Сталь для изготовления фрез
Для изготовления фрез применяются только и исключительно высококачественные материалы. К таковым материалам относятся высоколегированные стали, обладающие повышенной износостойкостью к температурному воздействию. Чтобы повысить прочность оснастки при нагреве, в состав сплава вводятся твердосплавные материалы — молибден, хром, ванадий, а также вольфрам.
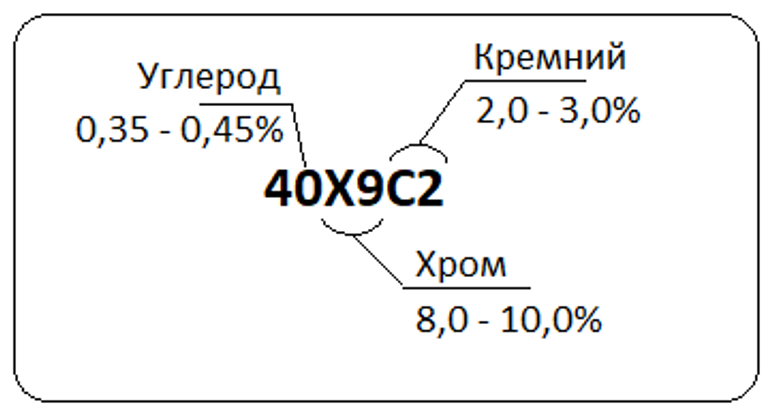
Для достижения высокой твердости будущего изделия, в составе сплава должно присутствовать не менее 0,7% углерода. Если количество углерода меньше этого значения, значит готовая фреза будет недостаточно твердой. В состав сплава, из которого изготавливаются рассматриваемые типы оснастки, входят следующие вещества:
- Вольфрам с молибденом — за счет этих твердосплавных материалов достигается особая прочность, высокая износостойкость и красностойкость стали
- Хром — в состав сплава входит этот элемент, количество которого ограничивается до 4%. Хром в умеренном количестве позволяет получить повышенной прочности к прокаливанию металл
- Кобальт — влияет положительно на красностойкость, но при этом его большое количество негативно отражается на прочности. Кобальт подавляет углерод, в результате чего снижается прочность
- Сера и фосфор — в составе сплавов их количество должно быть ограниченным до значения 0,03%. Чем больше серы и фосфора в составе, тем ниже качество насадки
Для изготовления фрез применяются стали марки Р6М5, Р18 и Р12. Первая марка стали является самой дешевой, но при этом получаемая оснастка обладает низкой износостойкостью. Высокая износостойкость присуща для сплавов марки Р18, в составе которых содержится много вольфрама. Марка стали Р12 отличается повышенными показателями тепловой устойчивости. Разновидности рассматриваемых оснасток в работе показаны в видео ролике ниже.
https://youtube.com/watch?v=6kiNFGZFZ2s%3F
Подводя итог, нужно отметить, что фрезы по металлу стоят достаточно дорого, поэтому покупать устройства без предварительного выяснения его назначения, крайне нерационально. Каждый вид фрезы имеет не только предназначение, но и характерные технические параметры, которые нужно учитывать, перед тем, как купить насадку для обработки металлических заготовок. Зная о том, какие основные виды фрез по металлу выпускаются современными производителями, не составит большого труда выбрать их для выполнения соответствующих манипуляций.
Публикации по теме
Какие электроды выбрать для сварки и важные сведения о расходниках
Бур для перфоратора виды и как выбирается насадка по бетону
Коронки по металлу на дрель их разновидности и конструктивные характеристики
Насадки на перфоратор или как расширить функционал инструмента
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
https://youtube.com/watch?v=cC80qYBD7oM
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Устройство и принцип работы инструмента
Металл обрабатывается благодаря множеству лезвий, которые располагаются на зубчатом теле фрезы. При вращении инструмента происходит фрезерование, во время которого одновременно несколько зубцов контактируют с материалом, срезая слои различной толщины.
Изготавливаются рабочие зубцы из твёрдых металлов, быстрорежущей стали, кардной проволоки или минеральной керамики. В некоторых случаях фрезу делают с алмазным напылением.
В зависимости от вида зубцов и устройства оборудования различают такие типы фрез:
- Сварные.
- Цельные.
- Сборные.
Цельное приспособление состоит из единого металла. Основными их частями являются рабочий участок (у концевых) или тело дисковой формы (у насадочных) и корпус-хвостовик.
К типу насадочному относят отрезные и дисковые инструменты. Они, в свою очередь, могут быть сварными или цельными. У сварных инструментов хвостовик и рабочая часть изготавливаются из различных металлов и друг к другу крепятся при помощи сварки.
Сборное оборудование тоже изготавливается из нескольких металлов (чаще всего двух), но они не намертво прикреплены друг к другу. Их части фиксируются при помощи болтов, винтов или клиньев. Основной частью сборных фрез является корпус, а вот резцы можно точить или заменять. Резцы чаще всего выполнены с твердосплавными напайками или из быстрорежущей стали.
Характеристика
Фасонная фреза — это инструмент, который, как понятно уже по самому звучанию, призван обрабатывать фасонные поверхности. Предусматривается возможность работы на незамкнутых плоскостях и в процессе подготовки канавок. Без труда удастся сделать даже очень сложный профиль, если есть хорошее приспособление и профессиональные навыки
Важно: такие модели рассчитаны прежде всего на заготовки, которые сильно отличаются по длине и ширине
Допускается использование как остроконечных, так и затылованных зубцов. Во втором варианте их общий профиль должен быть идентичен профильным особенностям заготовки, а потому требуется сводить передний угол к нулю. Если он отклоняется от этого значения, потребуется вспомогательная доработка (разумеется, проводимая профессионалами согласно технологическим протоколам). Основная проверка и при необходимости отбраковка проводится до начала работы при помощи специального шаблона.
Производство фасонных фрез полностью регулируется по ГОСТ 9305, который был принят в 1993 году. Стандарт охватывает и выпуклые, и вогнутые, и предназначенные для скругления углов метизы. Стандартный размер – от 50 до 160 мм.
Прочие сведения:
- величина шпоночных пазов не может отклоняться от значений, прописанных в ГОСТ 9472;
- дополнительную информацию о внешних размерах фрез технологи берут из стандарта 29116;
- предпочтительно применение быстрорежущей стали, но легированный сплав 9ХС также официально допущен к использованию;
- марка использованной стали должна указываться на торцевой части приспособления.
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
Специальные режущие инструменты
Следует отдельно отметить о существовании борфрез. Такой механизм устанавливают в электродрели или шуруповерты. Эти детали называют шарошками, а применяют для зачистки и шлифовки металлических поверхностей. Большую популярность приобрел инструмент у гравировщиков для нанесения надписей в ювелирной продукции. Гравировка выполняется при большой скорости вращения вала, но на маленьком по размерам приборе.
Борфреза может установлена в бормашину или дремель, это наименование она получила по названию немецкой компании.
Фирма специализируется на производстве фрезерного оборудования с оснасткой. Когда выполняют гравировку на металле берут инструмент с гибким валом, насадка используется со специальным креплением.
Есть примеры по изготовлению самодельных фрез:
- разбирают зажигалку;
- извлекают кремниевое колесо;
- устанавливают на вращающуюся ось;
- на фанерный цилиндр приклеивают наждачную бумагу, получают инструмент в виде шлифовального барабана;
- точат дюбель — выйдет торцевая или отрезная насадка.
Подобным устройством можно воспользоваться в единичном случае, если намечается серьезный объем, таким же должен быть инструментарий. Тем более, что в заводских изделиях нет недостатка, стоят они не дорого.
Затылованные лезвия
Отрезные
Отдельную разновидность дисковых фрез, назвали отрезными.
Создали такие элементы для обработки, болванок частично разделенных или разрезанных на фрагменты. Здесь отсутствует торцевая острая кромка, а зубцы устанавливают 3 видов:
- большие;
- малые;
- средние.
Фрезы с большими зубьями применяют для обработки мягкого сплава, остальные идут на отделку чугуна или стали.
Дополнительные советы и методы торцевого фрезерования
Торцевая фреза под углом 45 градусов, проходящая сквозь сварной шов
Прерванные порезы
Если на поверхности, на которой вы производите торцевое фрезерование, есть паз или другая утопленная деталь, вам придется выполнять несколько прерывистых резов. Если вы имеете дело с твердым материалом, вы можете уменьшить скорость подачи до 50%.


Идеи траектории инструмента
Попробуйте поработать с траекторией в вашей CAM. Это может улучшить качество, а также продлить срок службы вставки.
Вкладыши с алмазным напылением
Использование пластин Wiper может значительно улучшить качество поверхности при торцевом фрезеровании. Этому способствуют высокая скорость подачи и малая глубина резания (0,8 мм или меньше). Пластины с PVD-покрытием (алмазные) с очень острыми краями также могут улучшить качество обработки поверхности.
Торцевое фрезерование
Разновидности лезвий фрез
От формы профиля режущей кромки (лезвий) фрезы зависит, какая выборка получится в итоге. Различают несколько основных типов.
Пазовые
Назначение соответствует названию – оснастка для выборки пазов. В свою очередь, есть разновидности пазовых фрез.
