Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
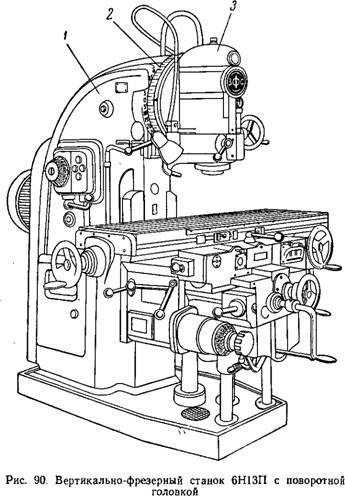
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Производители станков
 Одним из известных производителей токарных станков является акционерное общество TRENS (Словакия). Особенность этой компании — изготовление оборудования качественной обработки и высокой точности. По требованию заказчика производитель может внести изменения в конструкцию станка. Оборудование доступно в обслуживании и эксплуатации.
Одним из известных производителей токарных станков является акционерное общество TRENS (Словакия). Особенность этой компании — изготовление оборудования качественной обработки и высокой точности. По требованию заказчика производитель может внести изменения в конструкцию станка. Оборудование доступно в обслуживании и эксплуатации.
Лидером европейских производителей металлорежущих станков, в том числе вертикально-фрезерных, является завод TAJMAC — ZPS (Чехия). Завод имеет своё литейное производство, что даёт предприятию независимость от внешних факторов. Качество обработки и высокая технологическая характеристика изготавливаемого оборудования позволяет использовать производимую заводом продукцию не только в машиностроении, но и в ракетостроении, энергетики, авиационных предприятиях.
