Правка под углом и создание фаски
Обязательно надо выдерживать угол наклона. Если нож до этого резал легко, то угол заточки режущей кромки оставляется прежний. Если меняется угол заточки, то лучше новый угол сделать с привлечением измерительного инструмента. 25 градусов считается оптимальным углом, если есть отклонения, то лучше в сторону уменьшения.
Но вопрос ещё и в том, насколько точно сведены грани режущей кромки. Имеется в виду, соблюдена ли плоскость грани, или она имеет скругления.
Спуски или фаски служат для плавного перехода от обуха к режущей кромке. Есть различные формы спусков клинка. Подбираются они в зависимости от его использования. Иногда спуски имеют один угол с режущей кромкой, к примеру, скандинавские. Бывают заточены под линзу, как выпуклую, так и вогнутую.
 При заточке нужно выдерживать угол.
При заточке нужно выдерживать угол.
Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. Москва
Новые технологии снабжения город Москва!
Для того чтобы найти поставщика сортамента Все виды работ по Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. %CITY%, вам не нужно долго бродить по интернету и искать сайты поставщиков, сравнивать цены, созваниваться и уточнять наличие. Мы предлагаем Вам автоматически отправить Вашу Заявку на покупку всем основным Поставщикам не только региона Москва, но и в выбранных Вами регионах РФ и СНГ.
Фактически Вы объявите Тендер на Все виды работ по Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. %CITY% в регионе Москва.
Отправить заявку поставщикам
Наша автоматическая система очень проста. Metal100.ru — это информационный портал, здесь представлены цены основных поставщиков металлопроката с ежедневным обновлением ценовых предложений. Как только Вы отправите свою заявку на поставку, система автоматически оповестит всех поставщиков в городе Москва, а так же в других указанных Вами регионах. Получив Ваш запрос, поставщики сделают соответствующий расчёт и предлежат Вам лучшие цены!
Кроме того, на нашем сайте размещены прайс-листы основных поставщиков, и Вы всегда можете сравнить актуальность поступивших предложений.
Экономьте время и деньги!
Так же просим обратить Ваше внимание на авторизацию пользователя. Как правило, все авторизованные поставщики металлопроката имеют Рейтинг и отзывы покупателей. Неавторизованные пользователи в основной своей массе небольшие металлотрейдеры, занимающиеся поставкой мелкооптовых партий, что не гарантирует 100% выполнение последними своих обязательств по срокам и качеству продукции
Неавторизованные пользователи в основной своей массе небольшие металлотрейдеры, занимающиеся поставкой мелкооптовых партий, что не гарантирует 100% выполнение последними своих обязательств по срокам и качеству продукции.
Остерегайтесь мошенников!
Удобная навигация портала МЕТАЛ100 позволяет в несколько кликов находить нужный Вам сортамент металлопроката в регионе Москва. Сравнивайте цены поставщиков сортамента Все виды работ по Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. %CITY% и выбирайте лучшее предложение!
Желаем Вам удачных сделок!
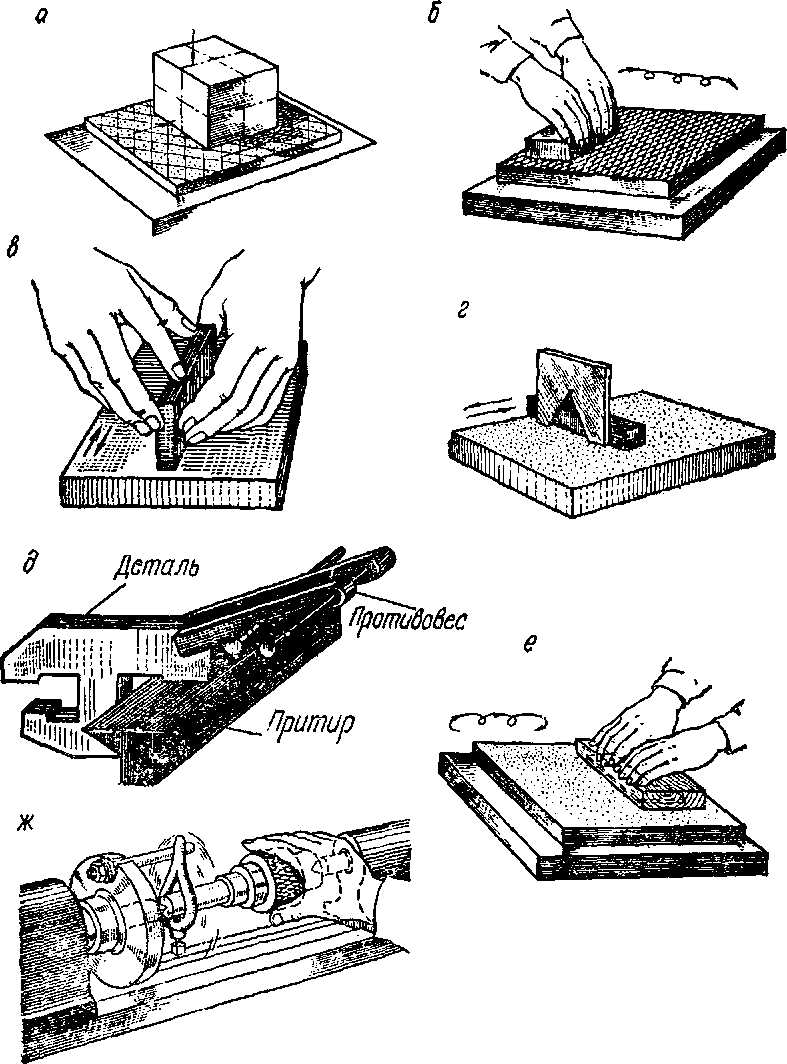
Инструменты, приспособления и материалы
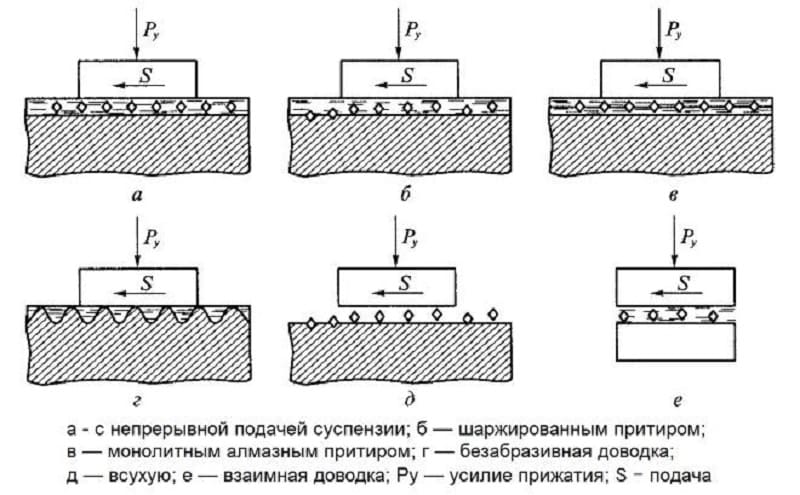
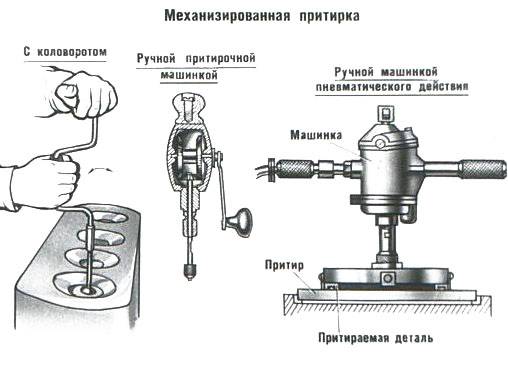
Выбор технологии обработки и необходимого оборудования зависит от количества изделий в серии. Различают следующие виды притирочных операций:
- Ручная притирка. Технология обработки единичных деталей, когда нецелесообразно настраивать сложное оборудование, либо оно отсутствует.
