

Области применения оцинкованных конструкций
- Строительные работы разного профиля: дорожное, мостовое, строительство зданий и сооружений.
- Нефтедобыча и нефтепереработка.
- Газодобывающая и газоперерабатывающая промышленность.
- Энергетическая сфера.
- Связь.
- Автомобилестроение.
- Сельское хозяйство и другие направления.

Метод применим для конструкций, которые эксплуатируются в разных условиях
- Опоры высоковольтных линий передач.
- Опорные металлические конструкции мостов, трубопроводов.
- Различное оборудование.
- Задвижки и запоры гидротехнических систем.
- Каркасы домов и заграждений.
- Сваи, поддерживающие перекрытия различного типа.
- Лестничные ступени и пролеты.
- Трубы различных систем, в том числе вентиляционных.
- Корпуса кораблей.
- Памятники и архитектурные сооружения.
Электролиты для цинкования
Для гальванического цинкования в зависимости от назначения изделия применяют электролиты, которые делятся на две основные группы.
Электролиты, в которых цинк находится в виде простых гидратированных ионов, называют простыми кислыми. Это борфтористоводородные, сульфатные и хлоридные растворы.
Сложные комплексные кислые и щелочные электролиты содержат цинк в комплексных ионах с положительным и отрицательным зарядом. Это аммиакатные, пирофосфатные, цианидные и другие растворы.
От того, какой электролит применяется, зависит в первую очередь скорость осаждения, а затем качество осадков цинка на изделии (катоде).
Из комплексных электролитов цинк оседает на катоде при высоком рассеивании ионов. При увеличении плотности тока выход металла снижается и увеличивается выход водорода.
Поэтому цинкование в сложных электролитах производится при малой плотности тока, а покрытие получается очень качественное, мелкозернистое и равномерное.
В слабокислых простых электролитах гальваническое цинкование, в домашних условиях в том числе, проходит при большой плотности тока, с большей, чем при использовании сложных растворов, скоростью. Внешний вид изделий получается хороший, но покрытие не очень качественное и подходит только для изделий достаточно простой формы.
Виды и способы цинкования металла
Эффективность будет обусловлена таким понятием как адгезия, то есть способностью цинкового покрытия прикрепиться к верхнему металлическому слою. Не каждый материал имеет возможность адгезировать с цинком, поэтому для различных сплавов применяют разные процедуры. Также выбор зависит от:
- условий эксплуатации;
- требуемых защитных свойств;
- толщины сформированного слоя.
Рассмотрим подробнее варианты.
Холодная оцинковка
За последнее десятилетие это стало инновационной разработкой, потому что дало возможность получать высококачественный результат без дополнительных финансовых затрат. Отсутствие необходимости дорогостоящего оборудования привело к тому, что можно сделать оцинковку деталей из металла в домашних условиях своими руками – цинкование будет проходить холодным методом. Это стало возможно, когда изобрели «Цинконол». Это раствор, красящее вещество, которое содержит более 90 процентов цинка. А оставшиеся части содержат ингредиенты, отвечающие за то, что он останется до нанесения в жидком состоянии, а затем достаточно скоро схватится.
Красить деталь можно вручную – кисточкой, валиком, краскопультом. Последний – оптимальный метод, когда нужно защитить от ржавления статичные конструкции, которые сложно или невозможно снять. Часто «Цинконол» применяют в автосервисах при восстановительных работах с кузовом. Результаты покрытия цинком в домашних условиях будут хорошими, единственное отличие – недостаточная устойчивость к механическим воздействиям, но их можно компенсировать слоем краски.
Горячая оцинковка
Это самый старый способ, он же является наиболее эффективным. Его этапы мы рассматривали выше, основная задача – расплавить вещество и погрузить в него металлическую конструкцию. Достигаются наивысшие технические качества, но используется метод реже, чем холодный. Это объясняется негативным воздействием на окружающую среду. Еще один недостаток – чтобы полностью обрабатывать неразъемные конструкции большого размера требуется очень массивная ванна, а также много сырья. Но большинство линий электропередач покрыты именно таким старым способом.
