

Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
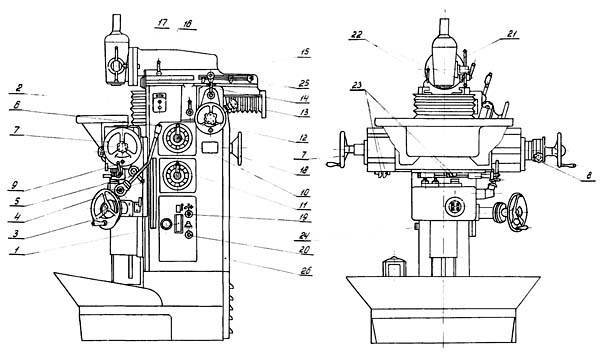
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
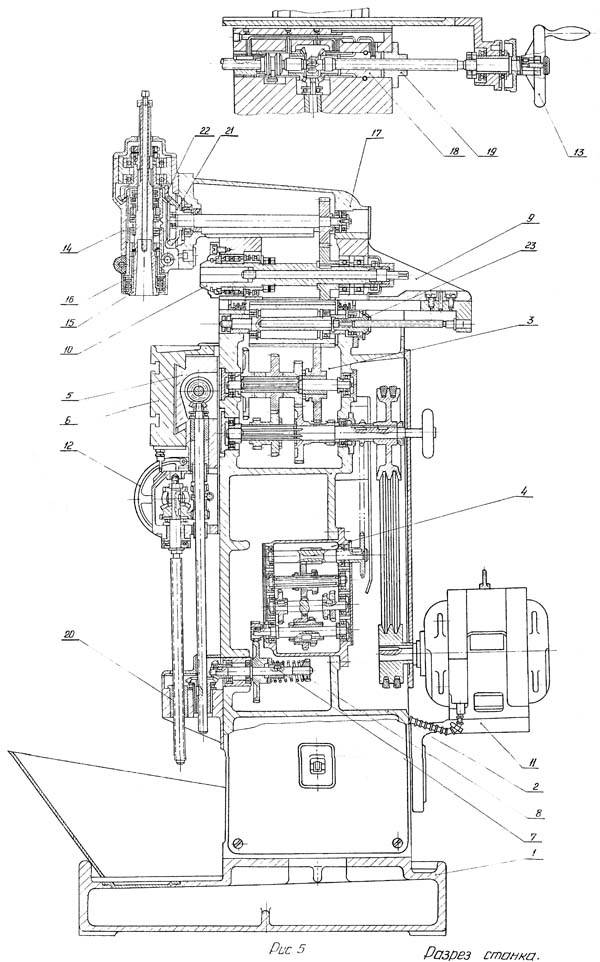
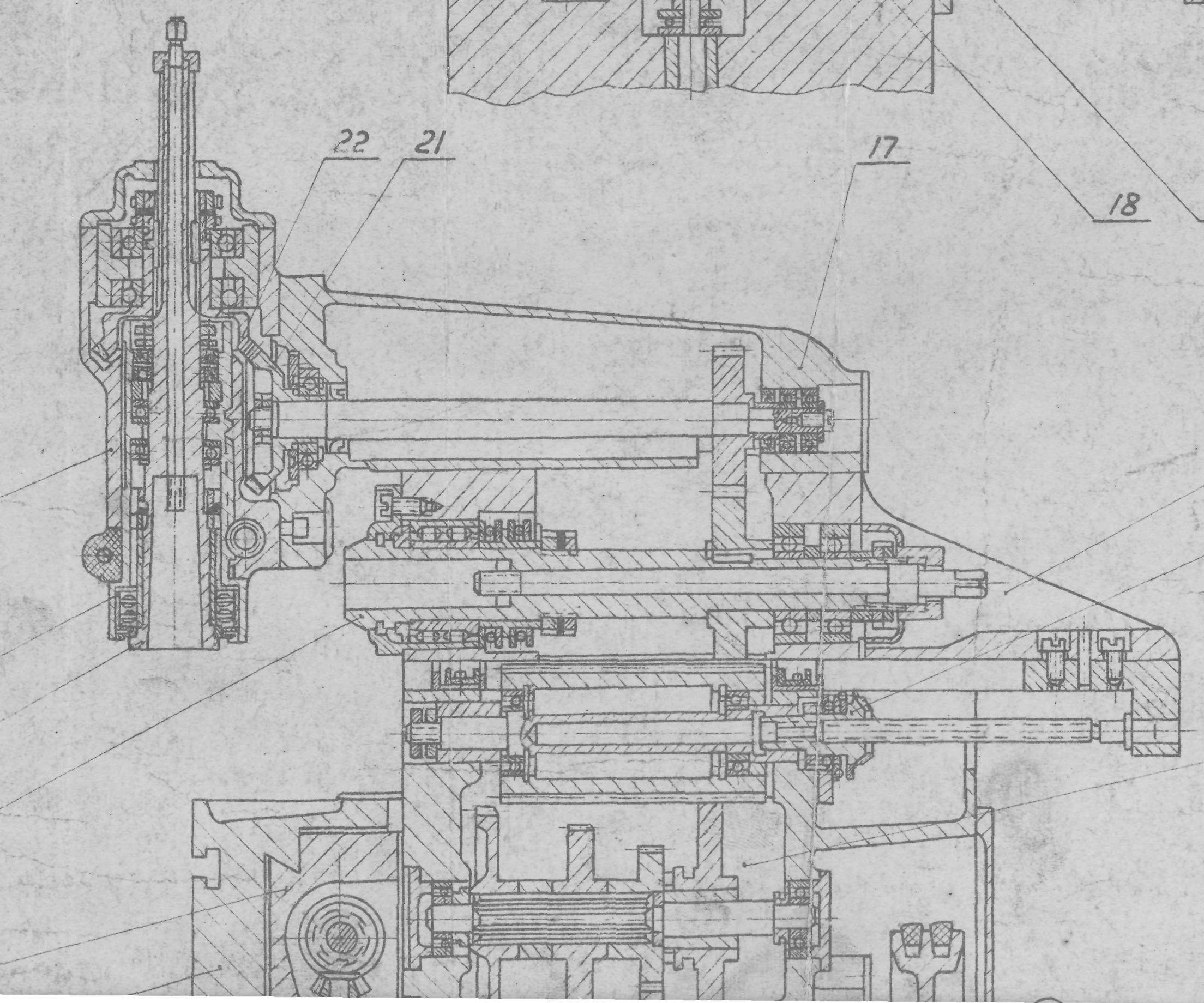
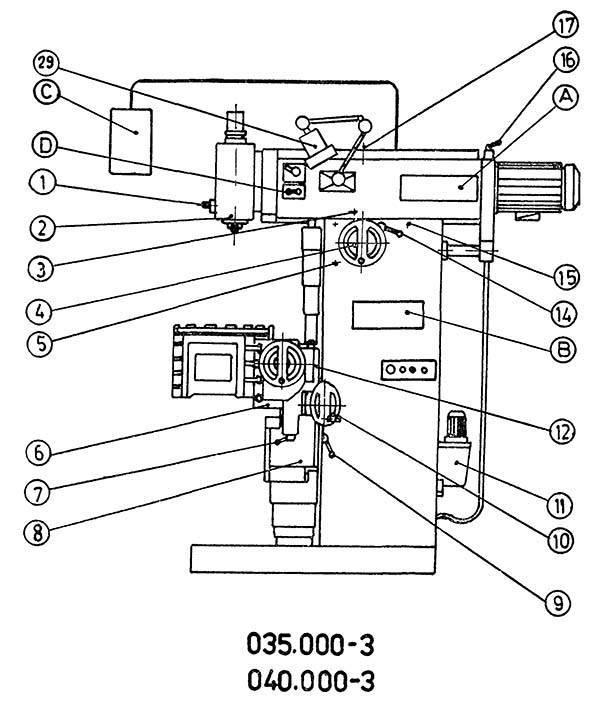
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
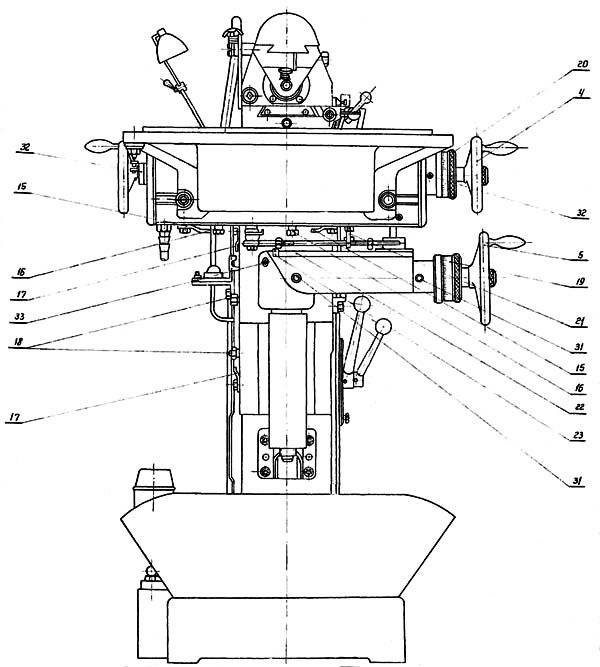
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Применение фрезерной установки ОФ-55 широкоуниверсальной модификации
Немецкое устройство FP-1 является прототипом ОФ-55. Как и предшественник, ОФ 55 используется для фрезерования заготовок. При обслуживании с горизонтальным шпинделем задействуют фрезы цилиндрические, фасонные или дисковые. Вертикальному шпинделю можно задать необходимый угол. Здесь используют концевые фрезы, шпоночные и торцовые.
Конструкция снабжена двумя механическими подачами: продольной и поперечной. Первая перемещает поверхность по ориентиру суппорта. Вторая подача задает движение суппорту по направляющим станины.