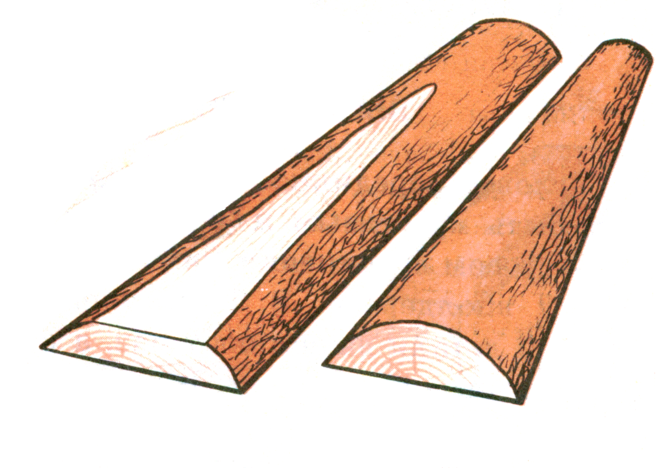
Концевая пазовая
«Концевая» означает, что выборка производится не только боковой, но и конечной частью (нижним торцом) или только конечной частью. Пример на изображении ниже:
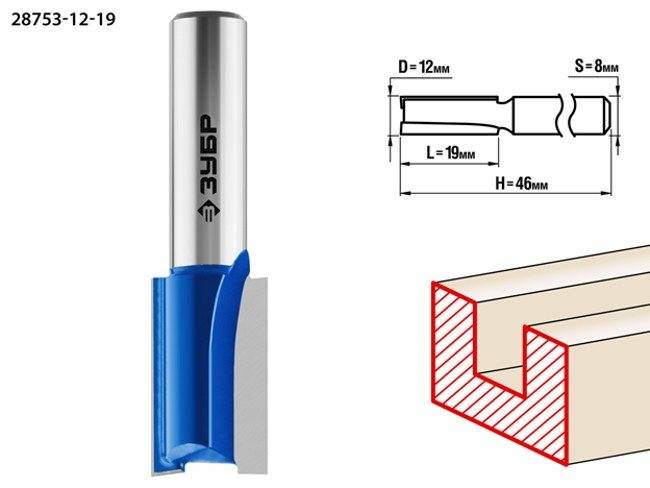
Такие фрезы могут быть разного диаметра. Есть варианты с расположенным вверху подшипником для выборки паза (фальца или четверти) сбоку заготовки.
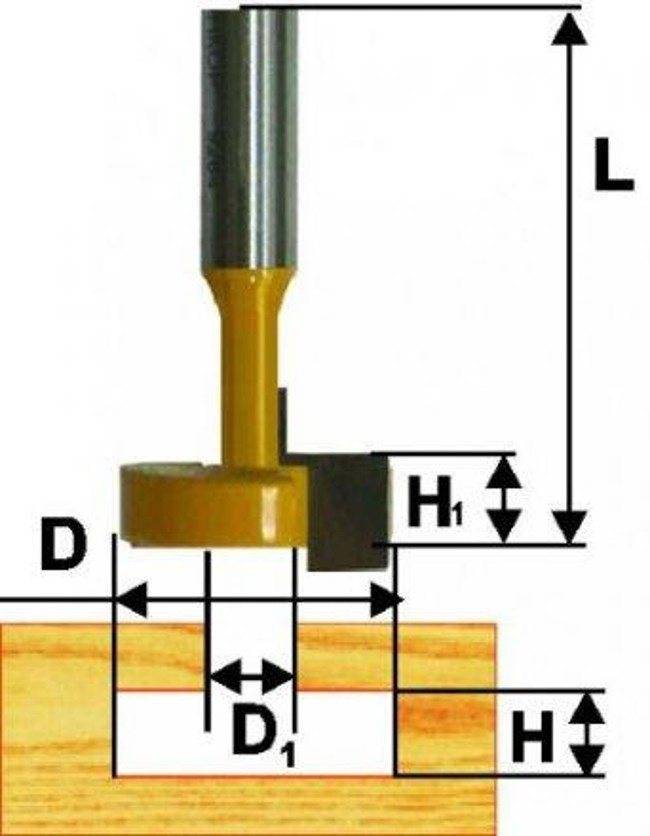
Пазовая конструкционная с боковой режущей кромкой
Такую фрезу можно использовать по-разному. Так, как изображено выше, по полному профилю, или для выборки простого прямого паза сбоку заготовки на нужную глубину, выставленную с помощью параллельного упора.
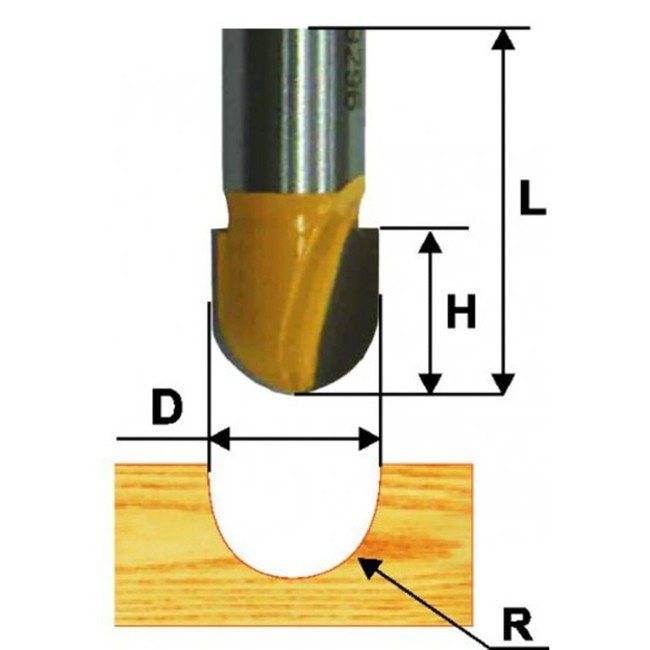
Галтельные пазовые фрезы делают паз с полукруглой выборкой
Это основная фреза для нанесения декоративных орнаментов, поверхностной резьбы по дереву. С её помощью можно наносить рисунки и узоры как по намеченным линиям, так и с помощью циркуля или лекал.
Также рекомендуем почитать интересную статью про художественную резьбу лобзиком.
Кромочные
Предназначены для обработки боковых кромок. Главное их отличие – наличие шарикоподшипника внизу хвостовика. Это делает работу простой и удобной. Подшипник не дает фрезе заглубиться внутрь и испортить заготовку, крутится по поверхности заготовки, отчего инструмент передвигается легко и плавно.

Кромки обрабатывают самыми разными профилями. Поэтому к фрезам этого типа могут относиться пазовые, фигирейные (профильные), шиповые, фальцевые для отбора четвертей и другие фрезы с подшипниками.
Комбинированные
Комбинированными называются фрезы для соединения «сложный паз/шип». Особенность такого соединения в том, что на соединяемых кромках одна и та же выборка, а не паз и шип, как на вагонке. Посмотреть, как выглядят такие фрезы и соединения, можно на следующем видео:
Также хорошо иллюстрирует возможности такой оснастки это изображение:
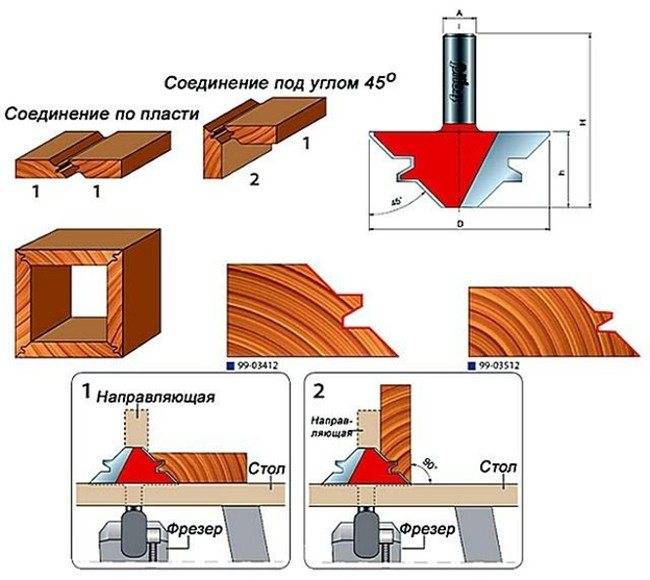
Если для соединения паз/шип (по типу вагонки или шпунтованной половой рейки) требуется проход двумя разными профилями (паз и шип), то комбинированная фреза делает совместимое соединение с двух сторон.
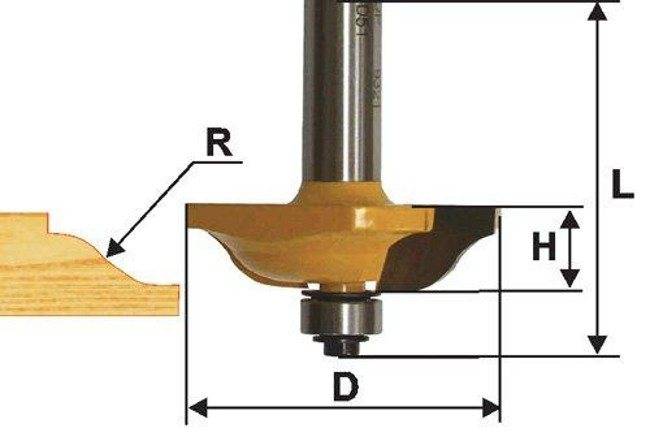
Фигирейные
Это крупные фрезы с разным сложным профилем, сочетанием широких полукругов, скругленных пазов и т.д. Результат их работы можно увидеть на филенчатых дверях (ими отбирают филенку) и фигурных плинтусах.
