Методы
Оптимальный способ соединения чугунных изделий зависит от свойств базового металла и выбранной технологии сварки.
Чем заварить ковкий чугун?
Ковкий чугун получают после высокотемпературной обработки белого. Его главная особенность мягкость и пластичность, что позволяет использовать ковки тип при производстве деталей, устойчивых к вибрационным нагрузкам
Электроды для сварки чугуна, который прошел термообработку, следует выбирать с осторожность. Превышение допустимой температуры вернет чугун в прежнее состояние
Для сварки разрешено использовать следующие марки электродов:
- ОЗЧ-2/6;
- ЦЧ-4;
- МНЧ-2.
Какие электроды подходят для серого чугуна?
Серый тип также требует особого подхода. Электроды для наплавки чугуна: ОЗЧ-2 и ОЗЖН-1 лучше всего справятся с этой работой
Обратите внимание, что ОЗЖН-1 целесообразно использовать только при незначительных объемах
Холодная сварка – нюансы и выбор электродов
Самый распространенный метод работы, который отличается лучшим результатом, по сравнению с горячим методом. Технология требует обязательной подготовки поверхности, которая может выражаться в механической очистке или обработки на фрезерном станке. Разрешено использовать следующие электроды:
- Стальные.
- Чугунные.
- Медные.
Самым важным параметром, требующим особого контроля, является регулировка температуры в процессе сваривания. В противном случае после остывания расплав будет очень хрупким.
Простота технологии привлекает мастеров, выполняющих работы в домашних условиях.
Для достижения наилучших результатов, сварщики рекомендуют остановить выбор на чугунных электродах.
Электроды для горячей сварки
Как следует из название, горячий метод отличается самой высокой температурой, которая достигает 600 Сº. Существует несколько мнений на счет оптимальной марки электродов, однако большинство считает, что лучше всего использовать тип ЦЧ-4. Их ценят за универсальные качества. Они прекрасно справляются со сваркой, которую выполняют в нижнем положении. Для прочих работ разрешено использовать любые расходные материалы, соответствующие ГОСТу 2671.
Для чугуна и стали
Для соединения разнородных деталей используют следующие типы сварочных стержней:
- ЦЧ-4. Предложение отечественных производителей. Данная марка способна работать как в холодном, так и горячем режиме. Единственный недостаток – отсутствует возможность выполнения многослойных соединений.
- Capilla-41. Продукт немецкой промышленности. Отсутствуют ограничения по положению шва и степени подготовки изделий. Специальный состав создает надежный и качественный шов, который легко поддается финишной обработке. Зарубежные расходные материалы, ввиду высокой стоимости, пользуются спросом только на промышленных предприятиях.
Виды электродов
Для сваривания чугунных конструкций предназначены электроды из различных материалов:
- Сталь;
- Никель;
- Медно-никелевые;
- Медно-железные;
- Ферро-никелевые сплавы.
Стальные используются для старого чугуна, уже подвергавшегося температурному воздействию. Также они подходят для изделий со шлаковыми и металлическими загрязнениями, что имеет место в производственных печах и насосных установках. Только перед сваркой потребуется подготовительная очистка поверхности.
 Виды электродов для плавки чугуна
Виды электродов для плавки чугуна
Для графитсодержащего чугуна необходимы биметаллические электроды, а для ковкого (КЧ) – ферро-никелевые.
Различаются электроды по чугуну видом стержня. Это может быть проволока: стальная медная или из сплава металлов. Второй вариант – чугунный пруток.
Изделия предназначены для промышленного и бытового использования. Их производство, состав, свойства и маркировку устанавливает ГОСТ 7293-85.
https://youtube.com/watch?v=qr72k7UjqPU
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Резка и разделка кромок
Эта операция является обязательной при сварке чугуна любым способом. Для этого края зачищают напильником или шлифовальной машиной с насадкой по металлу. Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.

Сварка
Сварка чугуна предполагает использование покрытых или угольных стержней для чугуна, инверторов и газосварочных аппаратов. Если в процессе сварки применяется газовая горелка, для образования шва используют присадочный материал. По формируемому шву сварка разделяется на три категории:
- Шов формируется при использовании цветных металлов и сплавов их;
- Чтобы получить шов, используют низкоуглеродистую сталь;
- Шов из чугуна.
Способы предварительной подготовки деталей:
- Без предварительного нагрева деталей;
- С предварительным нагревом до 450° и до 650°.
Подогрев позволяет защитить от появления зон с отбеленным металлом и свести к минимуму риск появления трещин в месте соединения. С использованием данной технологии чугуну в области шва придаются такие же характеристики, что у главного металла. Холодная технология нужна, когда шов формируется путем использования электродов со стержнями из стали и цветных металлов.







