Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
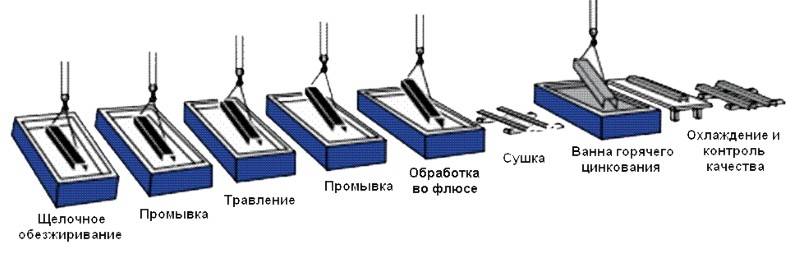
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | – | + | – | – | – | – | – | + | – | + |
| Бронза | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Дюраль | + | – | + | – | – | – | – | – | + | – | + |
| Латунь | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Медь | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Никель | – | + | – | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | – | Пайка | – | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | – | Пайка | – | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | – | + | – | – | + | + | + | + | + | + |
| Хром | – | + | – | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | – | + | – | – | + | + | + | + | + | + |
Особенности и технология гальванизации
Гальваническое покрытие ювелирных украшений используется давно. Оно позволяет улучшить физико-технические свойства драгоценностей. А сам процесс отличается экономичностью.
Гальванизация происходит при помощи погружения украшения в раствор солей и кислот, выступающих в роли электролитов. При пропускании постоянного электротока через такой состав происходит перемещение покрытия на драгоценный металл. Сама химическая реакция известна всем со школьной скамьи, где во время уроков химии проводили подобные эксперименты с недрагоценными сплавами.
Процесс нанесения гальванического покрытия на изделия практически полностью автоматизирован. Украшения опускаются в большие ванны, изготовленные из листовой стали толщиной от 3 до 5 мм. Вместительность таких емкостей — от 1 до 300 л. Дополнительно они оснащены системой подогрева и вентиляции, что необходимо для обеззараживания процесса. А также в конструкции предусмотрены специальные карманы, в которые уходит пена и масла.
Для родирования используют отдельные типы ванн, изготовленные из стекла для обеспечения чистоты электролиза.

Разновидности ванн для гальванизации
Для получения ровного гальванического покрытия в ювелирном деле используют различные ванны. К основным видам относят:
- Стационарные ванны прямоугольной формы, которые установлены на больших ювелирных производствах.
- Барабанные или колокольне вращающиеся модели. В них процесс золочения проходит на 20-30% медленнее, чем в первом подтипе, но качество несколько выше.
А также ванны различаются по вместительности:
- от 15 до 30 л — используют для золочения;
- от 100 до 500 л — для покрытия поверхности серебром;
- от 1 до 2 литров — для родирования.
Нагрев конструкции осуществляется при помощи пара или электротока. Перемешивание электролита осуществляется под воздействием давления сжатого воздуха или вращения катодной штанги.
Как ювелиры подготавливают изделия для гальваники
Если объяснить простыми словами, что такое гальваника в ювелирном деле, — это улучшение качества драгоценных сплавов за счет покрытия дополнительным слоем металла. При этом каждый ювелир знает, что чем лучше будет подготовлена поверхность, тем выше качество покрытия получится в итоге.
В качестве основных шагов подготовки материала к нанесению гальванического покрытия выделяют:
- Механическая обработка поверхности включает тщательную полировку. Нередко применяют кварцевание, которое исправляет внешние дефекты и создает эффект зеркального блеска.
- Химическая обработка подразумевает устранение жирных загрязнений и оксидов с поверхности. Обезжиривание необходимо для ровности нанесения слоя гальваники. При этом химическое воздействие происходит в 2 этапа: обработка органическим раствором, затем щелочное воздействие.
- Промывка в горячей и холодной проточной воде.
- Декапирование поверхности — создание небольшой шероховатости поверхности, что нужно для высокой сцепки гальванического слоя с основной. Декапирование перед золочением проводится в 5-7%-ном растворе соляной кислоты, под серебро — в 5-10%-ном растворе серной кислоты.
Интересный факт. Химическому обезжириванию подвергается только отдельная группа ювелирных изделий. Если применяется электрохимический метод покрытия другим металлом, то в процессе пропускания тока происходит естественное обезжиривание.
Каждый профессиональный ювелир изучает особенности гальваники в ювелирном деле еще на стадии обучения мастерству. Нередко этим процессом занимаются отдельные специалисты, которые добиваются идеальной ровности покрытия.