Гальваническое цинкование металла электролизом – невозможно в домашних условиях
Плюсы – высокая точность, до начала процедуры вы уже точно знаете, какая толщина будет у образуемого слоя. Еще одно достоинство – это привлекательный внешний вид изделия, исключительная гладкость. Нет пузырьков воздуха или прочих посторонних помех.
Сталь и цинк соединяются на уровне молекул, так что адгезия у них полная, можно говорить даже о диффузии материалов. Происходит процедура так. Ванна наполняется электролитом. В раствор, хорошо проводящий ток, помещается конструкция. Подключается электричество
Здесь важно точно выбрать напряжение и длительность сеанса
Термодиффузионная оцинковка
Сокращенно – ТДЦ. Трудная в исполнении, возможная только в производственных цехах, операция. В замкнутый бокс помещают заготовку. Рядом располагают цинк в сухом состоянии. Нагревают помещение до 2600 градусов. При повышенной температуре происходит изменение агрегатного состояния вещества (из твердого в парообразное), и пары оседают на стенках изделия слоем более 15 мкм, что больше, чем при других способах.
Как покрыть цинком металл газотермическим методом
Основной прием – напыление. То есть смесь, которой нужно обработать поверхность, растворяется в другом газообразном веществе так, что вместе с ним наносится на заготовку. Частицы ударяются на большой скорости и как бы «налипают» на поверхность. При этом, так как это все делается неравномерно и быстро, не появляется гладкий и ровный слой. Он, наоборот, скорее напоминает чешую и состоит из небольших неровностей, ощутимых для прикосновения. По этой причине обязательно нужно сверху покрасить деталь. Это хороший вариант, сохраняющий свои основные защитные свойства, но применяется в основном тогда, когда нет возможности использовать горячую оцинковку или электролиз.
Таблица 1. Сравнение цинка с другими металлами
| Свойства металлов | Медь | Никель | Свинец | Олово | Цинк |
| Плотность, г/см3 | 8,93 | 8,9 | 11,37 | 7,29 | 7,1 |
| Температура | |||||
| плавления, С | 1084 | 1455 | 327 | 231 | 419 |
| кипения, С | 2360 | 3075 | 1755 | 2270 | 906 |
| Твердость по Бринеллю, кг/мм2 | 36,8 | 95 | 3 | 5 | 35 |
| Теплопроводность, кал/см.сек, град | 0,94 | 0,14 | 0,08 | 0,15 | 0,27 |
Таблица 2. Сравнение цинка с цветными металлами
| Свойства металлов | Медь | Никель | Свинец | Олово | Цинк |
| Плотность, г/см3 | 8,93 | 8,9 | 11,37 | 7,29 | 7,1 |
| Температура | |||||
| плавления, С | 1084 | 1455 | 327 | 231 | 419 |
| кипения, С | 2360 | 3075 | 1755 | 2270 | 906 |
| Твердость по Бринеллю, кг/мм2 | 36,8 | 95 | 3 | 5 | 35 |
| Теплопроводность, кал/см.сек, град | 0,94 | 0,14 | 0,08 | 0,15 | 0,27 |
Отличие горячего и холодного цинкования
Отличие горячего и холодного
цинкования.
Как известно, цинкование
конструкций – один из самых надежных способов защиты металла от коррозии.
Существует несколько принципиально разных способов цинкования. Так как же
выбрать способ, который оптимально подойдет конкретно под Ваши потребности?
Для начала, ознакомимся с сутью
наиболее популярных методов оцинкования конструкций – методов горячего
цинкования и холодного цинкования.