Для предварительного подогрева используются электроды из чугуна марок «А», «Б». Работы выполняются с током большой величины и в непрерывном режиме! В случае необходимости выполнения большого объема сварочных работ для одной конструкции, они не останавливаются за счет посменной работы нескольких специалистов.
Хоть технология горячей сварки и безальтернативна во многих ситуациях, имеет и существенные недостатки, в частности:
- Дороговизна технологического процесса;
- Длительность процесса;
- Трудоемкость сварочных работ (ведь требуется равномерный нагрев поверхности деталей и формирование мест соединения).
https://youtube.com/watch?v=neMXjs3dtng
Технические характеристики
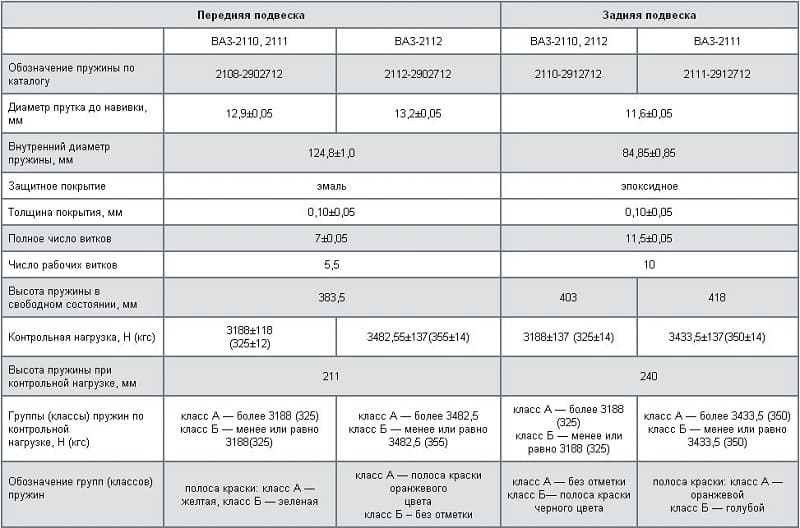
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
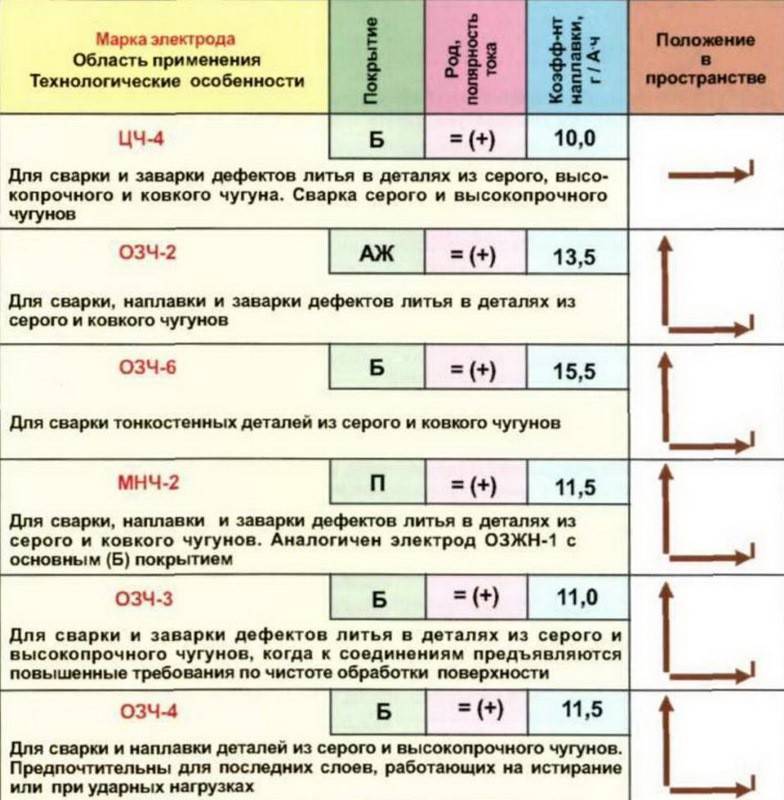
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
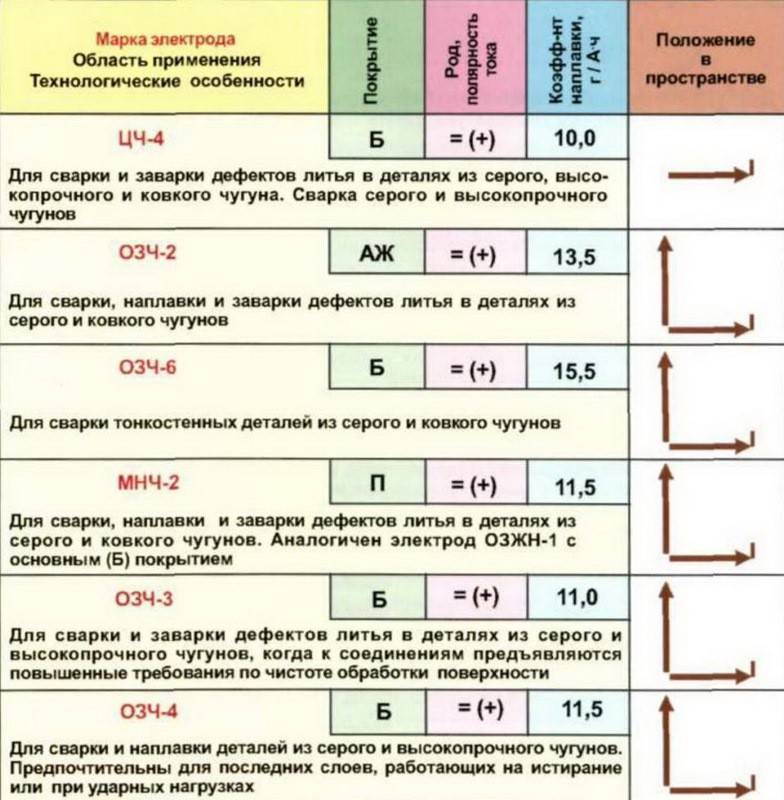
МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.

Электрод для сварки чугуна МНЧ-2
ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.

Электрод ОЗЧ-2
ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.

Электрод ЦЧ-4
ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
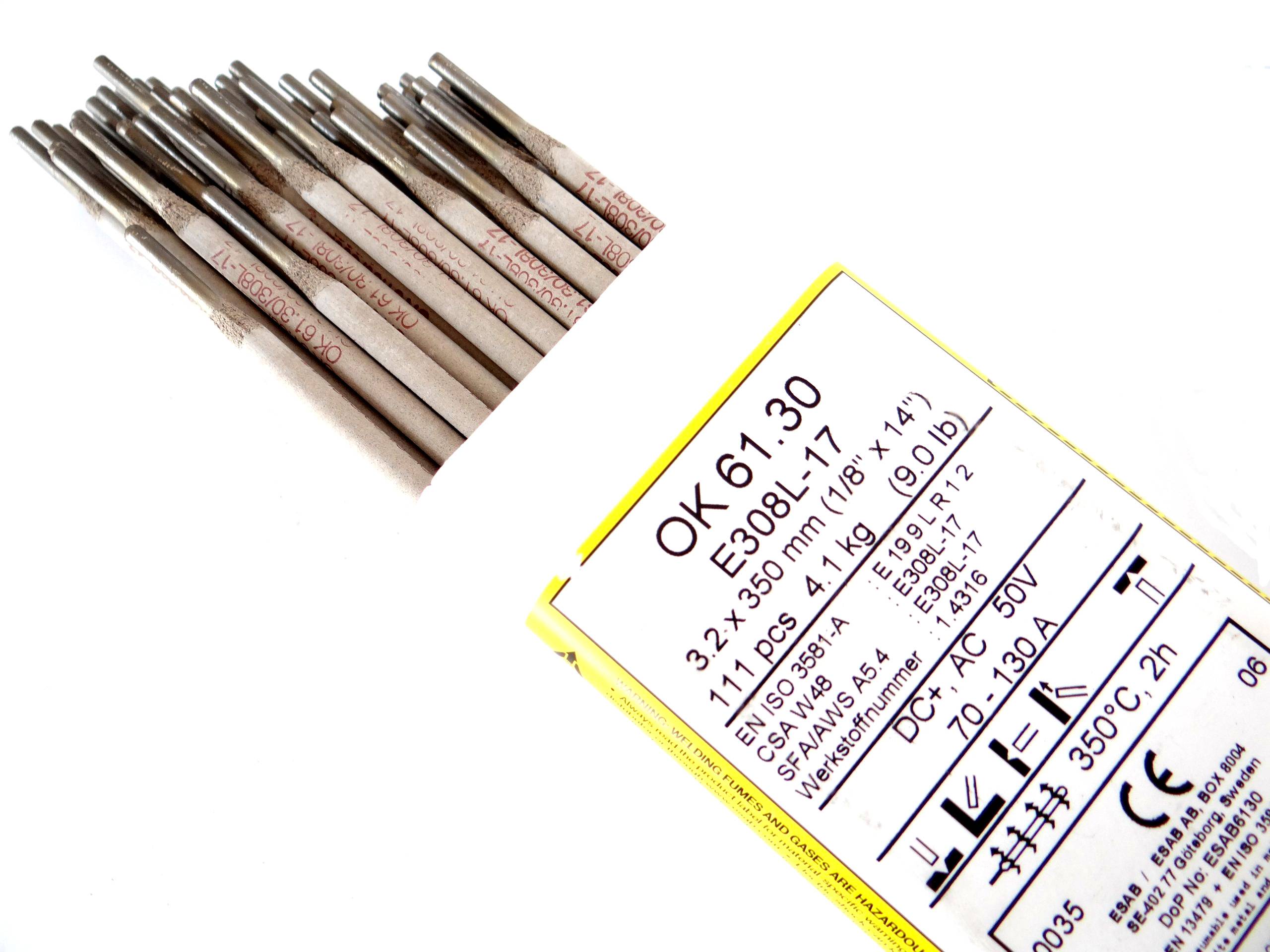
ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.

Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия
Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
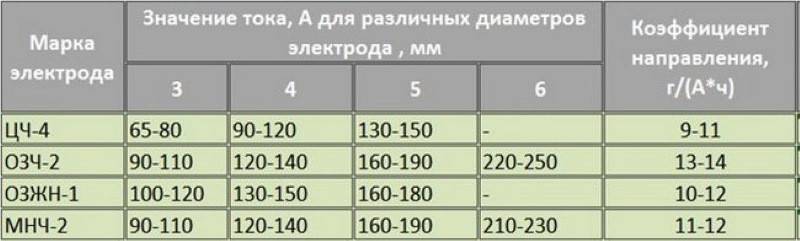
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Сварка чугуна электродом в домашних условиях
Перспективной технологией является сварка аргоном чугуна, что позволяет обеспечить прочность соединения. Однако необходимо сказать, что такой способ отличается дороговизной и требует использования соответствующего оборудования. В домашних условиях аргоном варить чугун невозможно. Именно поэтому при сварке этого металла в бытовых домашних условиях используют электроды, что позволяет существенно упростить данную работу и снижает ее стоимость. Необходимо лишь правильно подобрать используемые электроды, и грамотно подготовить металлические чугунные элементы для их соединения. Выбирая или иные стержни для работы, помните, что они должны остывать одновременно с основным металлом, что позволит обеспечить необходимую прочность соединения. У чугуна низкие показатели пластичности, поэтому разница температур может привести к перенапряжению сварного шва, что в свою очередь отрицательно скажется на прочности и долговечности выполненной работы.
Подготовка соединений из чугуна перед сваркой
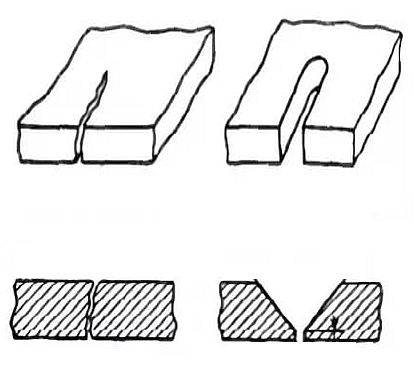
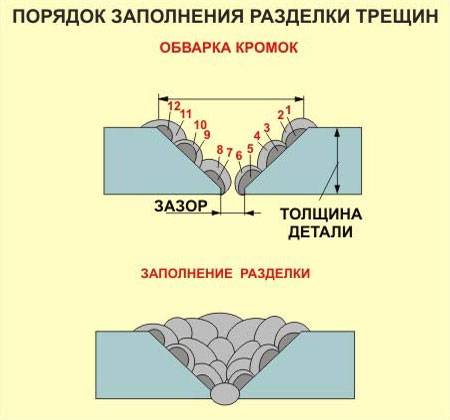
Разделка кромок перед сваркой чугунных деталей должна быть шире, чем для сталей. Все острые края должны быть скруглены. U-образная разделка является более предпочтительной. Трещины следует разделывать полностью, так чтобы их можно было проварить на всю глубину. Перед ремонтом трещины должны быть обязательно засверлены (см. рис. ниже).
Поскольку чугун имеет пористую структуру, он адсорбирует масло и жидкости, которые неблагоприятно влияют на свариваемость. Для того, чтобы выжечь эти жидкости из зоны сварки, требуется подогрев. Однако во многих случаях зто невозможно из-за специфической формы свариваемой конструкции и ограничений во времени. Одним из путей решения зтой проблемы вляется использование разделочних злектродов ОК 21.03. Эти электроды позволяют очистить и выжечь масло и влагу из зоны сварки, таким образом, снижается риск образования трещин и пор при сварке. После обычной механической обработки влага и масло распределяются вдоль свариваемых кромок и могут бьггь причиной дефектов.
