Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс — пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
Таблица паяльных флюсов.
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для пайки меди справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Технические характеристики
Серебряные припои используют при высокотемпературной пайке выше 400⁰C. Материалы марки ПСр создают прочное неразъемное соединение деталей из различных сталей, меди и ее сплавов, серебра, других тугоплавких металлов.
Удельное сопротивление припоя 90 – 120 Ом. Плотность 8500 – 10000 кг/м3. Теплоемкость 18 – 26 Дж/кг*град.
Спаянные с помощью серебряных припоев детали хорошо переносят динамические нагрузки, вибрацию и высокую температуру. Они могут работать в агрессивной среде.
Если у вас есть лишнее техническое серебро, можно его сдать в http://aurumtrade.ru/skupka-serebra/ в Москве. Там лучшие цены.
Современные методы пайки
Основные эксплуатационные характеристики медных изделий регламентируются согласно ГОСТ. Медь является отличным вариантом для подведения системы водопровода, отопления, газопровода, а также кондиционирования. К положительным характеристикам медных труб относятся:
- Высокие антикоррозийные свойства;
- Нетоксичность;
- Бактерицидные свойства;
- Высокая стойкость к ультрафиолетовым излучениям;
- Надежность;
- Прочность;
- Долговечность.
На сегодняшний день медные трубы изготавливают разной степени твердости. Они бывают:
- Мягкие;
- Твердые;
- Полутвердые.

