наносится на полиэтилен, полипропилен и другие полимеры, а также этикетки.
Тиснение фольгой на этикетке
Горячее
Тут требования к гладкости поверхности не так строги, как при холодном тиснении.
- На рабочую поверхность кладется фольга.
- Разогретым клише делается оттиск: частицы металла впаиваются в поверхность.
- Полученный рисунок красиво смотрится, не стирается, не смывается.
Горячее фольгирование подходит для материалов из целлюлозы и кожи.
Любой из описанных выше видов тиснения, как и биговка, фальцовка и ламинирование, входит в перечень постпечатных услуг типографий. Да, можно идеально подобрать цвета полиграфии, сделать нетривиальный дизайн, но элегантный вид и приятные тактильные ощущения от фактурного рисунка воздействуют на эмоции человека. Поэтому не стоит лишать свой продукт такой эффектной и эффективной подачи.
На видео показано, как работает станок по тиснению древесины:
Размер сортового проката
Размер профиля сортового проката может быть:
- крупным — диаметр круглой стали до 250 мм, сторона сечения стали квадратной формы до 200 мм, арматурные профили № 70–80, сталь шестигранного сечения до № 100, сталь угловая с шириной полок до 250 мм и пр.;
- средним — диаметр круглой стали до 75 мм, сторона сечения стали квадратной формы до 65 мм, арматурные профили № 32–60, сталь шестигранного сечения до № 70, сталь угловая с шириной полок до 120 мм, швеллеры высотой до 300 мм и пр.;
- мелким — диаметр круглой стали до 30 мм, сторона сечения стали квадратной формы до 10 мм, арматурные профили № 6–28, сталь шестигранного сечения до № 30, сталь угловая с шириной полок до 50 мм и пр.
Как сделать прокатной станок?
Для того чтобы изготовить прокатный станок для производства профилей, понадобится 3 обязательных вещи — это металл, подшипники и токарный станок. Сама же конструкция станка также довольно простая. Составляющие части цельного прокатного станка — это стол, к которому прикреплен червячный мотор-редуктор. Кроме этого, необходимо закрепить на столе еще 7 дополнительных приемочных клетей
Здесь важно знать, что каждая клеть состоит из нескольких составных частей, а также все они имеют зацепление между собой. То есть каждая клеть соединена со следующей. Еще один нюанс касается роликов
У такой модели станка они съемные, а их крепление осуществляется на валах. Такой тип расположения и сам тип роликов открывает широкие возможности для производства различного профиля по своим габаритам, а также типу продукции. Если есть такое желание, то можно поставить новый вид роликов, которые позволят изготавливать ЛСТК-профиль. Для того чтобы не ошибиться при изготовлении, лучше всего сделать чертеж прокатного станка, прежде чем приступить к его сборке
Еще один нюанс касается роликов. У такой модели станка они съемные, а их крепление осуществляется на валах. Такой тип расположения и сам тип роликов открывает широкие возможности для производства различного профиля по своим габаритам, а также типу продукции. Если есть такое желание, то можно поставить новый вид роликов, которые позволят изготавливать ЛСТК-профиль. Для того чтобы не ошибиться при изготовлении, лучше всего сделать чертеж прокатного станка, прежде чем приступить к его сборке.
Развитие
Находясь на лечении в японском госпитале, Йон Блюминг во время отдыха посетил турнир по дзюдо. Получив массу позитивных впечатлений от этого древнейшего восточного воинского искусства, голландец вернулся на родину и начал усиленно тренироваться в данном направлении. Благодаря своему усердию и трудолюбию он смог довольно быстро дойти до степени черного пояса в 1954 году. Через некоторое время он смог стать капитаном голландской сборной команды по дзюдо. Вместе с ней он получил золотую награду Европейского первенства.
Второй дан по этому виду борьбы голландец получил уже в 1956 году. Все секреты искусства Йон Блюминг постигал, тренируясь совместно с такими звездами, как Вильям Руска и Крис Долман. Такое трудолюбие привело к тому, что в 1957 году японский учитель по имени Токио Хирано лично вручил Йону третий дан. Такой успех не был случайным, ведь голландец смог последовательно за 26 минут победить 75 соперников во время проведения летнего тренировочного лагеря в Нидерландах. В 1959-м Блюминг, после череды побед на разных крупных турнирах, решил поехать в Японию.