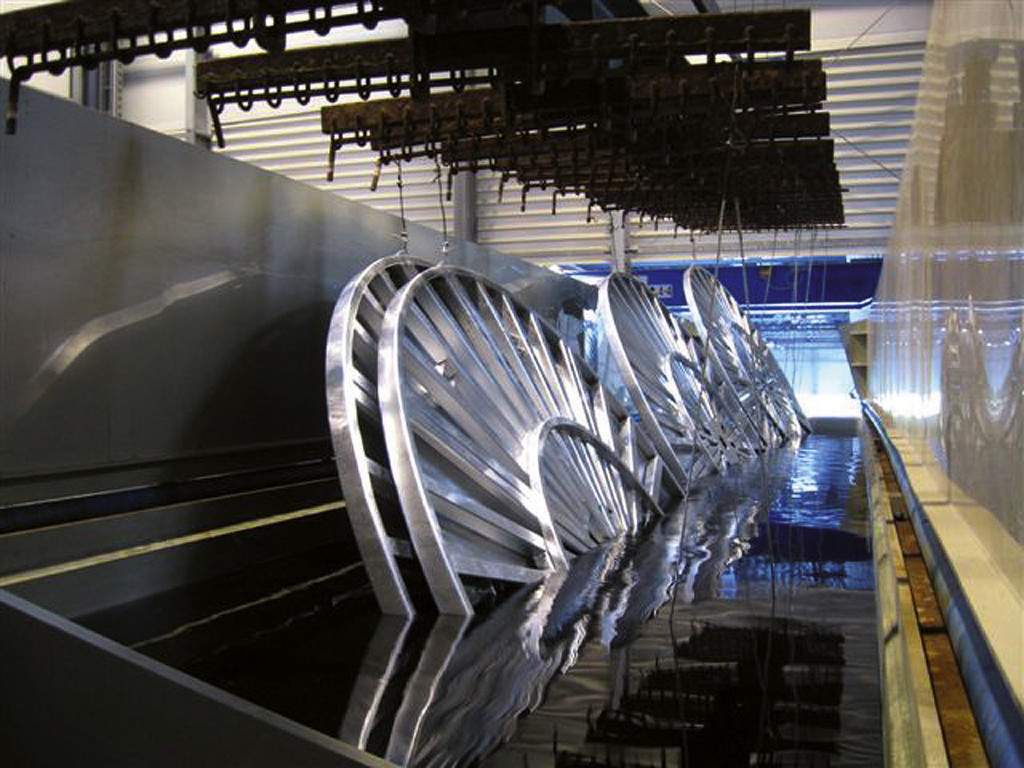
Горячее цинкование – способ
нанесения антикоррозионного покрытия на конструкцию, посредством опускания ее в
ванну с расплавленным цинком и последующим подвешиванием до полного высыхания
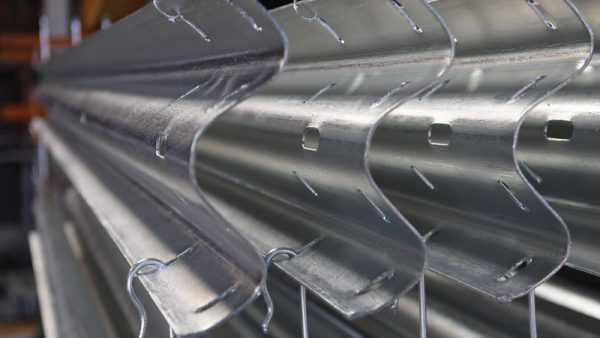
покрытия. В результате имеем ровную надежную плотную защиту с продолжительным
сроком службы. Поверхность имеет глянцевый внешний вид, приятный взору, конструкция
надежно защищена.
Каковы же недостатки данного
метода антикоррозионной защиты? Их несколько. Из-за ограниченности размеров
ванны затрудняется горячее цинкование крупногабаритных конструкций, кроме того,
из-за отсутствия большой конкуренции на рынке горячего оцинкования, потребитель
лишается естественного права на выбор. Что же касается внешнего вида
конструкции, его ухудшают потеки цинка, застывшие самым непрезентабельным
образом. Еще одним существенным минусом является то, что по оцинкованной поверхности
запрещено проводить сварные работы, что значительно затрудняет монтаж на месте,
где часто не обойтись без монтажной сварки.
В противоположность горячему
цинкованию, большой популярностью пользуется холодное цинкование конструкций.
Оно, в свою очередь, подразделяется на гальваническое цинкование и покрытие
цинкосодержащим грунтом.