- Полумеханическая (механизированная) притирка. Используется специальный инструмент. Например, притирочный станок. Активно применяется при мелкосерийном производстве. Часть процесса выполняется вручную (подача абразивного состава, обработка сложных частей детали).
- Механическая. Полностью автоматизированный процесс. Оборудование высокой точности и системой контроля качества. Сложные, дорогие станки, поэтому применяются на крупных предприятиях при выпуске серийных изделий.
Качество механической притирки очень высокое. Современные системы контроля позволяют получать крупносерийные партии с гарантированной точностью 0,001 мм. При выполнении автоматизированной притирки многократно сокращается время операции в сравнении с ручной обработкой. Один оператор может работать на нескольких станках, что повышает экономические показатели и производительность. Кроме того, добиться такого же качества шлифовки поверхностей вручную может только слесарь высокой квалификации.
Основная деталь притирочного станка — плита. Несмотря на название, она может быть не плоской, а иметь сложную форму. Современное оборудование для доводки деталей программируемое, с точно указанными режимами работы и алгоритмом движений. Датчики положения сигнализируют об ориентации заготовки, контролируют размеры изделия и шероховатость поверхности. Конфигурация станка зависит от формы детали. Есть оборудование для обработки наружных поверхностей, отверстий, внутренних полостей. Станок стандартной конфигурации может быть вертикальным и горизонтальным. Инновационные автоматизированные системы универсальны. Роботизированные модули могут работать как в вертикальной, так и в горизонтальной плоскости. Используется такое оборудование в автомобилестроении.
Смазывающие вещества
Рабочий состав, в котором происходят притирочные операции и доводка состоит из абразива и связующих веществ, обеспечивающих качественное шлифование. Продукция делится на три категории:
- Твердые абразивы. Минералы натурального происхождения. Содержат оксиды алюминия, кремния. К этой категории относят натуральные и искусственные корунды (наждак), эльбор, синтетические алмазы.
- Мягкие абразивы. Мелкодисперсные порошки в смазочных материалах. Хорошо известная паста ГОИ (Государственный оптический институт) из этой категории. Сюда же относятся порошки серии «М» (первая буква в названии абразива, например, М20, М7, М28 и другие).
- Алмазные пасты. 4 вида по размеру абразивного зерна. Маркируются аббревиатурой АП и цветами: красный (крупнозернистая АП60/80/100), зеленый (среднезернистая АП20/28/40), голубой (мелкозернистая АП7/10/14),желтый (тонкозернистая АП1/3/5)

Для повышения эффективности работы можно пользоваться несколькими составами. Сначала обработать поверхность твердыми абразивами, а затем мягкими. Алмазные пасты дороги, поэтому применяют их только для доводки деталей из твердых сплавов, стекла, керамики. Мягкими абразивами обрабатывают черные и цветные металлы. Ими же делают полировку, например, паста ГОИ изначально разрабатывалась для производства оптики различного назначения.
В качестве смачивающей и смазывающей основы применяются технические масла, животный жир, нефтепродукты (керосин, парафин). Абразив может поставляться в готовом пастообразном виде, в порошке, в твердом состоянии. В зависимости от основы меняются характеристики состава, его плотность, вязкость. Иногда целесообразно использовать суспензии. Такие, как смесь воды, керосина и олеинового масла. В составе рабочей смеси может быть от 50 до 85% смазочных материалов. После того, как шероховатость поверхности доведена до необходимых значений поверхность промывают. Абразив не должен оставаться на деталях. Делают это керосином, чистой водой или с добавлением поверхностно-активных веществ.
Первичная механическая и термическая обработка плит
| |



Для начала надо плиты подготовить. А именно: надо отфрезеровать нижнюю сторону – убрать все эти ножки и часть металла, они нам без надобности. Затем чуть уменьшить толщину верхней стороны – на строгальном станке или фрезерном, провести черновую шлифовку. Плиты станут легче и удобнее в работе, при этом сохранятся все их характеристики.



Затем плиты загружают в печь нагретую до 100С и постепенно доводят нагрев до 450С, со скоростью нагрева 60 градусов в час. Выдерживают при этой температуре примерно 1 час. Затем дают им остыть вместе с печью, постепенно. Процесс долгий, и не однозначный… я работал на плитах с таким старением и без такового, и особой разницы не заметил… По-любому, одни плиты будут хороши в работе, другие не очень… это неизбежно.
Следующий этап: мы проводим чистовую отделку – шлифуем нижнюю сторону, фрезеруем и шлифуем верхнюю, рабочую поверхность – тощина верхней “пластины” 15-20 мм. Чистовую шлифовку делаем самым мелким абразивным кругом на станке наилучшей точности. Затем вручную надфилем сбиваем все острые кромки, закругляем их, особенно на нижней стороне, так как там нам придется руками работать во время притирки и острые грани нам ни к чему – будут травмировать ладони (на рисунке выше обозначены синим цветом). Вообще, нижнюю сторону желательно обработать пескоструем. Отверстия по бокам плиты – под ручки – следует также хорошо прокрасить или вообще закрыть заглушками. Ни в коем случае не использовать алмазный инструмент!
Затем плиты хорошо промываем бензином, обезжириваем и красим нижнюю часть хорошей масляной краской. На боковой стороне выбиваем (лучше гравируем) номера – 1, 2 и 3 – чтобы не путаться, можно выкрасить плиты в разный цвет.
Теперь можно приступать к доводке самих плит.