Липецкое станкостроительное предприятие выпускает фрезерные станки российского производства. Достоинство этого сравнительно молодого предприятия в том, что они самостоятельно изготавливают узлы оборудования, а это значительно снижает стоимость, не уменьшая качества.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
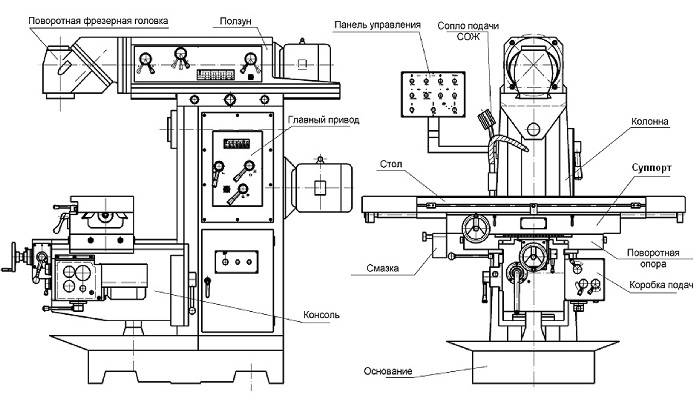
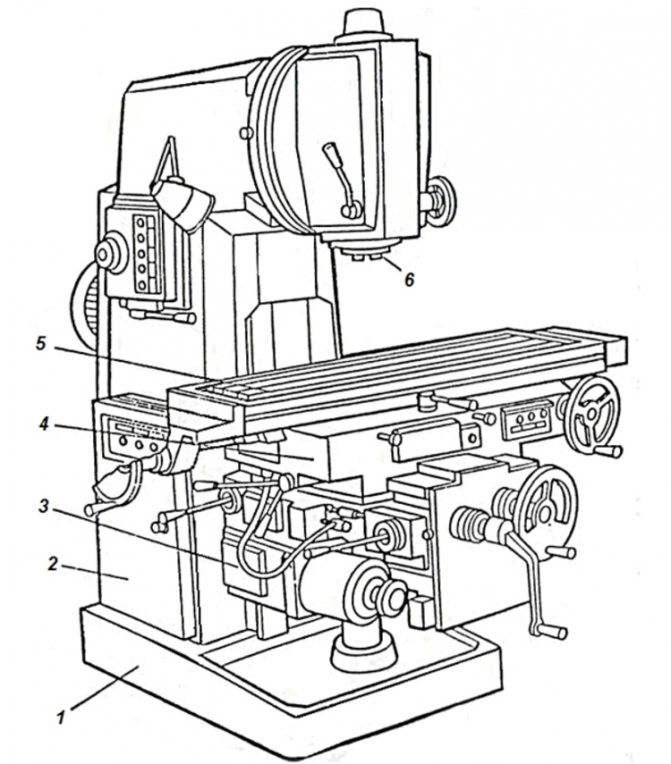
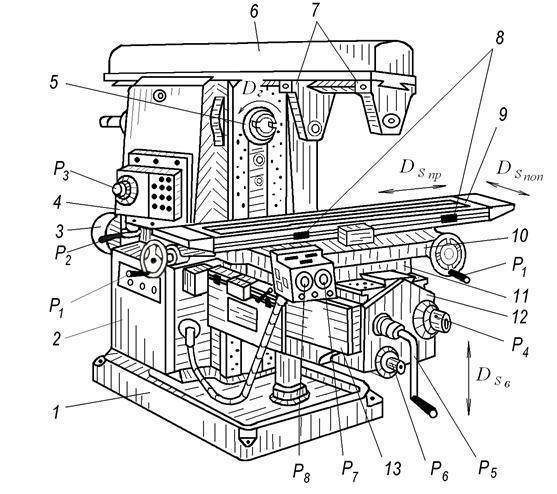
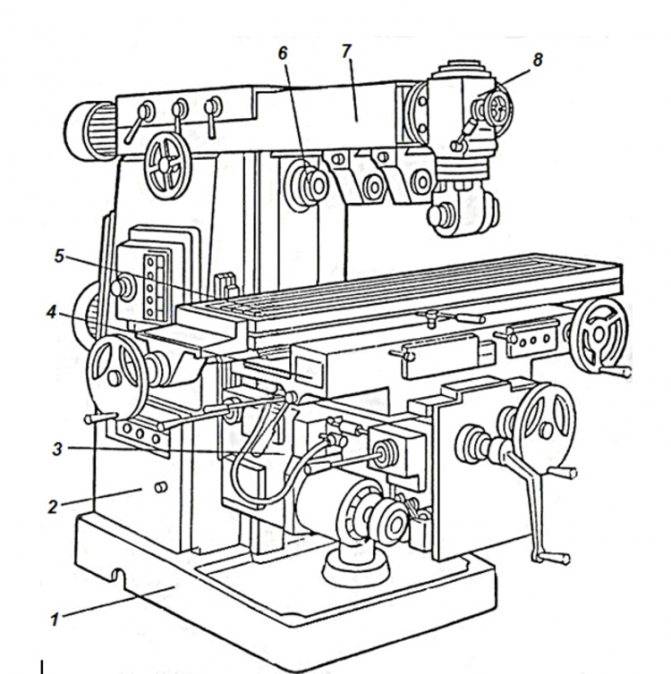
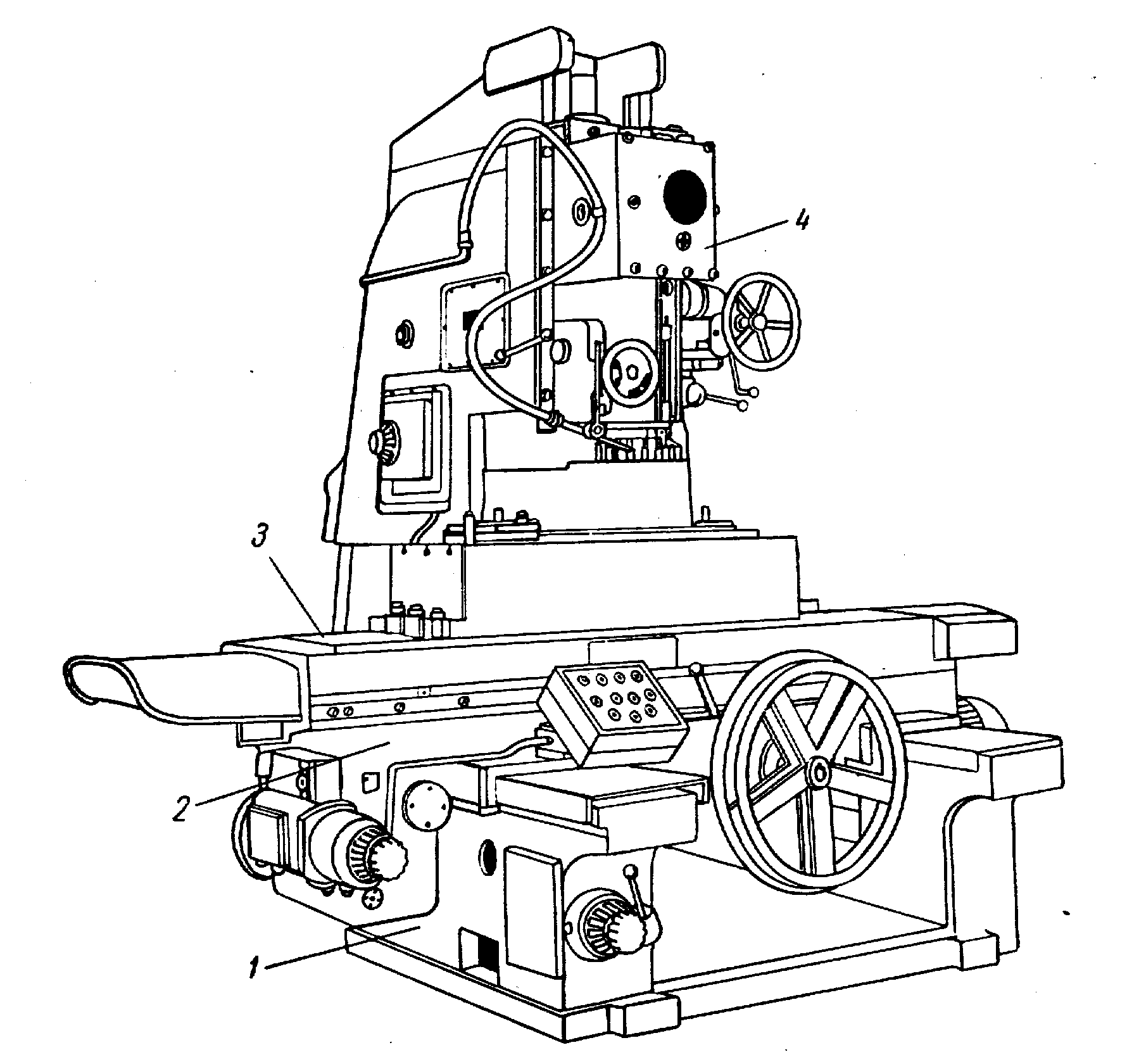
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).
Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Как правильно подбирать станок ЧПУ?
Устройство и принцип работы ЧПУ станка, его тип определяет сферу его использования, поэтому нужно научиться выбирать оборудование. Для этого стоит учитывать несколько факторов. Сначала стоит определиться, с каким материалом вы будете работать, ведь не все станки универсальны, и обязательно нужно это учитывать.