Блюминг
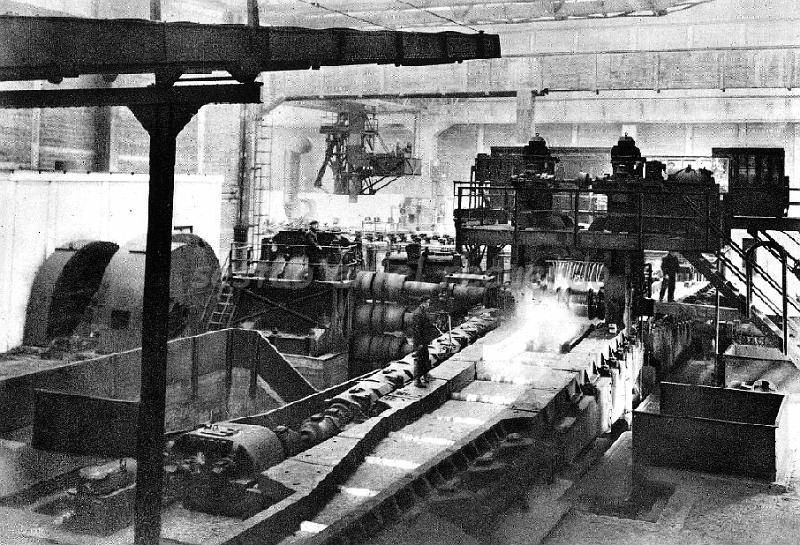
| Общий вид прокатного стана. |
Блюминг на рис. 167 состоит из электродвигателя ( не показано на рисунке), шестеренной клети и рабочей клети с двумя валками, имеющей нажимные и уравновешивающие приспособления.
Блюминги используют также для прокатки слябов.
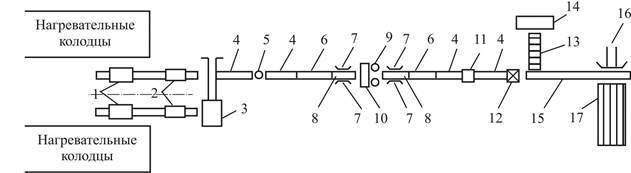
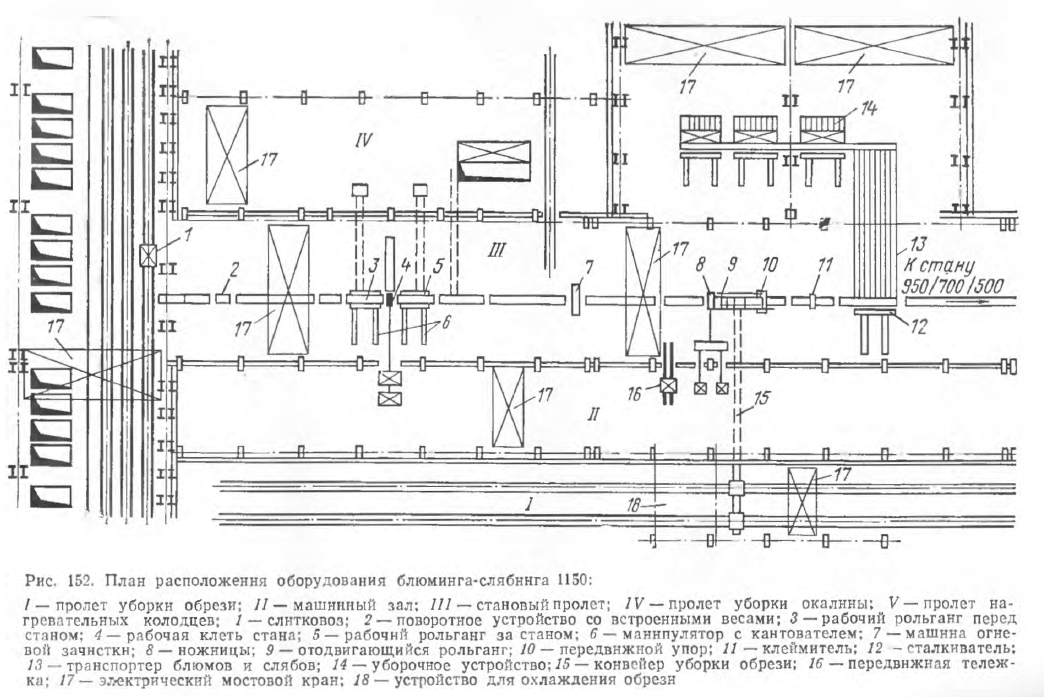
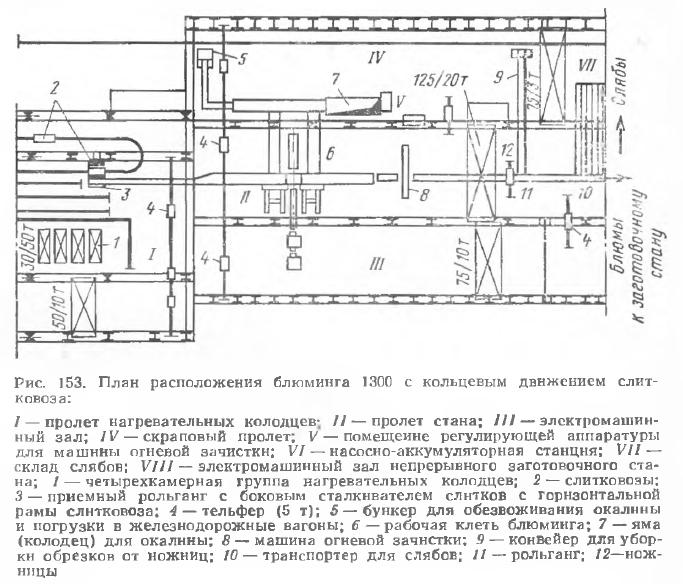
| Схема расположения оборудования блюминга 1150. |
Блюминг состоит из следующего оборудования: 1) рабочей клети и механизма привода прокатных валков; 2) вспомогательного оборудования – ножниц для обрезки концов и резки блюмов на части машин огневой зачистки и оборудования для технологического транспортирования прокатываемого металла; 3) электрооборудования; 4) смазочного оборудования; 5) оборудования для уборки окалины.
Блюминг за 12 – 16 пропусков слитка через валки с калибрами в течение 1 – 2 мин обжимает его на блюмс квадратного сечения размером 450×450 мм и менее. Полученный полупродукт в горячем состоянии режется на мерные куски длиной 2 – 6 м мощными сортовыми или летучими ножницами на ходу, при передвижении болванки по рольгангу. Далее блюмсы поступают без подогрева на непрерывный заготовочный стан либо на крупносортный стан, где осуществляется их дальнейшая прокатка. Часть блюмсов отправляют на холодильник и затем на склад готовой продукции блюминга. Здесь производится удаление поверхностных дефектов вырубкой или огневой зачисткой, после чего блюмсы грузятся в вагоны для отправки в кузнечные цехи машиностроительных предприятий.
| Схема расположения оборудования блюминга 1150. |
Блюминг состоит из следующего оборудования: 1) рабочей клети и механизма привода прокатных валков; 2) вспомогательного оборудования – ножниц для обрезки концов и резки блюмов на части машин огневой зачистки и оборудования для технологического транспортирования прокатываемого металла; 3) электрооборудования; 4) смазочного оборудования; 5) оборудования для уборки окалины.
Блюминг – реверсивный стан горячего проката, имеющий, как правило, два рабочих горизонтальных валка, которые прокатывают сильно нагретый металл многократно, изменяя направление вращения валков.