Суть технологии и описание процесса
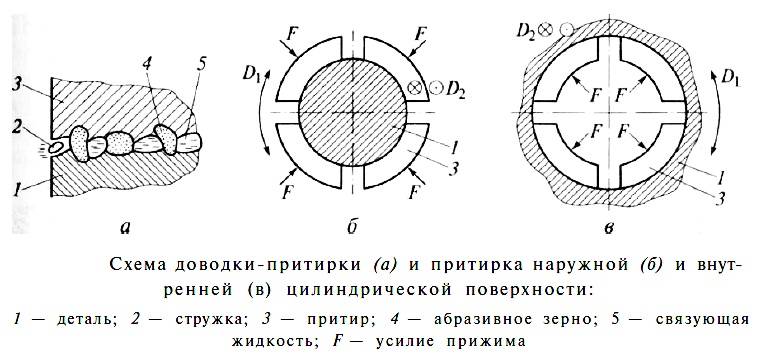
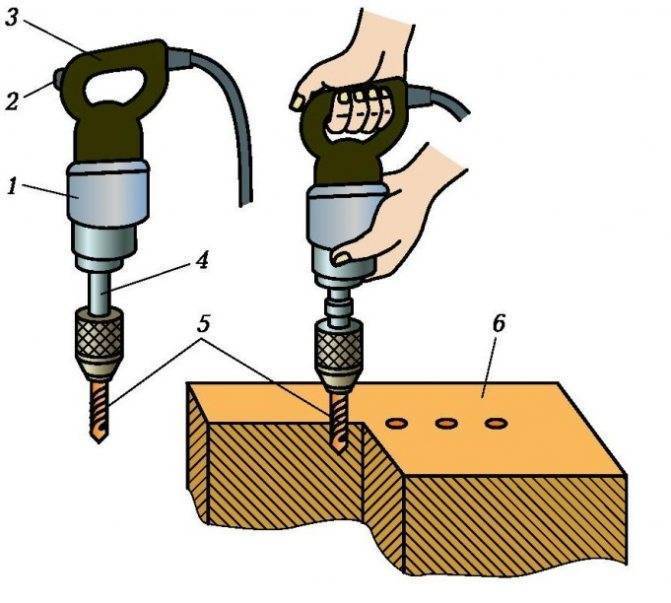
В основе притирочной технологии лежит процесс механического или химико-механического удаления микровыступов с поверхности обрабатываемой детали посредством применения твердых, порошковых и пастообразных абразивных материалов. При обработке плоских и криволинейных поверхностей притиранием должны обеспечиваться не только параметры шероховатости, но и заданные показатели по линейным размерам. Поэтому точность результирующей поверхности во многом зависит от точности и жесткости применяемого притира, а также вида и размера абразивных зерен.
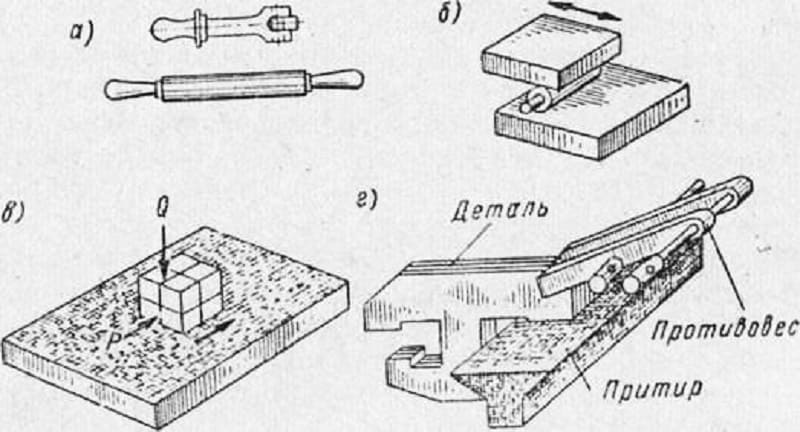
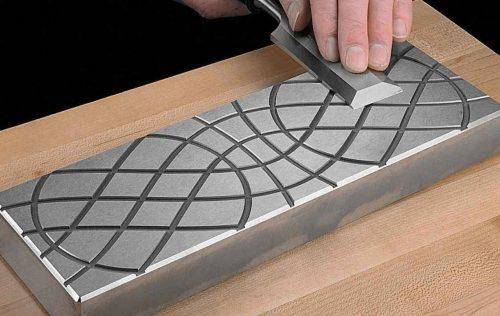
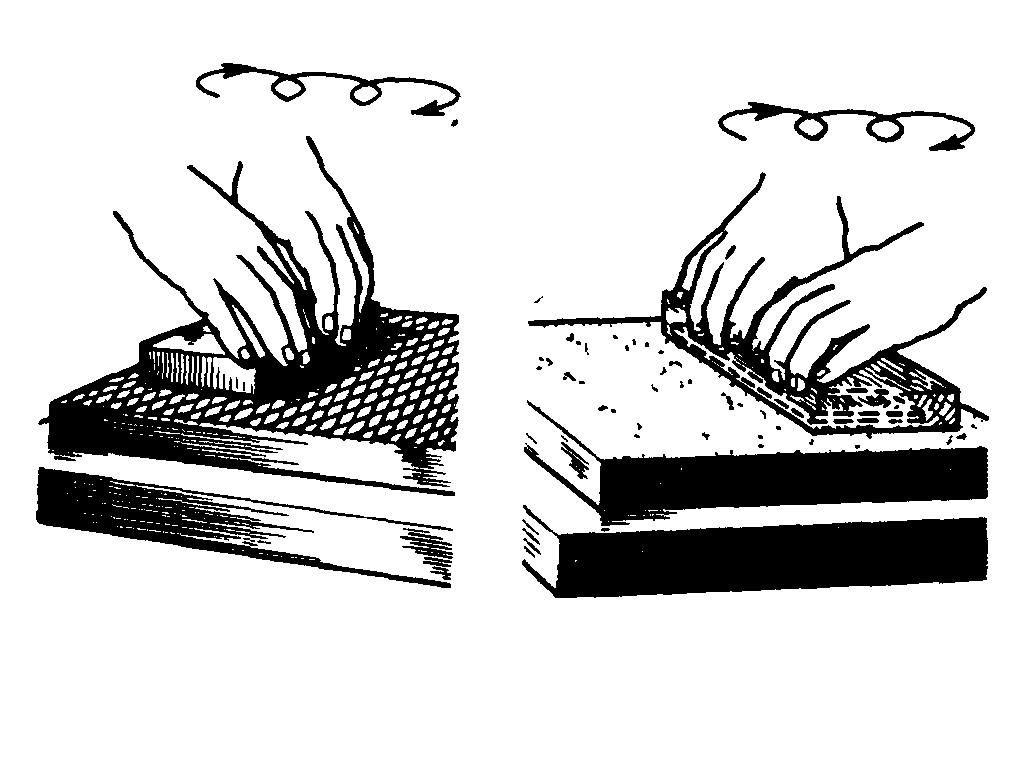
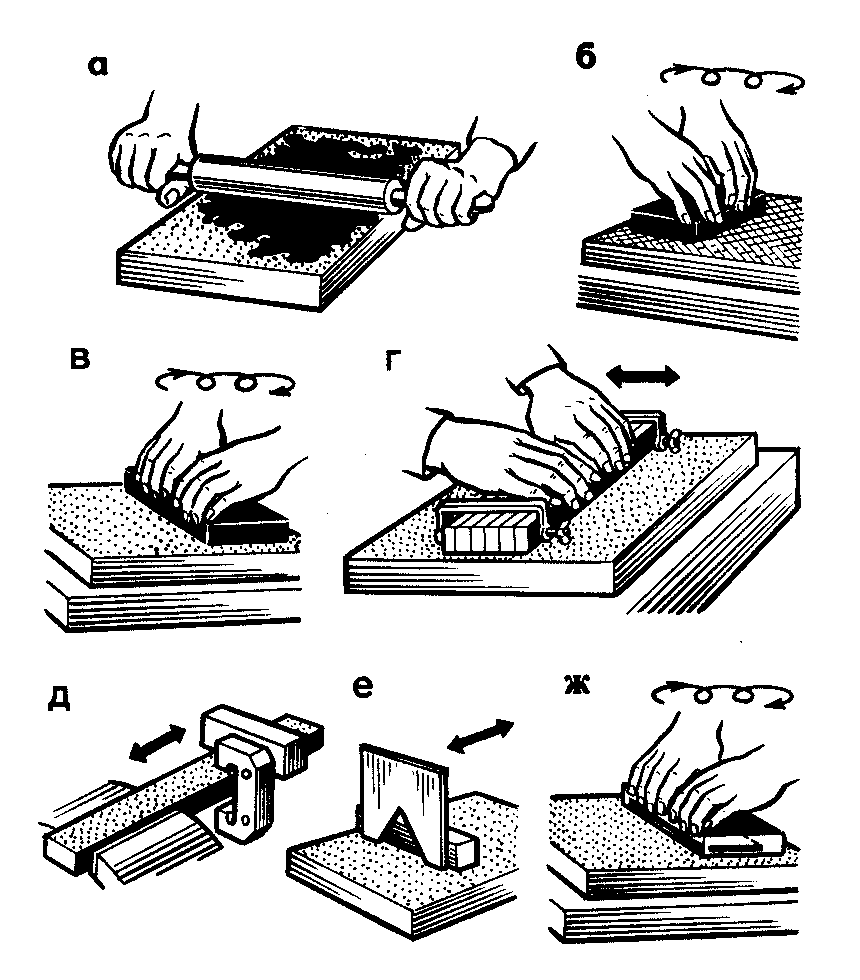
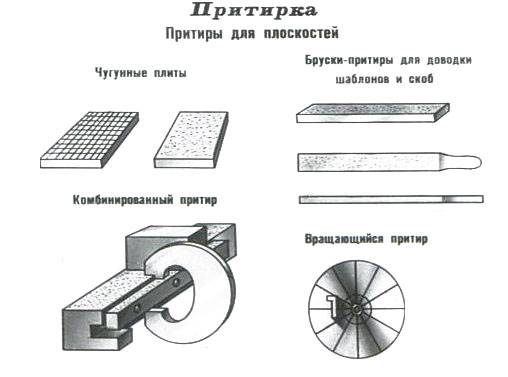
Самый распространенный вид притиров — это изготовленная с высокой точностью чугунная притирочная плита с пазами, которые служат для отвода излишков абразива и срезанных частиц металла. Перед началом притирки на нее наносят абразивный порошок, смешанный со смазочно-охлаждающей жидкостью. Твердость притирочной плиты всегда выше, чем у обрабатываемого металла. Поэтому тонкий слой абразива, которым деталь и плита отделены друг от друга, при определенном давлении на деталь во время ее возвратно-поступательного движения будет срезать микровыступы более мягкого металла (см. рис. ниже).