Кроме того, во внимание берутся размеры самого станка и рабочей поверхности. Для домашнего использования или маленьких предприятий вполне хватит небольшого устройства
Большие же промышленные заводы и компании требуют более производительных, мощных и габаритных моделей.
Стоит брать во внимание стоимость и технические особенности машины, ведь качественное изделие просто не может быть слишком дешевым. Лучше покупать станки от проверенных брендов по умеренным ценам
Если вас интересуют услуги обработки материалов на фрезерных станках, тогда можно обратиться в компанию «РЕЗ-Центр».
Консольно-фрезерные станки
Консольно-фрезерные станки наиболее распространены. Стол консольно-фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.

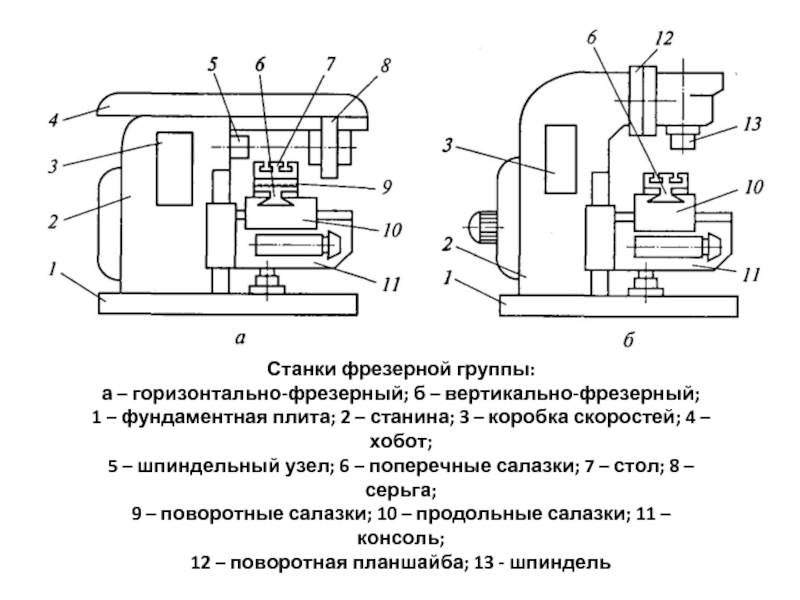

Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом) и вертикально-фрезерные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Обрабатывать заготовки на консольно-фрезерных станках можно цилиндрическими, торцовыми, концевыми, дисковыми, угловыми, фасонными и другими фрезами. В табл.1 приведены значения основного параметра-ширины стола в зависимости от размера (номера) станка.