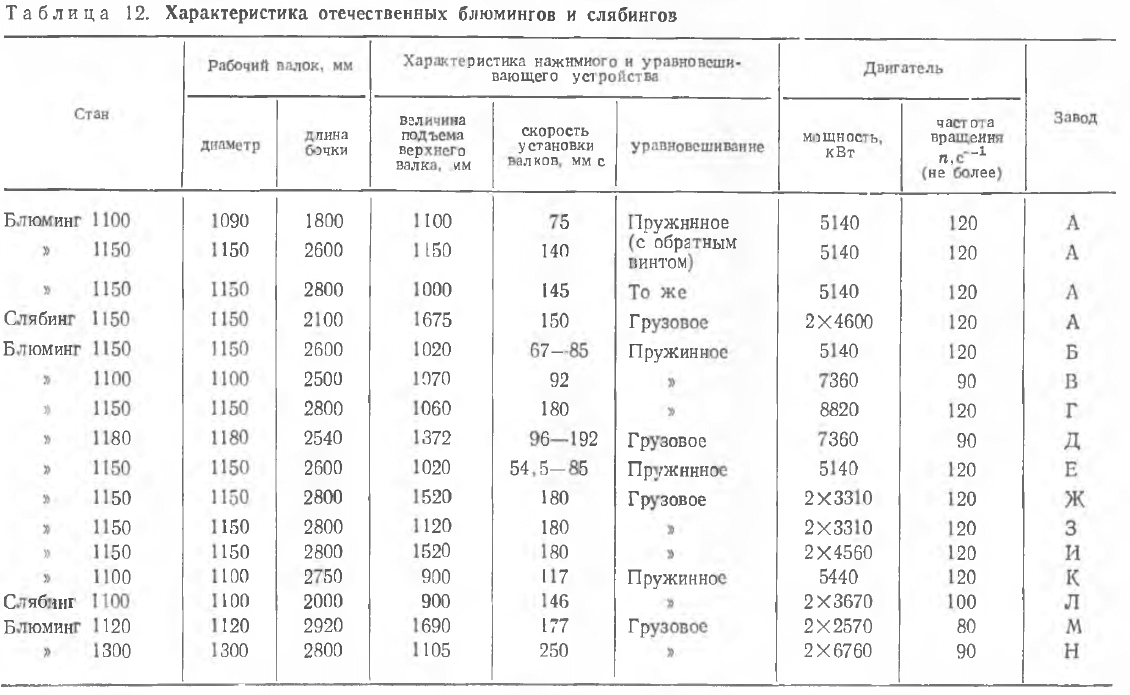
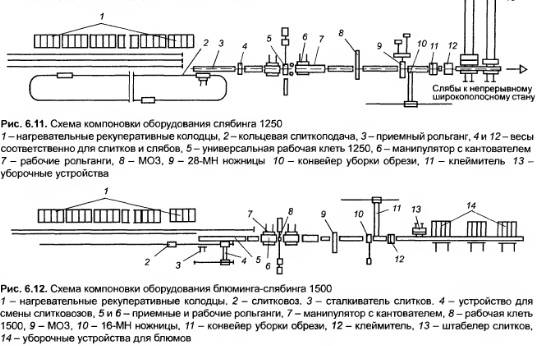
Блюминги условно делятся на две группы: малые с диаметром рабочих валков 850 – 900 мм и большие с диаметром рабочих валков до 1100 – 1150 мм. Слябинги обычно имеют рабочие валки диаметром 110 – 1150 мм. В новых конструкциях блюминга и слябинга рабочие валки имеют привод от двух отдельных электродвигателей.




| Валки прокатного стана. |
Блюминги условно делятся на две группы: малые – с диаметром рабочих валков 850 – 900 мм и большие – с диаметром рабочих валков до 1000 – 1150 мм. В новых конструкциях блюминга и слябинга рабочие валки имеют привод от двух отдельных электродвигателей. В блюмингах и слябингах все операции прокатки механизированы: механизирована подача слитка к стану – туда и обратно ( рольгангом), перевертывание слитка ( кантователем) и другие процессы. Нереверсивные станы дуо применяются для прокатки в одну сторону ( непрерывная прокатка) и для прокатки тонких листов.
Блюминг, состоящий из 9 нереверсивных клетей ( непрерывный стан), имеет производительность до 12 млн. rjaod. В каждой клети слиток проходит один раз.