Технология притирки
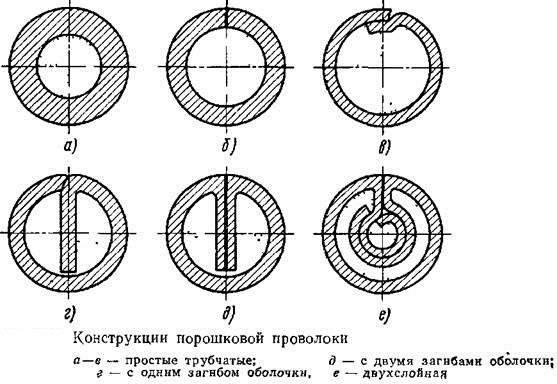
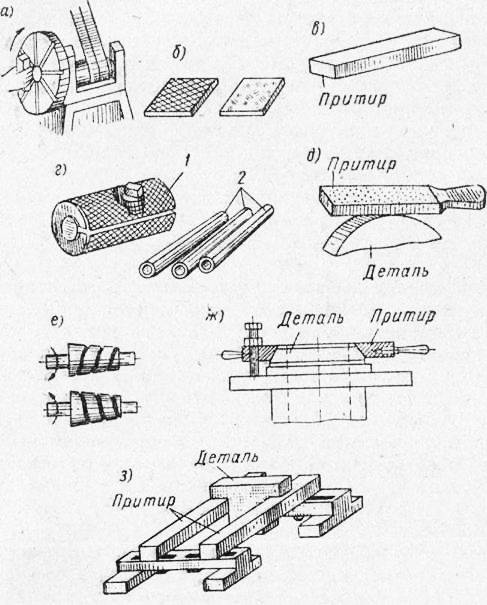
От траектории движения детали в процессе притирки зависит равномерность распределения по ее поверхности заданной шероховатости. В зависимости от технологических особенностей такие перемещения могут быть круговыми, спиральными, по восьмерке и т. п. Соответственно, чугунные плиты, на которых предполагается доводить разнообразные по своим характеристикам детали, выпускаются с различными конфигурациями пазов. Чаще всего это сетка из прямоугольников или многоугольников, но также популярны и другие (иногда весьма замысловатые) варианты (см. фото ниже).
Притирочная плита
Старичков В. С. Практикум по слесарным работам: Учеб. пособие для подготовки рабочих на производстве. — 3-е изд., перераб и доп. — М.: Машиностроение, 1983, — 220 с., ил.
Данное учебное пособие, в отличие от других учебников и пособий по слесарному делу, содержит подробное описание конкретных рабочих приемов и способов практического выполнения основных слесарных операций и видов работ в определенной технологической последовательности.
