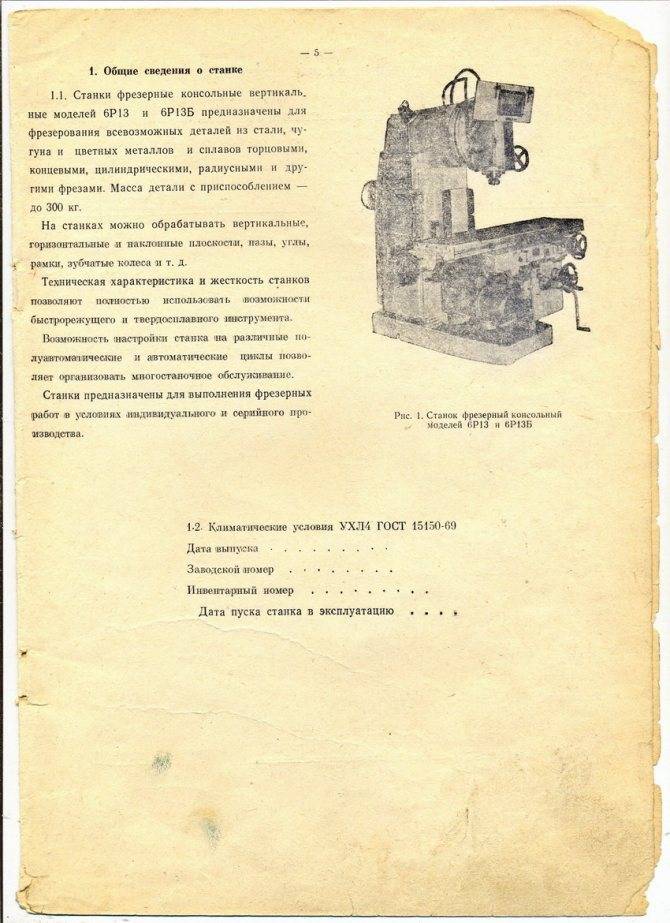
Применение
В этом агрегате установлен вертикальный шпиндель, деталь способна осуществлять крестообразные перемещения в горизонтальной плоскости. Оборудование часто применяется для обработки изделий из различных металлов: чугуна, цветных металлов, стали и из труднообрабатываемых металлов. Использоваться могут торцевые или концевые фрезы.
 Концевые фрезы
Концевые фрезы
Доступна работа с широким спектром обрабатываемых поверхностей. Это могут быть не только горизонтальные плоскости, но и наклонные и криволинейные. Несложно обрабатывать углы, пазы, рамки. Предусмотрен специальный копир, он применяется для точной обработки сложных поверхностей. Манипуляция позволяет избежать сколов и дефектов.
Оборудование имеет высокую мощность и характеризуется высокой жесткостью. Эти качества позволяют вести обработку фрезой из быстрорежущей стали. Допускается использовать инструмент, оснащенный пластинами из твердых синтетических материалов.
Этот станок допустимо применять как для серийного, так и для единичного производства. В конструкции предусмотрена поворотная шпиндельная головка, которую несложно устанавливать под различными углами к основному шпинделю.