Для некоторых сварных соединений из чугуна полезным является использование плакирования кромок разделки перед сваркой. Это значит, что одну или обе свариваемых поверхности армируют перед сваркой (см. рис. 1 и 2). Эта технология применяется для того, чтобы избежать образования хрупких фаз. Напряжения в хрупкой зоне термического влияния при охлаждении наплавленного металла в последующих слоях будут снижены благодаря нанесенному слою.
Разновидности электродов для сварки чугуна
Электроды, предназначенные для сварки чугунных изделий, подразделяются на несколько разновидностей, изготовленных из следующих материалов:
- чугунный пруток;
- стальная сварочная проволока;
- проволока на основе легированных сталей;
- проволока на основе меди или сплавов этого металла.
Предназначенные для сваривания чугунных изделий электроды на основе стали обязательно должны иметь покрытие, в котором содержится ферросилиций. Присутствие этой составляющей позволяет получить в ходе сварочного процесса серый чугун. Как правило, сварка с использованием стальных стержней применима только для соединения между собой простых по форме изделий, конструкция на основе которых в дальнейшем будет эксплуатироваться при незначительных нагрузках. В том случае, когда операцию с подобными электродами производит специалист высокой квалификации, получается соединение, характеризующееся наличием высокой плотности, в результате чего в дальнейшем изделие можно дополнительно обрабатывать одним из механических способов.







Электроды на основе стальной проволоки, предназначенные для сваривания чугунных изделий, характеризуются маркировкой – Св-08А и Св-08. К этой категории относятся следующие разновидности сварочных электродов:
- ЦЧ-4. Данная разновидность электродов для сварки чугунных изделий имеет наиболее широкое в сравнении с другими разновидностями распространение. Эти электроды характеризуются наличием особого покрытия, которое состоит из компонентов, способных интенсивно вступать в химическую реакцию с углеродом. В ходе подобной химической реакции возникают карбиды, которые не способны растворяться в расплавленном железе.
- ЦЧ-3А. Этот тип электродов нашел широкое применение в процессе сварки деталей из серого чугуна. Стержни электродов этой категории изготовлены из стальной проволоки, на которую нанесено фтористокальциевое покрытие. Использование данных электродов гарантирует наличие прочного сварного шва, возможность его механической обработки и отсутствие трещин в области контакта свариваемых деталей.
- ЭМЧС. Стержень этих электродов выполнен на основе проволоки из низкоуглеродистых разновидностей стали. Специальное покрытие создано трехслойным, состоящим из шлакоформирующей и газообразующей, легирующей и газозащитной составляющей. Использование электродов данной разновидности не требует предварительного разогрева заготовок. Как правило, электроды этого типа используют для сваривания между собой изделий небольшой толщины (10 мм).
- МНЧ-1. Использование электродов на основе монель-металла, который представляет сплав никеля и меди в соотношении 70:30, позволяет добиться высокой стойкости исходных свариваемых изделий к образованию в их теле трещин и возможностью механической обработки наплава. Присутствие в составе стержня монель-металла на основе меди и никеля снижает степень растворимости углерода в железе и способствует штатному течению процесса графитизации, что снижает вероятность возникновения эффекта отбеливания.
- МНЧ-2. Этот тип используют для сварки всех разновидностей чугуна. В результате сваривания двух чугунных изделий, шов между ними получается устойчивым к коррозии, он хорошо поддается механическим видам обработки.
- Чугунные стержни. В ходе изготовления на стержни из чугуна наносят покрытие двух разновидностей – из углекислого бария и карборунда, соединенных жидким стеклом, а также на основе графитообразующих составляющих.
Кроме описанных выше типов электродов для сварки чугунных изделий на основе стальной проволоки, используют следующие комбинированные сварочные стержни:
- ОЗЧ-1. Этот электрод является железомедным стержнем, имеющим сечение 4-5 мм, на которое нанесено покрытие, состоящее на 50% из железного порошка и 50% специального состава УОНИ-13.
- ОЗЧ-2 используют в ходе сварки изделий из ковкого и серого чугуна.
- ОЗЧ-4 применяют в ходе сваривания деталей из серого и высокопрочного чугуна. При этом, образовавшийся сварной шов обладает высокой степенью устойчивости к нагрузкам ударного характера. Изделия, сваренные этими электродами, могут эксплуатироваться в условиях трения.
- ОЗЧ-6 используют в ходе сварки тонкостенных изделий на основе серого и ковкого чугуна.
- Медные разновидности электродов, обладающие жестяной оплеткой.