Ширина стола в зависимости от номера станка
| № станка | — | — | 1 | 2 | 3 | 4 | |
| Ширина стола | 125 | 160 | 200 | 250 | 320 | 400 | 500 |
Характеристика вертикальных фрезерных станков
Вертикальные конструкции – очень распространенная категория инструмента. Оснастка для фрезерного станка по металлу этой разновидности представлена режущими элементами цилиндрического, фасонного и концевого типа. Кроме этого оборудование позволяет выполнять операции сверления.
Назначение вертикально-фрезерных станков с ЧПУ:
- формирование пазов;
- обработки рамочных деталей;
- изготовление зубчатых колес;
- обработка углов, а также горизонтальных и вертикальных металлических поверхностей.
Оборудование вертикального типа благодаря своему строению обладает очень жесткой конструкцией. За счет этого появляется возможность выполнять обработку металлических деталей на высоком уровне качества. Коробка скоростей установлена на головке шпинделя.
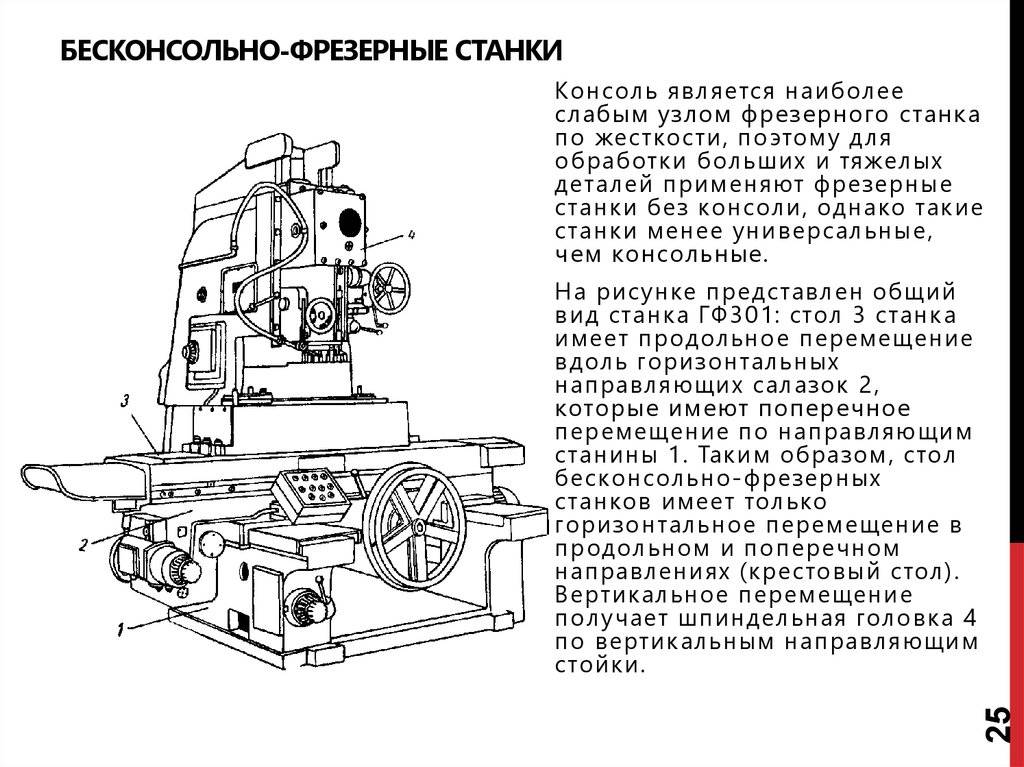
Существует две категории вертикальных фрезерных станков по металлу:
- Консольно-фрезерные.
- Бесконсольные.
Бесконсольные станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных и наклонных поверхностей
Станок, в конструкции которого присутствует консоль, отличается лишь тем, что его гильза и шпиндель могут перемещаться по отношению к оси оборудования. Для изготовления деталей сложной формы используются 5-осевые фрезерные станки с ЧПУ. Такие конструкции обеспечивают очень высокое качество обработки и экономию. Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.
Консольно-фрезерные станки малых размеров с шириной стола 125*160 мм
Эти станки предназначены для обработки заготовок небольших размеров, главным образом из цветных металлов и сплавов, пластмасс и для чистого фрезерования заготовок из стали и чугуна. Автоматизированные станки позволяют вести обработку по заданному циклу.
Особенности горизонтальных фрезерных станков
Горизонтальные конструкции отличаются тем, что в них шпиндель имеет горизонтальный характер размещения. Инструмент этой категории используется для обработки металлических деталей небольшого размера.