Припой для медных труб
Мягкие изделия используют для подведения систем водопровода и отопления, а твердые и полутвердые применяются для тех трубопроводов, где нужна высокая механическая прочность.
Единственным недостатком меди можно назвать высокую цену по сравнению с другими материалами. Для того чтобы осуществить качественный монтаж водопровода или отопления, изделия из меди необходимо паять.
Пайка представляет собой неразъемное соединение труб при помощи расплавленного материала – припоя, у которого температура плавления ниже, чем материал соединяемых деталей.
При соблюдении правильной технологии пайки, соединения получаются очень прочными и надежными. Согласно ГОСТу существуют такие виды пайки:
- Высокотемпературная;
- Низкотемпературная.
Высокотемпературная пайка осуществляется при температуре свыше 450˚С и применяется для труб с большой нагрузкой. Такая пайка обеспечивает высокую прочность швов благодаря прочности твердых материалов. При низкотемпературной пайке температура достигает 450˚С.
Низкотемпературная пайка осуществляется электрическим паяльником, а высокотемпературная – с использованием газовой горелки.
Технология
Для раскроя трубных заготовок используют труборезы с ручным или электрическим приводом. Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, встроенной в крышку баночки. Она должна быть полностью покрыта флюсом, в то же время на ней не должны скапливаться излишки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает равномерно распределить флюс.
Излишки флюса необходимо стереть чистой ветошью.
. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
Пропаянный стык должен остывать обычным путем, баз обдува или смачивания жидкостью. Это позволит избежать эффекта отжига.
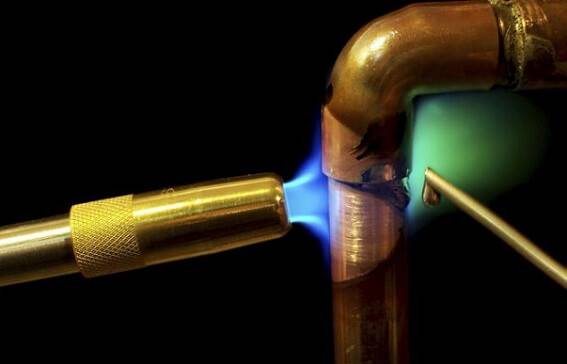
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750оС) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Опытные мастера сразу нагревают стык ровно настолько, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Избыток расплава удаляют медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным путем, без обдува холодным воздухом.
После остывания чистой сухой ветошью следует снять остатки флюсовой пасты.
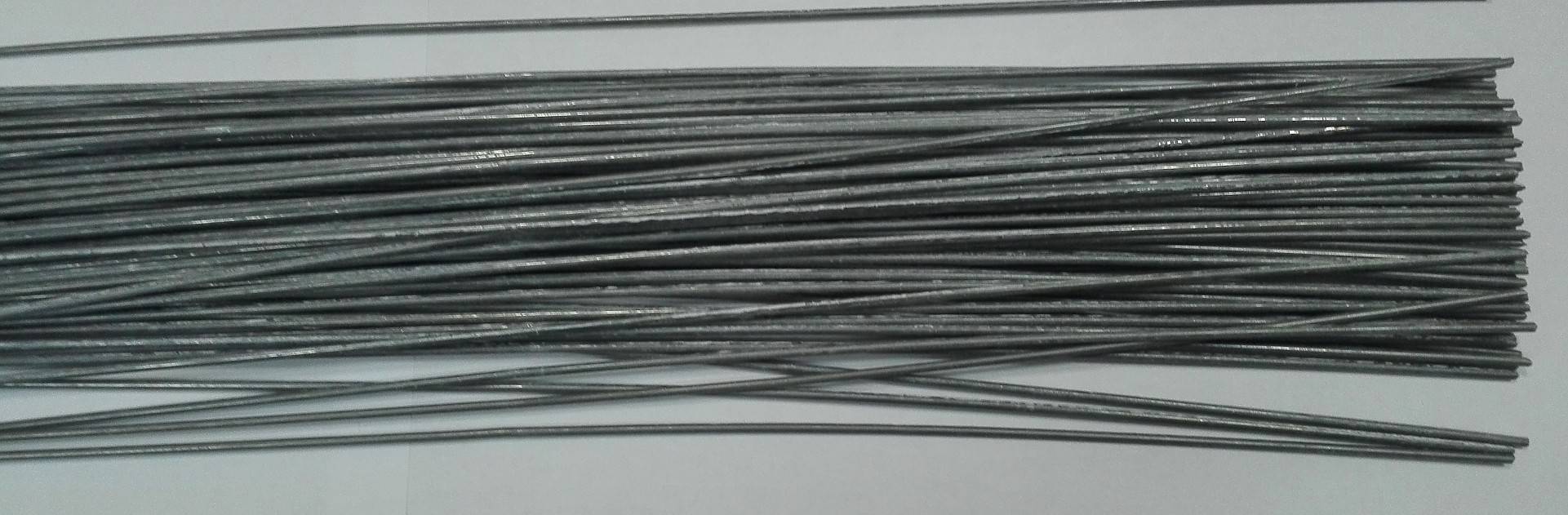
Расшифровка маркировки
В маркировке проволоки указаны основные ее характеристики. Например, обозначение припоя с 40 процентами серебра в составе и диаметром 5 мм выглядит так:
Проволока ПСр 40 5,0 ГОСТ 19746-74.
Расшифровывается данная маркировка следующим образом:
- Проволока серебряная, припой для пайки. Не отожженная.
- Содержит серебра 40%.
- Диаметр проката 5 мм.
- Изготовлена по ГОСТ 19746-74 – проволока серебряная для припоя, высшего качества.
Нормативными документами регулируются: технология производства, размеры сечения, методы контроля и допустимые дефекты. Каждый документ имеет свои требования для разных категорий серебряного припоя.









Химический состав одинаковый для всех категорий и типоразмеров серебряного проката. Он регламентируется ГОСТ и соответствующим международным стандартом.
Отличительные характеристики материалов для пайки
В зависимости от метода пайки припой может быть мягким или твердым. В качестве мягких сплавов используют следующие металлы:
- Свинец;
- Олово.