- Пучки стержней, состоящие из стальных и медных прутков.
Основные сложности
Варить чугунные изделия сложно главным образом из-за химической структуры и свойств данного материала.
Плохая свариваемость объясняется следующими факторами:
- В сварочной ванне окисляются разные элементы, в частности, кремний. В итоге на поверхности ванны образуются тугоплавкие оксиды. Тугоплавкость оксидов приводит к образованию в зоне соединения непроваренных участков.
- Место соединения очень быстро охлаждается, и в структуре чугуна образуется цементит, отличающийся повышенной твердостью. Участки с такой структурой, называющиеся отбеленными, крайне сложно поддаются последующей механической обработке.
- Чугун — материал жидкотекучий, и в расплавленном состоянии его сложно удержать. Расплавленными ручейками он буквально вытекает из-под стержня.
- При сварке должны быть обеспечены равномерный нагрев и охлаждение. Пренебрежение данными требованиями повышает риск появления в зоне соединения трещин.
- В расплавленном состоянии чугун склонен активно выделять газы, что приводит к образованию в сварном шве пор.
1 Сложности при сварке изделий из чугуна
Под чугуном понимают сплав углерода и железа. В нем, как правило, также имеются некоторые (обычно несущественные) количества фосфора, марганца, кремния, серы. Кроме того, в интересующих нас сплавах присутствуют и легирующие компоненты (магний, ванадий, хром, алюминий, никель и иные). Марки чугуна без специальной термической обработки либо те, в которых нет указанных легирующих добавок, отличаются малой твердостью, прочностью, пластичностью в сочетании с повышенной хрупкостью.

Технологическая свариваемость чугуна находится на низком уровне, что обуславливается следующими факторами:
- Формирование тугоплавких оксидов в сварочной ванне (на ее поверхности), вызываемое окислением различных элементов (в частности кремния). Такие окислы способны стать причиной появления непроваренных участков.
- Охлаждение околошовной области и непосредственно сварного шва очень быстрыми темпами. Из-за данного явления на металле образуются высокотвердые зоны с выделениями цементита, которые специалисты называют отбеленными участками. Эти участки не позволяют впоследствии осуществлять эффективную механическую обработку чугунных конструкций.
- Трудности с формированием шва и с удержанием металла, расплавляющегося под действием высокой сварочной температуры, которые обусловлены тем, что чугун причисляется к жидкотекучим материалам.
- Реальный риск появления трещин в околошовной зоне и в самом шве при неравномерном охлаждении и прогреве металла.
- Вероятность (и немалая) образования пор в месте сварного соединения из-за активного выделения из сварочной жидкой ванны газов.

Технология сварки
Специалисты выделяют 3 технологии электросварки:
- холодная;
- полугорячая;
- горячая.
При наплавке шва мастер должен учитывать следующие моменты.
- Не стоит быстро охлаждать поверхность детали. При выполнении мастером стыковки совместно со сталью продлевается интервал охлаждения последней. Для этого посыпают поверхность детали углем или сухим песком. Быстрое уменьшение температуры чревато возникновением трещин.
- Жидкому состоянию чугуна свойственна текучесть. Это следует учитывать во время работы.
- При сварке TIG необходимо обеспечивать плотный шов. Сложным считается электросварка двух неоднородных металлов. При проведении действий стоит учитывать свойства всех задействованных материалов.
Профессиональные сварщики строго выполняют технологию сварки чугуна электродами. Они ознакомлены со всеми документами, в которых описан процесс и алгоритм работы с чугуном и другими металлами. Перед ними не стоит вопрос о том, как заварить чугун.
Для инвертора (источник тока) используются электроды. Их можно приобрести или создать самостоятельно.
Характерные свойства реконструкции чугунных деталей электросваркой состоят из следующих моментов:
Подготовка поверхности – удаление недостатков. Это делается вручную или механически. Если повреждения находятся на расстоянии больше 20 мм друг от друга, их удаляют отдельно
При нахождении ближе их стоит удалить вместе.
Важно правильно определить состав металла, от этого зависит спектр всех работ. Опытный сварщик выявляет, насколько материал устойчив к тепловому воздействию
Серый чугун поддается к обработке лучше, дополнительные меры предпринимаются при потемнении металла. Черный хуже всех поддается электросварке. Если материал промаслен, то вопрос «как сваривать чугун» отпадает. Это становится невозможным. Ковкий чугун разогревается перед произведением действий над ним, другие варианты не приведут к желаемому результату.
Для поддержания качественной сцепки шва в некоторых случаях применяются стальные шпильки: в обрабатываемую поверхность вставляется их необходимое количество. Они помогают усилить сварной шов, снизить долю углерода в материале шва. Объем графита в электроде стоит контролировать самостоятельно.