Есть ручное управление горизонтальным перемещением. В такой способ дается возможность выполнять обработку отверстий, которые расположен под углом не более 45 градусов от основной оси шпинделя.
https://youtube.com/watch?v=FTMmB5wDXEA
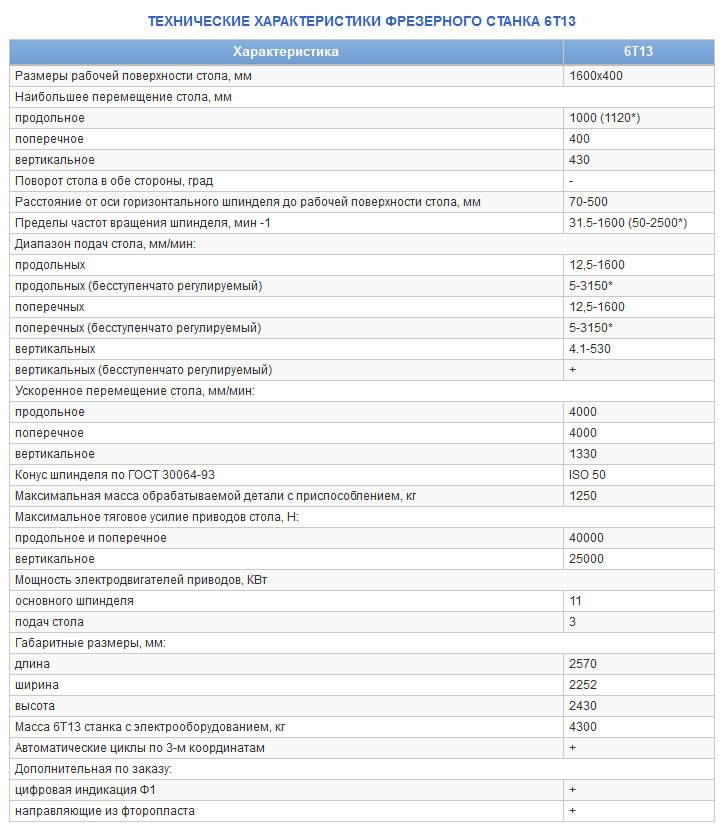
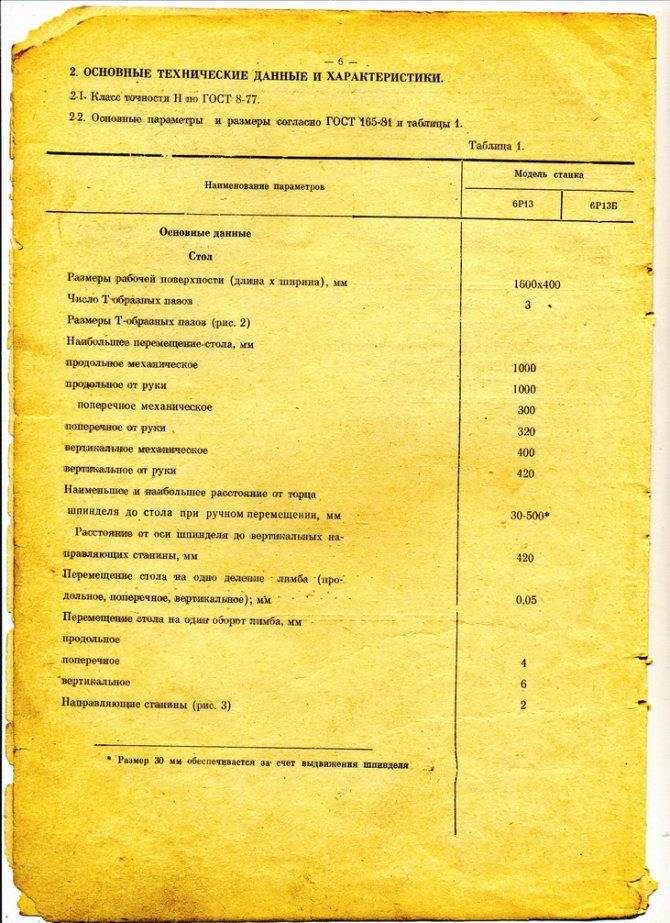
Технические характеристики консольного фрезерного станка 6Н13
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30..520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
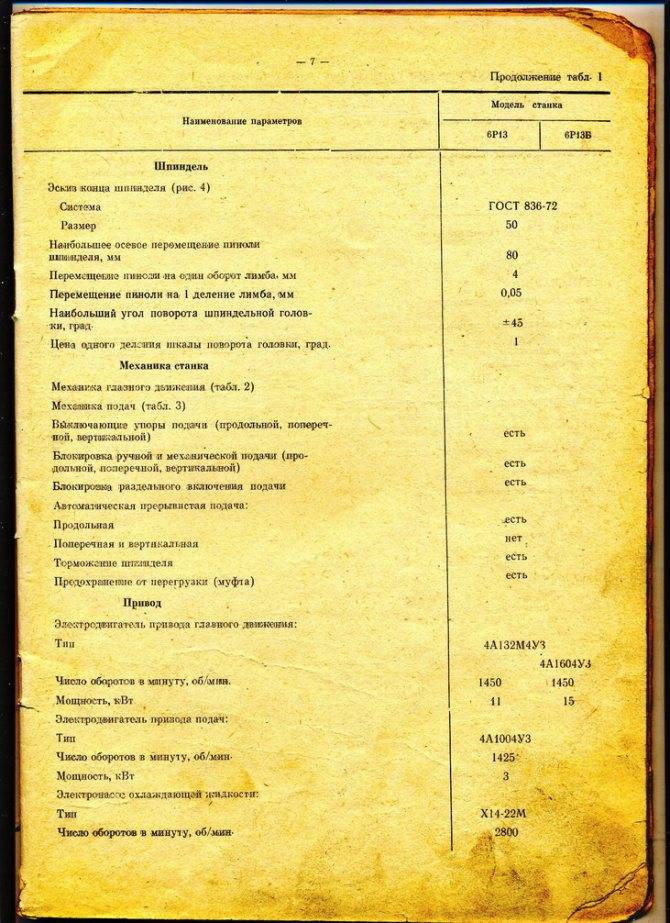
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
Список литературы:
Вертикальные консольно-фрезерные станки с поворотной головкой 6Н13П, 6Н13ПБ. Паспорт станка, 1955 Вертикальный консольно-фрезерный станок 6Н12. Руководство по уходу и обслуживанию, 1952 Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П. Краткое описани и инструкция по эксплуатации, 1965Горизонтально-фрезерный станок 6Н82, 6Н82Г. Руководство, 1959 Каталог-справочник сменяемых деталей консольно-фрезерных станков 6Н82, 6Н82Г, 6Н12, Тула, 1973
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Область применения вертикально-фрезерного станка 6Р13
Если заглянуть в паспорт изделия, то там можно найти все технические характеристики станка. Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.


