Сварочные горелки для газовой сварки
Существует масса сварочных агрегатов, поэтому и классификация сварочных горелок также не ограничивается парой вариантов. Газовая сварка предназначена для плавления металлов в зоне соединения почти до текучего состояния. При обработке материала в качестве источника пламени используется газ, а это, чаще всего, природный, нефтяной газ или пары керосина. Данный вид сварки используют для того, чтобы расплавить тонкие листы стали, чугуна, сварить алюминиевые элементы, а также для устранения дефектов литья.
Газовые горелки имеют, конечно же, плюсы и минусы. К плюсам можно отнести простоту использования и отсутствие подключения к электроэнергии. В качестве минусов выступают: весьма сложная механизация, маленькая концентрация тепла и дороговизна самого вида сварки (в сравнении с электрической). Процесс работы, который осуществляют сварочные газовые горелки, можно разделить на три этапа: подготовка, смешение, горение.
Во время первого этапа осуществляется настройка горелки, определяется оптимальная скорость, направление и мощность. После этого наступает второй этап – смешение топлива и кислорода, в результате которого образуется смесь. Это приводит к тому, что кислород через специальные трубки засасывается внутрь и смешивается с газом, и уже на третьем этапе образуется пламя. Образовавшаяся смесь воспламеняется с помощью приспособления на конце трубки.
Устройство сварочной горелки на газу весьма простое. Зажигание происходит за пару секунд, а сама она работает безотказно. В наши дни газ стал самым популярным продуктом, и аппараты, работающие на нем, также пользуются большим спросом. Используется газовая горелка, чаще всего, в промышленной отрасли. За счет того, что она очень легкая и мощная, она способна работать даже в ветреную погоду. Поэтому эти модели подходят для всех ремонтных работ и способны нагревать поверхность до четырехсот градусов по Цельсию.
Газовой горелке нельзя давать работать в режиме перегрева очень долго (не более 30 секунд), после чего надо выключить ее и перевернуть баллон, так как внизу баллона находится пропан, он создает основное давление. Туристические газовые горелки – это основной элемент гаражей, дач, палаток. За счет того, что кислород, попадая в нее и смешиваясь с газом, образует горючую смесь, которая по специальной трубке переносится к основанию, и образуется порция пламени – факел.
Популярные виды горелок для сварки
Типы горелок, которые популярны среди сварщиков.
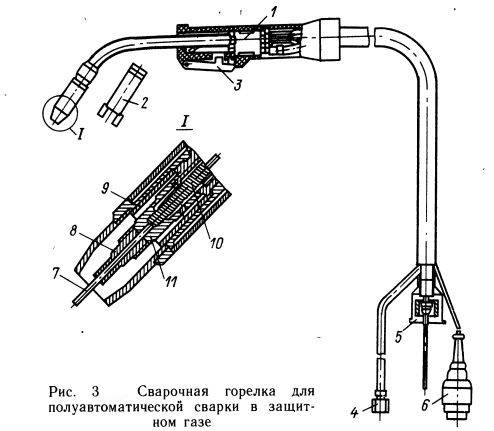
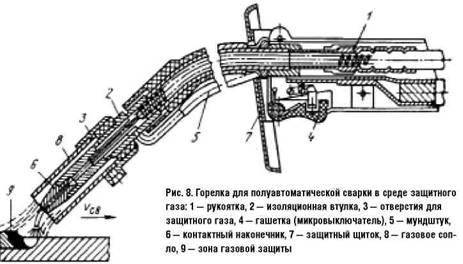
Сварочная горелка для полуавтомата
Основными критериями работы газовой горелки для полуавтоматической сварки являются вид разъема для включения в сварочный аппарат, номинальный сварочный ток и система охлаждения.
Охлаждение самого устройства в данном случае особенно важно. Такого рода модели особенно часто используются для работы в труднодоступных участках
Полуавтоматическая сварка без применения газа включает в себя формирование сварочной ванны в месте сплавления металлов двух соединяемых заготовок не сопровождается защитой из инертных газов.