В качестве оснастки для горизонтальных конструкций используются следующие виды фрез по металлу:
- фасонные;
- угловые;
- концевые;
Горизонтальный фрезерный станок представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробка передач и стол
- торцевые;
- цилиндрические.
Стандартная комплектация горизонтально-фрезерного станка с ЧПУ не позволяет выполнять обработку заготовок по винтовой поверхности. Для выполнения подобной операции потребуется дополнительное оснащение.
Благодаря своему строению горизонтальный инструмент позволяет устанавливать столешницу в разных положениях. Стол может располагаться перпендикулярно или параллельно по отношению к оси шпинделя. Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Основные движения в станке
Главное движение. Вал IV (рис. 5.3) со шпинделем получает вращение от электродвигателя Ml (мощность двигателя N= 3 кВт; частота вращения п = 1450 мин-1) через шкивы 100/180 клиноременной передачи и 12-ступенчатую коробку скоростей. От вала II вращение передается валу III посредством передвижных блоков зубчатых колес z = 51/51 или 60/42, 42/60, 34/68, 21/81, 27/75. От вала III вращение зубчатыми колесами z= 75/41 или 24/96 передается валу IV. Уравнение кинематической цепи для минимальной частоты вращения шпинделя

Изменение направления вращения шпинделя осуществляют реверсированием вращения вала электродвигателя Ml.
Движение подачи осуществляется от электродвигателя М2 (N= 0,3 кВт; n = 1450 мин-1) через коробку подач, обеспечивающую 12 ступеней подачи. От вала VIII через цилиндрические передачи z = 26/67 и 36/60 вращение передается валу X, от него через блок зубчатых колес z = 37/53 или 30/60, 45/45 — валу XI и далее перебором z = 45/45 или 24/66 — валу XII, через зубчатые колеса z = 18/72 и 30/60 и широкое колесо z = 60 обгонной муфты вращение передается валу XIII (непосредственно или минуя перебор, когда широкое колесо z = 60 соединено с зубчатым колесом z = 45). От вала XIII вращение зубчатыми колесами z = 37/44 передается валу XIV; при этом вертикальное движение подачи осуществляется ходовым винтом VI (6×1), которому вращение от вала XIV передается зубчатыми колесами z = 25/50 и 24/36. Продольное движение подачи производится от ходового винта XVII (6×1) (на рис. 5.3 винт условно повернут на 90°), который вращается от вала XIV при помощи цилиндрических передач z = 48/52, 17/24, 28/28 (справа при прямом ходе) или z = 28/28 (слева при обратном ходе).
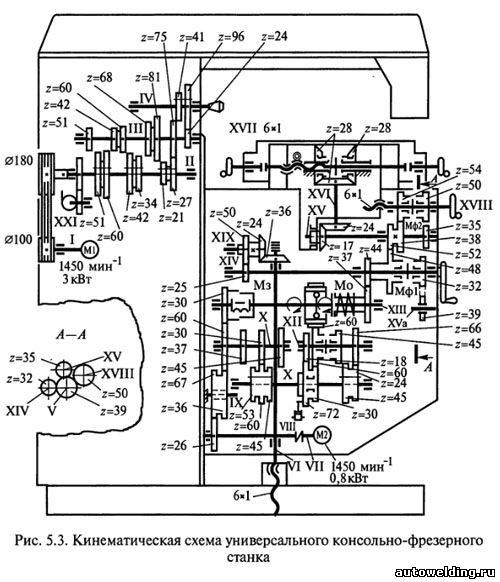
Поперечные подачи от вала XIV через шестерни z = 48/52, 38/54 передаются на ходовой винт XVIII. Ускоренный ход стола осуществляется от электродвигателя М2 посредством цилиндрических передач z=26/67, 36/60, 60/30 через включенную электромагнитную Мэ и обгонную Мо муфты и далее через ускоренные передачи рабочих подач. Реверсирование поперечного и вертикального движений подачи происходит при включении муфт Мф1 и Мф2 зубчатых колес z=32 и 50. В этом случае вращение от вала XIV передается ходовому винту XVIII цилиндрическими передачами z = 32/39, 39/50 (см. сеч. А—А), а ходовому винту VI — передачами z = 32/39, 39/35, 52/48, 25/50, 24/36.
Уравнение кинематической цепи продольного движения стола с минимальной скоростью

Так же можно записать уравнения кинематических цепей продольного движения стола с максимальной скоростью подачи, поперечного и вертикального движений стола с минимальной и максимальной скоростями подач.
