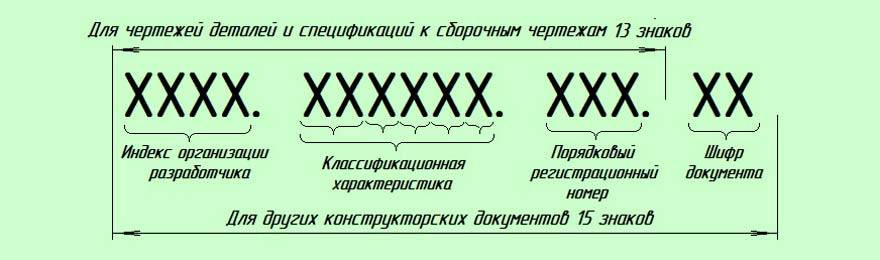
Из чего сделать роликовый нож
Использование самодельного станка позволяет разрезать такие виды материалов:
- Оцинкованная сталь
- Нержавеющая сталь
- Алюминий
- Стальные листы толщиной до 0,5 мм, например, оконные откосы металлопластиковых окон
Для изготовления режущих ножей используются подшипники. Диаметр этих подшипников зависит от размера корпуса роликового ножа, но обычно используется 20-30 мм шариковые подшипники. Чтобы подшипники обеспечивали разрезание материала, необходимо их торцевые грани сточить, сделав их строго под углом 90 градусов. Именно от этого зависит эффективность инструмента.
Это интересно!Диаметр подшипников влияет на скорость реза. Чем больше размер подшипников, тем соответственно и выше скорость реза.
Перед тем, как сделать режущий инструмент роликового типа, надо разобраться с его принципом применения. Заключается применение на том, что самодельный нож движется по направляющим. В качестве таких направляющих используется угловая часть верстака или стола. На поверхности стола размещается разрезаемый лист, и чтобы рез получился ровным и аккуратным, его следует зафиксировать в неподвижном положении. Сделать это можно при помощи двух струбцин и деревянного бруска соответствующей длины. На лист укладывается брусок, а затем он фиксируется с двух сторон струбцинами, тем самым обеспечивая неподвижность во время обработки.
Принцип процесса резки
В слесарном деле резкой называется надрезание металла, а также отделение от него по частям заготовок. Этот процесс можно осуществить с помощью ножниц. Между лезвиями инструмента располагается лист заготовки. Под давлением опускаемого на лист верхнего ножа металл разрезается. Угол заострения лезвия ножа зависит от твёрдости металла. Чем тверже металл, тем острее должно быть лезвие. Угол заострения составляет:
- для мягких металлов — 65º;
- со средней твёрдостью — 70−75º;
- для твёрдых металлов — 80−85º.
Для того чтобы уменьшить трение лезвий ножа, задний угол должен быть от 1,5º до 3º.
Ножи приспособления изготавливаются из легированной стали. Боковые поверхности лезвий должны быть закалены, остро заточены и отшлифованы.
Назначение и устройство ножниц на рычажном механизме
Во время производственного процесса постоянно возникает необходимость в делении целых частей материалов на более мелкие фрагменты. Чтобы облегчить работу, существует масса приспособлений и инструментов. Многие из приборов, будучи изначально изобретенными для мануфактурных целей, прочно вошли в наш повседневный быт: электрический фен (уменьшенный вариант сушки для форм), ножницы, микроволновая печь.
Большинство промышленных инструментов так и остаются в рамках производственного процесса, не проникая в наши дома. К типично профессиональному виду приспособлений относятся и ножницы по металлу настольные рычажные. Это механический инструмент для разрезания металлических листов, жести, а также стальных прутков и проволоки из прочих видов металла. Также производят ручные ножницы по металлу (которые держат в руке при резке) и электрические. Рассмотрим подробно один из типов – ножницы на рычажном механизме.
Устройство рычажных ножниц довольно замысловатое. Как было упомянуто выше, этот механический инструмент и работает по принципу рычага. Процесс разрезания происходит с помощью двух ножей длиной около ста миллиметров. Один нож – неподвижен, он прикреплен к опоре, она называется станина и принимает на себя всё давление, возникающее при работе. В большинстве инструментов по станине перемещаются подвижные части, в данном инструменте принцип такой же. В неподвижной части имеется паз, по которому передвигается крейцкопф (или ползун). Это такая деталь, которая совершает движения туда-обратно, как шарнир.
Другое полотнище свободно двигается на кулисе, которая подаётся крейцкопфом. Эксцентриситет (число, показывающее отклонение конического сечения от окружности) ползуна составляет от 16 до 32 миллиметров, причем 32 миллиметра – это максимальный рабочий ход крейцкопфа. На конце подвижного полотнища имеется ручка длиной 500 миллиметров. Использование этой ручки позволяет умножить прикладываемое усилие во много раз (более чем в 20), что облегчает резку металлического листа. Это объясняется тем, что передаточное усилие увеличивает давление на ножи, поэтому такими ножницами резать намного легче.
Особенности домашнего изготовления