В чем заключается суть гальванического процесса
Чтобы разобраться в том, что такое гальваника, важно понять сущность такого электрохимического процесса. Гальваническая обработка изделия, в процессе которой на его поверхности формируется тонкий металлический слой, может быть разбита на несколько основных этапов:
- приготовление электролитического раствора, состав которого подбирается в каждом конкретном случае;
- погружение в электролитический раствор двух анодов, подключаемых к плюсовому контакту источника постоянного тока;
- погружение в раствор для гальванизации обрабатываемого изделия, расположение его между анодами и подключение к минусовому контакту источника электрического тока (таким образом, обрабатываемое изделие будет выступать в роли катода);
- замыкание сформированной электрической цепи.
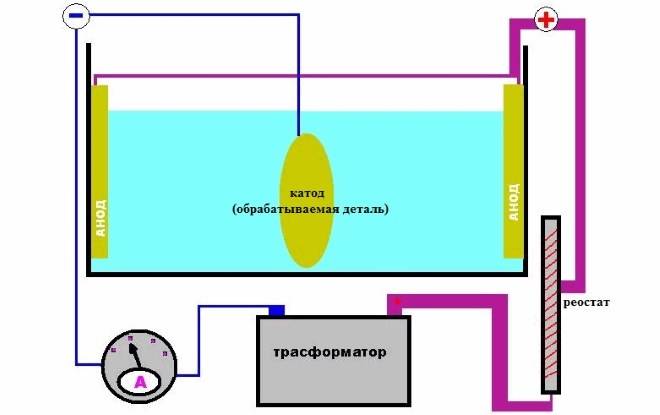
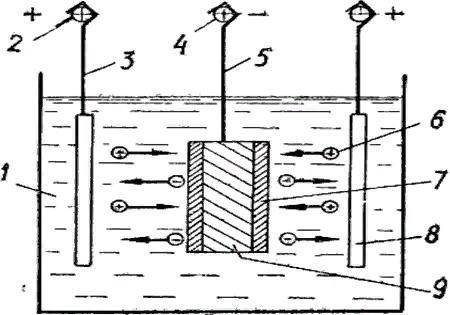
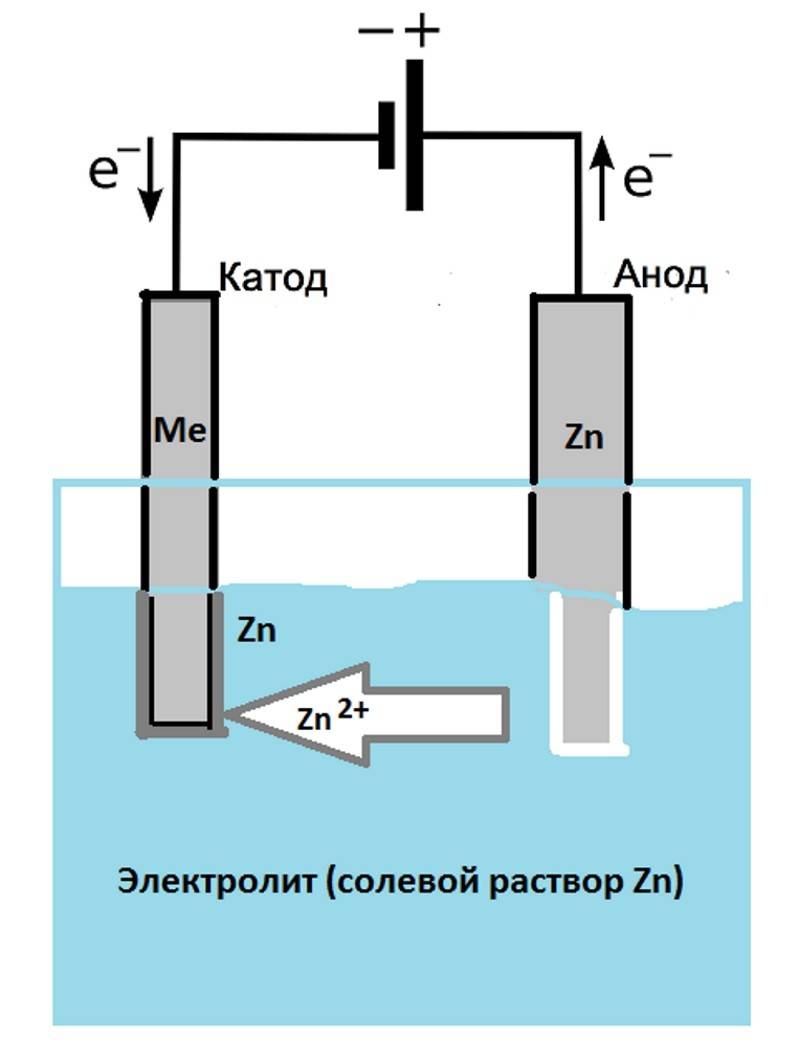
Схема гальванической ванны
Гальванические процессы, начинающие протекать в такой электрической цепи, заключаются в том, что положительно заряженные частицы наносимого металла, содержащиеся в растворе электролита, под воздействием электрического тока начинают стремиться к отрицательно заряженному катоду-изделию, оседая на его поверхности и формируя на ней тонкую металлическую пленку.