Конечно, погонаж большой протяженности (те же плинтуса), делаются не ручными фрезерами, а мощными фрезеровальными станками. Но небольшие объемы работ – несколько дверей, 10-30 п.м. плинтуса можно сделать и с помощью ручного фрезера мощностью не менее 1,5 кВт. Для прогонки погонажа ручной фрезер иногда закрепляют в столе в перевернутом состоянии (фрезой вверх).
Пример классической фигирейной фрезы именно для ручного фрезера на изображении:
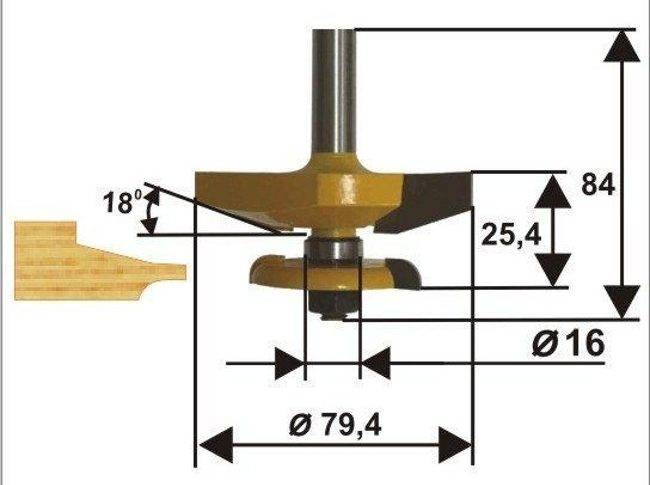
На следующем изображении – более сложная двойная (двустворчатая) фигирейная фреза.
Другие виды
Особая разновидность фрез – сверла Форстнера. По конструкции это фрезы. Но поскольку они выполняют функцию сверла, то есть делают круглые отверстия, их называют как фрезами, так и сверлами. Их функциональное отличие от классических спиральных сверел с конусным наконечником в следующем – они образуют ровное, а не конусное дно не сквозного отверстия
Часто это важно. Например, при посадке круглых элементов мебельного крепления, петель и т.д
На изображении – сверло Форстнера:

Сверла Форстнера выпускаются в большом диапазоне диаметров, от 10 мм до 56 мм, иногда и более, как по отдельности, так и в наборах. Режущий элемент состоит из трех основных частей:
- Подрезные боковые резцы. За счет них края отверстий не рвутся, отверстие сверлится чисто.
- Нижние резцы строго перпендикулярны оси вращения. Потому дно отверстия получается ровным.
- Третий элемент, центрующий пик посередине позволяет точно сориентировать сверло по отметке, при заходе в заготовку оно не прыгает и не смещается.
Твердосплавные резцы с карбидом вольфрама или других металлов позволяют применять такую оснастку и для сверления ДСП, МДФ и прочих материалов с твердыми клеящими смолами, что важно при изготовлении корпусной мебели из таких материалов. К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам
Как правило, для таких фрез используются ножи из более твердых сплавов
К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам. Как правило, для таких фрез используются ножи из более твердых сплавов.
Приложение ДА (справочное). Перечень технических отклонений с разъяснением причин их внесения
Приложение ДА(справочное)
Перечень технических отклонений приведен в таблицах ДА.1, ДА.2
Таблица ДА.1
Структурный элемент (раздел) | Модификация |