Электродвигатель обеспечивает работу в двух режимах: 1 тыс. об/мин и 1,5 тыс. об/мин.
Для поступательного движения стола и эксплуатации шпинделя станок снабжен 12 скоростями. Это обеспечивает качественную обработку детали. В зависимости от требуемого результата заготовку можно разместить на основном столе, угловом или универсальном. Заготовки, которым требуется деление, размещаются на круглом столе либо обрабатываются при помощи делительной головки.








Функциональность
Расположение вблизи конструкции вибрирующих и тепловых источников может отрицательно повлиять на точность ее эксплуатации. Характеристики ОФ-55 позволяют выполнять на нем следующие функции:
- центрование;
- долбление;
- растачивание;
- сверление;
- развертывание;
- зенкерование;
- цекование.
Делительные устройства для фрезерных станков
Для машиностроительных предприятий и других механических производств наличие дополнительных приспособлений у ОФ-55 делает его широкоуниверсальным и незаменимым в изготовлении инструментов, деталей, плоскостей и других изделий. Паспорт модели говорит о возможности такого усовершенствования.
Фрезерный станок ОФ 55 отличается экономичной обработкой деталей, благодаря многоуровневому обороту подач и шпинделей. Чаще всего задействован агрегат в инструментальных и механических цехах машиностроительных производств.
Оснастка и приспособления
Параллельные тиски относятся к принадлежностям станка и служат для фиксации мелких деталей. На тисках нанесена шкала, нанесенная на поворотной части круга. Поворотный круг позволяет поворачивать тиски на 360 °
Паспорт станка 676. Широкойниверсального фрезерного станка
Данное руководство по эксплуатации “Станок инструментальный широкоуниверсальный фрезерный 676” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального фрезерного станка 676.