При проведении сварочных манипуляций необходимо, чтобы немного расплавленного материала находилось в сварной ванне. При осуществлении задачи его равномерно перемешивают.
Для сварки могут пригодиться присадочные прутки из чугуна.
При завершении деталь покрывается слоем песка или измельченного угля, чтобы предотвратить быстрое остывание. Качество проверяется визуально. На шве не должно остаться непровареных мест. Если выявлены неточности, прожоги и трещины, поверхность зачищается, действия выполняются повторно. При соединении чугуна с другими металлами накладывается двойной шов.
Допускается использование детали после охлаждения.
Популярные марки электродов для сварки чугуна
Теоретические разработки и многолетний опыт сварочных работ с чугунными изделиями позволил выявить определённые марки, которые позволяют наиболее эффективно решать поставленную задачу.
Электроды для горячей сварки чугуна
Для реализации этого метода предполагается получение для чугуна температуры равной 600 градусов Цельсия. Наиболее приемлемыми считаются изделия с обозначением ЦЧ-4. Они обеспечивают высокое качество сварки чугуна со сталью. При этом металл не теряет своих первоначальных свойств. Хорошо зарекомендовали себя никелевые, например, ОК 92.18. Такой образец – это гарант высокого качества и надёжности получаемого шва. Его основу составляет никелевый сердечник. Отличительной особенностью является малое количество шлака, которое образуется при сварке. Добавленный никель позволяет получить наилучшие показатели вязкости в наплавляемом металле. В дальнейшем он достаточно легко обрабатывается.

На производствах применяют образцы с добавлением меди. К ним относятся изделия марки УОНИ-13/45 или К-5. Медный электрод обеспечивает мелкокапельный перенос металла на шов.
В основе обоих типов имеется стальная проволока. На неё нанесено соответствующее покрытие. Для проведения сварки этими образцами применяется стандартный сварочный аппарат.
Электроды для холодной сварки чугуна
К технологии холодной сварки относится процесс, который протекает, при температуре около 200 °С. Для столь низкой температуры применяются следующие марки: ОЗЧ (2 или 6), МНЧ-2 или так называемые, универсальные к которым относятся ЦЧ-4. Сварка чугуна электродами при холодном способе производится при нижнем или вертикальном расположении деталей. Каждый из перечисленных типов хорошо проявляет себя в соответствующих условиях. Хорошо зарекомендовали себя электроды для холодной сварки и наплавки марки ОЗЧ-6. Задача качественной сварки важных стыков и наплавка без подогрева производится изделиями марки МНЧ-2. При определённых условиях для наплавки без подогрева используют марку ОЗЖН-1. Они позволяют наплавлять большие объёмы металла.
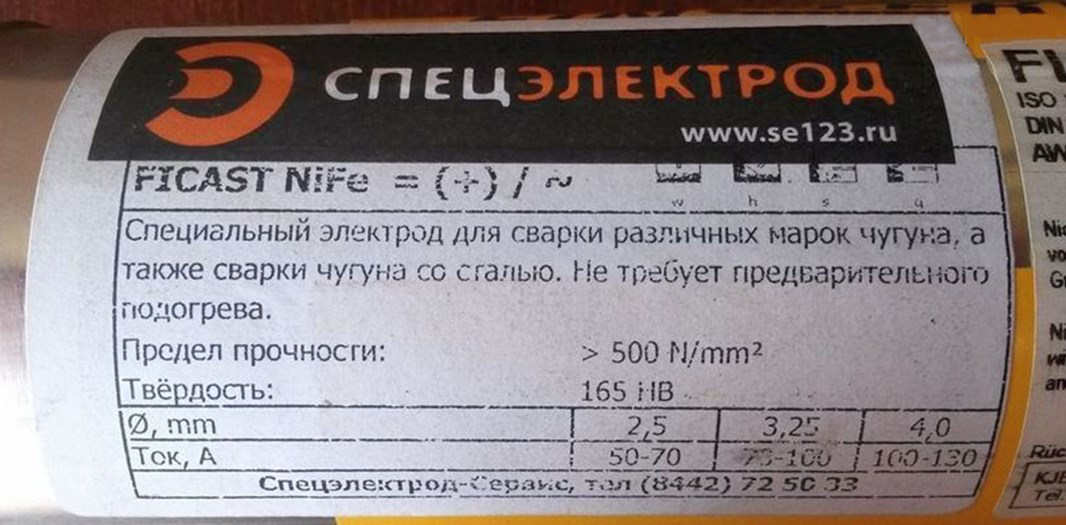
Электроды для сварки чугуна и стали
Часто возникает задача сваривания таких металлов как чугун и сталь. В этом случае стараются подобрать наиболее подходящие изделия для стали. К ним относятся универсальные марки ЦЧ-4. Они хорошо зарекомендовали себя при проведении горячей и холодной сварки этих двух металлов. Кроме отечественных образцов хорошо зарекомендовали себя импортные изделия марок Ficast NiFe и ZELLER 855. Они показали хорошие результаты и обеспечивают ровный и прочный шов.