Инструмент, отличающийся отсутствием «зверского» шума при работе, не требующий электроэнергии, можно назвать идеалом. Однако станет он таким совершенством только в одном случае — если правильно подобрать материалы для его изготовления. Лишь они обеспечат отсутствие проблем при обработке, а также долгий срок службы, мало отличающийся от того, что имеют «профессиональные» коллеги — заводские роликовые ножи. Нет, разница все же есть: дома можно собрать только тот механизм, который предназначен для прямолинейной резки. Но чаще всего домашним мастерам требуется именно она.
- Режущие элементы. Два ножа, располагающихся сверху и снизу в одной плоскости, обязательно изготавливают из высококачественного сплава, чья прочность должна быть выше, чем у обрабатываемых листов. В роли ножей выступают подшипники, удовлетворяющие этим требованиям. Чем больше их диаметр, тем выше будет скорость резки. Материал-идеал — инструментальная углеродистая сталь.
- Основание (станина с направляющими), по совместительству — рабочая поверхность, на которой располагается разрезаемый лист, перемещаются роликовые ножи.
- Корпус инструмента. Потенциальный материал — стальной уголок, имеющий определенные характеристики: линейные размеры — от 40 до 60 мм, толщину — 3 мм.
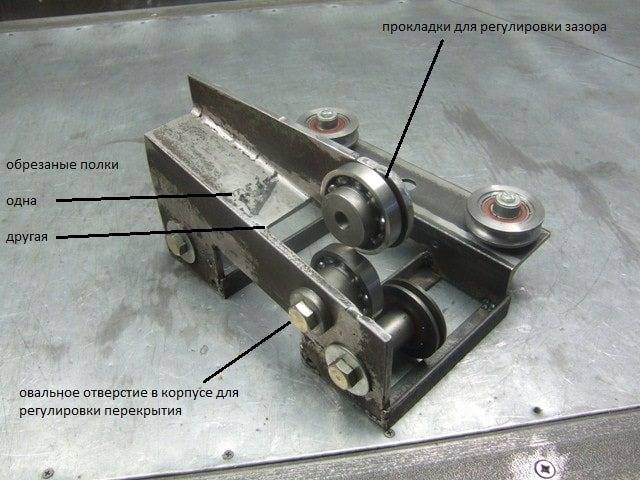
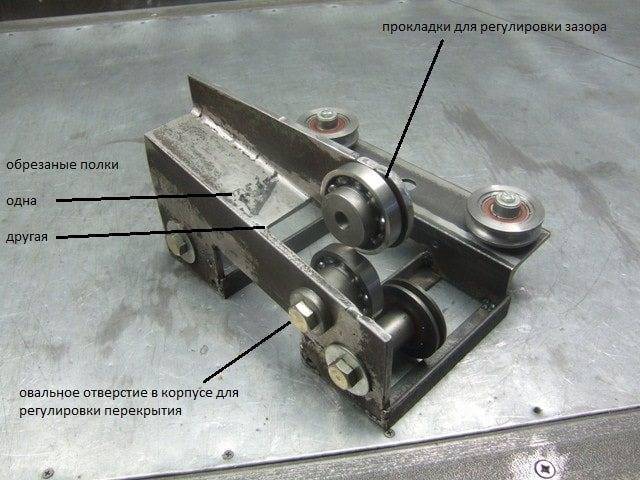
- Дополнительные детали: для надежного прижимания материала — фиксаторы (например, ручка, рукоятка), устройства, регулирующие зазор между режущими дисками.
Самая большая трудность при подготовке к работе — подбор достойного материала для роликовых ножниц. Для их изготовления используют подшипники, чей диаметр зависит от корпуса инструмента, однако чаще выбирают детали 20-30, 50 мм. Грани их стачивают точно под углом 90°. В противном случае качественное, эффективное изделие собрать не получится.
Самодельные роликовые ножи
При всех своих несомненных преимуществах, даже наиболее простая модель роликового ножа имеет вполне приличную стоимость. Этим и обусловлена нецелесообразность его приобретения для проведения разовых работ или же периодического задействования. Впрочем, оптимальное с финансовой точки зрения решение всё же существует – роликовый нож вполне можно изготовить своими руками в домашних условиях.
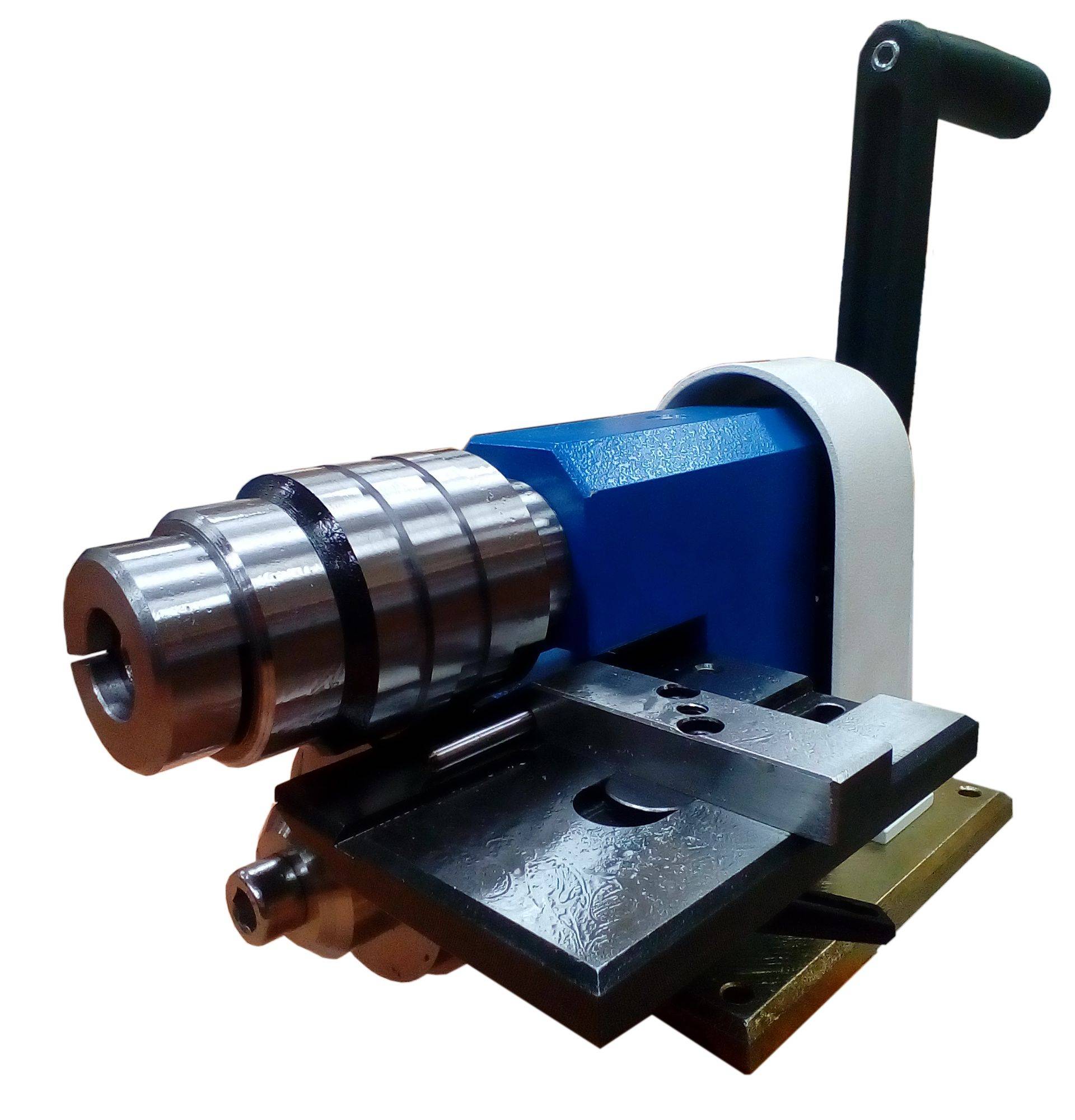
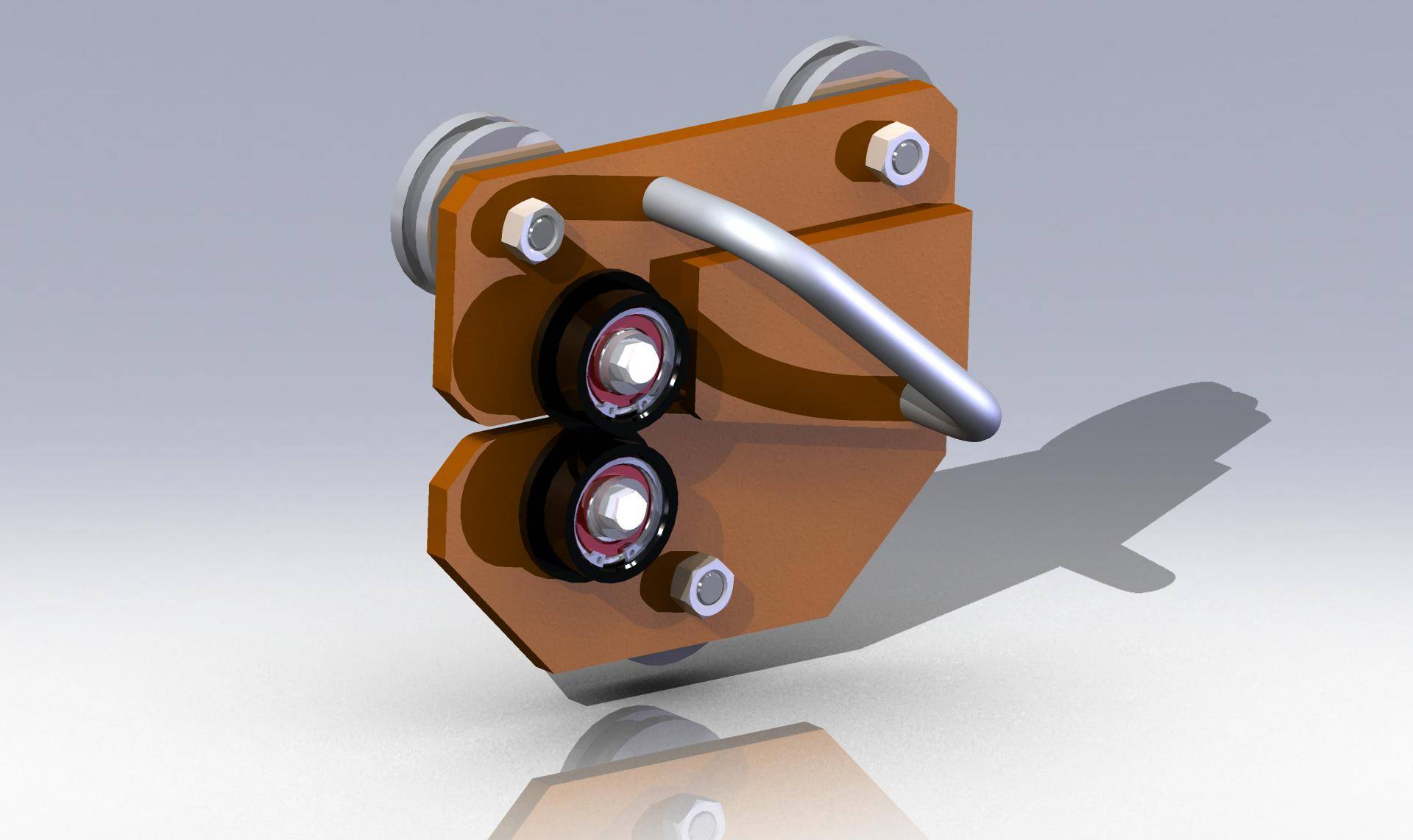
Конструкция подобного приспособления может быть самой разной. Наиболее распространённые вариации представлены ниже (фото, фото 2). Но в любом случае, основная часть остаётся неизменной – режущий нож. Изготавливать его следует из максимально прочного и надёжного стального сплава, прочностные показатели которого в обязательном порядке должны превосходить аналогичные параметры у разрезаемого материала. При несоблюдении этого условия качество реза будет невысоким, что потребует дополнительной обработки обрезанных кромок.