Учебное пособие предназначено инструкторам производственного обучения для оказания помощи по проведению практических занятий при подготовке слесарей различных специальностей: слесарей механосборочных работ, слесарей по контрольно-измерительным приборам и автоматике, слесарей-ремонтников, слесарей по ремонту автомобилей и рабочих других специальностей.
Области использования технологии
Процесс доводки и притирки довольно трудоемкий и сложный, по этому прибегают к нему в том случае, когда нужна большая точность сопрягаемых деталей. Во многих больших изделиях большой сложности по такой технологии может быть сделать только один или несколько узлов. Другие во время сборки устанавливаются без точной доработки. Доводка, притирка поверхностей, отверстий, резьбы нужна в следующих производственных сферах:
- во время изготовления насосов;
- во время сборки двигателей;
- при доводке сопрягаемых, скользких поверхностей в автомобилестроении (станки, оборудование);
- во время изготовления измерительных инструментов и точных приборов.
В некоторых случаях монтаж обработанных деталей не окончательна операцией. После того как произошла установка механизм, прибор приводят состояние для работы и в обстановке мелкодисперсного абразивного материала детали доводятся до необходимых параметров уже на месте. После этого устройство промывается, и при необходимости смазывается.
Паспорт
При покупке или модернизации владелец обязан иметь паспорт на станок. Это соответствующая техническая документация, которая будет необходима в ходе использования. Законодательством запрещено работать и ремонтировать инструмент без наличия схем и руководства по эксплуатации.В группировании металлорежущих станков, какую разработал экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС), притирочные относят в третью группу, седьмой тип.Группа 3- Шлифовальные, полировальные, доводочные, заточные станки.
- Кругло шлифовальные
- Внутришлифовальные
- Обдирочно-шлифовальные
- Специальные шлифовальные
- Заточные
- Плоскошлифовальные
- Притирочные и полировальные
Исходя из этой классификации каждому металлорежущему стану серийной продукции присвоен шифр (число из 3-4 цифр). Первая цифра – группа, вторая – тип, третья или четвертая – размеры станка или детали, которую он обрабатывает.
Популярные марки ПП на российском рынке
В России в продаже имеется множество фабричных марок ПП, которые могут иметь сильные отличия. Ниже мы рассмотрим несколько популярных марок паст.
ВМП Классическая
Самая популярная марка притирочных абразивов на российском рынке. Этим материалом можно обрабатывать как дизельные, так и бензиновые двигатели. Можно применять как для черновой, так и финальной отделки. Средний размер зерна составляет 70-90 микрометров, однако в процессе обработки зерно уменьшает в 5-10 раз, что является большим плюсом (за счет этого обеспечивается универсальность пасты). ПП не портится при хранении, ее легко использовать. Марка выпускается в виде пластиковых тюбиков с носиком, а также в пакетах. Стоимость большого тюбика весом 400 грамм составляет 700-800 рублей.
ВМП Профессиональная
Является усовершенствованной модификацией предыдущей марки. Подходит только для обработки бензиновых двигателей (для обработки дизеля рекомендуется использовать другую марку ВМП Алмазная). Можно применять для черновой или финальной обработки. Средний размер фракции составляет 45-75 микрометров, а в процессе обработки фракции уменьшаются в размере. Марка является профессиональной — с ее помощью можно обрабатывать двигатели как простых машин, так и гоночных. Также пастой можно затирать клапаны грузовиков, автобусов, различной военной техники. Выпускается паста в виде тюбиков, а также в пакетах. Стоимость тюбика весом 400 грамм находится в пределах от 900 до 1200 рублей.
ВМП Алмазная
ПП этой марки содержит алмазную крошку. Поэтому с ее помощью можно обрабатывать прочные дизельные движки. А вот применять ее для затирки бензиновых двигателей не рекомендуется — зернышки материала будут оставлять царапины, что может привести к растрескиванию клапанов. Марку применяют для черновой или чистовой обработки. ПП не рекомендуется смешивать с другими составами. Выпускается в четырех различных разновидностях (тюбики с составом + пакет 1 кг). Стоимость крупного тюбика весом 400 грамм составляет от 1300 до 1800 рублей.
ABRO GP-201
ABRO GP-201 выпускается в виде небольших баночек, где общий вес двух смесей которых составляет 140 г. Каждая баночка разделена на две секции:
- В первой секции содержится паста COARSE. Этот состав является крупнозернистым, а используется он для выполнения черновых работ, а также для обработки сверхпрочных клапанов.
- Во второй секции содержится другая ПП, которую называют FINE. Этот состав относится к категории мелкозернистых, а с его помощью выполняются финальные работы.
- Пользоваться ПП просто — сперва Вы применяете COARSE, а потом используете FINE. Такой способ обработки позволяет выполнить зачистку качественно, удобно, быстро.
ABRO GP-201 не портится при хранении. ПП относится к категории термоустойчивых, поэтому она переносит высокие температуры, которых может достичь мощный двигатель во время работы. Стоимость одной такой баночки составляет 200-400 рублей.
Притирочно-абразивный материал Done Deal
По композиции этот материал похож на пасту ABRO GP-201:
- Упаковка разделена на две автономных секции.
- В первой секции хранится универсальная среднезернистая смесь.
- Во второй секции хранится мелкозернистая смесь.
- Для затирки человек используется сперва среднюю смесь, а потом — мелкую.
Done Deal подходит для обработки бензиновых двигателей. Смесь не содержит крупные фракции, поэтому ее не рекомендуется использовать для обработки сильно поврежденных клапанов. В состав одной упаковки входит 2 одинаковых тюбика общей массой 50 г. Стоимость одной упаковки — 300-500 рублей.
ГОИ
Представляет собой притирочную пасту на основе оксида хрома и стеарина. Подходит для обработки всех бензиновых двигателей. Средняя стоимость 1 упаковки — 100-200 рублей. Выпускается в трех разновидностях в зависимости от крупности зерна:
- Опытным следует покупать крупнозернистую и мелкозернистую ГОИ, а обработку следует выполнять в два этапа.
- Новичкам рекомендуется отдать свое предпочтение универсальной среднезернистой ПП, а обработку можно выполнять в один заход.
Суть технологии
Целью операции является доведение поверхностей деталей до оптимальных характеристик, необходимых для совместной работы с другими элементами конструкции. Часто узлы механизма при эксплуатации работают при взаимном трении, например, поршень и цилиндр. Допуск в этом случае около 0,001 мм, что обеспечивает необходимую герметичность и свободный ход без заклинивания. Добиться такой точности позволяет операция по доводке и притирке. Но во время ее проведения слой металла частично удаляется, поэтому при производстве заготовок оставляют припуск 0,01-0,02 мм, чтобы в конечном результате получить деталь с точностью 0,001-0,002 мм.