Раздел Нормативные ссылки | Ссылка на ISO 3338-1 «Хвостовики цилиндрические для фрез. Часть 1. Размеры цилиндрических хвостовиков» заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-1-77) «Хвостовики цилиндрические для фрез. Основные размеры» Ссылка на ISO 3338-2 «Хвостовики цилиндрические для фрез. Часть 2. Размеры цилиндрических хвостовиков с лыской» заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-2-85) «Хвостовики цилиндрические для фрез. Основные размеры» |
Степень соответствия — MOD. Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. |


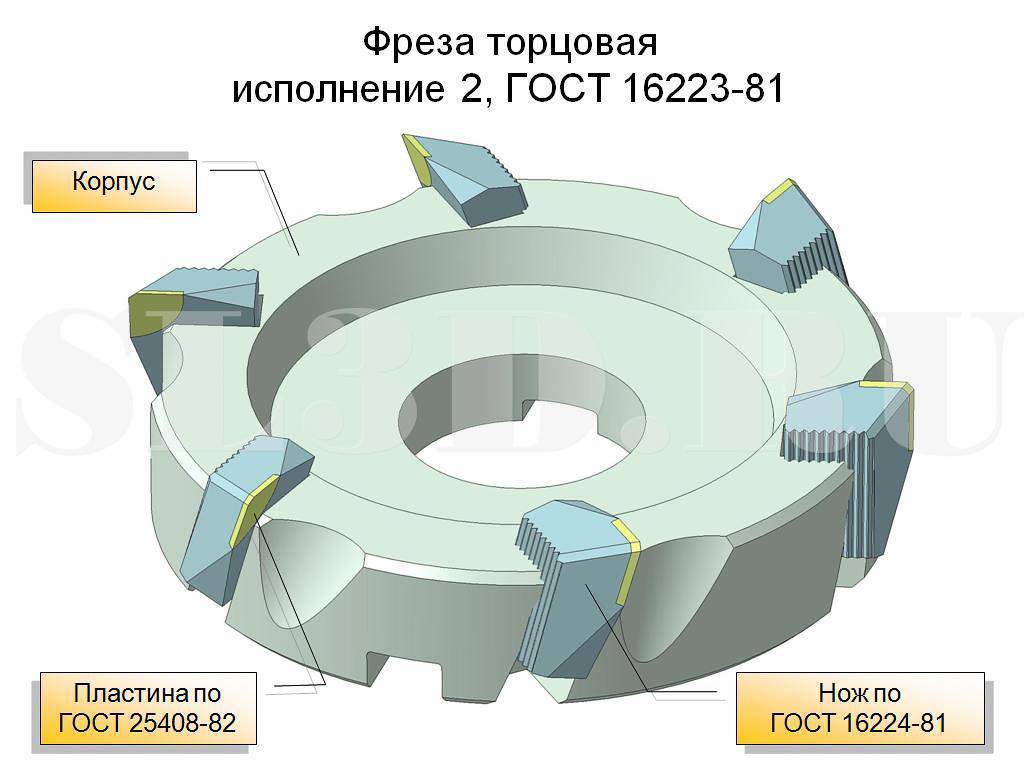
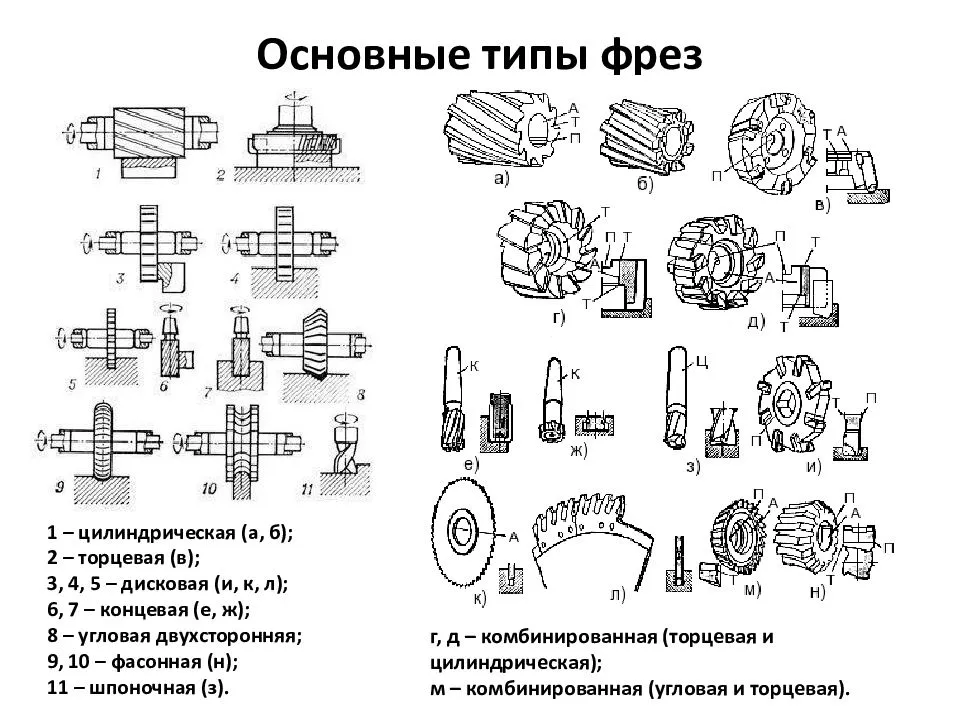
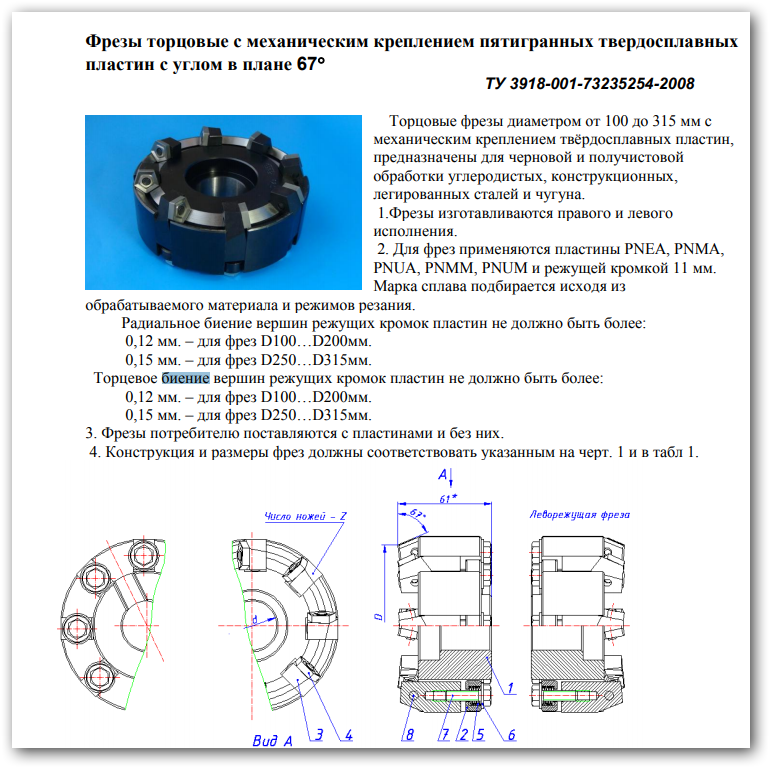
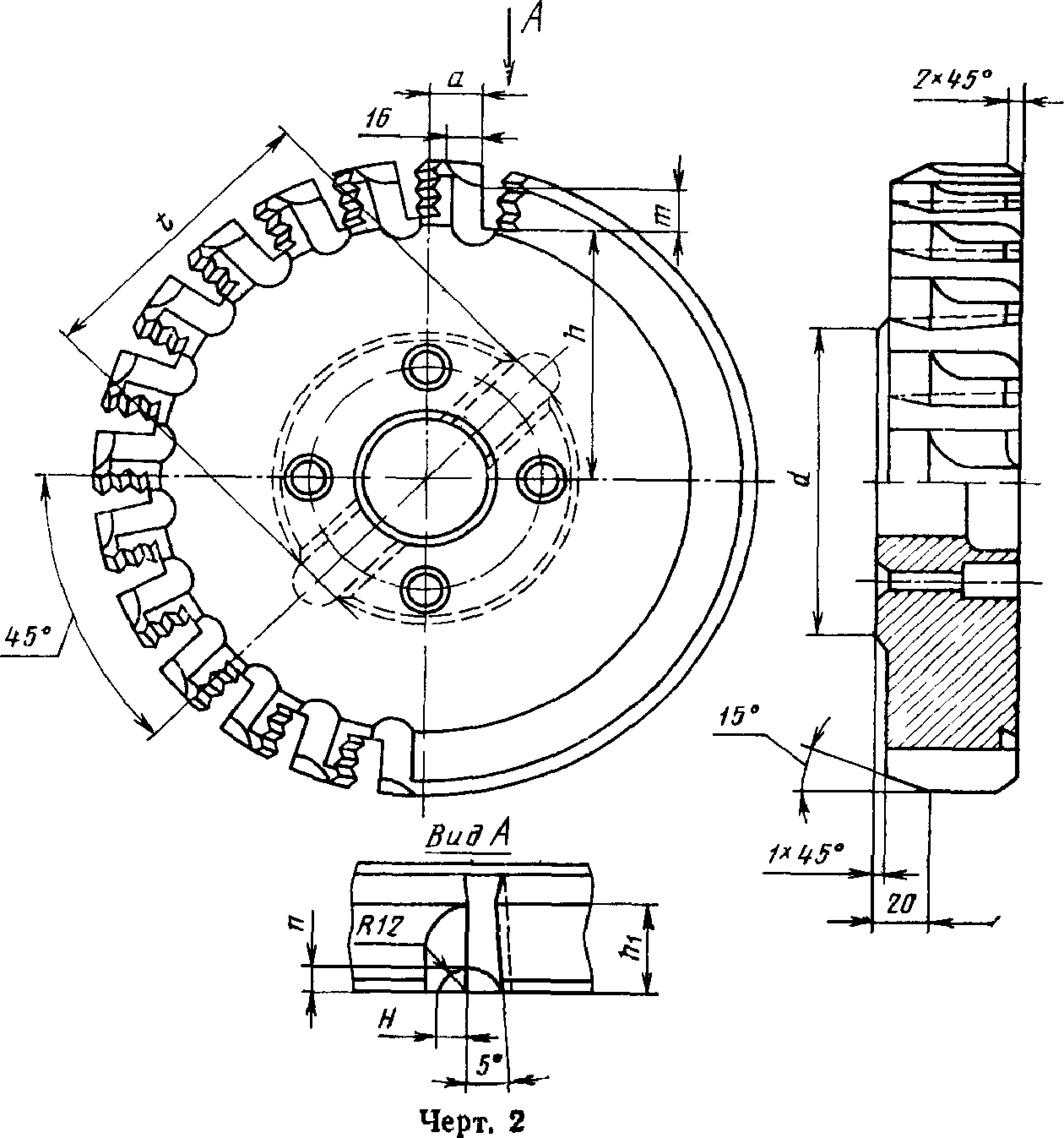
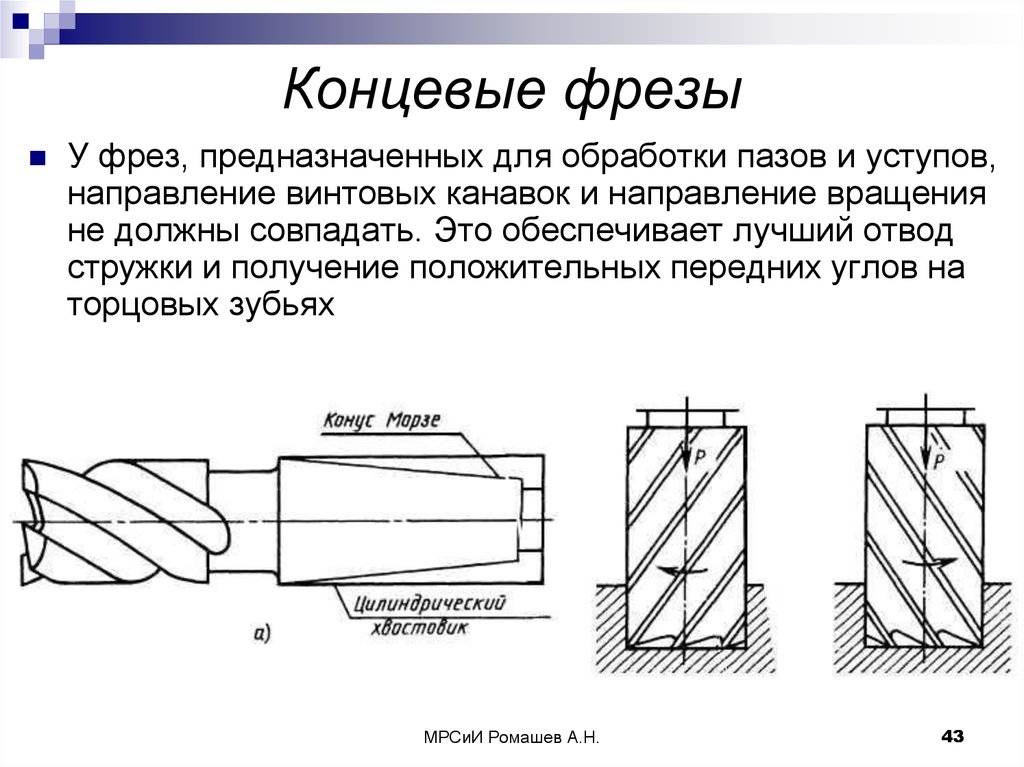
Таблица ДА.2
Структурный элемент (раздел) | Модификация |
Раздел 3 | Дополнить подразделом: «Характеристики» |
Раздел 4 | Дополнить разделами: «Правила приемки», «Методы контроля и испытаний», «Транспортирование и хранение», Приложением А (рекомендуемым) «Неравномерная разбивка шага зубьев фрез» |
Пояснение — Дополнительные требования введены для возможности изготовления фрез на предприятиях. |
Приложение ДА (справочное). Перечень технических отклонений с разъяснением причин их внесения
Приложение ДА(справочное)
Перечень технических отклонений приведен в таблицах ДА.1, ДА.2
Таблица ДА.1
Структурный элемент (раздел) | Модификация |
РазделНормативные ссылки | Ссылка на ISO 3338-1 “Хвостовики цилиндрические для фрез. Часть 1. Размеры цилиндрических хвостовиков” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-1-77) “Хвостовики цилиндрические для фрез. Основные размеры” Ссылка на ISO 3338-2 “Хвостовики цилиндрические для фрез. Часть 2. Размеры цилиндрических хвостовиков с лыской” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-2-85) “Хвостовики цилиндрические для фрез. Основные размеры” |
Степень соответствия – MOD.Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. |
Таблица ДА.2
Структурный элемент (раздел) | Модификация |
Раздел 3 | Дополнить подразделом:”Характеристики” |
Раздел 4 | Дополнить разделами:”Правила приемки”,”Методы контроля и испытаний”,”Транспортирование и хранение”,Приложением А (рекомендуемым) “Неравномерная разбивка шага зубьев фрез” |
Пояснение – Дополнительные требования введены для возможности изготовления фрез на предприятиях. |
Классификация фрез по металлу
Этот инструмент различают:
- по месту нахождения режущих частей;
- по направлению (винтовые, наклонные и т. д.);
- по креплению режущих элементов;
- по их заточке;
- по конструкции инструмента (сборный, монолитный, составной);
- по их материалу.