Практика показывает, что рабочий ресурс ножей фабричного производства составляет порядка 25 км листовой стали, при условии, что толщина её составляет 0,5 мм. При большей толщине ресурс соответственно будет ниже. Впрочем, инструмент можно без проблем заточить и продолжить его эффективное функционирование.
Если же говорить о ресурсе самодельных ножей, то он находится в прямой зависимости от того материала, из которого выполнены режущие части агрегата.
Описание ножниц
Задача по разделению листа металла на части решается за счет разрушения прочностных связей на локальном отрезке.
Силовая часть состоит из двух режущих роликов-дисков с разнонаправленным вращением. Режущие кромки у них лежат в одной плоскости. При вращении ролики вдавливаются в поверхность и происходит резка за счет деформации сдвига. Подача листовой заготовки на инструмент происходит с помощью трения ножей о металл.
Конструкция механизма для резки включает два вращающихся ролика, расположенных один над другим. В зависимости от исполнения режущей части, роликовые ножи различают:
- С одной наклонной кромкой для прямой продольной порезки и вырезания круглых и кольцевых заготовок.
- С параллельным положением ножей, выполняющие резку материала полосами с высоким качеством. Встречаются чаще всего.
- С несколькими наклонными кромками для удобной резки заготовок криволинейной, круглой и кольцевой формы с небольшим радиусом.
Все виды ножниц обеспечивают порезку листового материала с высоким качеством, без необходимости в последующей зачистке обрезанного края.
https://youtube.com/watch?v=cjuvih9Wu2I
Для повышения производительности и получения ровного реза корпус с роликовыми ножами устанавливают на стационарный станок.
Оборудование для резки включает станину с опорными поверхностями, оснастку для фиксации материала и роликовый нож. Последний содержит корпус из стального сортамента, накладную ручку, режущие ролики, механизм регулировки зазоров в нескольких плоскостях.
Материалом для режущих дисков служит инструментальная сталь.
Завод-изготовитель закладывает ресурс работы в среднем 25 км, чтобы резать листовой метал толщиной 0,5 мм. С увеличением толщины ресурс работы пропорционально снижается. Режущий элемент подлежит переточке, что существенно повышает срок активной эксплуатации.
Материалы для изготовления
Для того, чтобы сделать ножницы по металлу, вам понадобятся:
- длинный напильник;
- тавровая балка;
- болгарка;
- угольник и маркер;
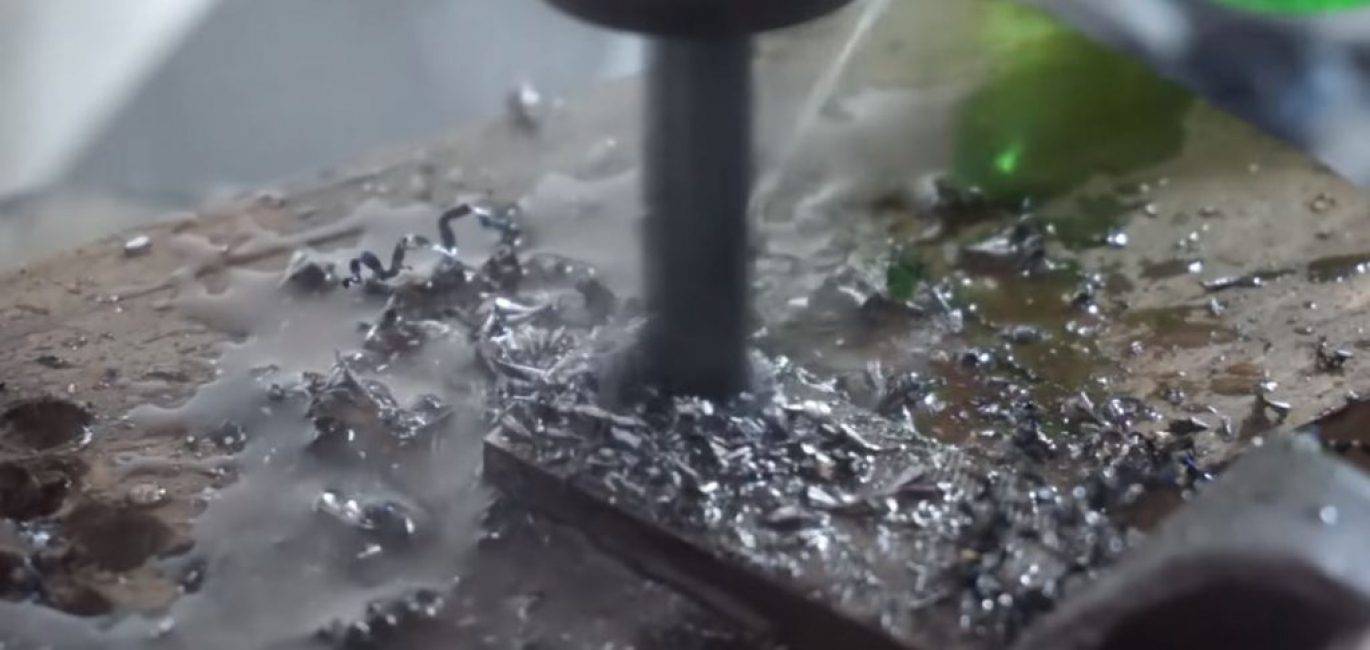
- дрель;
- тиски;
- болты и гайки Ø 10 мм;
- мечик;
- стальная полоса;
- сварочный аппарат;
- металлическая труба;
- клапан двигателя внутреннего сгорания.
Шаг 1. Готовим основу
На тавровой балке отмеряем 23 см и маркером делаем отметку.