Суть технологического процесса
Гальванику применяют для получения толстых технических и тонких декоративных слоев металла. Функции гальваники определяются не слоем, который наносят на поверхность, а его характеристиками: толщиной, подслойкой, подготовкой (травление, полировка).
Метод гальваники достаточно прост:
- Обрабатываемая деталь тщательно осматривается на предмет имеющихся покрытий и состояния поверхности.
- Проводятся процедуры обезжиривания, травления и активации поверхности детали.
- Подбирается состав жидкого электролита, в который будет погружено изделие.
- В специальную ванну, к которой подсоединено один или два анода, заливается электролит.
- В нее опускается деталь, подсоединенная к катоду.
- Запускается электрический ток.
- Под его воздействием частицы солей металла направляются к отрицательно заряженному изделию.
- На всей поверхности изделия тонким равномерным слоем оседает металл.
- После завершения гальванического процесса прекращается подача электрического тока, изделие извлекается, тщательно промывается и сушится, при необходимости дополнительно обрабатывается.
Технология гальваники несложная, но требует наличия специального оборудования, достаточной квалификации исполнителей.
Гальванический метод используют для придания механизмам, контактным группам или поверхностям, свойств наносимого металла. Например, нанесение драгоценных металлов (золото, палладий, родий) на электрические контакты, используют для придания химической стойкости, а также сохранения постоянного сопротивления. При этом видовые характеристики не важны. Конечно, необходимо соблюдать заданную зернистость покрытия, но эта проблема появляется на толщине нанесения металла более 20 микрон. Толстая гальваника дает высокую износостойкость и беспористые металлы, значит реакционные свойства основного материала можно не принимать в расчет.
Технические покрытия гальваникой Никелем делают для агрегатов, предметов которые испытывают на себе постоянное механическое воздействие. Никель — твердый недорогой металл. Его наносят на стальные изделия, которым требуется защита от коррозии.
Часто встречаются покрытия-смазки, при нанесении которых не столько учитываются химические характеристки самого металла, сколько необходимо обеспечить, например, плотную притирку деталей, но по какой-то причине нельзя использовать смазочные материалы. Это оловянные, свинцовые, индиевые покрытия. В данных случаях толщина нанесения лежит в пределах от 30 до 50 микрон.
Наша организация — ООО «6 микрон» оказывает услуги по нанесению технических покрытий, оборонным предприятиям, предприятиям космической, авиационной отрасли, электронной промышленности.
Часты случаи, когда металлы наносятся только в декоративных целях или для придания цвета (золото, серебро и т.д.), без запросов по твердости или плотности.
Подготовка материала
Перед проведением работ необходимо подготовить изделия. Для заготовок, проводящих ток, процесс состоит из нескольких этапов:
- очистки от ржавчины, налета, грязи;
- обезжиривания детали в заранее подготовленном составе;
- сушки поверхностей.
Если говорить о диэлектрических заготовках, подготовка выглядит иначе. Пошаговая инструкция:
- Поверхности зачищаются от грязи, пыли, обезжириваются, высушиваются.
- Если изделие содержит каучук, поверхность необходимо протереть спиртом, высушить. После сушки кистью нанести слой коллоидного графита. Втирать смесь 10 минут. Удалить остатки графита сжатым воздухом.
- Чтобы начать работать с деталями со сложным рельефом, необходимо нанести металлическую пленку. Изначально изделие обезжиривается Венской известью, смешанной с синтетическим моющим средством. Пропорции 1 к 1. После обезжиривания необходимо погрузить деталь в раствор сенсибилизации (длительность выдержки — 10 минут).
После обработки химикатами изделие промывают под проточной холодной водой.
Металлическая статуэтка (Фото: Instagram / _galvanoplastika_)
Особенности процесса
Основными видами гальванической обработки, применяемой на промышленных предприятиях и домашних мастерских, считаются:
- хромирование;
- цинкование;
- серебрение и золочение;
- гальваника алюминия;
- покрытие медным или латунным слоем;
- травление.
Реализация подобного электрохимического процесса зависит от многих факторов. К ним относятся:
- материал заготовки, которая должна подвергнуться обработки (тип металла, неметаллические поверхности);
- геометрические размеры изделия;
- заданная глубина гальванизации;
- состав выбранного электролита;
- применяемое оборудование;
- стоимость всех работ (в том числе подготовительных).
В зависимости от материала процесс гальванизации может протекать двумя способами:
- гальваническое катодное напыление;
- термическая обработка.
Первый способ предполагает воздействие на поверхность заготовки электролита под воздействием электрического тока. Скорость и глубина проникновения наносимого металла зависит от концентрации электролита и величины пропускаемого тока
Особое внимание следует уделить показателям совмести различных металлов. Это связано с ускоренными процессами коррозии, которые возникают между несовместимыми металлами
Например, для гальванизации стали целесообразно применять цинк (получаются оцинкованные поверхности с хорошими антикоррозийными свойствами).