Пайка медных труб с оловом
К твердым металлам относятся:
- Медь;
- Цинк;
- Серебро;
- Фосфор.
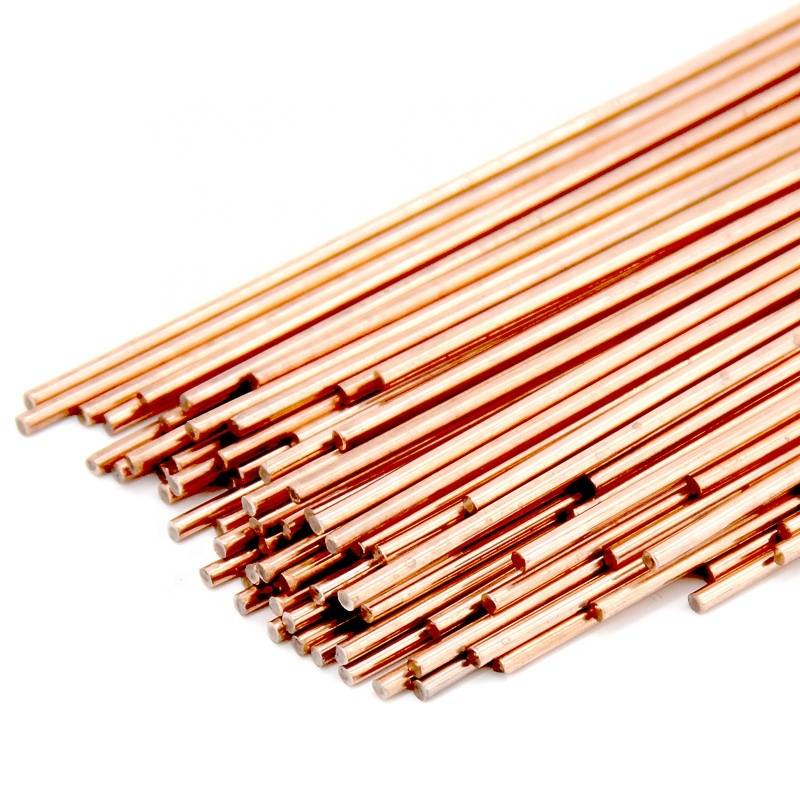
Медь можно паять как мягким, так и твердым сплавом. Мягким сплавом соединяют водопроводные системы. Материал для пайки деталей выпускается в катушках в виде проволоки диаметром 2-3 мм. Твердый сплав изготавливается в форме профильных стержней. Твердым припоем соединяют те детали, где необходимо особо прочное соединение в условиях высоких температур. Твердые припои применяют:
- При изготовлении различных инструментов;
- Для соединения трубопроводов;
- При осуществлении ремонта автотранспорта;
- Для проведения ремонтных работ бытовых изделий.
Очень большую роль в образовании прочных швов при высокотемпературной пайке играет медь. Припой медный входит в состав практически любых твердых металлов, и в большинстве случаев является их основой. Фосфорный сплав для паяния состоит из меди с фосфором. Фосфорный сплав широко применяется в холодильной промышленности.
Трехкомпонентный сплав с содержанием серебра отличается:
- Высокой коррозийной устойчивостью;
- Прочностью;
- Устойчивостью к вибрационным нагрузкам;
- Пластичностью.
Пайка медных труб со свинцом
Цинковый припой в большинстве случаев применяют для алюминиевых материалов. Цинковый сплав имеет такие преимущества:
- Легкоплавкость;
- Коррозийную стойкость.
В зависимости от процентного соотношения состава металла меняется температура плавления. Чем больше содержится цинка, тем ниже температура плавления.
Серебряный сплав обеспечивает очень прочные и плотные швы. Он имеет низкую температуру плавления и отличается такими свойствами:
- Высокой прочностью;
- Пластичностью;
- Ударопрочностью;
- Антикоррозийностью;
- Устойчивостью к вибрационным нагрузкам.
Серебряным припоем можно паять любой метал. Но в силу того, что серебро является дорогим материалом, его используют в тех случаях, где необходимо особо качественное соединение.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.

Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Припои для пайки: классификация, свойства, критерии выбора
Электрическое соединение радиодеталей осуществляется с помощью пайки, что позволяет ремонтировать многие приборы и устройства. В некоторых случаях пайка соединяет компоненты, которые невозможно соединить даже пайкой. Современные технологии сварки и сварочные инструменты позволяют обрабатывать широкий спектр материалов. Однако один крепеж не может охватить все условия работы, поэтому на практике используются различные виды сварных швов.
Сварной шов — это смесь легкоплавких металлов, которая может обеспечить хороший контакт между двумя поверхностями путем сварки. При нагревании сварной шов переходит из твердого состояния в жидкое, что позволяет ему растекаться по окружности свариваемой детали или в месте контакта. Это обеспечивает молекулярное сцепление благодаря высокой степени адгезии.
Металлы-наполнители могут содержать широкий спектр компонентов, которые придают им необходимые эксплуатационные характеристики. Однако подавляющее большинство из них представляют собой смесь свинца и олова, первый из которых обеспечивает твердость и огнеупорность, а второе — легкость и более низкую температуру плавления. В состав могут входить и другие компоненты: серебро, никель, цинк, медь, кобальт, висмут, сурьма и другие.
Из-за состава из нескольких компонентов процесс плавления также проходит в несколько фаз: Более легкоплавкие компоненты разрезаются первыми, а тугоплавкие компоненты остаются на этом этапе в виде кристаллов. Затем они тоже тают, смесь становится однородной и обеспечивает максимальное наполнение и контакт. Однако флюсы используются вместе со сваркой для достижения лучшего заполнения и защиты от окисления.