Отрезаем болгаркой отмеченный участок.

Края сглаживаем на шлифовальном станке.

На основании балки по четырем углам маркером отмечаем места для креплений и сверлим отверстия под болты Ø10 мм.

Отверстия для креплений готовы.

Шаг 2. Делаем неподвижную режущую часть
Берем длинный напильник.

Отмеряем на нем два прямоугольника равной ширины и длиной по 10 см каждый. Зажимаем напильник в тисках и болгаркой вырезаем две одинаковые заготовки.









Намечаем маркером и просверливаем в каждой из заготовок по 2 отверстия Ø10 мм.
В результате получаем вот такие заготовки для ножей.

Маркером на обеих заготовках отмечаем линию, до которой будем затачивать режущую кромку.

Зажав в тисках заготовку, затачиваем режущую часть только с одной стороны.

Приложив один из получившихся ножей к краю вертикальной части тавровой балки, намечаем места будущих креплений.

Сверлим в намеченных местах отверстия Ø10 мм и, зажав балку в тисках, мечиком нарезаем в отверстиях резьбу.

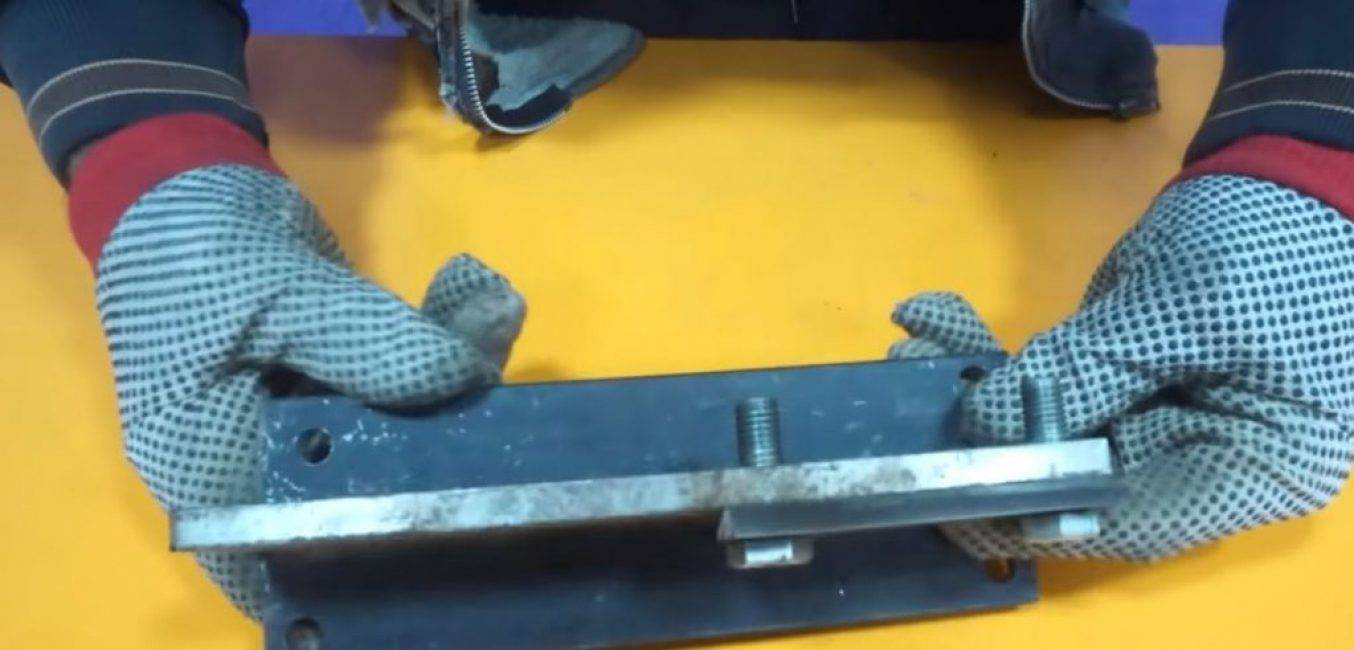
Прикрепляем один из ножей к балке, совместив соответствующие отверстия, и фиксируем его 2 болтами Ø10 мм. Выступающие части болтов срезаем.
Шаг 3. Делаем подвижную режущую часть
Из стальной полоски вырезаем пластину, длина которой примерно равна длине балки. С помощью маркера рисуем на ней скругленный край и обрезаем его болгаркой.

В самой узкой части получившейся заготовки сверлим отверстие.

Из оставшейся стальной полоски вырезаем вторую пластину, которая уже и короче первой.

Для соединения полученных пластин делаем в них сквозное отверстие и соединяем их с помощью болта и гайки. На узкой пластине по две стороны от места соединения стачиваем углы для ее свободного движения.

На краю узкой пластины делаем отверстие для крепления к рычагу. Примерно посередине длины этой пластины намечаем, просверливаем отверстия и нарезаем резьбу для крепления второго ножа так, чтобы его сточенные края выступали.

Крепим к пластине нож, а края болтов срезаем.

К верхней части балки привариваем небольшой кусочек стальной полоски для подгонки зазора между ножами.

К нему привариваем нижнюю широкую часть скругленной пластины.

Пластины крепим между собой с помощью болта и гайки.