Гальваническое цинкование. Здесь
оцинкование конструкций происходит за счет электролиза. Представьте себе
большую стиральную машинку, куда вы загружаете ваши детали, а после «стирки»
получаете готовые оцинкование изделия – таково очень приблизительное описание
«гальваники». Ее достоинством является сравнительно низкая стоимость, однако на
этом достоинства и заканчиваются.









Также, как и для горячего
цинкования, для гальванического цинкования существуют ограничения по размеру
деталей, однако в данном случае они более жесткие. В добавок к этому, слой
цинка, получаемый после гальванической обработки составляет, в среднем, 8-20
мкм, что в 3-4 раза меньше, чем при других способах цинкования. Обобщая, можно
сказать, что гальаническое цинкование пригодно для небольших деталей,
эксплуатируемых в неагрессивной среде и не имеющих значительной степени
ответственности.
Холодное цинкование цинкосодержащим
грунтом. Цинкосодержащий грунт являет собой композицию цинкового порошка (часть
цинка в составе должна превышать 80%, у качественного грунта этот показатель
достигает отметки 95-98%) с полимерным, эфирным или полиуретановым
наполнителем. Такие грунты (цинкосодержащие мастики или эмульсии) незначительно
разнятся составом, однако цель их одна – составить конкуренцию горячему
цинкованию, в некоторых аспектах превозойти его характеристики.
Защита данного метода холодного
цинкования более надежна и доступна, чем при горячем цинковании, при этом не
уступает в сроках службы. Грунтовка (которую можно использовать в качестве
самостоятельного покрытия) легка в нанесении с помощью стандартных средств
окрашивания (возможно даже цинкование в домашних условиях), при этом мы получаем
надежный слой (в среднем, 50 мкм) плотно прилегающего цинка.
Холодное цинкование пригодно для
защиты крупногабаритных конструкций (конструкции мостов, железнодорожные
металлоконструкции, баки, резервуары, нефтепроводы), для которых невозможно
горячее цинкование. Также данные цинконаполненные композиции используют для
ремонта цинковых покрытий (в частности, горче цинкованных), возможно
использование после монтажной сварки.
Холодное цинкование обеспечивает
высокие сроки службы антикоррозионного покрытия и является лидером по
соотношению цена/качество.
Компания «Саприко групп»
предлагает поставки цинкосодержащего грунта высокого качества с массовой долей цинка до 96%, производства
российского научно-производственного холдинга.
Гальваническое цинкование
Гальваническое цинкование является одним из самых востребованных видов цинкования, благодаря которому изделия приобретают высокие защитные и декоративные свойства. В отличие от горячего метода обработки, данная технология является более простой и дешевой. Однако она имеет определенные ограничения по использованию, что обусловлено сравнительно тонким слоем защитного покрытия (не превышает 40 мкм).
Технология гальваники предусматривает осаждение цинка из состава электролита на металлоконструкцию, которая, в свою очередь, подключена к сети питания через отрицательный полюс. Чтобы увеличить уровень механической и коррозийной устойчивости, а также для повышения декоративных качеств деталей, цинковое покрытие дополнительно подвергают хроматированию, кадмированию или обработке фосфатными составами.
Цинк может использоваться в виде пластин, шаров, загружаемых в специальные сетчатые секции, или в другом виде. К цинку также подводится ток. В процессе электролиза цинк (анод) растворяется, и его ионы оседают на поверхности стальных изделий, формируя гальваническое покрытие определенной толщины.
В соответствии с ГОСТ 9.305-84 на операции нанесения цинковых гальванических покрытий применяют различные электролиты, наибольшее распространение из которых получили кислые (сульфатные, фторборатные), слабокислые и щелочные (цинкатные, цианидные и дифосфатные).