Для гальванизации изделий из алюминия применяют нанесение комбинированных покрытий. К ним относятся соединения никеля с хромом или трёх металлов: меди, никеля, хрома. Кроме антикоррозийной защиты с помощью цинкатного метода и декоративного оформления, нанесение другого металла необходимо для улучшения пайки алюминия.









Технологически процесс гальванизации состоит из трёх этапов. Первый этап является подготовительным. Он достаточно трудоёмкий и предполагает тщательную обработку поверхности самого изделия. Она предполагает механическую и химическую обработку. Необходимо удалить все остатки механических воздействий на поверхность, затем убрать с поверхности остатки грязи, жирных и маслянистых образований. Только в этом случае на поверхности будет образован ровный и надёжный слой поверхностного покрытия.
Второй этап – это этап непосредственной обработки. Подготовленное изделие опускается в ванну с электролитом, в которой находятся два электрода. Перед погружением необходимо нагреть электролит до температуры, позволяющей достаточно стабильно протекать химической реакции. Для каждого электролита разработаны специальные таблицы с указанием необходимых физико-химических характеристик.
В качестве катода выступает сама обрабатываемая деталь. После погружения анода и катода пропускают электрический ток, величина которого контролируется в ходе всего процесса. Продолжительность действия определяется качеством и толщиной нанесённого слоя металла.
На заключительном этапе производят три операции: осветление, пассивирование, промасливание. С этой целью готовую деталь опускают в специальные реактивы, производящие действия над поверхностью детали.
Для термической гальванизации поверхности используют более мягкий металл с относительно невысокой температурой плавления, например, латунь или олово. При помощи паяльника или расплавленной ванны наносят эти металлы на поверхность всей детали или только части. Этот процесс называется лужением и используется для подготовки контактов к последующей пайке (например, на печатных платах).
Особое место в этом процессе занимает гальванопластика. Это более трудоёмкий и технологически сложный метод изготовления детали.
Назначение гальванического покрытия металла
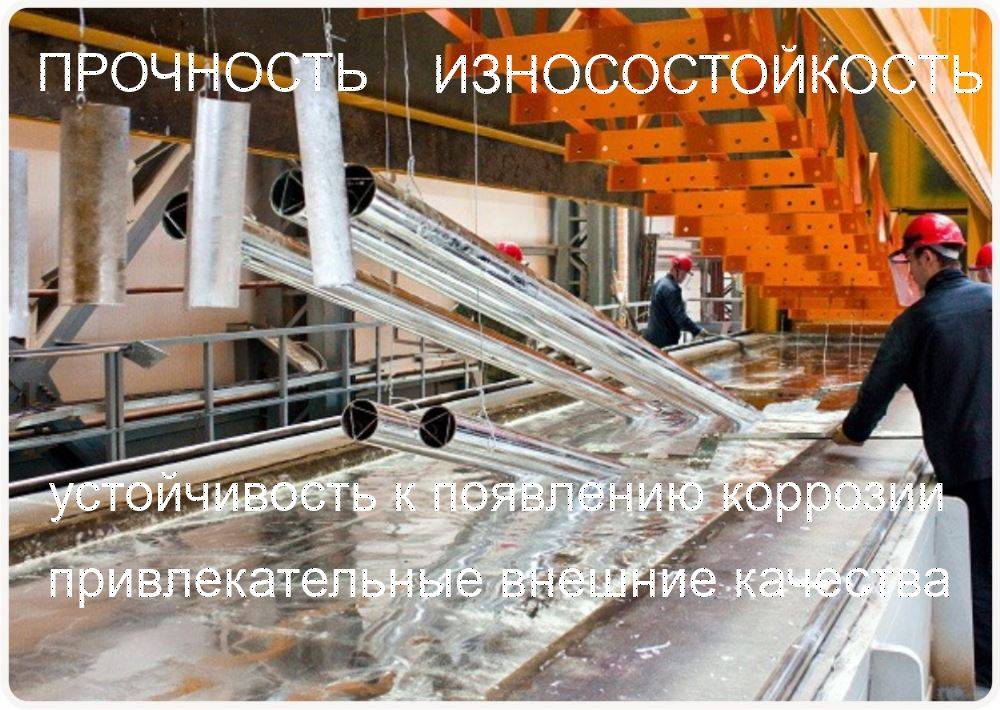
Наносимое гальванопокрытие позволяет решить две основные задачи:
- Повышение защитных свойств поверхностного слоя детали от вредного внешнего воздействия.
- Улучшение внешнего вида детали (придания её более высоких эстетических свойств).
- Создание подробных копий готовых деталей самой сложной геометрической формы.