Не следует считать термины синонимами, притирка отличается от доводки согласно действующим нормам ГОСТ 23505-79. В рабочей документации следует точно указывать название операции.

![Глава xvii. притирка и доводка [1980 макиенко н.и. - общий курс слесарного дела]](https://lab-metr.ru/wp-content/uploads/b/c/a/bca453197ce7d621822402142f8526b3.jpeg)



Главной задачей при доводке является получение гладкой поверхности и соблюдение геометрической точности детали согласно чертежу. При этом характеристики по чистоте обработки, допуски могут полностью совпадать в обоих видах работ. Поэтому в реестре рабочих специальностей утвержден профессиональный стандарт специальности — «доводчик-притирщик». Обе операции финишные и если технология изготовления детали требует термической обработки детали то делают ее до слесарной работы.
Технология доводки и притирки заключается в нанесении абразивных смесей в виде паст, гелей, жидкостей на поверхность детали из стали, алюминия и других металлов и последующей механической обработкой специальными приспособлениями. Необходимый для работы инструмент и использующиеся расходные материалы указаны в инженерной документации. Доводкой сглаживают поверхность до нужных значений, удаляя излишки металла абразивными частицами, находящимися на поверхности обрабатывающего инструмента. Различают прямое и косвенное покрытие притирочной смеси. В первом случае абразив до начала операции вдавливается в поверхность приспособления, а во втором равномерно размещается по всей площади детали.
Чаще всего в роли притира используется брусок из чугуна, который хорошо удерживает абразив на поверхности. Уступая часто по прочности он эффективно обрабатывает закаленный металл. На практике используются свинцовые и деревянные притиры. Для холодной притирки сложных поверхностей применяются дополнительные устройства, например, стягивающая гайка при доводке резьбы. Возможны по технологии и предварительные операции. В станкостроении, к примеру, часто поверхности перед обработкой абразивными смесями шабрят. Это улучшает геометрию поверхности и ускоряет процесс.
Книги с тегом “Притирка и доводка”
Справочник содержит данные о процессах обработки свободным абразивом, технологических материалах и составляющих смесей, приготовлении, свойствах и порядке применения паст и суспензий. Приведены характеристики абразивно-доводочных и абразивно-полировальных смесей, доводочно-притирочных станков и технологической оснастки, притиров, контрольного инструмента.
Предназначен для высококвалифицированных рабочих и специалистов среднего звена машиностроительных и приборостроительных, инструментальных и ремонтных предприятий. Может быть использован студентами вузов, учащимися техникумов и технических училищ.
В рубрике Шлифование
Tags: Абразивные материалы, Абразивные пасты, Абразивный слой, Геометрия абразивных зерен, Доводка, Зернистость абразивов, Припуск на обработку, Притирка и доводка
Особенности притирки
Независимо от марки пасты для притирки клапанов стоит придерживаться следующих рекомендаций:
- Перед началом работ необходимо как можно более равномерно прижать притираемую деталь к слою притирочной пасты.
- Притираемый элемент следует в процессе притирки постоянно прижимать, до появления излишков состава в зазоре между деталями.
- Вращение притира должно производиться до тех пор, пока усилие перемещения сопрягаемых частей не уменьшится: это свидетельствует о том, что абразивные частицы выдавлены из зоны обработки, и там находится только масляная или водная связка.
- Если притирку необходимо продолжить, то старую пасту удаляют, и наносят свежую.

Контроль качества притирки клапанов в домашних условиях можно выполнить двумя методами – «на карандаш» и «на керосин». В первом случае на поверхность, используя мягкий карандаш, наносят до шести рисок, которые должны располагаться в радиальном направлении. Притёртые детали накладывают, и выполняют 2…3 оборота. Если риски остались, притирку необходимо продолжить. Для проверки «на керосин» сопрягаемые детали насухо вытирают и размещают на листе чистой белой бумаги, после чего в зазор вливают немного керосина. Если через 6…7 часов на противоположной стороне следов керосина нет, притирка может считаться завершённой.
Доводка плит
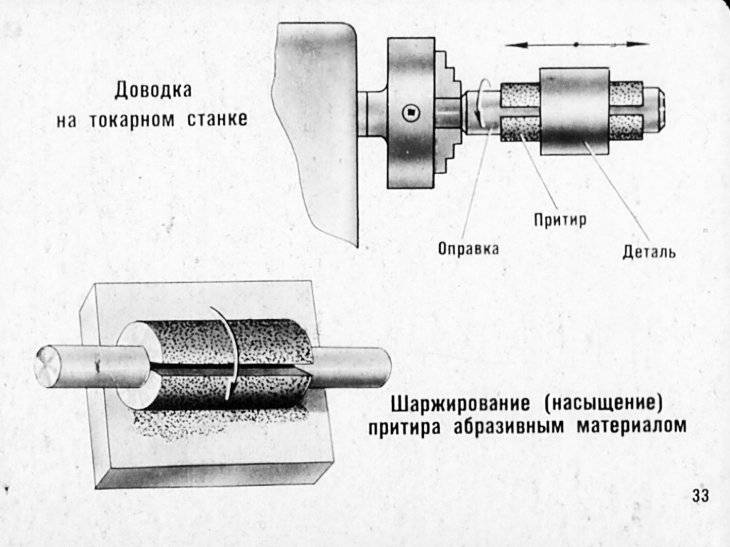
Итак, мы имеем три подготовленные плиты, все необходимые порошки, «капельницы», керосин, бензин, стеарин и другое, о чём писалось ранее. Плиты пронумерованы, прошлифованы и окрашены. В работе с плитами мы имеем два схожих метода: доводка и шаржировка. Доводка обычно производится всего лишь один раз – её цель придание шлифованной плите необходимой чистоты и плоскостности. Шаржировка технически почти идентична доводке. Её повторяют регулярно – зависит от интенсивности работы по ремонту КМД (об этом будет сказано позже).
Убираем все лишнее со стола, обеспечиваем нормальное освещение. У нас должен быть рабочий халат, влажные и обычные бумажные салфетки, салфетки из ткани, ветошь, техническая вата – на первоначальном этапе сойдет и она. Чтобы не мешались, снимаем часы (вообще, часы, браслеты и прочее довольно сильно мешают как при доводке и шаржировке плит, так и во время повседневной работе с ремонтом КМД). Закатываем рукава и приступаем.
§ 2. Абразивные материалы, применяемые для притирки
Абразивными материалами называются кристаллические мелкозернистые или порошкообразные вещества высокой твердости, служащие для обработки металлов. Эти вещества характеризуются одновременным участием в процессе резания большого количества случайно ориентированных граней абразивных зерен.
Различают природные (естественные) абразивы (алмаз, корунд, наждак, гранит, кварц) и искусственные, или синтетические (карбид бора, карбид кремния, электрокорунд, измельченное стекло, крокус).