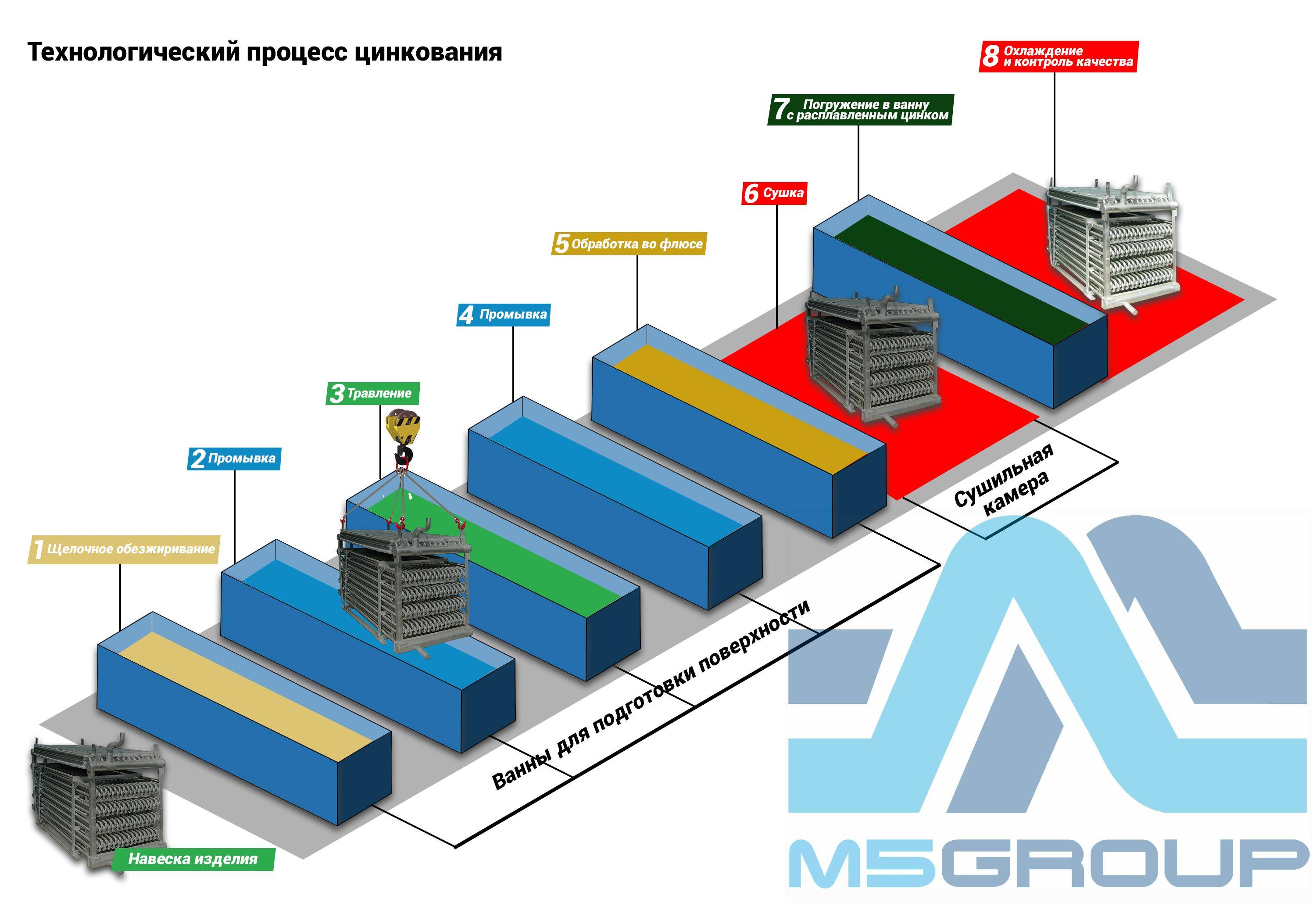
Последовательность технологических этапов гальванического цинкования приведена на рисунке ниже.
Гальваническая обработка металла проводится в следующей последовательности:
- Очистка и химическая обработка. Очистка поверхности деталей от лакокрасочных и смазочных материалов, ржавчины и окалины (процедура проводится с использованием обезжиривающих и щелочных смесей).
- Промывка чистой водой в специальной проточной ванне.
- Электролитическое обезжиривание и последующая промывка.
- Травление в составе, который включает воду и соляную кислоту. Процедура удаляет остатки ржавчины и окалины, исключая растворение или деформацию основного металла, а также декапирует поверхности перед обработкой.