Обработка проводится:
- вертикальных и горизонтальны поверхностей; наклонных деталей;
- любых криволинейных, если позволяет их размер установить;
- пазы, углы и рамки.
Работает с различными видами металла, в частности, работы проводятся по чугуну, стали, цветному металлу. Из-за возможности обработки практически любого типа материала, имеющего разные размеры и формы, станок стал универсальным для применения в различных областях промышленности.
Еще нужно обратить внимание на то, что СОЖ используется через двигатель насоса, подается по трубкам через сопло к оборудованию. Есть механизм основного перемещения (тип ручной), он установлен на головке шпинделя. Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу
Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77
Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу. Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77.
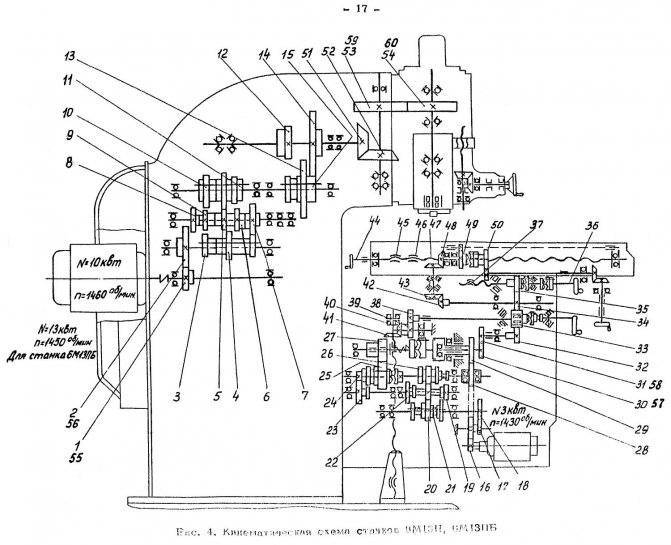
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Технические характеристики консольного фрезерного станка 6Н13
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30..520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
Список литературы:
Вертикальные консольно-фрезерные станки с поворотной головкой 6Н13П, 6Н13ПБ. Паспорт станка, 1955 Вертикальный консольно-фрезерный станок 6Н12. Руководство по уходу и обслуживанию, 1952 Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П. Краткое описани и инструкция по эксплуатации, 1965Горизонтально-фрезерный станок 6Н82, 6Н82Г. Руководство, 1959 Каталог-справочник сменяемых деталей консольно-фрезерных станков 6Н82, 6Н82Г, 6Н12, Тула, 1973
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988


Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
6Т13Ф3 станок вертикальный консольно-фрезерный с ЧПУ. Назначение и область применения
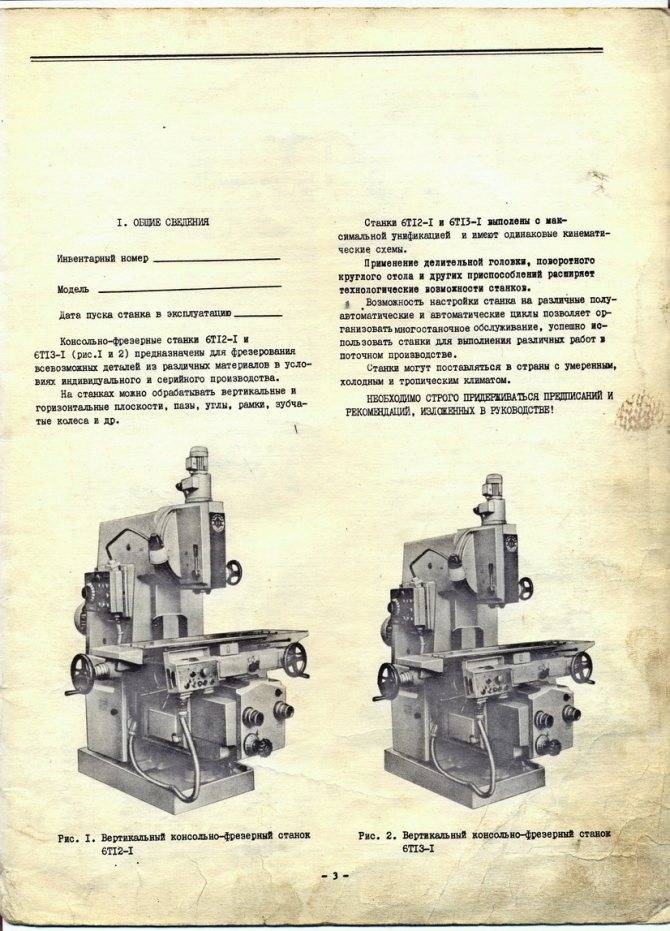
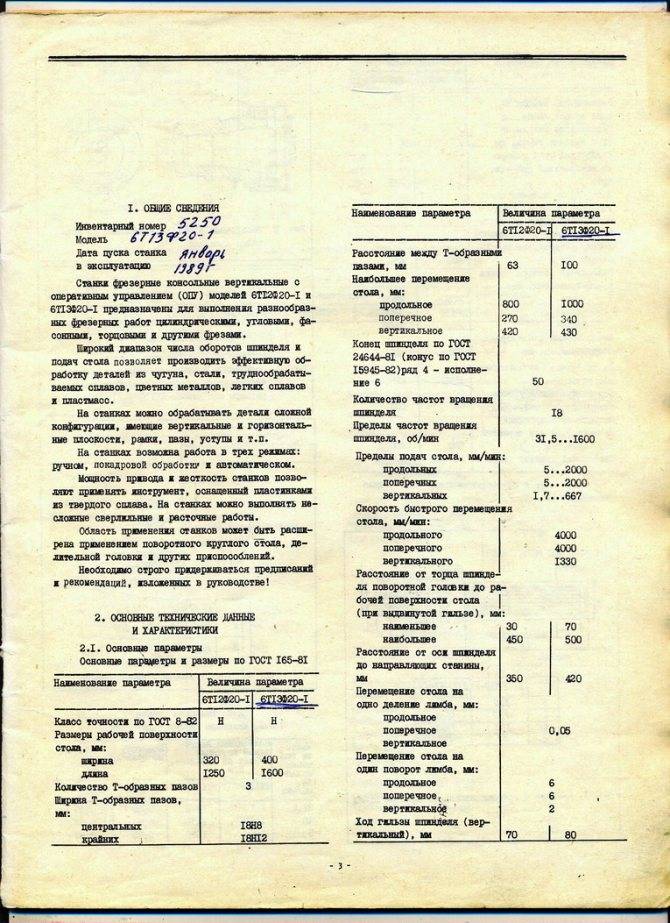
Вертикальный консольно-фрезерный станок 6Т13Ф3 предназначен для фрезерования всевозможных контурных и объемных деталей сложного профиля из стали, чугуна, труднообрабатываемых и цветных металлов. Применяется в условиях единичного и серийного производства.