Назначение и область применения станкаРаспаковка и транспортировка станка
- Указания по распаковке и транспортировке
- Схема транспортировки станка
Фундамент станка, монтаж, установка
- Указания по установке станка
- Установочный чертеж
Подготовка станка к первоначальному пуску Паспорт станка
- Общие сведения, основные данные
- Основные размеры и посадочные места
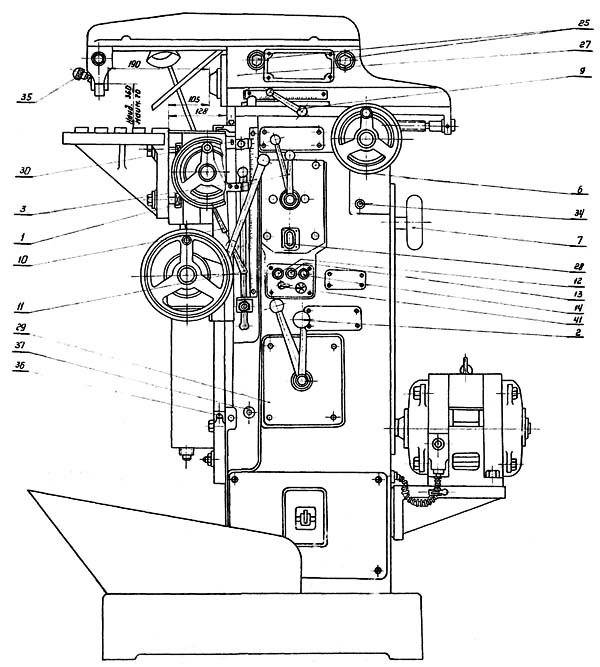
- Схема расположения органов управлении
- Спецификация рукояток управления
- Кинематическая схема станка
- Спецификация зубчатых и червячных колес, червяков, винтов, гаек, цепных звездочек
- Кинематическая схема механизмов управления и принадлежностей
- Спецификация зубчатых и червячных колес, червяков, винтов, гаек, цепных звездочек, реек, механизмов управления и принадлежностей……
- Механизм главного движения
- Механизм подач и кинематический расчет подач стола и горизонтальной бабки
- Схема расположения подшипников
- Спецификация подшипников качения
- Эксплуатационная характеристика станка
- Ведомость принадлежностей и инструмента
Описание станка
- Общая компановка станка
- Краткое описание углов станка
- Общие виды узлов
Паспорт электрооборудования станка
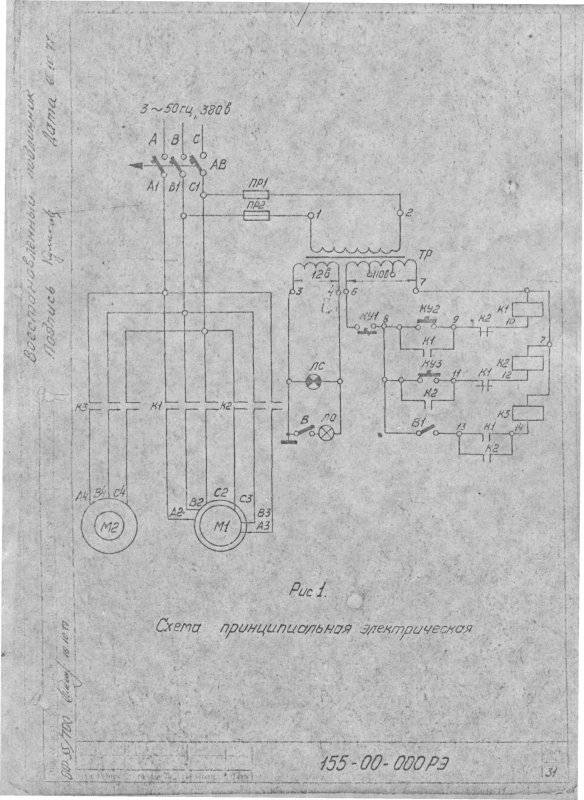
- Принципиальная электросхема
- Монтажная электросхема
- Общий вид размещения электрооборудовании
- Описание электросхемы станка
- Спецификация электроаппаратуры
Смазка станка
- Схема смазки станка
- Спецификация к схеме смазки станка
- Спецификация смазочных мест принадлежностей
- Указания по обслуживанию смазочной системы
Первоначальный пуск станка Наладка станка
Основные конструктивные элементы
Описание конструкционной схемы станка подразумевает наличие станины, которая необходима для крепления рабочего стола и шпиндельной бабки.