Блюминг является наиболее крупным обжимным двухвалковым реверсивным станом, производящим обжатую заготовку для всех других станов. Здание блюминга состоит из трех параллельных пролетов.
| Схема расположения блюминга 1160. |
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности. Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях
Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
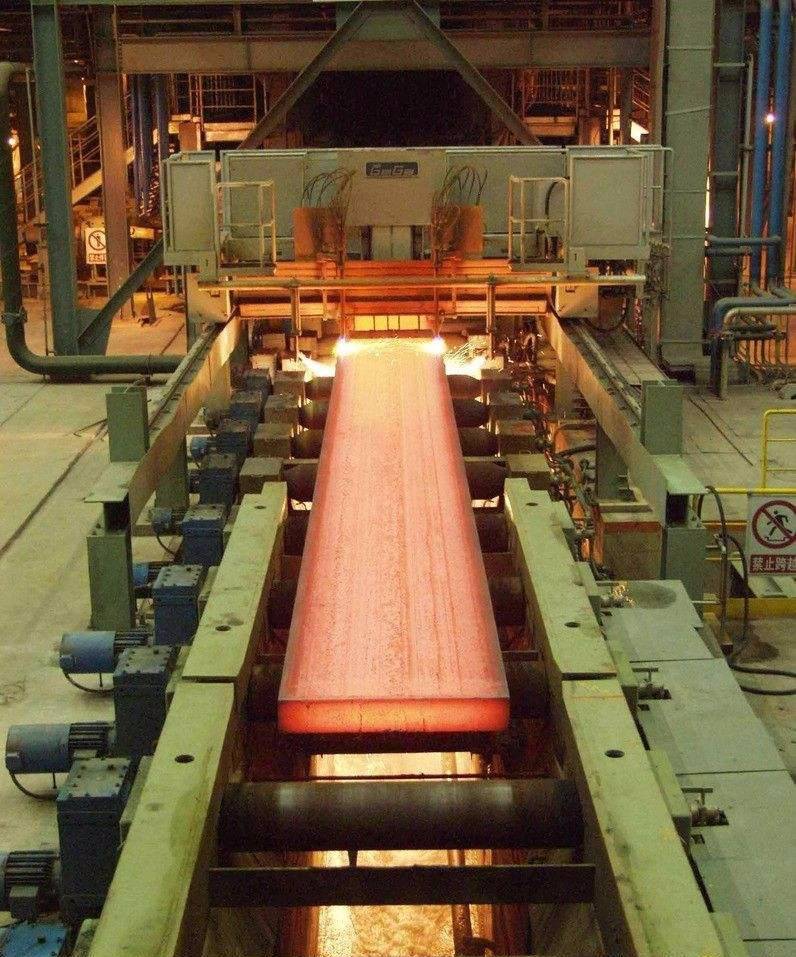
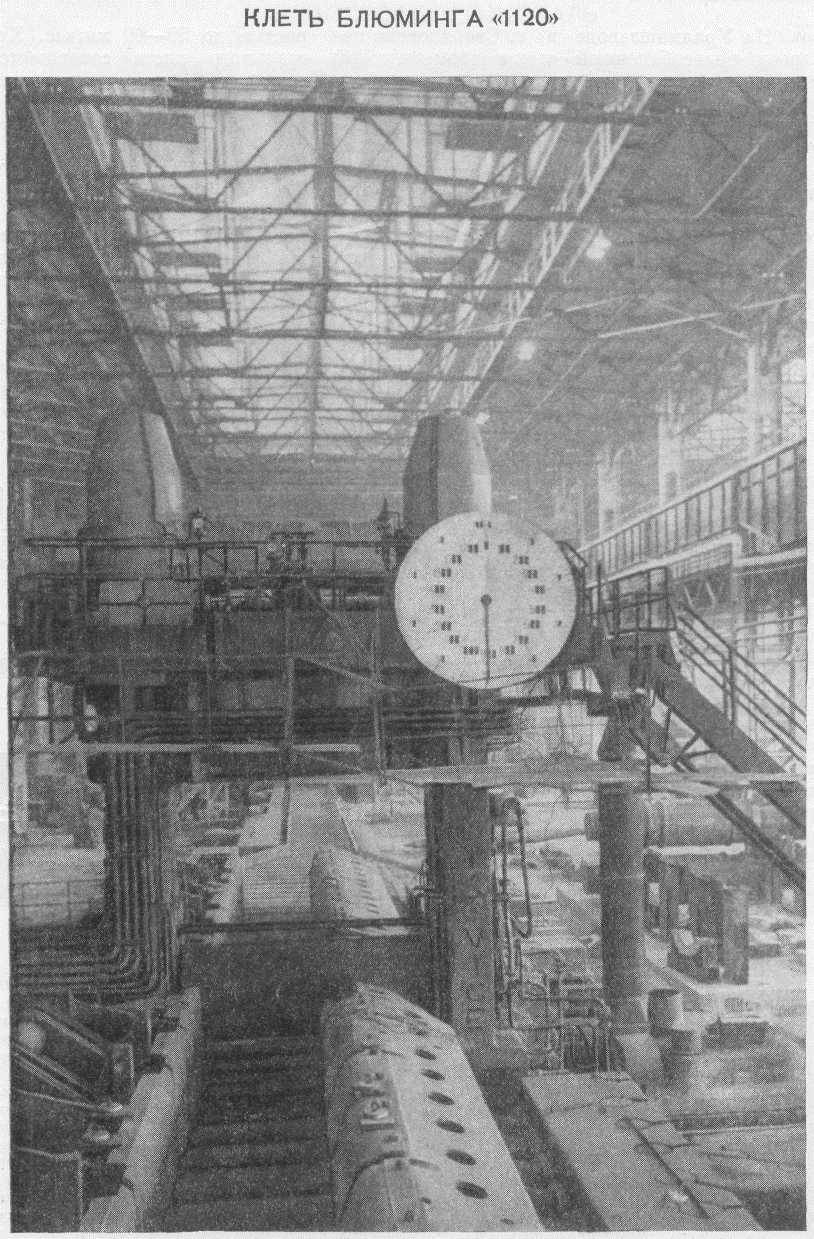
Технология блюминга
Блюминг имеет вид двух станин, которые объединены в клетьевую установку (высота от 6 до 10 метров). Станины представляют представляют собой вращающиеся отливки, на которые крепятся крупные металлические валки из стали с никелевыми и хромовыми добавками. Технология работы подобной установки очень проста: валки под действием электрического тока осуществляют медленное вращение вокруг своей оси, а при попадании между ними стального слитка происходит его обжатие — в результате образуется блюм.
Обратите внимание, что верхний валок обычно имеет встроенный электропривод для подъема и опускания установки — за счет этого происходит регуляция толщины слитка-блюма. Помимо этого блюминг-установки оснащены вспомогательными элементами — запасными электрическими двигателями, системами охлаждения, установками подачи смазочных материалов на поверхность валков и так далее
Также обратите внимание, что это общая схема
На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее
Также обратите внимание, что это общая схема. На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее
Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода
Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год
Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода. Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год.