Фрезерные работы выполняются, главным образом, цилиндрическими, угловыми, фасонными, торцовыми, концевыми и другими фрезами.
На станке 6Т13Ф3 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
Исполнение для внутренних и экспортных поставок, по условиям эксплуатации — УХЛ4 по ГОСТ 15150—69 для макроклиматических районов с умеренным и холодным климатом, 0,4 — для макроклиматических районов как с сухим, так и с влажным тропическим климатом.
Особенности конструкции фрезерного станка 6Т13Ф3
Станок оснащен устройством ЧПУ модели 2С42, позволяющим вести обработку изделий в режиме программного управления одновременно по трем координатам: продольной и поперечной (перемещение стола и салазок с обрабатываемой деталью) и вертикальной (перемещение ползуна с инструментом).
Увеличено рабочее пространство станка. Станок оснащен следящими приводами подач с высокомоментными электродвигателями постоянного тока.
В шпиндельном узле применен упорно-радиальный сдвоенный шарикоподшипник четвертого класса точности, обеспечивающий длительный режим работы на максимальных оборотах шпинделя без существенного нагрева опор и повышающий осевую жесткость шпинделя.
Для повышения жесткости кинематических цепей приводов подач в опорах винтов вертикального и поперечного перемещений встроены комбинированные игольчато-роликовые подшипники типа 504000, а опоры винта продольного перемещения стола выполнены заодно с корпусом редуктора.
Предусмотрена автоматическая система смазки механизмов и направляющих станка.
Вертикальный консольно-фрезерный станок 6Т13Ф3 работает в автоматическом цикле, что позволяет организовать многостаночное обслуживание.
Класс точности станка — Н по ГОСТ 8—82Е
Шероховатость поверхности Rz = 20 мкм.
Разработчик — Горьковское станкостроительное производственное объединение.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: , , , . Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: , , , , , , .
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: , , , , , , , , , , .
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: , , , и .
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: , , , , , , , , , , .