Состав и его физико-химические свойства
Припои для пайки нержавеющей стали имеют определенный ряд металлов, которые входят в их состав. Каждый из них влияет на свойства общего материала, в зависимости от того, в каком процентном соотношении он там содержится. Среди них можно выделить следующие элементы состава:
Олово – является мягким металлом, температура плавления которого достигает 231 градус Цельсия. Оно растворяется в серной и соляной кислоте, но в большинстве случаев органические кислоты на него не воздействуют. При нахождении в условиях комнатной температуры материал не окисляется, но если температура упадет ниже 18 градусов, то кристаллическая решетка материала станет разрушаться и шов будет сереть.

Олово
Свинец – основным свойством данного материала является легкоплавкость. В чистом виде его практически не применяют, так как он оказывается слишком мягким, но это же помогает легче его обрабатывать. Окислению подвергается только та часть, которая контактирует с воздухом, то есть внешняя поверхность. Кислоты и щелочи с органикой и азотов легко растворяют свинец.

Свинец
Кадмий зачастую входит в легкосплавные припои, куда он добавляется в малых дозах, как правило, с оловом, свинцом или висмутом, так как в чистом виде является токсичным. Температура плавления достигает 321 градуса Цельсия. Обладает отличными антикоррозийными свойствами.

Кадмий
Висмут также относится к легкосплавным металлам. Температура плавления его достигает 271 градус Цельсия. Материал хорошо растворяется в азотной кислоте и в нагретом растворе кислоты серной.

Висмут
Сурьма относится к тугоплавким металлам. Температура его плавления составляет 630 градусов Цельсия. Материал имеет отличные антикоррозионные свойства. На него не действует воздух и он не подвергается окислению, но при этом металл является токсичным. Когда его применяют в припое, то он дает своеобразный глянцевый эффект.

Сурьма
Цинк является хрупким металлом, которые имеет серо-синий оттенок, температура плавления которого составляет 419 градусов. На воздухе быстро окисляется, поэтому, его применяют для спайки мест, которые находятся во влажных условиях, так как окислительная пленка сразу покрывает шов, которая его защищает. Он может легко растворяться в кислотах и используется преимущественно в твердых припоях.

Цинк
Медь это самый тугоплавкий из состава металл. Температура плавления достигает 1083 градуса Цельсия. Он не поддается воздействию воздуха, но через некоторое время может окислиться от влаги. Применяется в тугоплавких составах.

Медная проволока
Особенности выбора
Благодаря широкому выбору разновидностей всегда можно подобрать подходящий вариант. Твердые припои для пайки нержавейки используются в тех случаях, когда детали будут подвергаться механическому воздействию или же высоким температурам. Если особых сложностей в применении не предвидится, то подойдут и более дешевые легкосплавные материалы. Припой для нержавеющей стали стойкий к щелочам используется в химической промышленности.

Подготовка к пайке нержавейки
«Важно!Не стоит выбирать припой с температурой плавления ниже температуры эксплуатации.»
Особенности пайки нержавейки
- Сначала нужно очистить поверхность до блеска от различных пятен;
- Если требуется – нанести флюс на место будущей спайки;
- Разогреть металл до нужной температуры, как того требует технология;
- Когда флюс начнет действовать, то можно наносить припой;
- Разгладить припой по поверхности места спайки ровным слоем;
- Если не хватило материала, нанести еще, а потом дать остыть;
- Очистить остатки флюса.
Распределение по химическому составу
Современный материал для пайки может быть мягким, который легко плавится. Существуют также тугоплавкие расходники, обладающие твердой структурой.
Мягкие легкоплавкие
К этой группе относятся:
- Чистый свинец — температура плавления расходного материала составляет 180-230 °C.
- Олово — расплавляется при 220 °C и создает пластичное, но прочное соединение.
- Медь и олово в количестве соответственно 3% и 97%. Это самый популярный материал, позволяющий выполнить прочный шов с высокой стойкостью перед коррозией.
- Медь с серебром — количество этих металлов в припое составляет соответственно 95% и 5%. Такой расходный материал позволяет надежно соединить элементы трубопроводных систем.
Мягкие припои используются при монтаже труб с диаметром 6-108 мм. С их помощью создаются швы, у которых ширина составляет 7-50 мм. Они применяются во время обустройство разных коммуникаций за исключением газовых сетей.