Абразивы применяются в виде порошков, шлифовальных кругов и брусков, точильных камней, шкурок, полировальных и доводочных паст.
По твердости абразивные материалы, применяемые для притирки, можно разбить на две группы: твердые и мягкие. К твердым абразивным материалам относятся материалы, имеющие твердость выше твердости закаленной стали; к ним относятся алмазная пыль, наждак, электрокорунд, карбид бора, карбид кремния и др.
К мягким абразивным материалам относятся материалы, имеющие твердость ниже твердости закаленной стали. К ним относятся: порошки окисей хрома, железа (крокус), а также пасты ГОИ и др.
Зернистость абразива. Абразивные порошки различаются по величине зерна. В зависимости от этого они делятся на три группы: шлифзерно, шлифпорошки и микропорошки. В пределах каждой группы абразивы различаются по номерам.
Номер зернистости для шлифзерна и шлифпорошков указывает величину зерна в сотых долях миллиметра. В обозначении микропорошков цифра показывает размер зерна в микронах (0,001 мм) .
Для грубой притирки применяют шлифпорошки с номерами зернистости 3 и 4; для чистовой притирки — микропорошки М28; М20; для отделочной — М14; М10; М7.
Из мягких абразивных материалов наиболее широко применяют пасты ГОИ. В их состав входят абразивные материалы и поверхностно активные вещества.
Пасты ГОИ изготовляют трех сортов:
- грубая паста с абразивной способностью 45; 40; 35; 30; 25 и 18 мк, темно-зеленого, почти черного цвета; эта паста оставляет заметные штрихи и матовость;
- средняя паста с абразивной способностью 17; 15; 10 и 8 мк, темно-зеленого цвета;
- тонкая паста с абразивной способностью 7; 6; 4 и 1 мк, светло-желтого цвета; эта паста позволяет получить зеркальный блеск.
Абразивная способность паст выражается в микронах и определяется толщиной слоя металла, снимаемого с детали пастой при прохождении ею пути, равного 40 М.
В состав паст ГОИ входят абразивные материалы (окись хрома), связующие вещества (силикагель, стеарин, олеиновая кислота, расщепленный жир, керосин).
Различают пасты: электрокорунд, карбид бора и окись хрома.
Электрокорунд имеет светло-желтый цвет, зернистость 270; 320, применяется для грубой предварительной притирки.
Карбид бора имеет черный цвет, зернистость 270; 320; М28; М20; М14; М10; М7, применяется для предварительной и окончательной притирки.
Окись хрома имеет серо-зеленый цвет. Грубая паста М40; М35; М30; М25 применяется для получистовой притирки и полирования, а паста, имеющая темно-зеленый цвет, является средней пастой М17; М15; М10; М8, применяемой для получистовой притирки и полирования. Паста светло-зеленого цвета является тонкой пастой М7; Мб; М4; M1 и применяется для окончательной притирки и наведения глянца.



Применение паст ГОИ при притирке по сравнению с другими абразивными материалами повышает производительность труда в 1,5—2 раза и улучшает качество поверхности.
При притирке применяют грубую пасту, гораздо реже среднюю. После шабрения наносят разведенную керосином пасту на поверочную плиту, накладывают последнюю на поверхность детали и начинают притирку. Притирку ведут до тех пор, пока паста из зеленой не превратится в черную массу. Вытерев начисто пришабриваемую поверхность, снова наносят пасту и повторяют процесс притирки 3—4 раза.
Напольные станки Lapmaster-Wolters
Доводочные, притирочные напольные станки специально разработаны для работы в тяжёлых условиях и с минимальным техническим обслуживанием. Станок состоит из сварной секционной станины на которой установлены коробка передач, электродвигатель, рабочий стол и баки для абразивного материала и отходов. Доступ к бакам обеспечивается свободно, подъёмом крышки. Притирочная плита вращается против часовой стрелки, а формовочные кольца автоматически вращаются по часовой стрелке. Станки работают с абразивными смесями различной зернистости, на масляной или водной основе.
Станки можно дополнительно оснастить:
• устройством подачи и распределения алмазной суспензии • различными притирочными плитами • водяным охлаждением • пневматической системой регулирования нагрузки на заготовки • приводом с бесступенчатой регулировкой скорости вращения • мягким стартом • дополнительными притирочными кольцами • детали, вступающие в контакт с водой, могут быть изготовлены из нержавеющей стали.
Станок поставляется полностью оборудованный и готовый к работе. Управление станком осуществляется с панели управления, прикреплённой к каркасу станка на удобной высоте. Размеры притирочной плиты от 610 мм и более диаметром.
Lapmaster 24 с пневматическими прижимами Lapmaster 36
Lapmaster 24 — доводочный, полировальный, притирочный напольный станок с диаметром притирочной плиты 610 мм, идеально подходит для всех инженерных, механических мастерских и цехов, где важной задачей является обработка плоскостей изделий.Параметры: • диаметр притирочного диска: 610 мм • скорость вращения плиты: до 70 об/мин • диаметр обрабатываемой детали: 240 мм • вес загрузки: 250 Кг на рабочее место (Если загружены все три рабочих места, загрузку каждого места необходимо снизить на 50%) • габариты станка: ширина – 1100 мм, глубина – 1100 мм, высота – 1350 мм • вес станка: 550 Кг (Включая плиту и кольца) • уровень шума: 68 Дцб макс. • таймер: от 0.1 секунды до 999 часов • напряжение: 400 В, 3 Фазы, 50Гц. Lapmaster 36 — доводочный, полировальный, притирочный напольный станок с диаметром притирочной плиты 914 мм, идеально подходит для всех инженерных, механических мастерских и цехов, где важной задачей является обработка плоскостей изделий.Параметры: • диаметр притирочного диска: 914 мм • скорость вращения плиты: до 70 об/мин • диаметр обрабатываемой детали: 360 мм • вес загрузки: 300 Кг на рабочее место (Если загружены все три рабочих места, загрузку каждого места необходимо снизить на 50%) • габариты станка: ширина – 1300 мм, глубина – 1300 мм, высота – 1100 мм • вес станка: 1350 Кг (Включая плиту и кольца) • уровень шума: 68 Дцб макс
Lapmaster 36 — доводочный, полировальный, притирочный напольный станок с диаметром притирочной плиты 914 мм, идеально подходит для всех инженерных, механических мастерских и цехов, где важной задачей является обработка плоскостей изделий.Параметры: • диаметр притирочного диска: 914 мм • скорость вращения плиты: до 70 об/мин • диаметр обрабатываемой детали: 360 мм • вес загрузки: 300 Кг на рабочее место (Если загружены все три рабочих места, загрузку каждого места необходимо снизить на 50%) • габариты станка: ширина – 1300 мм, глубина – 1300 мм, высота – 1100 мм • вес станка: 1350 Кг (Включая плиту и кольца) • уровень шума: 68 Дцб макс
• таймер: от 0.1 секунды до 999 часов • напряжение: 400 В, 3 Фазы, 50Гц
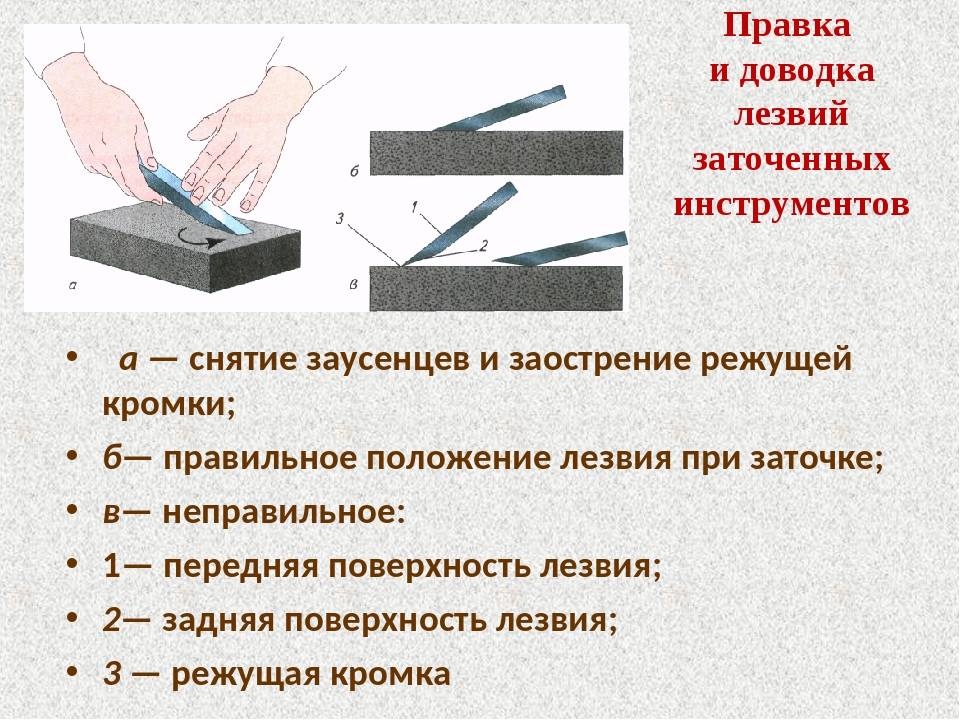
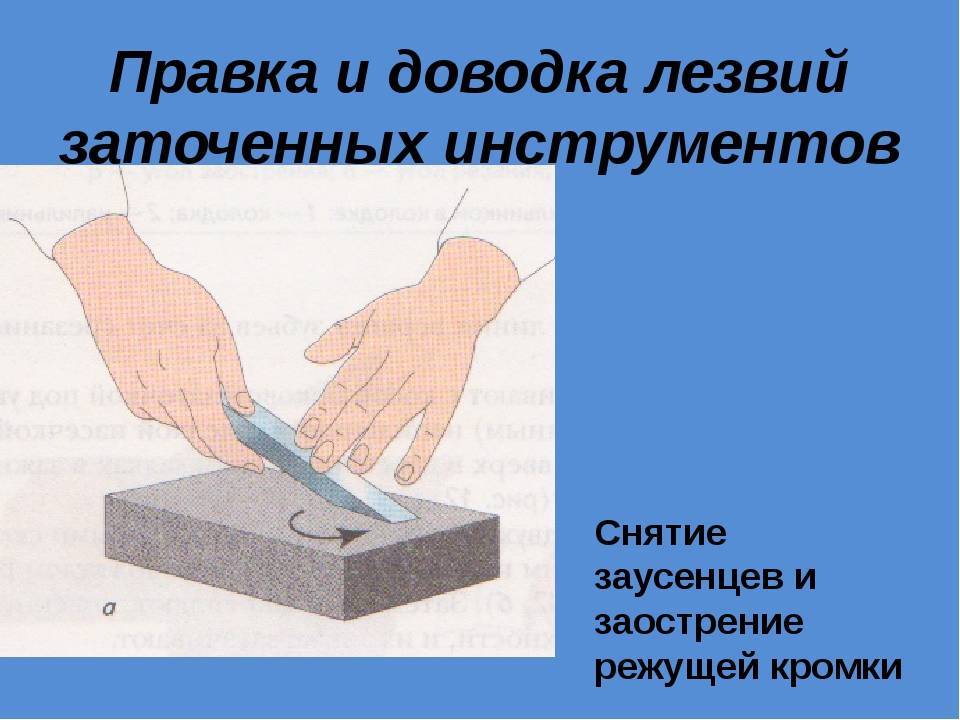
Техника выполнения доводки
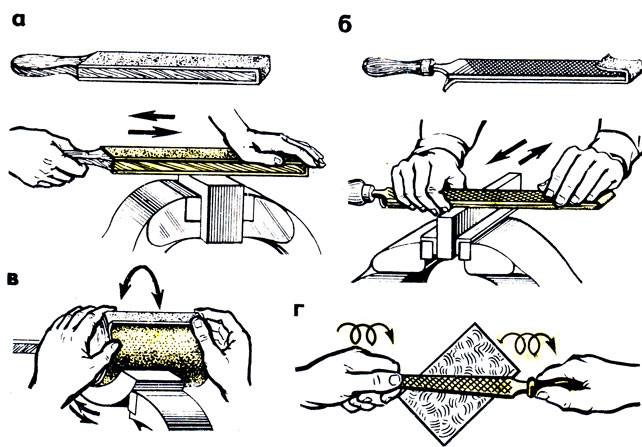
При ручной даводке есть два варианта:
- нож укладываться плоскостью на абразивный материал;
- камень укладывается на клинок и нож закрепляется.
Пошаговый процесс будет таким:
- Для начала медленными движениями нужно провести по ножу. Движения делаются плавно и в одну сторону.
- Если двигаем нож, то движения идут по кругу или эллипсу. Надо вовремя вспоминать про смазку и очищать камень. Если двигаем камень, то вдоль клинка. Когда движения уже станут привычными, их можно делать быстро.
- После смотрим на поверхность клинка. Полностью готовая поверхность на всех плоскостях, в том числе режущей кромке и фаске, ровная без царапин, которые способствуют механическому разрушению клинка. Фаска может иметь отклонения от идеальной плоскости и даже наличие граней, но они все должны быть идеально заполированы.
При доводке надо научиться напрягать только те группы мышц, которые нужны в этом процессе. Так и усталость будет меньше, и будет лучше чувствоваться инструмент, его наклон. Лишние движения только усложняют работу и не улучшают результат.