Электроды по ковкому чугуну
Для получения наиболее крепкого и надёжного шва при работе с кованым чугуном применяют сварочные электроды следующих марок: МНЧ-2, ОЗЧ-6 (2) или ЦЧ-4.
Электроды по серому чугуну
Наилучшие результаты соединения деталей из серого чугуна, устранение трещин и дефектов получаю при применении чугунных электродов следующих марок: ОЗЧ-6 (2), ОЗЖН-1 или 2.
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,
- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.
- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.
Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.







4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.
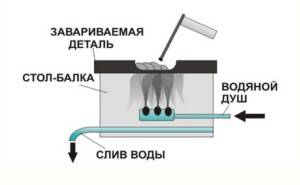
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.
Как выбрать нужную марку электродов
Среди предлагаемых товаров только сертифицированная продукция от проверенных изготовителей. Благодаря долгосрочным связям, покупке изделий напрямую без промежуточных звеньев, реализуемые изделия гарантированно обладают высоким качеством и низкой ценой.
Опытные сотрудники предприятия окажут профессиональную консультацию, помогут выбрать электроды для чугуна подходящей к особенностям работы марки, организуют их доставку по нужному адресу с помощью курьера.
На предприятии предусмотрены акционные предложения, скидки, льготная и бесплатная доставки. Оплата производится в любом виде расчетов – по безналичной форме, наличными, банковским переводом.
Виды стержней
Электроды по чугуну маркировка в первую очередь зависит от материала изготовления стержня. Это может быть:
- Сварочная проволока из углеродистой стали;
- Проволока из легированных сталей;
- Прутки из чугуна;
- Медная проволока (или из сплавов меди).
Стержни из стали покрываются особым составом, обязательно содержащим ферросилиций. Использование этой присадки для обмазки электрода позволяет получить сварочный шов из серого чугуна. Обычно с помощью таких электродов сваривают несложные детали, не испытывающие при эксплуатации серьезные нагрузки. Такие электроды нередко используются для сварки чугуна в домашних условиях. Перед выполнением такой сварки лучше ознакомиться с обучающим видео, дающим представление о нюансах процесса. Опытный специалист получит плотный надежный и с такими электродами.
Электроды из стальной проволоки маркируются как Св-08 и Св08А. Также используются электроды марок:
- ЭМЧС — стержни с сердечником из низкоуглеродистой стали, чье многослойное покрытие одновременно выполняет несколько функций: образует газ, защищает зону сварки, легирует металл, формирует шлак. С применением таких электродов отпадает необходимость предварительного нагрева чугунных деталей. Между тем эти электроды могут использоваться только для соединения деталей толщиной не более 10 мм.
- ЦЧ-4 — самые распространенные электроды для соединения чугунных деталей. Покрытие их содержит в составе компоненты, активно вступающие в химическую реакцию с углеродом, что ведет к образованию карбидных соединений, которые не растворяются в железе.
- МНЧ-1 — электроды со стержнем из монель-металла, который представляет сплав меди (25−30%) и никеля (60−70%). Сварочный шов из такого металла имеет повышенную устойчивость к образованию трещин и хорошую обрабатываемость. Эти электроды способствуют графитизации металла шва и сокращают количество в нем растворенного углерода, благодаря чему минимизируется риск формирования отбеливания, то есть цементитной структуры.
- Электроды с чугунными стержнями выпускаются с покрытием двух типов. Первый представляет смесь карборунда (55%) и углекислого бария (24%), соединяющиеся с жидким стеклом. Второй тип изготовлен из компонентов графитообразующей группы.
https://youtube.com/watch?v=AoRkP_DqEKs
Еще электроды делают из стержней комбинированного типа. Это могут быть:
- Стержни из меди и сплава железа, в качестве покрытия для них используют специальную смесь УОНИ-13, которая соединена с железным порошком;
- Стержни из одного-двух медных прутков, которые соединены в пучок со стальной проволокой;
- Медные, имеющие жестяную оплетку.
Выбирая стержни, учитывайте характеристики металла деталей, геометрические их характеристики и требования, предъявляемые к готовым соединениям. В процессе электросварки соблюдайте положенные требования и выполняйте положенные для выполнения сварочных работ правила безопасности.