- Промывка, непосредственно гальваническая оцинковка и повторная промывка.
- Для устранения с поверхности окисной пленки применяться осветление металла в растворе, состоящем из воды и азотной кислоты.
- Промывка, фосфатирование (при необходимости) с последующей промывкой.
- Может быть проведена пассивация электролитическим хроматированием или путем хроматированного распыления.
- Сушка детали.
Преимущества данного метода
Обработанные представленным методом изделия применяются фактически в любых условиях, исключение составляют сильная кислотная и щелочная среда.

Основные преимущества:
- Возможность обработки изделий любых форм и конфигураций.
- Способность самостоятельного восстановления участка металлоконструкции при механических повреждениях.
- Высокая степень устойчивости перед жидкостями.
- Дефекты основы тщательно скрываются под слоем цинка.
- Оборудование для горячего цинкования простое и понятное в эксплуатации.
- Значительная экономия – изделия не требуют регулярной обработки и окрашивания.
Для наилучшей степени покрытия изделий, на производствах используется низкоуглеродистая сталь ГОСТ 380-94, 1050-88, 27772-88.
Единственным недостатком метода отмечают ограниченность размеров деталей, которые зависят от параметров емкости с расплавленным цинком. На предприятиях крупногабаритного производства изделия обрабатывают с использованием агрегатов непрерывной оцинковки, цена на такой процесс соответственно выше.
Зачем нужно цинкование
Покрытие цинком или цинкование — популярный способ защиты стали от коррозии. Наряду с иными анодными покрытиями (никелем, хромом) метод наиболее часто применяется для нанесения на:
- конструкции из железа, иных металлов,
- опоры ЛЭП,
- оборудование на судах, в портах,
- дорожные ограждения.
Оцинковка используется в автомобильной промышленности: при помощи тонкого слоя цинка производят защиту деталей мото-, автотехники, кузова легкового автомобиля. Применяется цинкование и в нефтедобывающей, газодобывающей промышленности — для обработки труб, в том числе самых крупных трубопроводов. Технология используется в производстве метизов, проволоки, сетки, батареек, закладных, арматуры, металлопроката, прочих стальных изделий.
Коррозия меняет структуру металла, приводит его в непригодность. Созданная цинковая серебристо-белая пленка работает не только на поверхности, а и насыщает верхние слои металла, что усиливает антикоррозионную защиту.
Особенности и преимущества
Смысл проведения цинкования заключается в создании так называемой гальванической пары со сталью или иным основным металлом. У цинка высокая степень отрицательного заряда (у стали намного ниже). При воздействии агрессивной среды на поверхностный слой цинка химические реакции практически исключены — изделие оказывается надежно защищенным от повреждения.









Эффективная защита металлоконструкций и деталей сохраняется, пока толщина слоя цинка достаточная. После истончения оцинковки результативность покрытия снижается, так как на месте покрытия формируется слой гидроксида цинка, а его протективные свойства низкие.

Основное свойство цинкового слоя — барьерная защита металлических изделий. Но оцинковывать детали рекомендуется и ради электрохимической протекции, для улучшения внешнего вида конструкций. Метод цинкования имеет преимущества и недостатки.
Достоинства технологии:
- возможность провести процесс в домашних условиях,
- низкая стоимость цинка,
- возрастание прочности изделия,
- стойкость к перепадам температур, действию химии, физическим факторам,
- повышение срока службы конструкции,
- неподверженность окислению.
К минусам относится необходимость наличия специального оборудования, приспособления для проведения цинкования. При цинковании поверхности своими руками нельзя в будущем подвергать ее механической обработке — слой цинка будет стираться.

Виды
Нанесение цинка для защиты от коррозии выполняют следующими способами:
- Горячий. При этом получаются поверхности высокого качества. Процедуру выполняют в расплаве цинка, а при очистке металла применяют сильные реагенты. Отличается высокой экологической опасностью. Заготовку очищают от загрязнений, обезжиривают и опускают в ванну с жидким цинком. Затем деталь продувают сжатым воздухом. При этом удаляется излишек цинка и просушивается покрытие. Недостатком считают ограничение размеров заготовок.