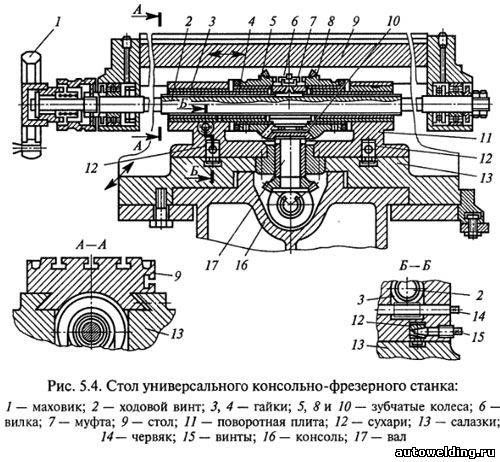
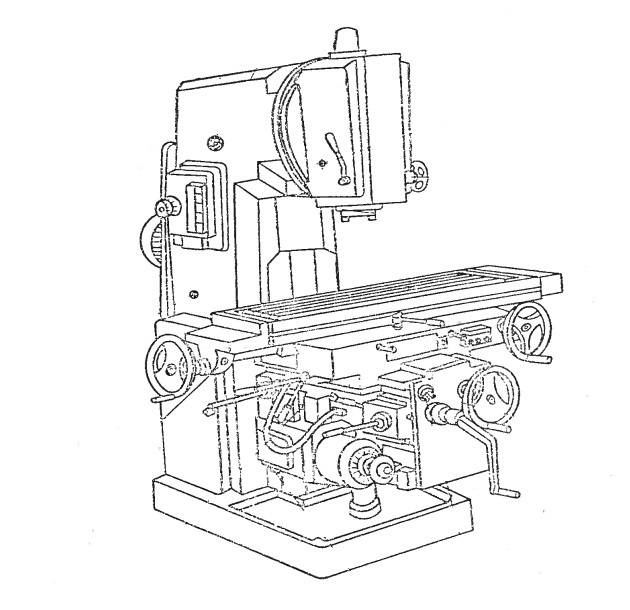
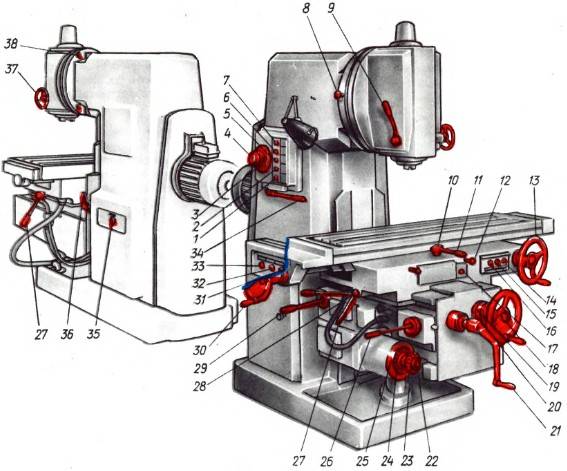
Салазки 13 консольно-фрезерного станка (рис. 5.4) перемещаются на консоли 16 в поперечном направлении. На салазках смонтирована поворотная плита 11, а на ней (в продольных направляющих) — стол 9, перемещающийся ходовым винтом 2, вращаемым вертикальным валом 17 при помощи конических зубчатых колес 10, 5, 8. Реверсирование стола осуществляют, перемещая вилкой 6 муфту 7 вправо и влево, а для отключения движения стола необходимо вилку 6 установить в среднее положение. В крайних положениях муфта соединяется с коническими зубчатыми колесами 5 и 8. На ходовом винте предусмотрен механизм выборки зазора между резьбой винта 2 и гайками 3 и 4, из которых одна (3) может перемещаться в осевом направлении при вращении червяка 14 (см. сеч. Б—Б). Ручная подача стола осуществляется при вращении маховика 1.