Преимущества
У технологии блюминга есть масса преимуществ, которые отсутствуют у конкурирующих технологий проката:
- Можно регулировать степень подъема верхней валки — благодаря этому можно регулировать степень обжатия полуфабриката-блюма, а также регулировать его общую толщину.
- Есть возможность управления скоростью обкатки — это заметно упрощает процесс обкатки, что позволяет получить заготовку высокого качества.
- С помощью одних и тех же валков можно получить разные по массе и диаметру сечению блюмы. Это заметно увеличивает производительность блюминг-стана. В случае изменения заказа оператору не придется менять установку целиком, достаточно будет лишь немного изменить параметры.
Блюминг-цех обычно состоит из трех основных частей. В первом блоке монтируются электрические двигатели для вращения станин на блюминг-установках. Обычно монтируется сразу несколько моторов — как на случай аварии, так и для ситуаций, когда требуется дополнительная мощность для агрегатов. Во втором блоке непосредственно монтируется блюминг-установка + различные вспомогательные механизмы подачи металлических заготовок. Третий блок является вспомогательным — здесь собираются и хранятся все отходы производства (окалины, обрезки и так далее).

Технические характеристики экскаватора
Для этой модели предусмотрена установка дополнительного навесного оборудования: грейферный ковш, грейферные вилы, бункерно-уборочное навесное, стандартный ковш 0.25 м куб, ковш узкий 0.13 м куб.
- Создан на базе трактора МТЗ-82. Эта машина зарекомендовала себя только с положительной стороны. Мощный двигатель и девяти ступенчатая коробка передач способна передвигать агрегат на любой поверхности земли. Характеристики этого сельскохозяйственного монстра дали начало экскаватору Блюминг.