- Холодное цинкование. Можно проводить в домашних условиях, без применения дополнительного оборудования. На деталь наносят цинкосодержащий состав, при этом используют валики, кисточки и пневматический инструмент. Недостатком считается низкая устойчивость покрытия к повреждениям.
- Гальваническое нанесение. При помощи данного способа получают слой необходимой толщины, с высоким качеством и устойчивостью к разрушению. Электрическое воздействие позволяет получить молекулярные связи металла на высоком уровне. Перед обработкой необходимо удалить с поверхности все загрязнения. Недостатком считают высокую себестоимость процесса, а также экологическую опасность электролита.
- Термодиффузионный способ нанесения. Деталь и цинкосодержащий состав помещают в герметичный контейнер при высокой температуре до 2600°С. В таких условиях частицы цинка переходят в газообразное состояние и проникают в поверхностный слой детали. При этом получают покрытие до 15 мкм. Недостатком считается низкая производительность, отсутствие блеска на покрытии, а также неоднородность толщины покрытия.
- Газотермический метод. При этом процессе цинк напыляется на металлическую заготовку в составе газовой смеси. Данный способ применяют для больших деталей. Покрытие отличается высокой прочностью.
Для каких целей металлоконструкции подвергают оцинковке
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию. Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.

Способ горячего цинкования на производстве
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
Согласно требованиям настоящего нормативного акта, термодиффузионные покрытия из цинка, в зависимости от толщины слоя, относятся к разным классам, а именно:
- 1-й класс – от 6 до 9 мкм;
- 2-й класс – от 10 до 15 мкм;
- 3-й класс – от 16 до 20 мкм;
- 4-й класс – от 21 до 30 мкм;
- 5-й класс – от 40 до 50 мкм.
Однако толщина покрытия не ограничивается показателем в 50 мкм. Просто о большей толщине не упоминается в положениях ГОСТ. Поэтому по согласованию с изготовителем клиент может заказать обработку изделий цинковым покрытием требуемой толщины. Но в этом случае цинковое покрытие будет считаться нестандартным.
Представленный метод обработки металлоконструкций невозможно применять к деталям и изделиям, в которых присутствуют соединения, сделанные с помощью припоя или смол. Обработку таких изделий проводят, используя другие технологии.
Согласно требованиям настоящего ГОСТа, цинковое покрытие, нанесенное по этой технологии, не может иметь такие дефекты:
- Наросты, вздутия и отслоения;
- Раковины и различные пустоты;
- Присутствие инородных частиц;
- Участки без покрытия (даже при их минимальной площади);
- Остатки насыщающих смесей, которые невозможно смыть;
- Трещины и другие дефекты.
Гальваническое цинкование
Изделия с тонким, прочным и гладким защитным и декоративно-защитным слоем покрытия толщиной 4-20 мкм получают по гальванической технологии цинкования. Основной процесс нанесения покрытия происходит при прохождении электрического тока заданной плотности в растворе электролита от анода к катоду, которым является покрываемое изделие. Этот метод используют для покрытия проволоки, болтов, гаек, шайб, саморезов, шурупов и других метизов.
Товары каталога:
| Болт с фланцем DIN 6921 класс прочности 8.8 |
| Анкер забивной (закладной) |
| Гровер ГОСТ 6402, DIN 7980 горячий цинк |
| Гвоздь шиферный ГОСТ 9870 |
| Гвоздь финишный чертеж (ГОСТ) 7811-7035 |
| Твитнуть |
comments powered by Disqus
Цинкование в домашних условиях
Своими руками возможно провести лишь две методики цинкования — холодную и гальваническую. Именно эти способы просты, доступны, не требуют больших финансовых вложений.
Гальванизация изделий
Перед электрохимическим цинкованием нужно хорошо подготовить деталь. Для этого ее промывают, чистят, протравливают, обезжиривают. Все действия требуют точности, аккуратности. Как источник тока можно использовать обычный автомобильный аккумулятор или зарядное устройство на 6 – 12 Вольт, 2 – 6 Ампер.