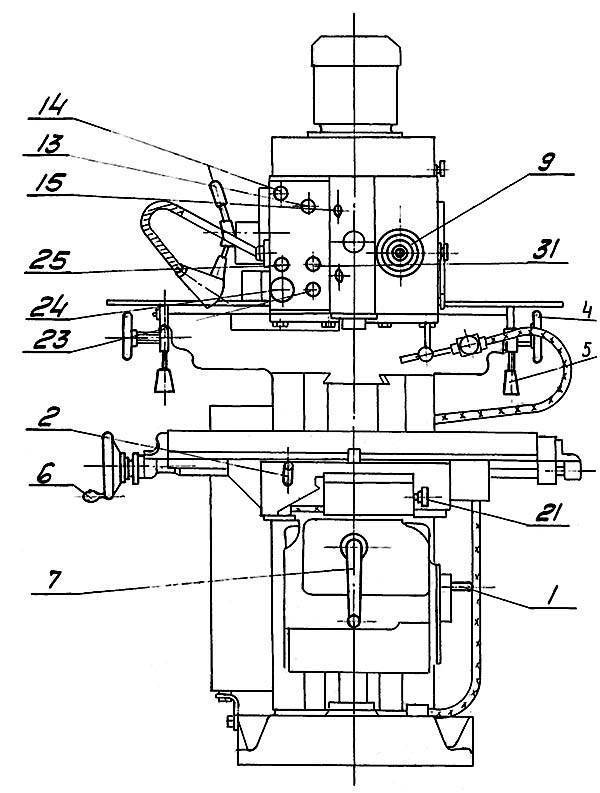


Поворотная плита 11 (при необходимости) может быть повернута на вертикальном валу 17 относительно салазок 13 на ±45°. Плиту 11 центрируют по Т-образному пазу салазок 13 при помощи двух сухарей 12, которые одновременно служат для закрепления плиты на салазках при их подъеме.
Типы оборудования
Существует несколько основных типов ЧПУ фрезерных станков:
- Вертикальные фрезерные станки имеют вертикальный шпиндель, похожий на сверлильный пресс, но с X-Y столом, который позволяет автоматически позиционировать обрабатываемый материал.
- Горизонтальные фрезерные станки также имеют X-Y стол для позиционирования изделия; Однако, фрезы устанавливаются на горизонтальной оправке поперек стола.
- Универсальный фрезерный автомат может использоваться для вертикального или горизонтального фрезерования. Головка шпинделя прикреплена шарнирным соединением, чтобы был возможен любой из типов фрезерования.
- Портальные фрезерные станки ЧПУ используются с большими заготовками. Они позволяют добавлять шпиндель по мере необходимости для пятиосевых и шестиосевых фрезерных станков.
- Фрезерный обрабатывающий центр с ЧПУ – это агрегат, который используются для автоматического повторения операций. Большинство обрабатывающих центров имеют числовое программное управление (ЧПУ).
- Фрезерные станки с ЧПУ запрограммированы набором команд, называемых G-кодами, и используют инструменты CAT (с V-образным фланцем), BT или HSK.

Дополнительные функции
Рассмотрим некоторые из отдельных функций, доступных в фрезерных (CNC) станках:
- Программа обработки детали может быть введена в контроллер через клавиатуру или при помощи сканирования перфорированной ленты считывающим устройством в блоке управления.
- Программа обработки детали, однажды введенная в память компьютера, может использоваться и повторяться множество раз.
- Программа обработки детали может редактироваться и оптимизироваться непосредственно на станке. Если есть какие-либо изменения в дизайне изделия, программа без труда может быть изменена в соответствии с требованиями.
- Ввод информации может быть в значительной степени упрощен за счет использования специальных подпрограмм, разработанных для повторяющихся последовательностей обработки. Для обычных операций, таких как сверление отверстий по кругу (при использовании сверлильно фрезерного станка с ЧПУ), могут быть созданы и сохранены специальные программные циклы в памяти компьютера. Эти программы или подпрограммы могут быть извлечены и использованы любое количество раз; При этом необходимо указать только определенные параметры, и компьютерное управление выполнит автоматически необходимые вычисления и последующие действия.
- У станков с ЧПУ имеется средство для проверки программы обработки детали без фактического ее запуска на станке. Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
- Блок управления с ЧПУ позволяет компенсировать любые изменения в размерах режущего инструмента. Когда написана программа обработки детали, оператор станка проставляет конкретный тип и размер режущего инструмента, например, если это гравер. Но в действительности использование программы обработки на станке может быть недоступно для конкретной фрезы. Система управления ЧПУ позволяет компенсировать разницу между запрограммированным инструментом и используемым.
- С системами управления ЧПУ можно получить информацию об использовании оборудования, которая будет очень полезна для контроля производства. Система может предоставлять такую информацию, как количество произведенных компонентов, время на компонент, время для установки задания, время, в течение которого используется конкретный инструмент, время, в течение которого машина не работает, диагностика неисправностей и многое другое.

Конструктивные особенности числового оборудования
Конструкция любого ЧПУ станка обязана обеспечивать возможность совмещения разного вида обрабатывания деталей:
- фрезеровку – точение;
- шлифовку – фрезеровку;
- загрузку заготовок – выгрузку изделий;
- смену инструментов, различных приспособлений под автоматическим программным управлением.