Технические характеристики вертикально-фрезерного станка 6Р12
| Параметр | Значение |
|---|---|
| Основные параметры станка | |
| Размеры поверхности стола, мм | 1250 х 320 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих (вылет), мм | 350 |
| Наибольшее ручное перемещение стола в продольном/ поперечном/ вертикальном направлении, мм | 800/ 250/ 420 |
| Наибольшее механическое перемещение стола в продольном/ поперечном/ вертикальном направлении, мм | 800/ 240/ 410 |
| Наибольшая масса обрабатываемой детали, кг | 250 |
| Шпиндель | |
| Частота вращения шпинделя, об/мин | 31,5..1600 |
| Количество скоростей шпинделя | 18 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 70 |
| Перемещение пиноли на одно деление лимба, мм | 0,05 |
| Перемещение пиноли на один оборот лимба, мм | 4 |
| Конец шпинделя по ГОСТ 836-62 | 3 |
| Наибольший угол поворота шпиндельной головки, град | ±45 |
| Рабочий стол | |
| Перемещение стола на одно деление лимба. Продольное, поперечное, вертикальное, мм | 0,05 |
| Перемещение стола на один оборот лимба. Продольное, поперечное/ вертикальное, мм | 6/ 2 |
| Пределы продольных и поперечных подач стола (X. Y), мм/мин | 12.5..1250 |
| Пределы вертикальных подач стола (Z), мм/мин | 8,3..416,6 |
| Количество подач продольных/ поперечных/ вертикальных | 18 |
| Скорость быстрых перемещений X, Y/Z поперечных, м/мин | 3/ 1 |
| Механика станка | |
| Наибольшее усилие резания, допускаемое механизмом подачи в продольном/ поперечном/ вертикальном направлении, кН | 15/ 12/ 5 |
| Наибольший допускаемый диаметр фрез при черновой обработке, мм | 160 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка раздельного включения подачи | есть |