Цилиндрические фрезы
Такой тип используется для горизонтально-фрезерных станков, предназначенных для обработки плоскостей. Цилиндрические фрезы могут быть:
- с винтовыми зубьями;
- с прямыми зубьями.
Инструмент с винтовыми зубьями работает довольно плавно и его широко используют на предприятиях. Фрезы, имеющих прямые зубья, применяют только для обработки узких плоскостей, где достоинство инструмента с винтовыми зубьями не оказывает на процесс резания большого влияния. Изготавливается такой вид из быстрорежущей стали и оборудован в основном винтовыми, твердосплавными или плоскими пластинками.
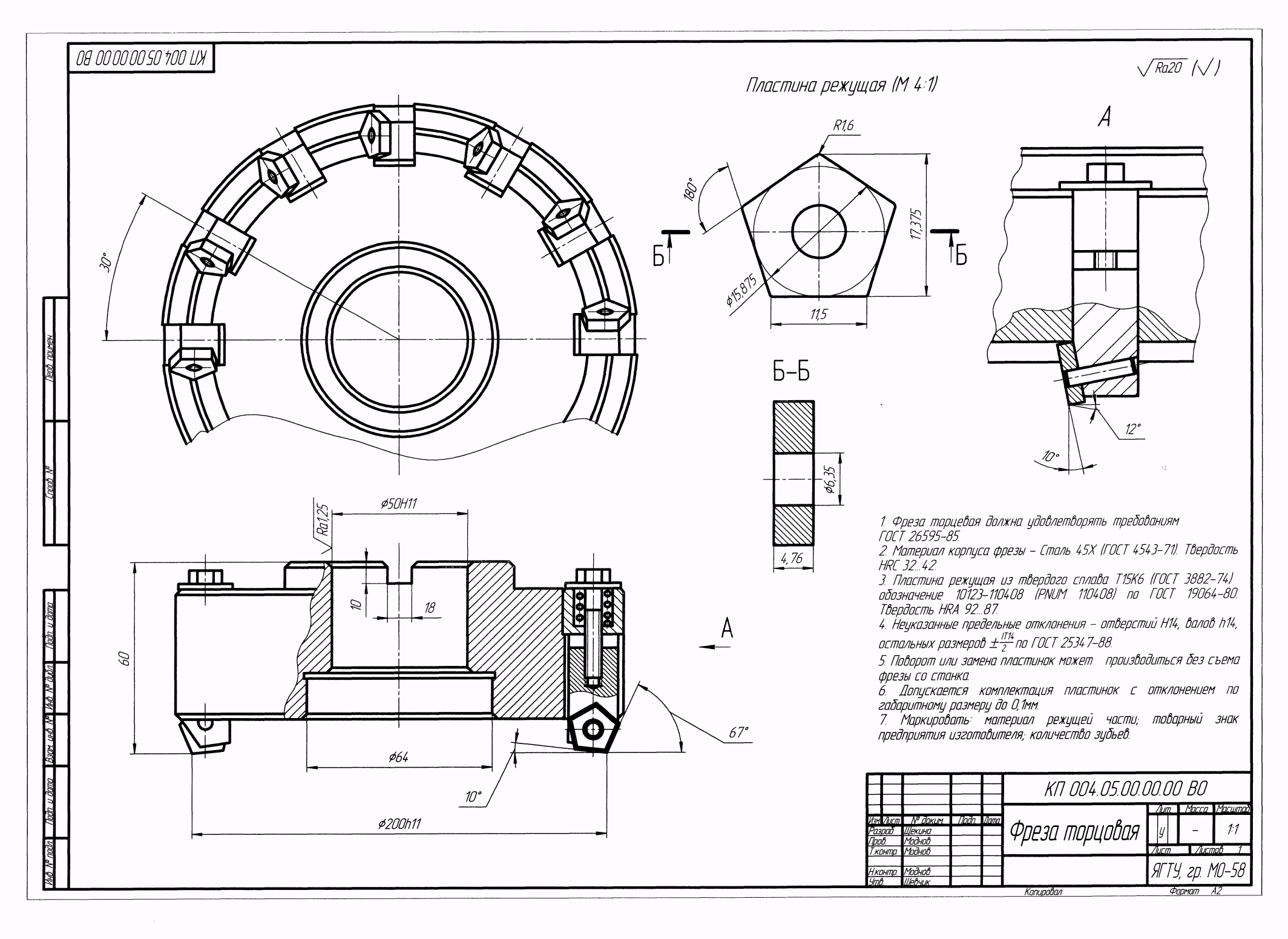
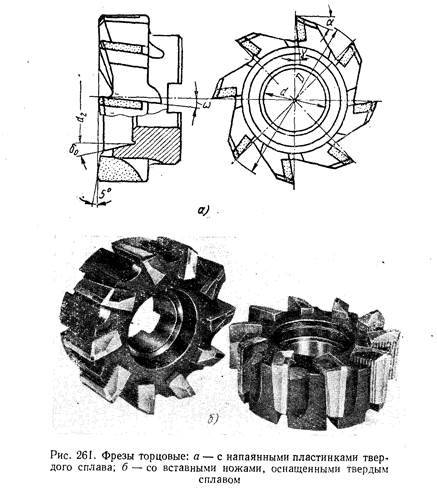