Подобный станок с технологическими достаточно широкими возможностями обуславливает высокую надежность, точную обработку деталей при достаточном быстродействии приводов в любом станке. Чтобы существенно повысить качество, точность обрабатывания деталей необходимо:
- устранить зазоры механизмов;
- использовать в станках специальные датчики, обеспечивающие обратную связь;
- снизить потери на трение;
- понизить тепловую деформацию обеспечивая равномерность температурного режима.
Важно. Иногда все эти детали подобных станков изготавливают из синтетического бетона или полимерного гранита, что существенно способствует повышению их жесткости, улучшению вибрационной устойчивости
Технические параметры
Чтобы четко понимать, каким требованиям отвечает конкретный станок, важно иметь представление о его основных параметрах. На сегодняшний день ассортимент подобной техники поистине огромен
Компании выпускают оборудование в самых различных размерах и с разными показателями мощности. На рынке представлены и настольные агрегаты, ориентированные на бытовую эксплуатацию, и профессиональные фрезерные машины, способные функционировать в жестких производственных условиях.
Мастер, подбирая для себя идеальный агрегат, должен ориентироваться на такие ключевые характеристики, как:
- Мощность – это, пожалуй, главный параметр, который дает представление не только о производительности техники, но также о сфере ее использования.
- Характеристики рабочего пространства. Сюда можно отнести габариты рабочего стола, расстояние от шпинделя, ход шпинделя и прочие параметры.
- Число оборотов шпинделя – характеристика, которая ярко демонстрирует скорость обработки детали и определяет вариант оснастки.
На сегодняшний день выделяют 3 основных типа универсальных вертикально-фрезерных станков в зависимости от типа управления. Ручные станки – наиболее «древние», но незаменимые в небольших цехах агрегаты. Техника с автоматическим управлением или с числовым программным управлением – это уже более сложные конструкции, требующие должного уровня квалификации для эффективной работы на них. Особенно это касается машин с ЧПУ.

Рассмотрим одни из популярных моделей, чтобы понять, какие варианты техники сегодня потенциально доступны мастеру.
Виды
В продаже можно увидеть различные виды сверлильных станков по металлу. Они могут различаться по своей конструкции, количеству функций и характеристикам.
Вертикально-сверлильный станок
К этому виду оборудования относятся все машины, оборудованные электродвигателем и вертикальной стойкой. Используются такие станки для создания единичных отверстий или в качестве элемента серийного производства. Закрепить вертикальную машину можно к рабочему столу через основание. Часто мастера изготавливают самодельные вертикальные станки для мастерских. Связано это с их простой конструкцией и удобством при эксплуатации.
 Работа на вертикально-сверлильном станке
Работа на вертикально-сверлильном станке
Особенности радиально-сверлильного оборудования
Конструкция похожая на сверлильные машины, но обладающая важным отличием. Радиально-сверлильные станки позволяют перемещать сверло вдоль заготовки, что гораздо удобнее, чем двигать тяжёлую деталь по рабочему столу. Рабочая часть со шпинделем и патроном закрепляется на горизонтальной планке, которая крепится на основной вертикальной стойке. Таким образом движение сверла происходит по вертикали и горизонтали. Это позволяет делать отверстия в нужных точках на крупной заготовке.
Присадочно-сверлильный станок для обработки дерева
При производстве мебели необходимо делать ровные отверстия для скрепления отдельных элементов. Когда используется ручное оборудование, на обрабатываемых деталях могут возникать погрешности или сколы. Чтобы не допустить брака, на предприятиях используются присадочно-сверлильные станки. На современном оборудовании закрепляется несколько патронов. Это ускоряет процесс производства. Благодаря их точной настройке качество готовых отверстий гораздо лучше, чем после использования электроинструментов.




Фрезерно-токарно сверлильные центры
Представляют собой многофункциональное оборудование. Такие машины имеют сложное устройство и часто комплектуются системой ЧПУ. Состоят они из множества шпинделей, с помощью которых выполняются сверлильные, токарные и фрезеровочные виды работ. С помощью такого оборудования можно обрабатывать цветные и черный металлы, высокопрочные сплавы.
Магнитный сверлильный станок
В последнее время получают популярность магнитные сверлильные станки. С помощью такого оборудования изготавливают глубокие отверстия большого диаметра. На таких машинах устанавливаются системы ЧПУ, что автоматизирует процесс работы. Сверлильный станок для металла на основе магнитов является относительно новой разработкой и стоит дороже других видов оборудования.