- Дизельный двигатель Д-243 имеет четыре цилиндра, общей мощностью 60 кВт. Довольно прост в эксплуатации и имеет большой запас производительности.
- Экскаватор имеет внушительную массу — 6250 кг в полном снаряжении. Сочетая вес с гидравликой управления рабочими органами, мы получаем внушительную мощность подъема груза.
- Максимальная вместимость ковша составляет 0.44 м куб. Такой вес стрела может поднять на 2.7 метра, всего за 25 секунд.
4 Несколько слов об истории создания обжимных станов
Американец Холлей в начале 1870-х годов впервые использовал станы с тремя валками для обжатия заготовок, выплавленных по бессемеровской технологии. Впоследствии он улучшил свою прокатную методику и запустил в работу трио-станы с высоким уровнем механизации. На них можно было прокатывать заготовки с относительно малым весом.
А вот британец Рамсботом создал в 1880 году реверсивный стан с двумя валками, на котором была реализована схема вращения валков в переменных направлениях. На таком оборудовании можно было обрабатывать металлургические полуфабрикаты до 5–6 тонн. В 1902-м дуо-методика стала особенно востребованной за счет того, что Ильчнер создал реверсивный электропривод, который в разы повышал эффективность прокатных операций.
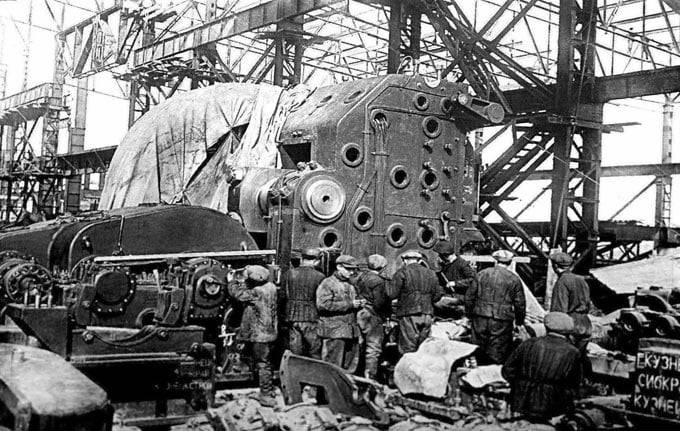
В Советском Союзе первый обжимной стан появился в 1933 году на меткомбинате в Макеевке. Его построили по чертежам немецких специалистов. А собственный стан советские инженеры создали лишь после второй мировой войны. Авторы этого проекта (А. Истомин и А. Целиков), а также коллектив специалистов, работавших с ними, даже получили премию имени Сталина за свою разработку.
Разница между блюмингом и слябингом
На технологию блюминга очень похож слябинг. В чем же между ними разница? Главное отличие заключается в том, что на слябинг-машине установлена не 1, а 2 пары валков. Они расположены друг относительно друга в перпендикулярном направлении. Во время проката слиток-заготовка обжимается сразу в двух направлениях. Может показаться, что слябинги пользуются более большой популярностью в металлургии, однако это абсолютно не так. Дело все в том, что продуктивность слябинг-стана в 2-2,5 ниже, чем продуктивность блюминга. Поэтому сегодня эти два метода используются наравне друг с другом для решения разных технологических задач.




Также стоит обратить внимание, что во всем мире блюминг-технология достаточно давно вышла из употребления. Почему это произошло? Вызвано это тем, что блюминг все же далеко не идеален. Его главный минус — при прокате образуется большое количество окалины и обрезков
Из-за этого увеличивается конечные расходы стали, что негативно влияет на ее конечную цену для потребителя. Поэтому сейчас блюминг-установки остались в основном на территории бывшего Советского Союза. Во всем остальном мире используются более современные и экономные методы проката стальных заготовок
Его главный минус — при прокате образуется большое количество окалины и обрезков. Из-за этого увеличивается конечные расходы стали, что негативно влияет на ее конечную цену для потребителя. Поэтому сейчас блюминг-установки остались в основном на территории бывшего Советского Союза. Во всем остальном мире используются более современные и экономные методы проката стальных заготовок.