| Автоматическая прерывистая подача Продольная | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет |
| Торможение шпинделя | есть |
| Предохранение от перегрузки (муфта) | есть |
| Электрооборудование и привод станка | |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электродвигатель привода подач, кВт | 2,2 |
| Электродвигатель насоса охлаждения, кВт | 0,125 |
| Габаритные размеры и масса станка | |
| Габаритные размеры (длина х ширина х высота), мм | 2305 х 1950 х 2020 |
| Масса станка 6Р12, кг | 3120 |
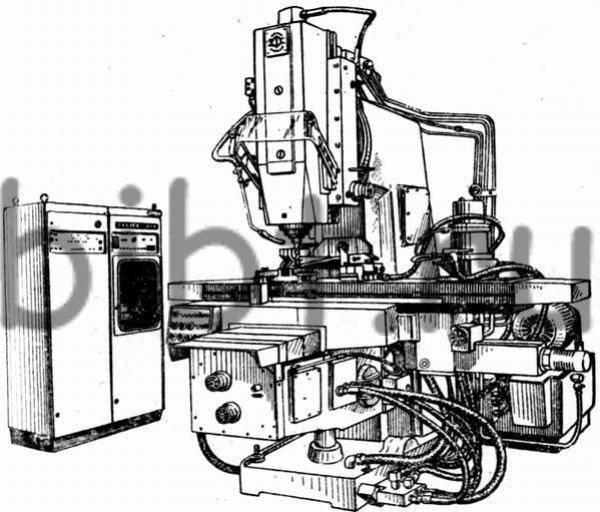
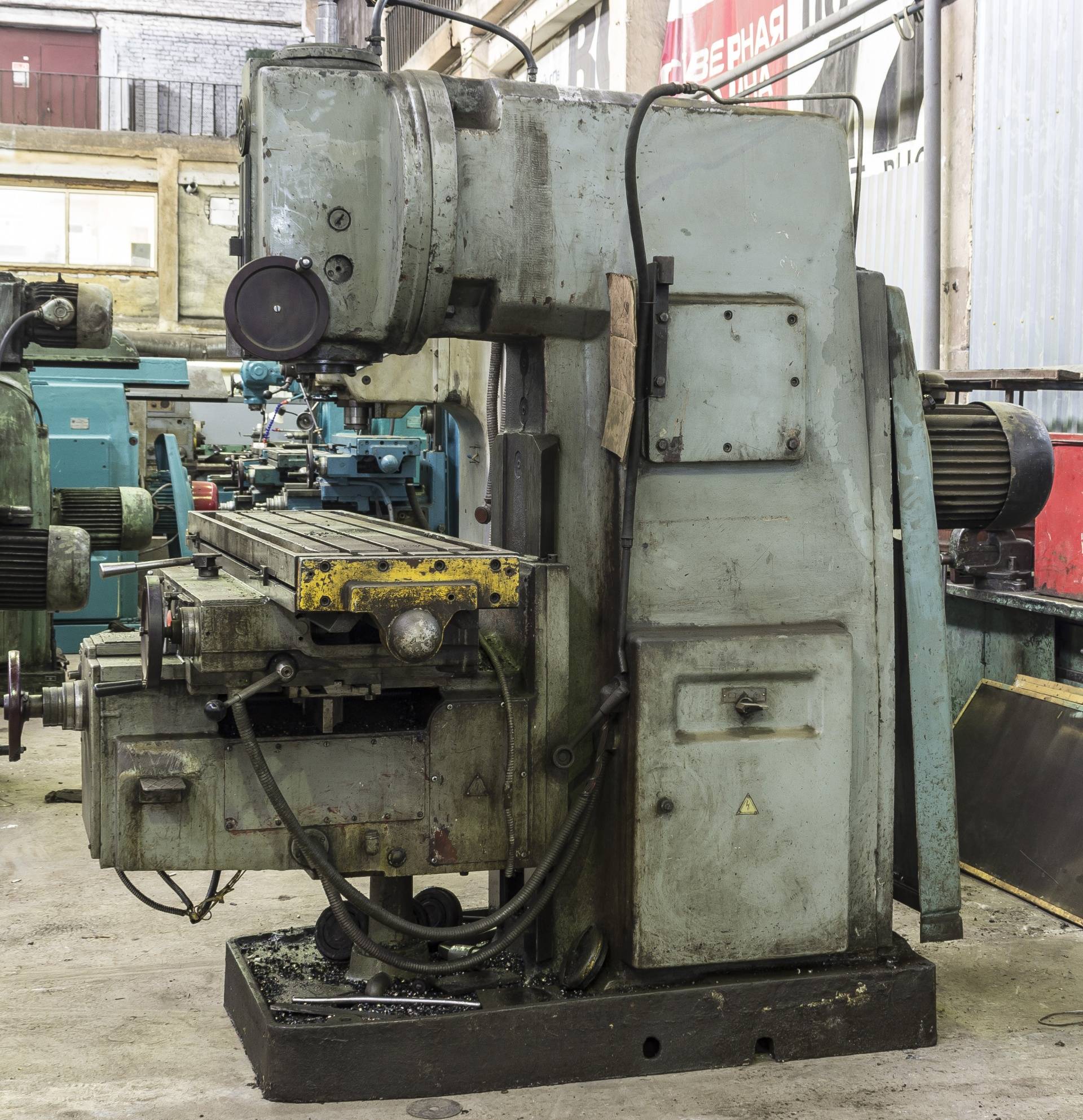
6Р13 станок вертикальный консольно-фрезерный. Назначение, область применения
Станок с вертикальным пинольным шпинделем. Крестово перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Вертикальный консольно-фрезерный станок 6Р13 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станка Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р13
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
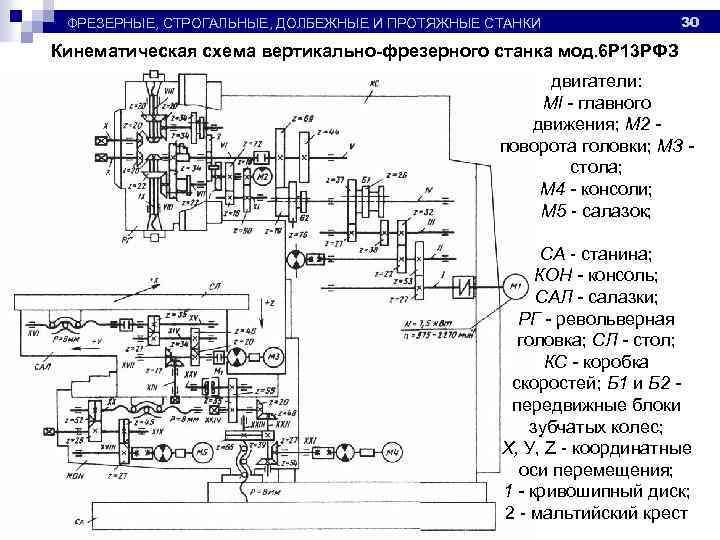

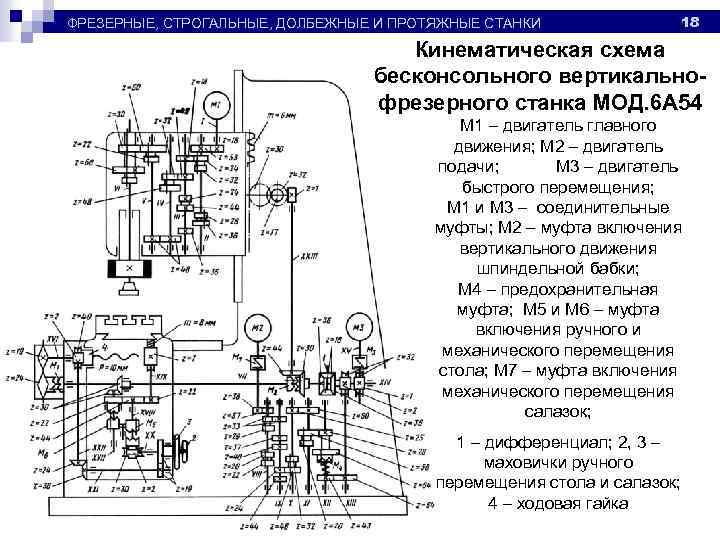




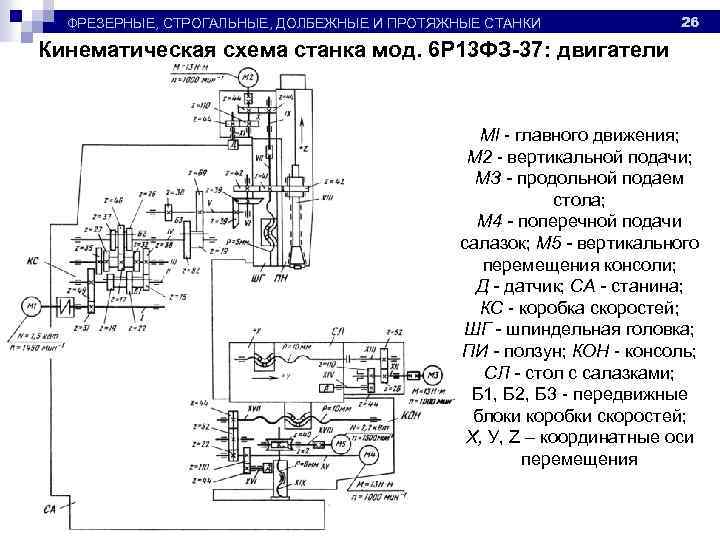
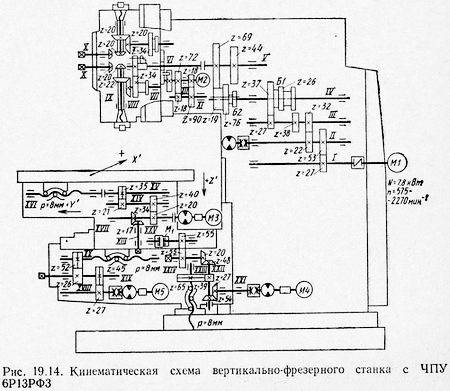
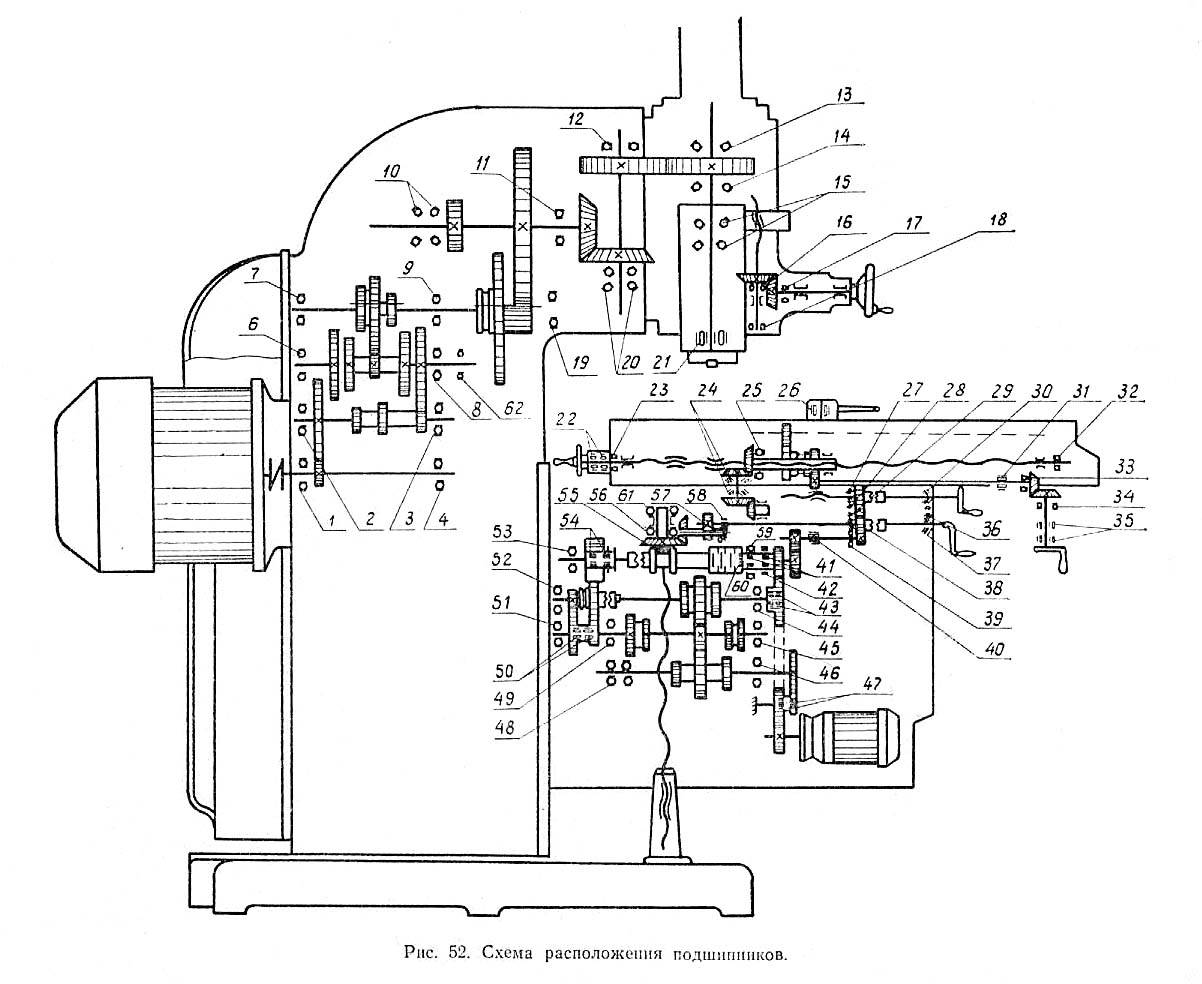
Кинематическая схема фрезерного станка с ЧПУ 6Р13РФ3

Кинематическая схема фрезерного станка с ЧПУ 6р13рф3
Механизмы и движения в станке
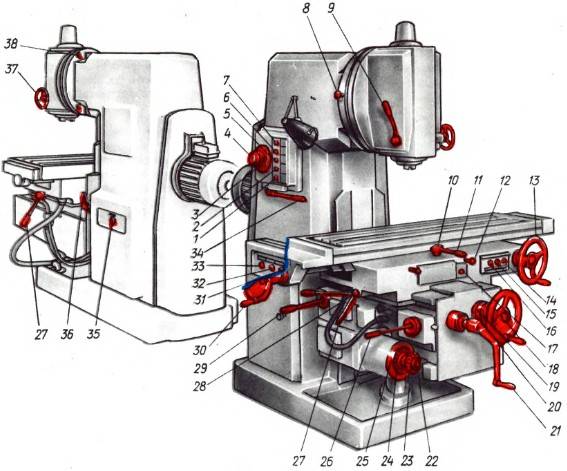
Станина А (рис. 139) обладает высокой жесткостью за счет развитого основания, трапецеидального сечения по высоте, внутренних ребер и перегородок. Револьверная головка Г имеет шесть шпинделей, расположенных под углом 60° друг относительно друга. Один из шпинделей усилен для выполнения тяжелых фрезерных работ. Консоль Б перемещается по вертикальным направляющим станины (координата Z’). По