При этом можно выделить такие основные узлы:
- два шпинделя;
- основной и съемный стол;
- шпиндельная бабка;
- коробка скоростей;
- электрические узлы;
- суппорт;
- станина;
- вертикальная головка.
 Коробка скоростей фрезерного станка 675П
Коробка скоростей фрезерного станка 675П
Кинематика основных узлов агрегата осуществляется цепями подач и главного движения. Первое устройство передает свою энергию следующим деталям:
- салазкам – продольно;
- суппорту – вертикально;
- шпиндельной бабке – поперечно.
Все производимые движения осуществляются при помощи электрического привода. Все перемещения узлов осуществляются в широком диапазоне, что обеспечивает выполнения таких операций:
- шестнадцать подач, которые могут осуществляться со скоростью в диапазоне от 12,5 до 400 мм за минуту;
- ускоренные подачи – рабочая скорость около 930 мм за минуту.
Технические характеристики и назначение
Рассматриваемый фрезерный станок 675, технические характеристики которого определяют его широкую область применения, характеризуется высокой точностью. Модель может применяться для фрезерования при установке следующих видов инструмента:
- Концевые и торцевые, шпоночные. Подобные фрезы устанавливаются вертикально, для чего применяется вертикальный шпиндель.
- Фасонные, дисковые и цилиндрические. Они устанавливаются при фиксации в шпинделе горизонтального типа.
Станок универсальный фрезерный рассматриваемой модели может использоваться для обработки заготовки под углом. При этом агрегат располагает специальной делительной головкой и круглым столом, за счет чего можно создавать отверстие и другие элементы на равном расстоянии относительно друг друга.
Рассматриваемая модель комплектуется инструментальным шкафом, который предназначен для хранения инструмента и различного оборудования. За счет этого элемента существенно расширяется область использования устройства. При применении дополнительного инструмента и оснастки проводятся сложные операции, которые выполнить на обычных моделях не получится.





Станок 675
Технические возможности рассматриваемого оборудования также весьма обширны. Основными моментами можно назвать следующее:
- Размеры конструкции позволяют проводить фрезерование заготовок, ширина которых более 25 см и длина до 80 см. Повышенная точность позволяет проводить обработку заготовок с небольшими геометрическими размерами.
- Вертикальный шпиндель монтируется на специальном подвижном хоботе. При этом есть возможность поворота во взаимно перпендикулярных плоскостях под углом 90 градусов.
- Требуемая точность достигается за счет снижения степени вибрации установки при работе. Для этого все узлы расположены на чугунной станине, которая хорошо справляется с задачей по гашению вибрации.
- На станине есть электрический насос с показателем производительности около 22 литров в минуту. За счет этого узла производится подача смазочно-охлаждающей жидкости. Подобное вещество позволяет существенно продлить срок службы устройства и обеспечивает стабильное функционирование.
- Созданная система управления удобна для оператора. Именно поэтому не возникает трудностей с его управлением.
- Разрешается проводить установку фрезерного станка в цехах со штучным и мелкосерийным показателем производительности труда.
- Наличие вертикального и горизонтального шпинделя позволяет существенно расширить область применения фрезерных станков.
- Компактные размеры агрегата позволяют проводить его установку в обычном гараже или домашней мастерской. Кроме этого, основные характеристики позволяют проводить установку фрезерного станка в производственных помещениях.
- Существенно расширить возможности фрезерного станка можно путем установки долбежной головки. Как правило, они применяются для проведения долбежной процедуры.
Технологическими особенностями модели можно назвать нижеприведенные параметры:
- Масса фрезерного станка составляет 1,1 тонн. Этот момент определяет то, что оборудование может устанавливаться без предварительной подготовки основания. Существенно повысить точность обработки можно за счет создания основания, представленного плитой.