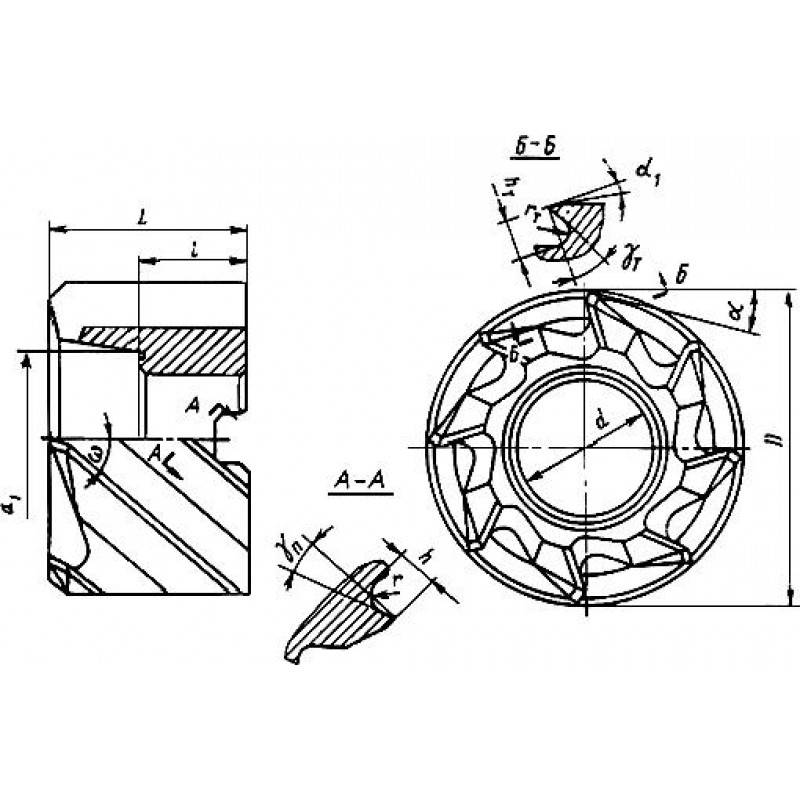
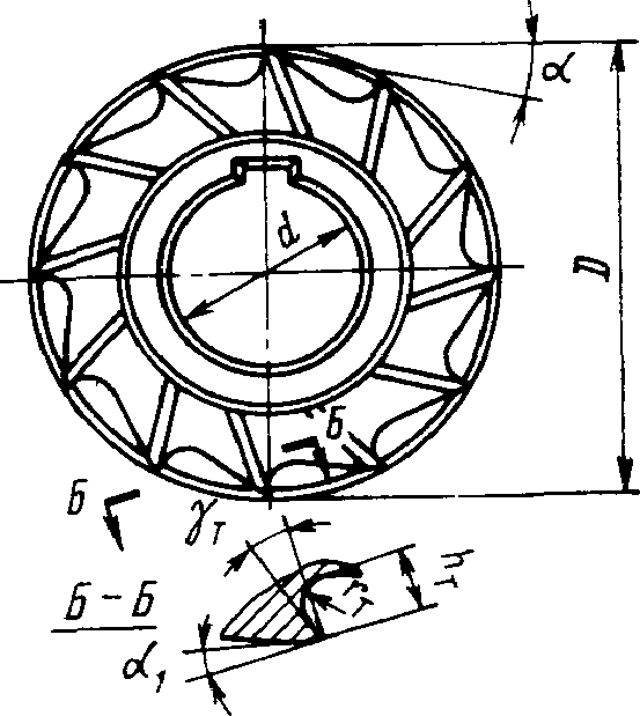
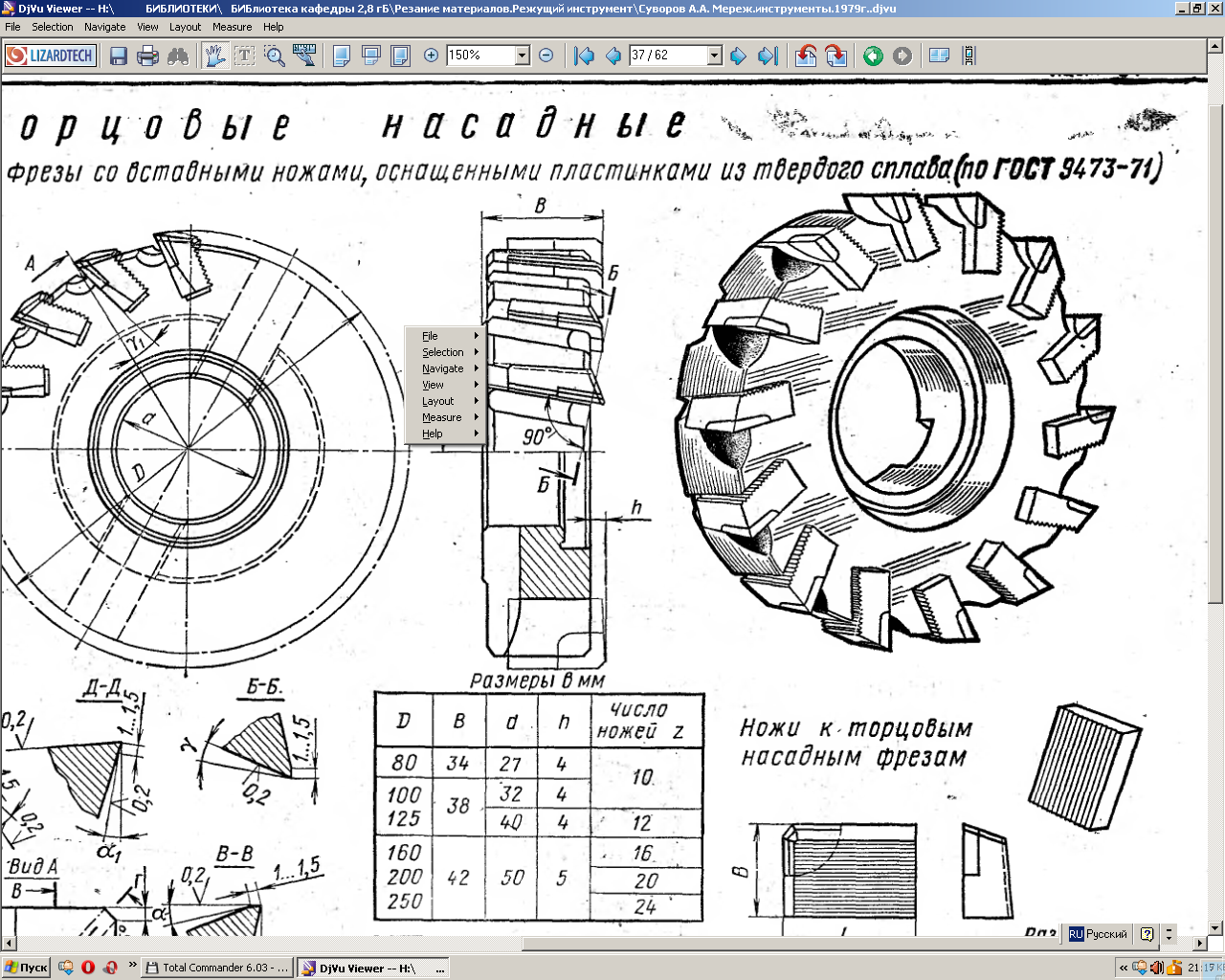
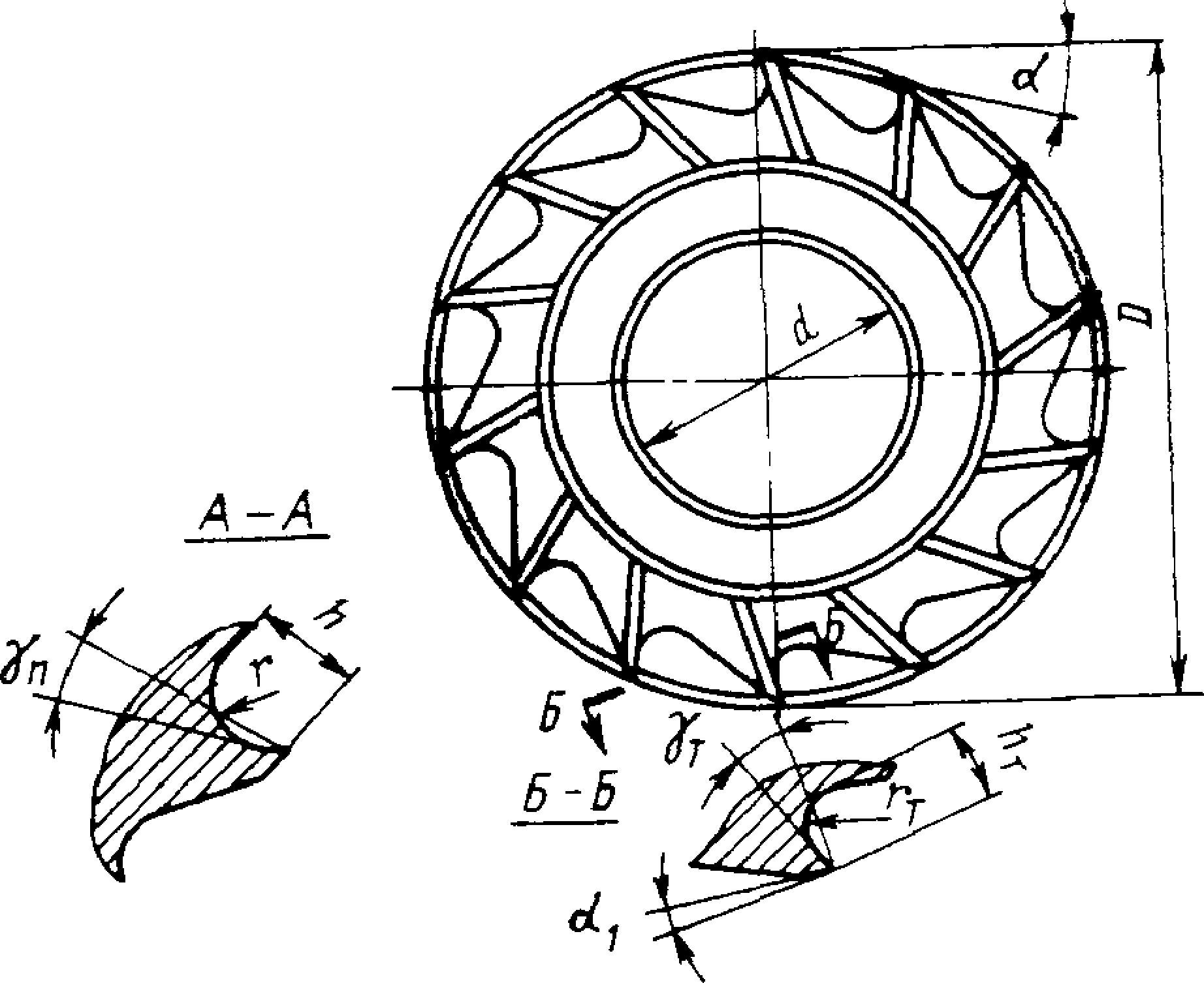
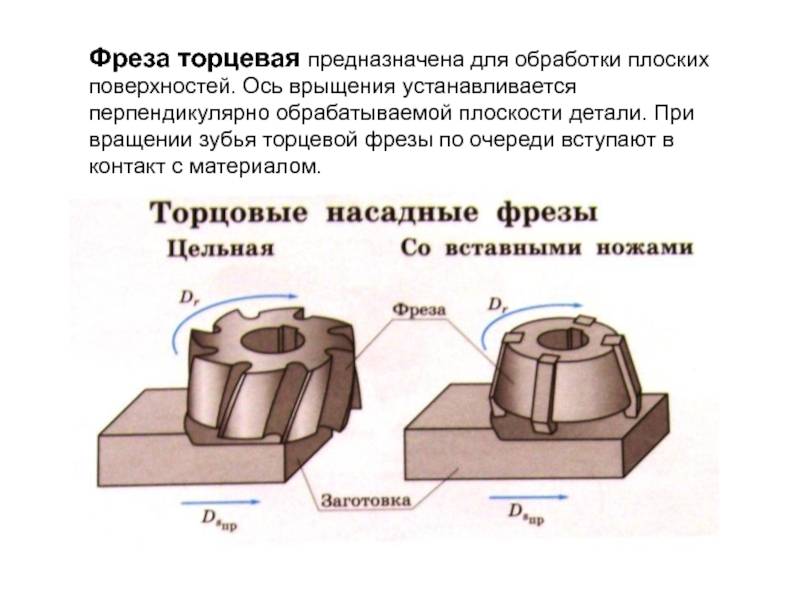
Торцовые фрезы
 для обработки плоскостей
для обработки плоскостей
Сами торцевые кромки являются дополнительными, а основная работа осуществляется боковыми заостренными кромками, которые находятся снаружи этой детали. Даже имея небольшую величину припуска, такой инструмент обеспечивает довольно ровную работу. Это происходит из-за того, что угол соприкосновения у торцевых фрез с обрабатываемой деталью зависит не от показателя припуска, а от диаметра режущего инструмента и ширины процесса фрезерования.