Сварка полуавтоматом.
Полуавтоматическая модель имеет три составных элемента:
- сама горелка;
- ее шлейф;
- контактное соединение.
Суть ее работы – физическая связь со сварочным процессом. Подача металлической присадочной проволоки жидкости из системы охлаждения происходит по шлейфу горелки. Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Контактное соединение как элемент горелки необходим для подключения источника сварки и сварочной горелки.
Важная часть – рукоятка устройства. Обычно ее делают из литого материала с хорошей изоляцией. Что же касается наконечников или мундштуков, то их делают из бронзы, разных сплавов меди или неплавящегося вольфрама. Самые качественные – медные и вольфрамовые мундштуки: они самые долговечные и имеют длинный срок использования.
Горелка для аргонодуговой сварки
Нет нужды подтверждать востребованность аргоновой сварки – она была и есть чрезвычайно популярной. По большей части она используется для соединения заготовок из таких металлов как серебра, чугуна и, что особенно ценно, алюминия. Преимуществ у технологии немало, но главное – великолепный и долговечный шов.
У аргоновой горелки есть некоторые нюансы: она работает по своему принципу. Дело в том, что у нее совмещаются принципы аргоновой и дуговой сварки.
Горелка для аргонодуговой сварки.
Сварочная горелка для аргонодуговой сварки может различаться по нескольким параметрам:
- мощности горения;
- типу системы охлаждения горелки;
- типу управления пламенем и другими показателями;
- длине электрического кабеля;
- типу подключения к аппарату сварки.
Тип охлаждения в таких устройствах бывает двух типов: воздушный или водяной. Тип управления тоже делится на три варианта: вентильный, с помощью кнопок или универсального характера.
Конструкция устройства простая: специальный шланг для инертного газа, силовая жила и специализированной составной рукоятки. Модель с водяным охлаждением снабжена дополнительным шлангом для воды или другой жидкости.
Рукоятка аргоновой горелки устроена следующим образом: сопло из керамических материалов, цанги, ее корпуса и каппы одного из двух видов – длинной или короткой.
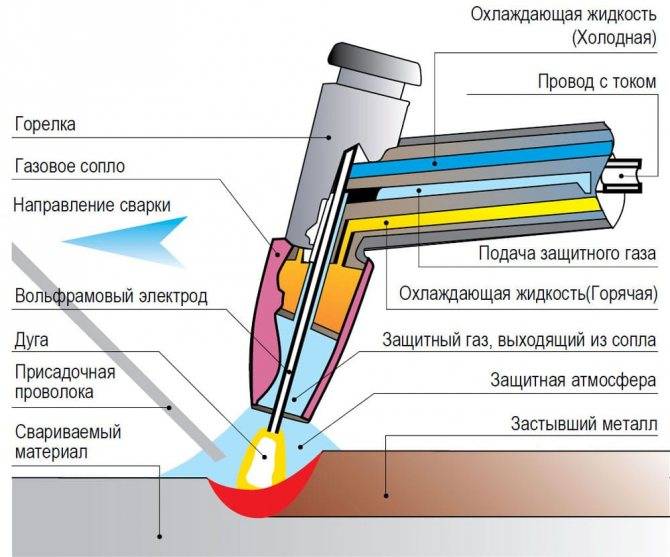
Горелка для сварки типа ТИГ
Устройство этого вида выполняет функцию держателя электрода. Здесь также используется защитный газ. В отличие от других видов горелок здесь нет специального канала для подачи присадочной проволоки, которая подается ручным способом.
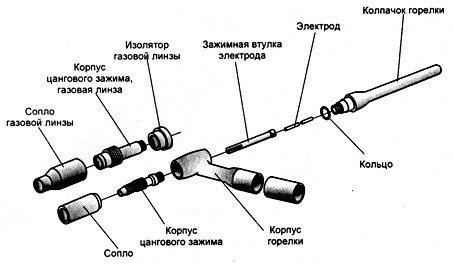
Устройство горелки для TIG сварки.