- Для подачи СОЖ устанавливается насос с мощностью 0,12 кВт. Подача подобной жидкости проводится в зону резания.
- Класс точности оборудования П.
- Горизонтальный шпиндель может вращаться со скоростью от 50 до 6000 оборотов в минуту, у вертикального этот показатель в диапазоне от 63 до 2000 оборотов в минуту.
- Максимальный крутящий момент 214 Нм.
Область назначения рассматриваемого оборудования заключается в установке в домашних мастерских, а также небольших производственных помещениях. За счет применения различных инструментов есть возможность получить изделия самой различной формы и размеров.
ОФ-55 Назначение и область применения широкоуниверсального фрезерного станка
ОФ-55 — первый широкоуниверсальный инструментальный фрезерный станок повышенной точности разработан и запущен в производство в 1967 году — аналог немецкого фрезерного станка FP-1.
Фрезерный станок модели ОФ-55 (ОФ55) предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который, при необходимости, может быть повернут под углом.
Особенности конструкции и принцип работы станка
Станок ОФ-55 имеет две механические подачи — вертикальную (движение суппорта по направляющим станины) и продольную (движение стола по направляющим суппорта). Поперечная подача (движение шпиндельной бабки) — ручная.
Электродвигатель двухскоростной на 1000 об/мин и 1500 об/мин, мощностью 1,6/2,3 кВт 380 В.
Станок ОФ-55 имеет 12 скоростей вращения горизонтального и вертикального шпинделей и 12 подач стола в вертикальном и продольном направлениях.
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
К станку прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка ОФ-55 могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П.
ОФ-55 Преимущества использования широкоуниверсального фрезерного станка:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
ФС-250 Аналоги универсального фрезерного станка
- ФСМ-250/676М — Владимирский станко ВСЗ, г. Владимир
- ОММ64S, ОММ67S — «Микрон», г. Одесса
- ВМ130 — Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 — Дмитровский завод фрезерных станков, г. Дмитров
- ВЗ-371 — ВИЗАС, г. Витебск, Беларусь
- 676, 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0 — Иркутский станкостроительный завод, г. Иркутск
- 6Т80 — Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 — Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 67К25ПР, 67К25ПФ1, 67К25ПФ2-0 — Вильнюсский станкостроительный г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва
- X8132 — Shandong Rooy Manufacture Co., Ltd., Китай
ОФ-55, станок фрезерный инструментальный специализированный, Владимир, 1967 г
| Version | |
| Download | 28 |
| Stock | ∞ |
| File Size | 3.63 MB |
Verify CAPTCHA to Download |
Мы занимаемся скупкой и продажей станков в Ташкенте и Ташкентской области. В подавляющем своем большинстве инструментальные станки б/у в Ташкенте идут без документации. Именно поэтому мы решили создать полноценный архив паспортов, где Вы бы смогли скачать руководство для станков фрезерных инструментальных (инструкция, технические характеристики, принципиальная и монтажная электрические схемы и т.д.).







Покупая поддержанный фрезеровочный инструментальный станок, руководство по эксплуатации просто необходимо иметь в бумажном виде для будущих ремонтных работ. Руководство инструментального станка позволит сделать ремонт станка быстрее и продуктивнее.