В первом случае для покрытия поверхности выбирают металл с более высокими механическими и антикоррозийными свойствами. Он препятствует прямому механическому воздействию на основной материал детали и замедляет коррозию. Применение цинка позволяет повысить коррозийную устойчивость, покрытие хромом кроме этого повышает твёрдость и износоустойчивость. Цинкование или никелирование придаёт деталям высокую декоративную привлекательность.
Решение третьей задачи называется гальванопластикой. С её помощью получают копии деталей с повышенными потребительскими свойствами.
Дефекты при гальваническом цинковании
Среди причин, которые значительно влияют на уровень качества обрабатываемых деталей, выделяют следующие:
- Низкое качество подготовки металлоконструкций;
- Отклонение от соблюдения рецептуры электролита;
- Нарушения характеристик и последовательности этапов гальванической обработки.
Также качество готовой продукции зависит от конфигурации, особенностей расположения и состояния плоскостей ведущих и дополнительных анодов, а также пространственного расположения изделий в электролите.
Вследствие этого на деталях могут присутствовать такие дефекты, как:
- Питтинг – на металле образуются углубленные полосы или незначительные точечные каверны. Такие недостатки появляются, как правило, в результате того, что в электролите присутствуют гидрокисные или органические примеси, а также при низкой интенсивности перемешивания или его полном отсутствии.
- Низкий уровень адгезии – плохое схватывание цинкового слоя или его отслаивание может наблюдаться при нарушении процесса очистки, травления или обезжиривания детали. Также такое наблюдается при засорении электролита различными органическими соединениями, включая соли разных других металлов.
- Разнотипность внешнего вида – вызывает несоблюдение рецептуры в части пропорции используемых компонентов электролита при одновременном накоплении в гальванической ванне определенного объема солей железа. Также причиной данного дефекта может выступать недостаточное перемешивание компонентов и пониженная температура, которая не отвечает норме.
- Повышенная шероховатость – свидетельствует о присутствии в гальванической смеси всевозможных механических примесей, сульфата цинка и гидроксидов в повышенном объеме. Также это возникает в результате недостаточного количества анионов цинка в электролите и при избыточной плотности тока.
- Хрупкость цинкового покрытия – является следствием превышенной плотности тока в катодном пространстве или присутствием в электролите органических примесей в большом объеме.
- Темный (преимущественно коричневый) цвет – вызывает наличие в гальванической ванне различных органических загрязнений. Такой эффект также может вызвать существенно снижение плотности тока возле катода и повышение температуры электролитической смеси.
Области применения
Гальваника необходима для:
- Защиты. Покрытие металлов оберегает основной материал от появления ржавчины и прочих разрушительных процессов.
- Изменения внешних свойств. С помощью гальванизации можно восстановить красоту поверхности изношенного изделия и избавиться от мелких повреждений.
- Специального назначения. Нередко метод применяется для улучшения технических свойств основы.

Гальваника необходима для защиты металла.