По сравнению с цилиндрическим типом, торцовая фреза является более жесткой и массивной. Это обеспечивает удобство размещения и надежность закрепления режущих элементов и оснащение их твердыми сплавами. Торцовое фрезерование характеризуется гораздо большей производительностью. Именно поэтому на сегодняшний день работы по фрезерованию плоскостей осуществляются торцовыми видами инструмента.
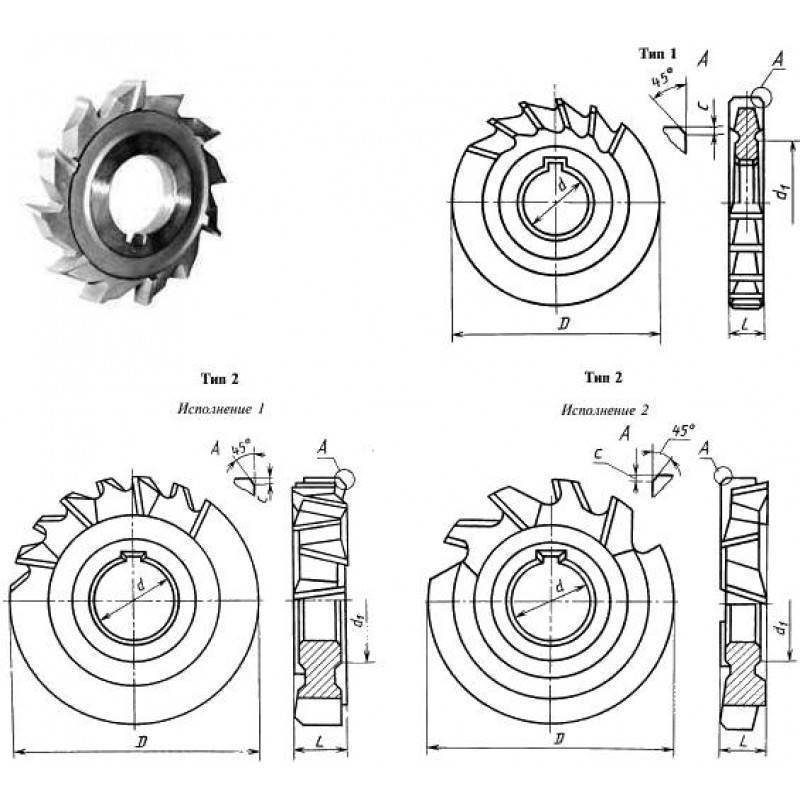
Дисковые фрезы
Этот вид представляет собой необходимое и современное оборудование, которое используется при фрезеровании канавок и пазов. Дисковый инструмент бывает трех видов:
- пазовый;
- двусторонний;
- трехсторонний.
У пазовых дисковых фрез зубья располагаются только на цилиндрической поверхности и используют их для обработки неглубоких пазов. Двусторонние дисковые фрезы, кроме зубьев, расположенных на торце, имеют зубья, находящиеся на поверхности. Особенностью трехсторонних дисковых инструментов является то, что зубья находятся не только на обоих торцах, но и на поверхности.
Дисковые фрезы имеют высокую производительность, несмотря на то, что у них часто срезаны зубья.
Чтобы прорезать на деталях шлицы и узкие пазы, используют топкие дисковые фрезы, называемые пилами. У такого оборудования то с одного, то с другого торца начинают затачивать фаски. Обычно фаска срезает половину длины режущей кромки. Именно из-за этого каждый зуб срезает стружку такой ширины, которая будет меньше ширины прорезаемого паза. Благодаря этому стружка более свободно начинает размещаться во впадине зуба и улучшается ее отвод. Если ширина среза будет соответствовать ширине паза, то в этом случае торцы стружки будут соприкасаться с боковыми сторонами прорезаемого паза. Это будет затруднять свободу размещения стружки во впадине зуба, в результате чего дисковая фреза может сломаться.
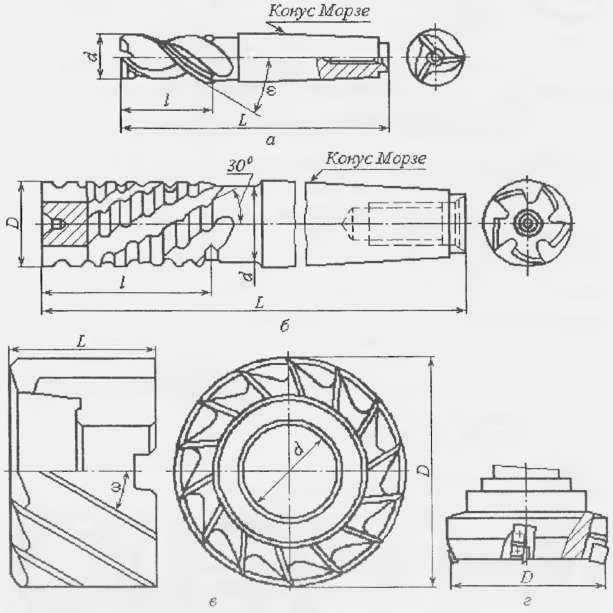
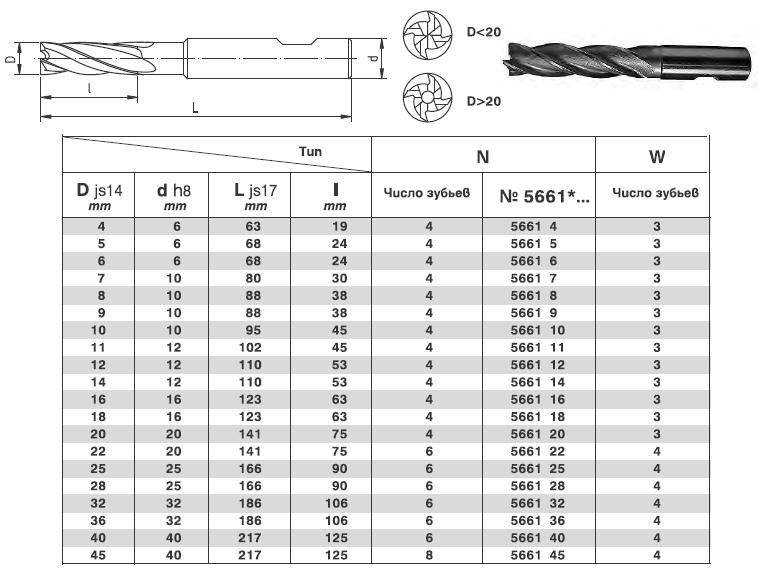
Угловые и концевые фрезы
 располагаются на двух конических поверхностях
располагаются на двух конических поверхностях
Концевые фрезы используются для обработки глубоких пазов в корпусных деталях уступов, контурных выемок, а в шпинделе станка крепятся цилиндрическим или коническим хвостовиком. У такого оборудования основную работу, связанную с резанием, осуществляют главные режущие кромки, которые располагаются на цилиндрической поверхности. А вот вспомогательные режущие кромки производят зачистку дна канавки. У таких фрез зубья обычно винтовые или наклонные.