Из остатков стальной полоски вырезаем рычаг и перемычку. В рычаге и перемычке просверливаем по 2 отверстия. Одно отверстие рычага крепится к скругленной зафиксированной пластине, второе – через перемычку – к подвижному ножу. Крепим их с помощью болтов и гаек.

К свободному краю рычага привариваем металлическую трубу, которая послужит в дальнейшем ручкой.

Шаг 4. Делаем регулируемый фиксатор
В длинной гайке намечаем середину и просверливаем сквозное отверстие, соответствующее по диаметру клапану двигателя внутреннего сгорания.

С двух сторон в гайку вкручиваем болты.

В просверленное отверстие вставляем клапан. Один из болтов привариваем к зафиксированной на балке скругленной пластине.
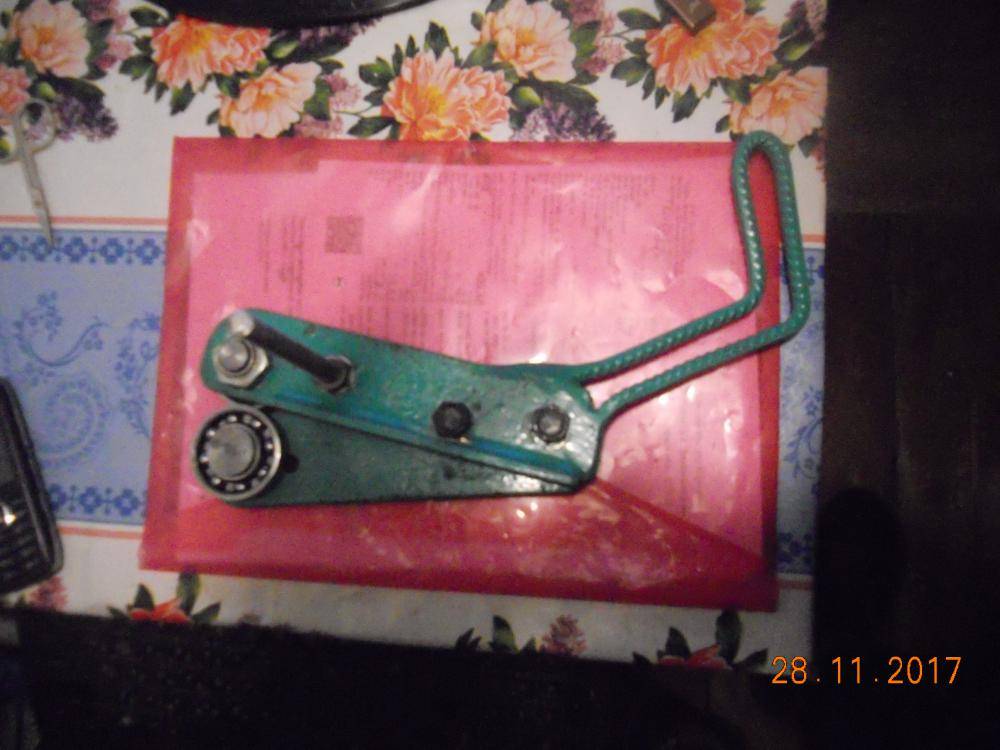








В результате получаем мощные ножницы по металлу.