горизонтальным направляющим консоли движутся поперечные салазки В (координата Y’ по направляющим последних в продольном направлении — стол Д (координата X’). В станине расположена коробка скоростей Е. В корпусе консоли смонтированы механизмы поперечной и вертикальной подач, в салазках — механизм продольной подачи.
Кинематика станка
Главное движение шпиндель VIII получает от электродвигателя постоянного тока Ml через упругую соединительную муфту и зубчатые колеса коробки скоростей и револьверной головки. Вариация частоты вращения шпинделя обеспечивается в автоматическом цикле за счет запрограммированного изменения задающего напряжения для тиристорного преобразователя, а также передвижением блоков Б1 и Б2 посредством гидроцилиндров. Уравнение минимальной частоты вращения шпинделя пmin = 575 х (27/53) х (22/32) х (27/37) х (19/69) х (34/34) х (22/22) = 40 об/мин, где 575 — наименьшая частота вращения вала электродвигателя ML
Для крепления оправки с инструментом служит шомпол IX, который смонтирован в отверстии шпинделя. На переднем конце шомпола нарезана резьба, на заднем конце насажено коническое кольцо Z= 20. С последним при зацеплении оправки зацепляется колесо Z= 20 вала X.
К валу II присоединен шестеренный насос, обеспечивающий смазывание элементов коробки скоростей револьверной головки.
Револьверная головка
Револьверная головка состоит из основания, к которому полукольцами притянута поворотная плита. На торце плиты закреплены шесть шпиндельных корпусов. Центральный вал VI поворотной плиты соединен с крестовой муфтой с выходным валом V коробки скоростей. На валу VI закреплено ведущее колесо Z= 34 с направляющим зубчатым диском. Вращение от ведущего колеса через передачу i = 34/34 и коническую пару