Применение припоя
Твердые тугоплавкие
К этой группе относятся:
- Медно-серебряный с цинком, содержащий металлы в количестве соответственно 30%, 44% и 26%. Соединение получается прочным, коррозионностойким, с хорошей теплопроводностью и высокой степенью пластичности.
- Медно-фосфорный с содержанием металла соответственно 94% и 6%. Во время его применения не нужно использовать флюс. Расходник позволяет получить надежное соединение, способное потерять эластичность, если у воздуха понизится температура.
- Серебряный, не использующийся без флюса. С помощью этого материала создаются пластичные, коррозионностойкие, надежные швы. Он продается по более высокой цене по сравнению с другими.

Твердый припой для меди Расходниками с высокой температурой плавления паяют трубопроводы, включая газопроводы, диаметром 12-159 мм. С их помощью также можно соединить трубы отопления и водопровода. Диаметр таких коммуникаций может составлять не менее 28 мм.
Какие припои используют для пайки радиодеталей
В основном используются припои типа ПОС (припой оловянно-свинцовый) и бессвинцовые припои. ПОС имеет температуру плавления примерно с 180 до 230 °C. Этот сплав хорошо подходит для пайки деталей, но в промышленных масштабах используются бессинцовые припои, у которых температура плавления чуть выше от 180 до 250 °C. Бессвинцовые припои не имеют в своем составе свинца, они выделяют меньше выбросов и самое главное в их составе нет свинца. Пары свинца сильно загрязняют окружающую среду, поэтому на этапе производства печатных плат используются припои без свинца. Однако, бессвинцовые припои не только плавятся при более высоких температурах (из-за отсутствия свинца), но еще и оставляют «оловянные усы». Эти усы могут послужить причиной короткого замыкания после пайки SMD контактов. Они мало различимы без микроскопа, и их толщина бывает менее 1 мкм.
Бессвинцовые припои также используются в BGA пайке в качестве шариков.
Для радиолюбителей подойдут ПОС припои. Такими легче паять, да и вреда они много не нанесут, если вы не паяете в промышленных масштабах. Тем более, бессвинцовые припои по смачиваемости и качеству контакта после пайки не доходят до уровня припоев ПОС.
Классификация по типу
Припои выпускаются:
- С флюсом;
- Без флюса.
Припои с флюсом удобно брать на паяльник, поскольку флюс помогает распределиться по жалу паяльника. Еще припои с флюсом очень мягкие, и их можно сворачивать в несколько прутков.
По состоянию
Припои выпускают в основном в виде прутков с сечением от 0,1 до 2 мм. Это твердый тип. А еще есть паяльные пасты. Это смесь микроскопических шариков в флюсе. Применяется для BGA пайки. Паяльную пасту в основном используют для пайки микросхем и контактных площадок разъемов. Нерационально использовать пасту для пайки проводов, так как цена пасты намного выше, чем обычного припоя.
Паяльную пасту в основном используют для пайки микросхем и контактных площадок разъемов. Нерационально использовать пасту для пайки проводов, так как цена пасты намного выше, чем обычного припоя.
Помимо мягких припоев, еще есть их подвид. Это низкотемпературные сплавы Розе и Вуда.
Такие сплавы обычно используются для безопасного выпаивания деталей. Этими сплавами не рекомендуется запаивать детали на плату из-за их низкой механической прочности и температуры плавления (от 60 до 100 °C)
Разновидности
Серебряные припои делятся на несколько разновидностей в зависимости от содержания в них серебра.
Припои с низким содержанием — до 40% — используют для пайки заготовок из стальных и цветных сплавов. Такие составы обладают недостаточной прочностью для соединения деталей толще 3 мм.
Составы со средним содержанием — от 40 до 60% применяют для пайки медных, никелевых и стальных деталей, испытывающих значительные статические нагрузки, удары и вибрацию.
Серебряный припой с высоким процентом — от 65% используют при пайке особо ответственных швов, таких, как ленточные пилы и соединения проводов. Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.