Гальванические поверхности распространены в автомобилестроении, производстве ювелирных изделий и металлоконструкцией, изготовлении стройматериалов, посуды, крепежных деталей и промышленного оборудования. Кроме того, технология используется и для создания компакт-дисков.
Виды покрытий в гальванике
В результате электрохимической реакции можно получать самые разнообразные покрытия. Их выбор зависит от назначения изделия и условий его эксплуатации:
- для повышения устойчивости стали, чугуна, других сплавов и металлов к коррозии чаще всего используется цинкование и лужение, но также высокими антикоррозийными свойствами обладает гальваническое покрытие из хрома и свинца;
- сделать изделие более устойчивым к истиранию помогает хромирование и железнение;
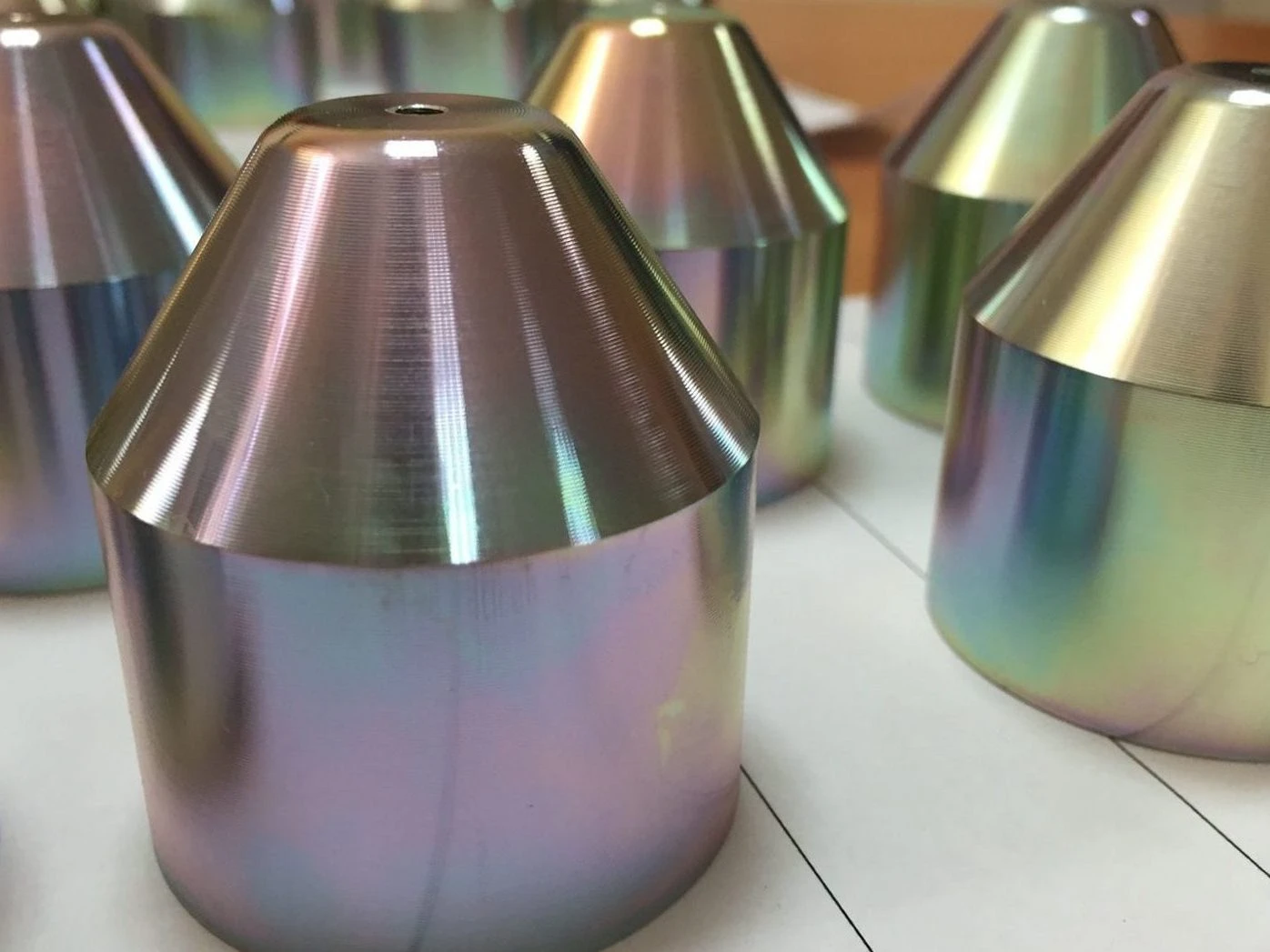
- очень часто гальванические покрытия применяются для придания изделию привлекательного вида и особой декоративности. Красивый блестящий цвет можно получить в результате хромирования, меднения, серебрения, золочения, а также анодирования алюминия;
- металлические покрытия, полученные электрохимическим способом, часто применяются в технических целях. Серебро и никель повышают электропроводимость, покрытия из них используют для контактов в электронной промышленности. Медь и кадмий прекрасно поддаются пайке, поэтому их наносят на отдельные части деталей, которые потом соединяются в единое целое. Медь и хром часто используют при проведении реставрации автомобильных деталей или частей трущихся механизмов.
Используя гальванические покрытия, можно полностью изменить свойства поверхностного слоя изделия. Например, изделия из пластика могут служить проводником тока, а чугун приобретает красивую блестящую поверхность.
Виды гальванических покрытий
Поверхности гальванизируют с помощью различных металлов. В зависимости от используемого покрытия алгоритм действий и результат работ различаются.
Хромирование
Распространенный способ обработки металлов. Под воздействием хромирования заготовка становится устойчивой к износу. Кроме того, метод восстанавливает начальный вид изделия и устраняет следы повреждений.
Меднение
Это промежуточный цикл обработки, поскольку готовое изделие недостаточно хорошо справляется с коррозийными процессами. Со временем поверхность подвергается окислению, поэтому для исключения неприятных явлений выполняется повторное нанесение покрытия. В качестве электролитов применяются кислотные и щелочные смеси.

Меднение — это промежуточный цикл обработки.
Цинкование
Созданная гальваническая пара выдерживает воздействие агрессивных сред. Срок службы деталей определяется периодом разрушения цинка.
Железнение
Способ предназначается для повышения прочностных свойств изделий, которые быстро изнашиваются. Железнение делает металл устойчивым к различным повреждениям и быстрому износу.

Железнение повышает прочность изделий.
Никелирование
Технологический цикл используется при обработке заготовок из меди, стали и алюминия. Образованный слой защищает изделия от кислотной среды, истирания и механических воздействий.
Латунирование
При обработке применяются цианистые электролиты цинка, натрия, калия. Покрытие распределяется для сохранения или улучшения декоративных свойств образцов. Способ востребован для стальных заготовок, которые будут обклеиваться резиновыми вставками.

Латунирование применяется для сохранения декоративных свойств образцов.