i = 20/20 (или i = 22/22) получает лишь тот шпиндель VIII, который находится в рабочем положении. Поворот головки в заданную позицию осуществляется от гидродвигателя М2 (типа Г12—22) через зубчатые пары Z= 18—90, Z— 18—72, диск 1 с цевкой и мальтийский крест 2 Каждый шпиндельный корпус имеет с наружной стороны гнездо, в которое входит фиксатор, выдвигаемый по команде от конечных выключателей. Таким образом фиксируется положение револьверной головки.
Вертикальная, продольная и поперечная подачи
Вертикальная, продольная и поперечная подачи и ускоренные перемещения осуществляются от шаговых двигателей ШД5Д1 с гидроусилителями моментов Э32Г1824. Ходовой винт качения XVI поперечной подачи (шаг р= 8 мм), получает вращение от двигателя 8 через две пары косозубых колес i=20/40, i=21/35. Величина минимального перемещения по координате Y : (1/240) х (20/40) х (21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 21/35. Величина минимального перемещения по координате у; (1/240)(20/40)(21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 39/65 и винт-гайку качения XXIII (шаг р = 3 мм). Пружинная гидравлическая муфта М предохраняет консоль Б от самопроизвольного опускания при остановке станка. Консоль оснащена зажимным устройством, работающим от УП и действующим при отсутствии вертикального перемещения.
Продольная подача осуществляется от двигателя М5 через беззазорный редуктор i = 27/45, i = 26/52 и винт-гайку качения XX (шаг р = 3 мм), величина продольного хода ограничена кулачками.
Кинематические цепи ускоренных подач те же, что и для рабочих подач. Гнезда рукояток ручных подач имеют конечные выключатели для блокировки. При вытаскивании рукоятки из гнезда размыкается электрическая цепь механической подачи.