Конструкция
Рисунок — Станок ОФ 55
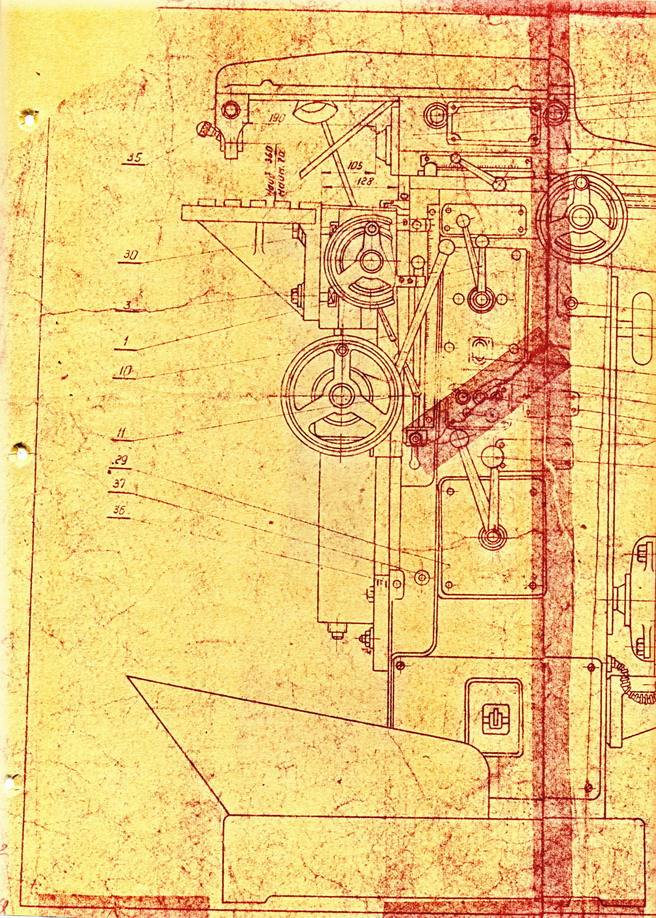
Станина – состоит из двух частей: постамента и непосредственно самой станины. Постамент сделан пустотелым и служит для хранения охлаждающей жидкости. Станина имеет коробчатое сечение. В верхней части станка расположена коробка скоростей, которая может передавать различное количество оборотов шпинделям станка. В нижней части станка расположена коробка подач, имеющая до 12 разных режимов, которые передаются суппорту и горизонтальным салазкам. В самом низу, в специальной нише расположено электрооборудование станка. В верхней части станины по горизонтальным направляющим перемещается бабка шпинделя, по вертикальным направляющим станины перемещается суппорт. На кронштейне задней части станины крепится электродвигатель привода станка.
Суппорт – предназначен для продольного и вертикального перемещения деталей. Перемещать детали можно, как и вручную, так и механическим путем. Ручное перемещение осуществляется двумя маховичками. Механическое перемещение осуществляется от коробки подач.
Горизонтальный шпиндель – расположен в теле бабки на подшипниках качения.
Вертикальный шпиндель – головка шпинделя является съемной частью станка. Она крепится на специальном хоботе, фиксируемом в верхних направляющих бабки двумя сухарями. Особенность конструкции хобота позволят поворачивать головку вертикального шпинделя на 45° в обе стороны.
Это интересно: Вертикально-фрезерные станки — устройство, описание, видео
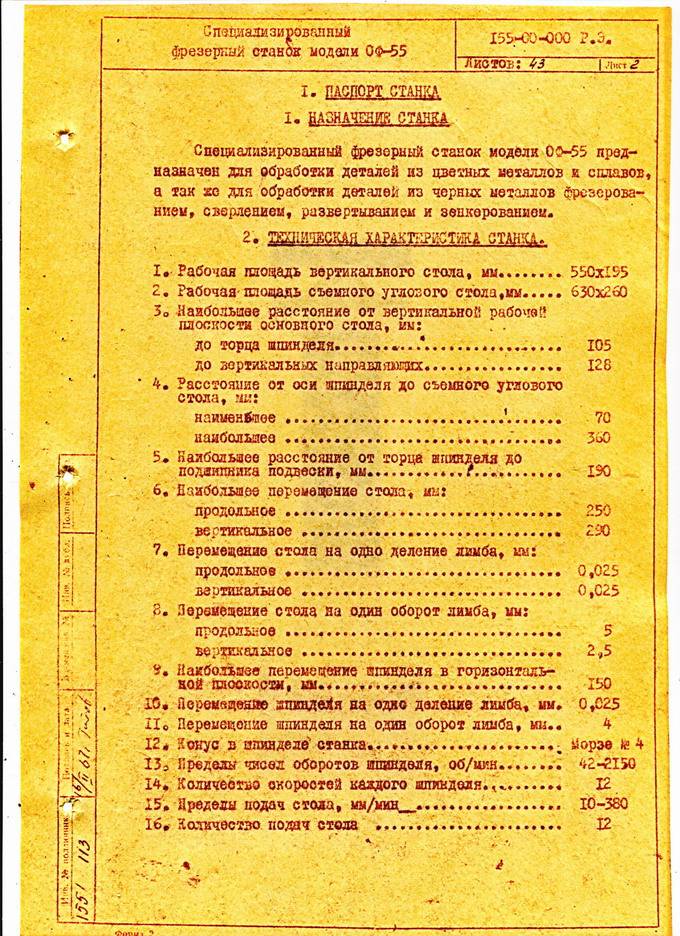
Технические характеристики фрезерного станка ОФ-55
| Наименование параметра | СФ676 | ОФ-55 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 260 х 630 |
| Размеры вертикального стола, мм | 250 х 630 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 100 | |
| Наибольшее расстояние от рабочей поверхности вертикального стола до торца шпинделя, мм | 105 | |
| Наибольшее расстояние от рабочей поверхности вертикального стола до вертикальных направляющих, мм | 128 | |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального (углового) стола, мм | 80..460 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 22..312 |
| Наибольший вылет оси вертикального шпинделя, мм | 125..375 | 100 |
| Наибольший продольный ход стола (X), мм | 450 | 250 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 300 | 150 |
| Наибольший вертикальный ход суппорта (Z), мм | 380 | 290 |
| Горизонтальный и вертикальный шпиндели станка | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 42..2150 |
| Количество скоростей шпинделей | 16 | 12 |