Родирование
Позволяет повысить стойкость изделия к негативному воздействию кислот, щелочей и химических веществ. Химический элемент делает металл устойчивым к агрессивным химикатам и механическим нагрузкам.
Серебрение и золочение
Востребованы в ювелирной деятельности. В емкость с электролитическим раствором погружается обрабатываемый образец. В смеси происходит растворение ионов золота или серебра. После завершения цикла на поверхности появляется тонкий слой драгоценного металла.







Серебрение и золочение востребовано среди ювелиров.
Лужение
Представляет собой нанесение оловянного слоя или сплава этого метала на металлическую поверхность. Обработка этим методом востребована в машиностроение, радиотехнике и авиационной промышленности.
Травление
Данный процесс с использованием кислотной среды выполняется в стеклянной, эмалированной или металлической ванне. Детали выдерживаются в растворе в течение 1,5-2 минут.
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.
Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
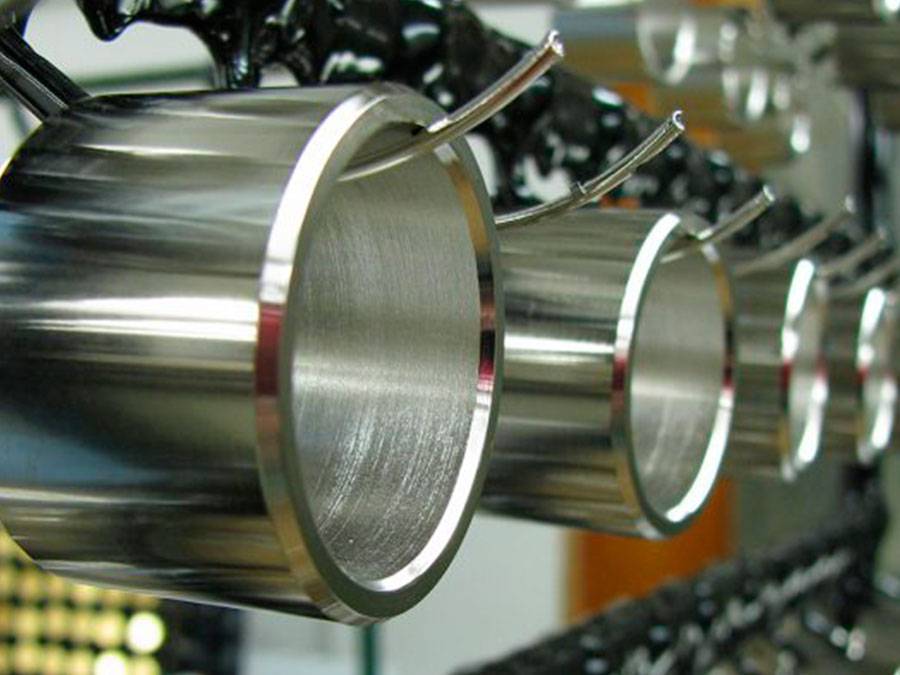
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.

Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Технология нанесения защитных покрытий
Технология получения коррозиестойкого гальванического покрытия разработана еще в 1836 году русским физиком Б. С. Якоби. С точки зрения физики и химии, дынный процесс очень простой, но требует определенных действий, специализированного оборудования и материалов.
Перечень необходимого оборудования
Перечень необходимого оборудования для выполнения хромирования, цинкования или прочих подобных обработок, однотипный. Существуют только различия в составе электролитического раствора, в температурных режимах, и в некоторых других деталях. Для достижения поставленных целей применяется следующее оборудование:
- гальваническая ванна. Предназначена для электролитического раствора, для помещения анодов и обрабатываемой детали;
- источник постоянного тока. Он в обязательном порядке должен оснащаться регулятором выходного напряжения;
- нагревательный агрегат. Предназначен для подогрева электролита до заданной рабочей температуры.

Необходимые расходные материалы
Для получения гальванического покрытия необходимо заготовить анодные пластины. Их изготовляют из различных металлов, что зависит от типа проводимой обработки. Данные пластины предназначены для подачи электрического тока в электролит, и его равномерного распределения по поверхности изделия. Они также необходимы для контроля над количеством наносимого металла.
Особое внимание уделяется и составу электролита. Для его создания используются агрессивные химические соединения
Их разрешается хранить только в специальных стеклянных емкостях с плотно закрывающимися крышками. При приготовлении раствора для гальванической реакции тщательно измеряется количество каждого реактива. Для этого применяются высокоточные электронные весы.
Оснащение лаборатории
Обработка металла с применением гальваники должна проводиться исключительно в помещениях, оборудованных мощными вытяжными системами. Это связано с выделением агрессивных паров во время химической реакции, которые производят отравляющее действие.