На наличие сколов, дефектов, толщину покрытия сильно влияют исходные данные поверхности (рельефность, сложность изгибов), плотность тока на единицу площади, температура раствора электролита. В качестве последнего выступает любая цинковая соль, которая может растворяться в воде.
Лучше всего работает такой раствор:
- цинк сернокислый — 400 г;
- магний либо сернокислый аммоний — 100 г;
- уксуснокислый натрий — 30 г;
- вода — 2 литра.

Можно взять обычный аккумуляторный электролит (вода и серная кислота) и вводить порошок цинка, пока не прекратится реакция. Работать следует только в хорошо проветриваемом помещении с применением перчаток, респиратора, очков.
Деталь помещают в стеклянную посуду (можно заменить винилпластиковой), закрепив на краю емкости. Электролит процеживают, заливают в посуду. Затем делают химическое активирование — изделие помещают в раствор на 10 секунд, достают, промывают водой. После можно приступать к процедуре цинкования.








Готовят цинковый электрод — в любом кусочке цинка сверлят отверстие, продевают медную проволоку, подвешивают в емкости. Желательно, чтобы по площади поверхность электрода была равна детали, которую нужно обрабатывать. Подключают медные провода к источнику питания, минус подводят к самому изделию. Так воздействуют на деталь 10 – 40 минут. В итоге получится качественное цинковое покрытие.
Самостоятельное холодное цинкование
Наносить покрытие в виде краски еще проще. Краска сама по себе — специальная форма цинка, поэтому эффективность процедуры будет довольно высокой.
Для начала надо купить основной материал, внимательно ознакомившись с содержанием цинка (обычно от 85 %)
Если на упаковке указано, что состав чувствителен к качеству подготовки основания, важно провести ее тщательно. Для некоторых красок требуется разведение растворителем или последующая обработка финишными покрытиями
Средства в спреях уже готовы к применению. Остальные материалы реализуются в двухупаковочной форме: в одном флаконе находится цинковый порошок, во втором — жидкий связующий компонент. Согласно указанным пропорциям эти компоненты смешиваются (обычно от 1:1 до 1:3). Перемешивать средство нужно очень хорошо, так как из-за большой плотности состав постоянно расслаивается. Начинать работать можно только, предварительно убедившись в однородности массы.
Нанесение на деталь осуществляется при температуре +5…+40 градусов, влажность не должна быть ниже 30 %. Перед работой надевают защитные очки, перчатки, респиратор, помещение регулярно проветривают. Наносить средства нужно валиком, кистью, краскопультом, после полного высыхания (сутки) разрешено окрашивать изделие любыми подходящими средствами.
Если наносить оцинковку в 2 слоя, давая первому просохнуть 30 минут, срок службы изделия составит не менее 10 лет. Кроме окрашивания, допускаются и иные методы обработки. Так, зачастую мастеров интересует, можно ли варить черные металлы после оцинковки? Технология холодного цинкования предполагает последующую сварку, поэтому стоит уточнить, как приварить деталь, и произвести работу.
Применяя технологию цинкования, можно надежно защитить изделия от коррозии. В итоге есть шанс своими руками создать крепкое покрытие и серьезно сэкономить на повторной покупке изделий.
Как отличить оцинкованный металл от обычного
Оцинкованная и обычная нержавеющая сталь имеют разную себестоимость, поэтому стоит знать, как их различить в условиях не всегда честного современного рынка.
- На глаз. Оцинкованная сталь, как правило, имеет характерные радужные разводы. Также обычный металл имеет более матовую поверхность. Если на металле нет кристаллических декоративных узоров, то цинковое покрытие имеет зеркальный блеск.
- Магнит. Оцинкованные поверхности обладают более сильными электромагнитными свойствами, что можно проверить с помощью обычного магнита.
- Спектральный анализ. Требуется специальное оборудование, определяющее химический состав стали, но данный способ считается наиболее точным и надежным.
- Химический метод. Соляная кислота вступает с цинком в химическую реакцию, при которой начинается выделяться водород. Достаточно небольшого количества соляной кислоты.