| Перемещение шпинделя на одно деление лимба, мм | 0,025 | |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 148 | |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 |
| Подачи | ||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 13..395 | 10..380 |
| Ускоренный ход стола, мм/мин | 935 | 935 |
| Перемещение стола продольное на одно деление лимба, мм | 0,025 | |
| Перемещение суппорта стола вертикальное на одно деление лимба, мм | 0,025 | |
| Количество подач стола | 16 | 12 |
| Наибольшее усилие подач стола, Н | 5000 | |
| Вертикальная шпиндельная головка | ||
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 55..2450 |
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 120 | |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±45 |
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 13..395 | нет |
| Количество подач шпиндельной бабки | 16 | нет |
| Наибольшее усилие подач шпиндельной бабки, Н | 5000 | |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 |
| Электрооборудование и привод станка | ||
| Электродвигатель главного привода, кВт | 3 | 1,6/ 2,3 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 3,12 | 1,12 |
| Габарит и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1200 х 1240 х 1780 | 1150 х 1100 х 1600 |
| Масса станка, кг | 1050 | 900 |
Список литературы:
Специализированный фрезерный станок ОФ-55. Руководство по эксплуатации и обслуживанию, 1967
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Технология ремонта фрезерных станков
Регулировка фрезерных станков
Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
Автоматические циклы фрезерных станков (6Р12)
Испытания и проверка металлорежущих станков на точность
Справочник универсальных фрезерных станков
Заводы производители металлорежущих станков в России
Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Сведения о производителе широкоуниверсального фрезерного станка ОФ-55
Станок широкоуниверсальный фрезерный модели ОФ-55 выпускал Владимирский станкостроительный ВСЗ (Владимирский завод прецизионного оборудования «Техника»), основанный в 1935 году.
В настоящее время завод производит фрезерные станки с УЦИ и ЧПУ под наименованием ФС-300, ФС-300-01, ФС-300-02 CNC и ФС-400.
Станки, выпускаемые Владимирским станкостроительным заводом Техника
- КР-450 — станок координатно-расточный двухстоечный 380 х 520
- ОФ-55 — станок фрезерный широкоуниверсальный повышенной точности 260 х 630
- СФ-250 — станок фрезерный широкоуниверсальный повышенной точности 245 х 630
- ФС-250 — станок фрезерный широкоуниверсальный 250 х 620
- ФС-300 — станок фрезерный широкоуниверсальный повышенной точности 250 х 620