Особое внимание должно уделяться личной безопасности специалистов, работающих на представленном оборудовании. Все операции, связанные с гальваническими процессами, следует выполнять в респираторе, защитных очках и резиновых перчатках, клеенчатом фартуке и обуви, способной защитить от химических ожогов

Особенности технологии обработки металлических изделий
Для создания гальванического покрытия придерживаются следующей технологии:
- Осуществляется подготовка поверхности для последующей обработки.
- Металлический предмет тщательно очищается от загрязнений и обезжиривается.
- Все поверхности детали промываются водой и обрабатываются специальными составами для остановки процессов окисления.
- После завершения подготовительных работ деталь опускается в ванну с электролитом.
- Все время поддерживается определенная величина тока и температура.
- После завершения обработки проверяется уровень сцепления металлического сплава с поверхностью.
Подготовка изделия к гальванике
Собрав все необходимое (найдя в гараже, закупив и смонтировав своими руками), можно приступать к подготовке детали. Этот этап работ очень ответственный. Успешная гальваника в домашних условиях требует тщательной очистки детали. От подготовки поверхности зависит и качество гальванического покрытия. Поэтому, в зависимости от желаемого результата, деталь не только обезжиривают. Во многих случаях требуется пескоструйная обработка, затем шлифовка с помощью наждачной бумаги и шлифовочных паст.
Для обезжиривания детали промывают либо в чистых органических растворителях, ацетоне, спирте или бензине, либо в подготовленных растворах. Например, для обезжиривания стальных или чугунных деталей используются горячие, до 90 °С, растворы с едким натром, кальцинированной содой, жидким стеклом, фосфорнокислым натрием.









А изделия из цветных металлов обрабатываются в растворах с хозяйственным мылом и тем же фосфорнокислым натрием.
Окисную пленку снимают в специальных декапирующих растворах с соляной или серной кислотой.
Методы
Гальванический метод покрытия изделий позволяет создать стойкое защитное покрытие на металлах, изолируя детали от агрессивного воздействия рабочих сред. Изоляция может быть создана из различных металлов, нанесение осуществляется анодным и катодным напылением.
Катодное покрытие характеризуется тем, что при малейшем нарушении целостности нанесенного слоя металл под ним разрушается более интенсивно, чему способствует сама технология покрытия. Примером быстрой эрозии служат изделия из луженого металла, где изоляционным слоем служит олово.

Анодное нанесение гальванических покрытий имеет иные характеристики. При возникновении условий угрозы коррозии разрушению подвергается гальваническая изоляция, металл длительное время остается нетронутым. Анодированные изделия надежно защищены от агрессивных сред, механических повреждений. Наиболее распространенный вид изоляции – цинкование. Метод позволяет сохранить все характеристики обрабатываемого изделия, его внешний вид, форму и размеры.
Другое оборудование для гальваники
К ванночке необходимо подключить источник постоянного тока, которые будет активировать электролитическую реакцию. Нужно купить стабилизированный блок питания, в состав которого входит выпрямитель электрического тока и регулятор напряжения (оптимальное напряжение — от 1 до 2,5 вольт). К ванночке от источника тока также необходимо подключить два провода, которые будут выполнять роль катода и анода. К аноду следует прикрепить анодные металлические пластины, проводящие ток. Провод-катод напрямую подключается к обрабатываемой детали.
После подключения электрических элементов в ванночку заливается жидкий электролит. Он представляет собой раствор, способный проводить электрический ток за счет диссоциации вещества на электроактивные ионы. В качестве электролита обычно используются нестабильные кислоты, щелочи или соли. Электролитический раствор можно приготовить самому, однако проще всего будет купить его в любом магазине электрических товаров или машинного оборудования. Перед гальванизацией электролит часто придется нагревать (часто его можно нагреть прямо в ванночке). Конкретный состав электролита зависит от типа операции — скажем, для хромирования в качестве электролита Вам понадобится хромовая кислота.
Вспомогательное оборудование
Помимо ванночки, проводов и электролита Вам рекомендуется иметь при себе вспомогательное оборудование:
Механические или электрические весы. Они будут нужны для взвешивания отдельных гальванических компонентов, что поможет Вам подсчитать оптимальный уровень электролита в ванночки. Также они пригодятся для приготовления обезжиривающего раствора.
Плитка для нагрева электролита (ванночку можно поставить прямо на плитку). Предпочтение рекомендуется отдать электрическим плиткам, поскольку в случае сгорания газа образуются вещества, которые могут вступить в реакцию с ванночкой и осесть в электролите, что плохо влияет на качество электролитического раствора
Обратите внимание, что электроплитка должна иметь регулятор температуры нагрева.
Вытяжка для удаления вредных испарений. Во время гальванизации в атмосферу будет выделяться множество газообразных веществ, которые представлять опасность
К тому же они неприятно пахнут, а в случае их оседания на стенах или мебели удалить эти вещества будет весьма непросто. В качестве вытяжки рекомендуется использовать вытяжной вентилятор или похожее оборудование.