Самодельные рычажные ножницы
Вариант 1
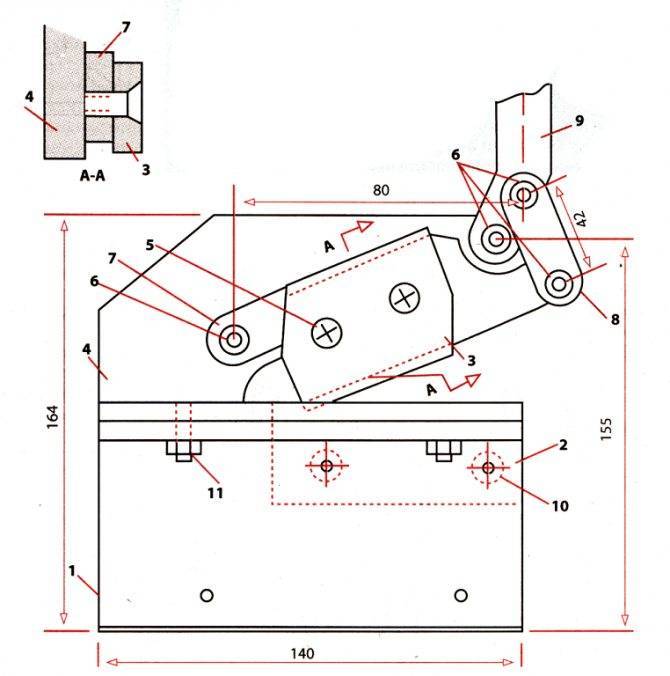
чертеж рычажных ножниц: 1 — нижняя щека, 2 — фиксированное лезвие, 3 — подвижное лезвие, 4 — верхняя основа, 5 — винт для фиксации лезвия (2 штуки), 6 — болты 4 штуки, 7 — ножевой рычаг, 8 — серьга, 9 — рычаг, 10 — винт, 11 — болт для стяжки (2 штуки)
- Станина этой модели ручных ножниц собирается своими руками из пары уголков 7,5 х 7,5 х 0,8 см. Фиксированный нож с помощью пары винтов прикрепляется к горизонтальной основе. Для совмещения с подвижным лезвием верх основы срезается наполовину. В лезвиях проделываются отверстия, прозенкованы для винтов М8 длинной 24 мм впотай.
- На верхней основе с помощью шарнирных крепежей установлены: на нижней поверхности лезвие и рычаг ножа (размеры 6,5 х 3 х 0,6 см), на верхней части рычаг (24,5 х 1,8 х 0,7 см) и серьга (6 х 1,8 х 7 см), обеспечивающая подвижность.
Заготовки своими руками выпиливаются ножовкой. Лезвия вытачиваем из закаленной стали, угол заточки 30 градусов.
Сначала собираем все детали в готовый станок, налаживаем. После разбираем, красим. Когда краска подсохнет — собираем начисто.
Вариант 2
Эта модель ручных ножниц дополняется подробным чертежом. Кроение металла производится парой лезвий длиной 10 см каждое. Подвижное лезвие крепится к кулисе на кривошипном механизме. Эксцентриситет кривошипа составляет 16 мм и дает максимальную амплитуду 3,2см. К его хвосту прикрепляем ручку длиной 50 см.
Рекомендуется сделать стационарный вариант ножниц, которые надежно один раз прикрепятся к рабочей поверхности болтами М10. Для крепежа предусматриваются лапки с отверстиями. Корпус рычажных ручных ножниц необходимо делать из качественной стали 45 или 40, а лезвия из марок Р18, Р9 или У10.
Сделанные по этому чертежу ножницы уже больше 2 лет успешно работают, справляются со стальным листом толщиной до 3,5 мм.
Видеоролик с подробным описанием чертежей, конструкции и изготовления рычажных ножниц по металлу:
Рычажные ножницы по металлу являются востребованным инструментом, с помощью которого выполняются различные процедуры резки материалов — листового металла, жести, профилей, проволоки. Хотя на рынке предлагаются всевозможные ручные инструменты данного типа, не редко находятся авантюристы, предпочитающие сделать гильотинные приспособления своими руками.
- Гильотинные приспособления для резки металла основаны на рычажном принципе работы;
- Процесс резки осуществляется парой режущих поверхностей;
- При этом длина ножа по металлу может составлять порядка 20 сантиметров;
- Одна режущая поверхность прочно фиксируется на основании станка и на нее воздействует вся сила давления во время резки металла;
- Подвижная часть располагается на станине, что способствует выполнению резки высокой точности;
- На стационарном лезвии ручные инструменты предусматривают наличие специального паза для ползуна. Он предназначен для смещений ползуна по мере необходимости. Паз осуществляет перемещения в одной плоскости;
- Подвижная часть резака соединяется с ползуном;
- Рабочий ход данного ползуна обычно составляет 15-30 миллиметров;
- Подвижный нож прочно соединен с ручкой, длина которой составляет порядка 500 миллиметров. За счет нее в процессе резки можно прикладывать меньшее усилие своими руками, чтобы сделать нарезку листового металла нужного качества;
- Гильотинные приспособления имеют металлический корпус, что существенно продлевает срок службы, увеличивает нагрузки, с которыми может справиться инструмент во время резки листового металла, профилей, прутка;
- Ножи для резки изготавливаются из высокопрочной инструментальной стали. Это позволяет разрезать детали листового металла с минимальными усилиями и без деформации режущих кромок.
Используя гильотинные ручные приспособления для резки металла, можно своими руками обработать:
- Листы стали толщиной до 5 миллиметров;
- Изделия из листового алюминия толщиной до 6 миллиметров;
- Латунь толщиной 6 миллиметров;
- Металлические профили с сечением 6 на 80 мм;
- Стальной прут №13.
Самодельные рычажные ножницы
Вариант 1
- Станина этой модели ручных ножниц собирается своими руками из пары уголков 7,5 х 7,5 х 0,8 см. Фиксированный нож с помощью пары винтов прикрепляется к горизонтальной основе. Для совмещения с подвижным лезвием верх основы срезается наполовину. В лезвиях проделываются отверстия, прозенкованы для винтов М8 длинной 24 мм впотай.
- На верхней основе с помощью шарнирных крепежей установлены: на нижней поверхности лезвие и рычаг ножа (размеры 6,5 х 3 х 0,6 см), на верхней части рычаг (24,5 х 1,8 х 0,7 см) и серьга (6 х 1,8 х 7 см), обеспечивающая подвижность.
Заготовки своими руками выпиливаются ножовкой. Лезвия вытачиваем из закаленной стали, угол заточки 30 градусов.
Сначала собираем все детали в готовый станок, налаживаем. После разбираем, красим. Когда краска подсохнет — собираем начисто.
Так как представленная конструкция довольно мала, она крепится на верстаке в тисках. Можно установить инструмент на верстак стационарно. Для этого основание приваривается к уголку, который винтами крепится к верстаку. Чтобы отрегулировать соотношение лезвий используются прокладки.
Устройство и принцип работы
Инструмент состоит из основания и рычага. Детали соединены осью, вокруг которой вращается верхняя часть механизма. Простая модель ножниц имеет один режущий ролик сверху и опорную площадку для листа снизу. Простой механизм справляется с листами толщиной до 0,5 мм и режет только по прямой линии.
Основные виды роликовых ножниц оснащены двумя дисками. Нижний закреплен в корпусе на неподвижной оси. Верхний нож перемещается перпендикулярно направлению реза для регулировки зазора между режущими кромками. Ролики имеют перпендикулярные стороны относительно режущей кромки в ножницах для резки небольших партий заготовок из тонкого листа по прямой. Сточенные под углом торец и обод увеличивают производительность и технические возможности инструмента.
Лист продвигается в зону реза и постепенно, по радиусу дисков, сдавливается режущими кромками. Происходит разрушение связей на кристаллическом уровне. Торец разрезанных деталей имеет ровный край с немного загнутой верхней кромкой. На нем хорошо видно зерно металла.
Инструмент перемещается вдоль шаблона или по разметке. Форма детали повторяется многократно с одной установки инструмента и приспособлений. Тонкие единичные заготовки с большой площадью удобнее резать при фиксированном положении ножниц. Рабочий вручную перемещает лист в соответствии с разметкой.
Работа роликовыми ножницами (Фото: Instagram / sferainnova)
Предназначение
В домашней мастерской используют ручные роликовые ножницы для разрезания стального листа малой толщины, оцинковки, профлиста. В зависимости от конструкции, приспособление позволяет делать быструю нарезку полос с ровными краями и выкраивать фигурные детали с плавными линиями контура.
На производстве роликовые ножницы используют для дополнительной обработки обрезных деталей, раскроя профнастила при кровельных работах, резки других видов материалов. Компактное устройство не требует специального места для работы. Металлический кровельный материал режется по разметке в любом положении.
Виды рычажных ножниц
Конструкции рычажных резаков не отличаются разнообразием, основное отличие в типе привода:
- ручные — наиболее примитивное устройство, воздействием на рычаг приводится в движение режущее лезвие;
- электрические — работают очень быстро, отличаются высокой производительностью. Кроение металла на таком оборудовании не требует никаких усилий от рабочего;
- гидравлические — мощные, запускаются в движение гидравлическим приводом. Широко используются при необходимости больших усилий, например, для рубки арматуры или прута.
Ручные ножницы подразделяются в зависимости от назначения и конструкции:
- с прямыми лезвиями — применяют только для резки по прямой линии;
- с искривленными резаками — ими вырезают элементы сложной формы и отверстия;
- стуловые — применяются для кроения толстых пластов бумаги;
- пальцевые — очень тонкими резцами проделывают отверстия;
- рычажные — стационарно крепятся на верстак.
Ручное рычажное приспособление позволяет выполнять проходную или прямую резку только по ровной линии.
Кроме того, инструменты различаются по длине исполнительных элементов:
- с коротким лезвиями для проходного кроения;
- с длинными режущими поверхностями — для прямого кроения;
- комбинированные ножницы для любых видов, в том числе контурной.
Кроение мелких деталей рычажными ножницами невозможно, они удобны для крупных работ по раскройке или рубке.
Инструмент может быть стационарного или переносного типа. Для работы оба вида крепко фиксируются на верстаке или станине. Только так можно точно и безопасно кроить металл. Чтобы закрепить портативные ножницы используют струбцины или болты.
Роликовый нож своими руками