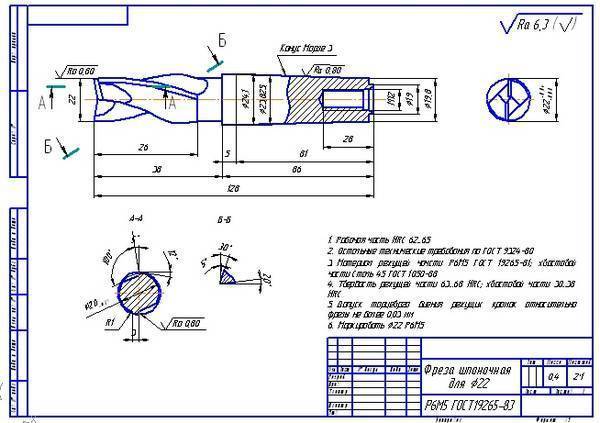
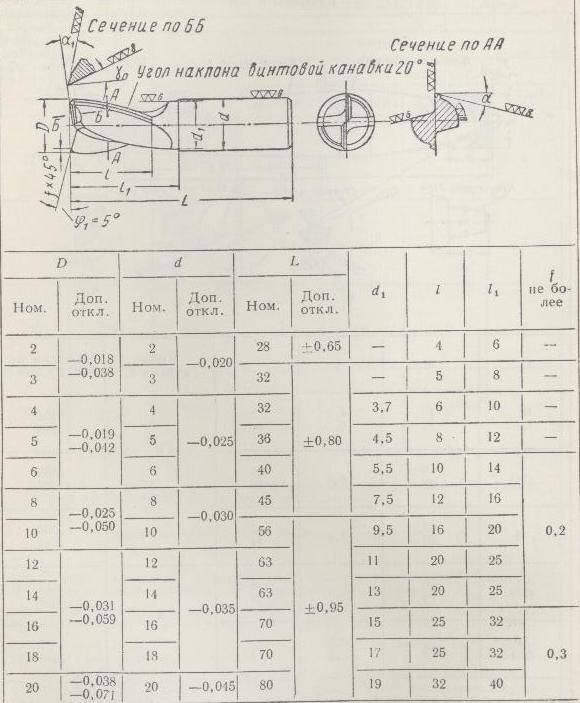
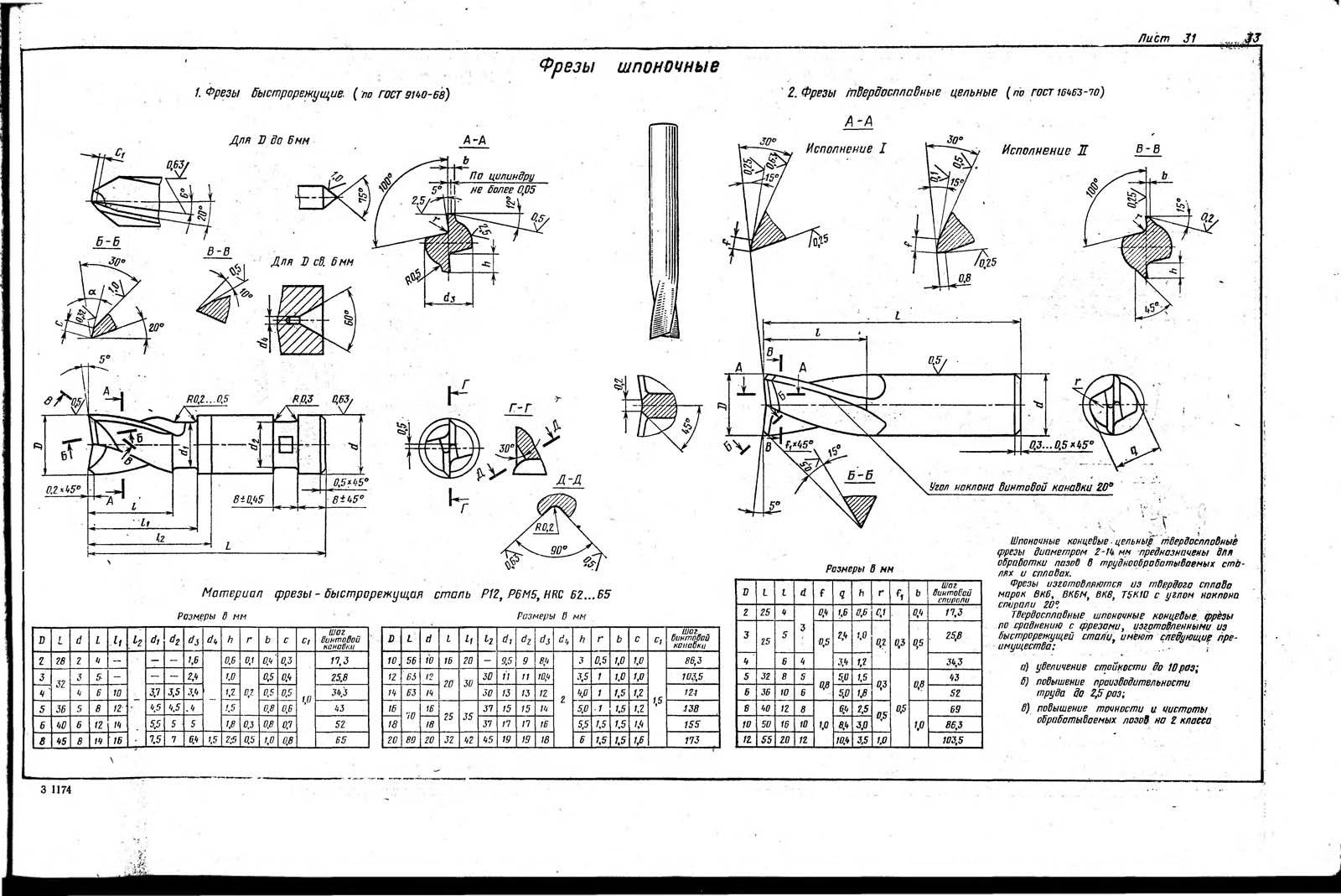
Шпоночные фрезы
Они являются разновидностью концевых фрез и представляют собой шпоночный двузубый инструмент. Такой шпоночный инструмент наподобие сверла способен углубляться в материал заготовки во время осевой подачи и сверлить отверстие, а затем дальше продвигаться вдоль канавки. Во время осевой подачи основная работа резания осуществляется торцовыми кромками. Одна из них обязательно должна доходить до оси фрезы для обеспечения сверления отверстия.
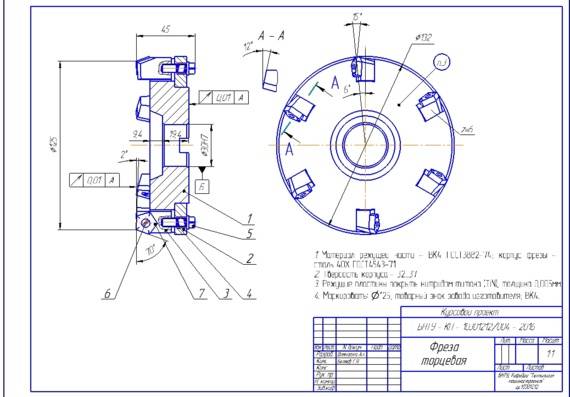
Фрезы торцовые с механическим креплением многогранных пластин. Типы и основные размеры
| Обозначение: | ГОСТ 26595-85 |
|---|---|
| Статус: | заменён |
| Тип: | ГОСТ |
| Название русское: | Фрезы торцовые с механическим креплением многогранных пластин. Типы и основные размеры |
| Название английское: | Face milling cutters with mechanically clamped indexable inserts. Types and basic dimensions |
| Дата актуализации текста: | 06.04.2015 |
| Дата актуализации описания: | 01.01.2021 |
| Дата регистрации: | 00.00.0000 |
| Дата издания: | 19.07.2010 |
| Дата введения в действие: | 01.07.1986 |
| Дата завершения срока действия: | 01.01.2016 |
| Область и условия применения: | Настоящий стандарт распространяется на праворежущие и леворежущие торцовые фрезы с регулируемыми и нерегулируемыми в осевом направлении вставками, оснащенными многогранными пластинами из минералокерамики, твердых сплавов, в том числе безфольфрамовых, а также твердосплавными пластинами с изностойким покрытием для черновой и получистовой обработки конструкционных и легированных сталей и чугуна |
| Взамен: | ГОСТ 22085-76;ГОСТ 22086-76 |
| Заменяющий: | ГОСТ 26595-2014 |
| Список изменений: | №1 от (рег. ) «Срок действия продлен» |
| Расположен в: | Общероссийский классификатор стандартов → Машиностроение → Режущие инструменты → Фрезы Классификатор государственных стандартов → Машины, оборудование и инструмент → Инструмент промышленный и приспособления → Инструмент для обработки резанием Общероссийский классификатор продукции → Инструмент, технологическая оснастка, абразивные материалы → Инструмент режущий → Фрезы |
| Приложение №0: | Изменение №1 к ГОСТ 26595-85 |
Изменение №1 к ГОСТ 26595-85
| Обозначение: | Изменение №1 к ГОСТ 26595-85 |
|---|---|
| Дата введения в действие: | 01.01.1990 |
Текст поправки интегрирован в текст или описание стандарта.
Заключение
У меня в цехе есть торцевая фреза диаметром 2 дюйма под углом 90 градусов, а также торцевая фреза Glacern FM45 под углом 3 дюйма под углом 45 градусов. FM45 наверняка найдет гораздо больше вариантов применения.
Последняя мысль о торцевых фрезах: не пытайтесь использовать на своем станке слишком большую торцевую фрезу. Я довольно легко остановил шпиндель на 3 лошадиные силы, работающий на моем 3-дюймовом шпинделе. Конечно, это меньшая фреза, но вы должны иметь в виду, что даже если у вас достаточно мощности шпинделя, торцевая фреза будет передавать ее в вашу заготовку. Убедитесь, что он плотно прижат!