Горячий способ
Процесс тот же самый: распечатываем лист с нужным рисунком, сверху кладем фольгу. Однако здесь начинаются изменения: фольгу кладем вниз бесцветной стороной. Кладем конструкцию на твердую поверхность и аккуратно кончиком утюга начинаем разглаживать фольгу. Температура регулируется вами в зависимости от прилипания фольги.
Статья по теме: Схемы ковров крючком из шнура и из пакетов с описанием и фото
Гладим в течение 3-4 минут, а затем ждем, пока фольга окончательно остынет, лишь после этого снимаем ее с рисунка. И у нас должны получиться вот такие цветные узоры, как на фото:
Также горячее тиснение можно производить с помощью штампов. Штамп нужно нагреть на открытом огне и прижать им фольгу к листу бумаги или другому материалу, на который вы хотите нанести тиснение. После этого останется лишь снять излишки фольги с изделия.
Разнообразие материала
Все существующие варианты фольги для тиснения можно условно разделить на несколько категорий:
- Для плоского, рельефного и конгревного тиснения; текстурирования, гофрирования и комбинированного тиснения (назначение).
- Для плоского или ротационного штампа (вид используемого инструмента).
- Для тигельных, ротационных и плоскопечатных прессов (тип используемого оборудования).
- Для тиснения по металлу, бумаге, картону, пластику, коже, ткани; на лакированных, ламинированных пленкой или запечатанных поверхностях (вид материала).
- Для лашечных, штриховых или смешанных типов работ (тип работы).
- Фольга цветная, глянцевая, матовая, металлизированная, голографическая, магнитная, дифракционная, стираемая (вид слоя, на котором формируется целевое изображение).
- Для тиснения на переплетных крышках, открытках, этикетках, обрезах книжного блока, обложках, канцелярских товарах, пластиковых карточках, лотерейных билетах, банковских документах или оптических защитных элементах (вид изделия, на котором будет выполнено тиснение).
- Для различного давления и диапазона температур, а также для разной скорости выполнения процесса (способ выполнения тиснения).
- Для горячего и холодного тиснения (также известного, как припрессовка).
Виды тиснения
Современные типографии предлагают услуги по различным видам тиснения – холодному или горячему, с фольгой или без нее. В некоторых случаях вместо фольгированной основы применяются специализированные пигментированные пленки. Цена тиснения зависит не только от сложности наносимого изображения, но и от используемой технологии.
Полиграфическое выдавливание с применением фольги может быть следующих видов:
- Плоское, предполагающее перенос рисунка под давлением с применением нагретого клише. Этот способ практически не изменяет рельеф отделываемой поверхности, благодаря ему и получил свое название. В данном случае фольга не является обычной алюминиевой пленкой, а состоит из основы, цветного компонента и металлизированного слоя. Особенно эффектно смотрится золотое тиснение, добавляющее изделию особый шарм, изысканность и роскошный внешний вид. Плоскостная техника отлично подходит для большинства бумажно-картонных предметов: конвертов, открыток, визиток, бланков и прочей полиграфической продукции.
- Блинтование не предполагает использование фольги, однако при нем используется специализированная пленка, придающая гладкость изображениям на текстурных поверхностях.
- Прессовка голограмм – сложная технология, требующая применения лазерных регистраторов или специальных меток для правильного расположения оттиска относительно изображения. Иногда голографические рисунки могут быть заранее инкорпорированы в структуру фольги.
- Конгревное выдавливание – нанесение выпуклого рисунка, возможное благодаря сжатию отделываемой поверхности между штампом и контрштампом. Конгрев придает изделию объем и оригинальный внешний вид. Этот метод широко применяется в оформлении визиток, папок, открыток и упаковок. Конгревный метод может использоваться как с фольгой, так и без нее. Тиснение происходит быстро, посредством единственного удара – придание рельефа и нанесение материала происходят одновременно. Латунные клише позволяют создавать многоуровневые изображения, которые добавляют поделке сложность и подчеркивают безупречный вкус заказчика. Однако такая методика требует высокого профессионализма мастера, наличие высоких температур и обойдется значительно дороже, чем другие варианты.
- Обратный конгрев – технология, аналогичная традиционному конгреву, однако отличающаяся обнажением изображения и расположением его в обратную сторону от наблюдателя. Эта техника способна воплотить в жизнь оригинальные дизайнерские задумки, однако используется достаточно редко.