- Роликовые ножи для металла
- Самодельные роликовые ножи
- Из чего можно изготовить нож
Как сделать роликовый нож для листового металла своими руками. Из чего можно изготовить самодельный роликовый нож?
Резка металла в домашних условиях – процесс достаточно утомительный. Да и качество её зачастую оставляет желать лучшего, вынуждая проводить дополнительную обработку полученных граней. Исправить ситуацию во многом позволяет задействование специальных приспособлений, в том числе и изготовленных своими руками. Об одном из таких устройств, а именно о роликовом ноже, мы с вами сегодня и поговорим.
Роликовые ножи для металла
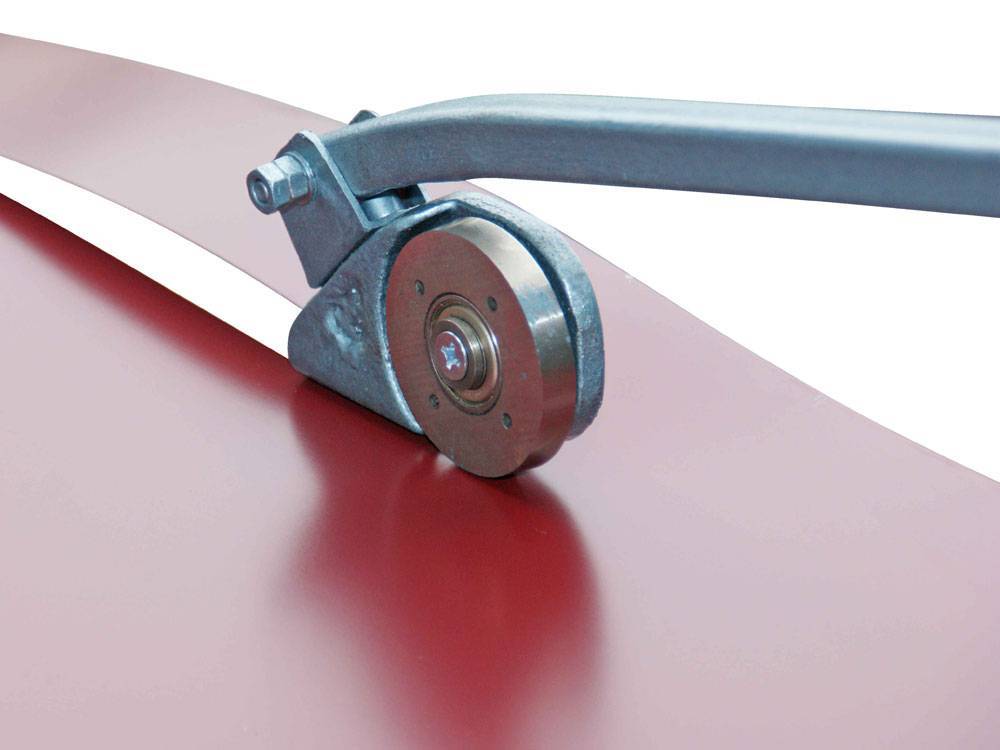
Роликовый нож обретает сегодня всё большую востребованность и популярность. Связано это не только с высокой продуктивностью подобного приспособления, но и достаточно простым его устройством. Принцип действия механизма прост – два режущих диска-ролика вращаются в разные стороны, вдавливаясь в поверхность металла и проводя, таким образом, его резку. Трение между металлом и ножами обеспечивает беспрепятственное продвижение заготовки по инструменту. В подавляющем большинстве случаев роликовые ножи для резки листового металла включают в себя два вращающихся ролика – верхний и нижний. В зависимости от используемой вариации режущего элемента, подобные инструменты могут быть классифицированы следующим образом:
- Ножи параллельного положения – используются для резки металла на полосы, обеспечивая при этом весьма приемлемое качество;
- Кромки с одной наклонной – данная группа позволяет проводить не только продольную нарезку материала, но и вырезать кольцевые и круглые заготовки;
- Ножи с несколькими наклонными – подобные устройства дают возможность проводить эффективный рез заготовок круглой, криволинейной или же кольцевой формации при небольшом радиусе.
Стоит заметить, что все вышеперечисленные вариации прекрасно справляются с резкой листовой стали, при этом обрезанные края не требуют к себе дополнительного внимания и последующей обработки.
Самодельные роликовые ножи
При всех своих несомненных преимуществах, даже наиболее простая модель роликового ножа имеет вполне приличную стоимость. Этим и обусловлена нецелесообразность его приобретения для проведения разовых работ или же периодического задействования. Впрочем, оптимальное с финансовой точки зрения решение всё же существует – роликовый нож вполне можно изготовить своими руками в домашних условиях.
Конструкция подобного приспособления может быть самой разной. Наиболее распространённые вариации представлены ниже (фото, фото 2). Но в любом случае, основная часть остаётся неизменной – режущий нож. Изготавливать его следует из максимально прочного и надёжного стального сплава, прочностные показатели которого в обязательном порядке должны превосходить аналогичные параметры у разрезаемого материала. При несоблюдении этого условия качество реза будет невысоким, что потребует дополнительной обработки обрезанных кромок.
Практика показывает, что рабочий ресурс ножей фабричного производства составляет порядка 25 км листовой стали, при условии, что толщина её составляет 0,5 мм. При большей толщине ресурс соответственно будет ниже. Впрочем, инструмент можно без проблем заточить и продолжить его эффективное функционирование.
Если же говорить о ресурсе самодельных ножей, то он находится в прямой зависимости от того материала, из которого выполнены режущие части агрегата.








Инструкция как сделать роликовые ножницы из подшипников своими руками
Как уже говорилось, вариантов изготовления самодельного роликового режущего инструмента много, но какой выбрать для себя, зависит не только от возможностей, но еще и наличия необходимых расходных материалов. Если понадобился простой самодельный роликовый нож, то сделать его можно из подшипников. Принцип изготовления простой, и для начала разберемся, какие инструменты и материалы понадобятся для того, чтобы его сделать:
- Два подшипника 204 или 205. Использовать можно и другие подшипники, какие есть в наличии. Они не обязательно должны быть одинакового размера
- Уголок 50-60 мм длиной до 30 см
- Резьбовые соединители, шайбы, гайки и прочие мелкие расходники
- Стальная трубка, из которой необходимо изготовить рукоятку для роликовых ножниц
- Из инструментов понадобится сварочный аппарат, а также дрель и болгарка
Когда все необходимые материалы готовы к работе, можно приступать к делу. Инструкция по самостоятельному изготовлению роликового ножа имеет следующий вид:
Сначала необходимо подготовить уголок, так как он будет выступать в роли корпуса, на котором будут размещаться дополнительные элементы
Стачиваем кромку подшипников. Причем сделать это нужно так, чтобы в итоге кромка получилась с острым углом. На обоих подшипниках необходимо «снять» кромку, так как от этого зависит возможность применения роликовых ножниц по назначению
Далее необходимо просверлить отверстие в уголке, и закрепить на нем один подшипник. Для закрепления используется болт с потайной шляпкой. Для закрепления подшипника используется также шайба, за счет которой будет обеспечиваться надежный прижим к стенке уголка
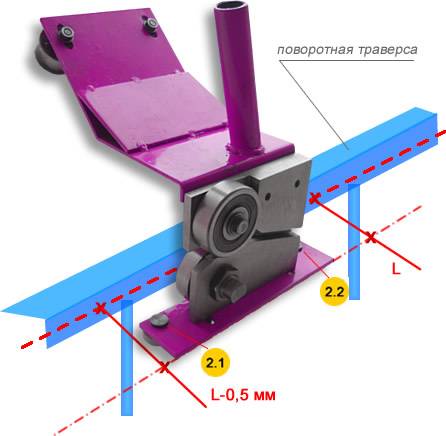
Подшипник крепится так, чтобы его наружная обойма выступала на 1-2 мм сверху от края уголка
Немаловажно предусмотреть возможность его регулировки соприкосновения со вторым подшипником, подложив шайбы с внутренней стороны
С обратной стороны при закреплении подшипника нужно предусмотреть, чтобы шляпка крепежного болта была утоплена в основании уголка. Это надо для того, чтобы самодельный инструмент свободно перемещался по краю верстака
Если утопить шляпку не получается, то можно сделать для нее паз в конструкции верстака, что также вполне уместно при использовании самодельных ножниц
Первая часть работ на данном этапе считается выполненной, поэтому следует перейти к изготовлению второй части. Это рукоятка, второй подшипник, а также отгибатель листа
Используя аналогичный уголок длиной в 2 раза меньше, необходимо закрепить на нем второй подшипник. Предварительно уголок при помощи болгарки необходимо вырезать такой формы, как показано на фото ниже
На торцевую часть полученной заготовки необходимо закрепить подшипник, просверлив предварительно отверстие
Заготовку из уголка приварить к основной части так, как показано на фото. При этом важно учитывать, что верхний подшипник должен вплотную соприкасаться с нижним подшипником, а его наружная обойма должна располагаться на расстоянии к основанию уголка до 1 мм
В завершении необходимо присоединить ручку к получившейся установке, чтобы удобно было работать

В итоге получается самодельный режущий инструмент для резки металлических листов толщиной до 0,5 мм. При использовании устройства надо учитывать, что предназначается оно исключительно для работы с листовыми материалами. В процессе эксплуатации будет изнашиваться кромка подшипников, поэтому целесообразно предусмотреть при изготовлении возможность регулировки соприкосновения подшипников. Все подробности изготовления и применения такого инструмента на видео ниже.
Это интересно!При вращении одного подшипника рукой, второй также должен вращаться, что говорит о правильности изготовления самоделки. Чем больше расстояние между торцевыми частями подшипников, тем ниже качество работы инструмента. В завершении для примера стоит привести пример того, сколько стоит заводской роликовый нож, а также, какие технические параметры он имеет. Для примера рассмотрим станок марки Trim Cutter 3017 и его технические параметры:
- Толщина листового металла максимальная — 0,7 мм
- Вес устройства составляет 4 кг
- Габаритные размеры — 220х180х260 мм
- Стоимость от 25 000 рублей
Исходя из вышесказанного, можно отметить, что сделать роликовые ножницы для резки тонколистового металла своими руками вовсе не трудно. Для этого не понадобится много сил и расходных материалов. Уделив всего 3-4 часа свободного времени, можно сделать высокоэффективный режущий инструмент в домашних условиях. С роликовыми ножницами не понадобится думать, чем отрезать металлический лист при монтаже оконных откосов или как порезать оцинковку на полоски, так как с ним любые подобные работы выполняются легко, быстро и эффективно.
Конструкция
По виду создаваемой линии реза, приспособление подразделяется:
- Параллельное расположение режущих плоскостей. Позволяет создавать ровную прямолинейную линию отреза. Применяется для получения полос металла.
- Одна наклонная плоскость. Выполняется две линии — прямолинейная и криволинейная.
- Две наклонные плоскости. Создают криволинейные и круговые линии отреза.
Последние два варианта применяются для создания фасонных полуфабрикатов из металла. Наиболее распространён первый вариант, в силу простой конструкции и настройки.
Самостоятельно роликовый нож применяется редко. Для создания ровных линий отреза и возможности работы с габаритными изделиями необходимо иметь опорные точки. Поэтому, режущий инструмент выступает в роли технического дополнения к какому-либо стационарному станку. Например, листогибу.
Состав
Устройство для резки металла состоит:
- станина с направляющими (опорные поверхности);
- фиксатор обрабатываемого материала;
- дисковый нож.
В конструкцию роликового ножа входит:
- корпус с встроенной или накладной ручкой;
- режущие диски;
- устройство регулировки (настройки) — предназначено для выставки зазоров и самих дисков по нескольким плоскостям.
Элементы ножа (кроме дисков) — это достаточно простые по форме геометрические фигуры. Выполняются из стальных полуфабрикатов, листа, уголка, швеллера или другого металлического профиля.
Режущий элемент изготавливается из прочной инструментальной стали. Заводские модели имеют ресурс 25-30 км при обработке листа толщиной 0,5 мм.
Система регулировки — это сочетание овальных отверстий, металлических прокладок и установочных болтов.
Для мастера, владеющего навыками обработки металлических деталей, изготовить такое приспособление не составит особого труда. На примере специалистов, создавших роликовый нож самостоятельно, временные затраты получались в пределах 5-10 дней, включая регулировку и настройку.
Роликовые ножницы и особенности резки листового металла
В металлообрабатывающей промышленности для обработки листового материала используются роликовые ножницы или ножи. Ножами этот инструмент называют по причине того, что его работа основывается на применении двух режущих дисков. Процесс резания основывается на том, что ролики вдавливаются в листовой материал с двух сторон — сверху и снизу. При этом происходит его разрезание без применения каких-либо острых ножей. Роль режущих и острых ножей играют ролики, которые соприкасаются стенками друг к другу с двух сторон.
Ролики не только режут листовой материал, но еще и облегчают процесс перемещения инструмента по поверхности листа. Это означает, что резать роликовым ножом не только удобно, но еще и эффективно. Если сравнить работу устройства с ручными ножницами, то следует отметить такие достоинства:
- Скорость — разрезать лист стали роликовыми ножницами можно за считанные секунды, а использование ножниц требует много времени, которое зависит от длины разрезаемого материала
- Качество реза — роликовый нож режет не только быстро, но еще и высококачественно. При этом отсутствуют сколы, искривления, изгибы и т.п. в месте получения реза
- Физическая усталость — резание ручными ножницами требует прикладывания физических усилий, в то время как применение роликового инструмента исключает такую потребность. Для разрезания необходимо только перемещать ножницы роликовые по направляющим, выполняя тем самым разрезание листа стали
Роликовые ножницы классифицируют по типам ножей на три вида:
- Они располагаются параллельно. Самая популярная разновидность режущего инструмента, который предназначен исключительно для раскроя материала на полосы, то есть резка выполняется в прямолинейном направлении
- Имеют один наклон. Они предназначаются для нарезания не только ровных полос листового материала, но еще и для вырезания заготовок круглого и кольцевого типа
- С несколькими наклонами. Такие роликовые устройства предназначаются непосредственно для нарезания разной формы заготовок — кольцевые, круглые, криволинейные и т.п.
После разрезания край материала не нуждается в дополнительной обработке, так как он получается ровным, без сколов и задиров.