Составные части горелки ТИГ следующие:
- электрод;
- корпус;
- втулка для уплотнения;
- корпус этой втулки;
По ходу процесса сварки электрод помещается в щиток корпуса горелки через втулку, которая хорошо его фиксирует. Щиток для электродов нужно повернуть для закрепления. Держать горелку во время работы нужно под углом не больше 40° по отношению к вертикали.

Данная технология особенно широко применяется в кузовных работах и специальных ремонтных мероприятиях в автомастерских высокого профессионального уровня и с широким спектром услуг. Также он хорош при разного рода строительно-монтажных работах.
Основы безопасности
Представляем перечень требований при работе с полуавтоматическим оборудованием:
- Исполнитель обязан до начала работ проверить исправность системы запуска.
- Источник питания и ящик аппарата должны иметь надежное заземление.
- Первым включается рубильник или пускатель магнитного типа, а затем уже аппаратный ящик. Отключение питания производится в обратной последовательности.
- Все соединения подводящих шлангов должны быть герметичными.
- Опираться, тем более садиться или ставить посторонние предметы на оборудование запрещается.
- Намотка на бобину проволоки производится самостоятельно только после прохождения специального обучения с обязательной записью в книгу инструктажа.
- После окончания работ в первую очередь отключается подача газа и воды для охлаждения, затем надо обесточить аппаратуру.
- О замеченных неполадках оборудования доложить бригадиру или мастеру и без указаний руководства оборудование не включать.
- Устранять любые неисправности самостоятельно исполнителю запрещено.
Обслуживанием различного оборудования в цеху занимается бригада ремонтников — только они могут ремонтировать и настраивать аппаратуру.
Как правильно обращаться с горелкой?
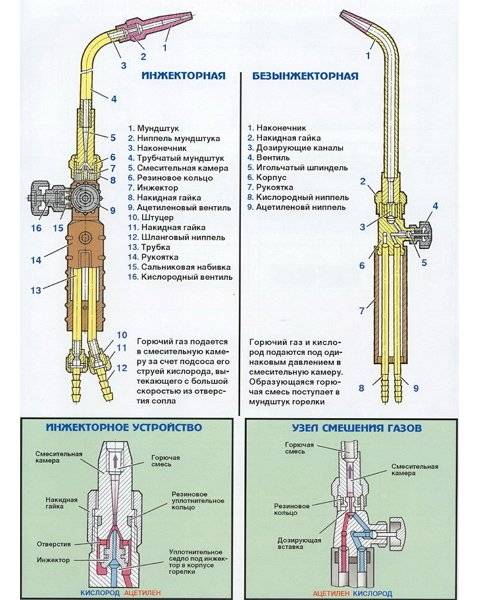
Перед тем как приступить к непосредственному выполнению работ, необходимо проверить, насколько хорошо работает инжекторная составляющая оборудования. Для этого к ниппелю, который подает кислород, подключают шланг кислородного редуктора
Осторожно поднимают давление в системе до рабочего
Когда кислород будет проходить через инжектор, в ацетиленовом канале должно возникнуть разрежение. Если оно будет, то палец будет присасываться к ацетиленовому ниппелю. В этом случае подключают оба шланга и тщательно закрепляют их, только после этого можно поджигать горючую смесь и регулировать величину пламени.
При окончании работ сначала перекрывают вентиль ацетиленового баллона, а затем закрывают и кислородный вентиль. Если поступить наоборот, то может случиться удар огня в шланг, по которому подается ацетилен, что чревато взрывом. При соблюдении технологии работ удастся получить надежное соединение, которое будет долго сохранять свою прочность.
Конструкция
Особенности конструкции сварочного оборудования вообще и горелки, в частности, существенно влияют на качество выполняемых работ и позволяют решать задачи, стоящие перед сварщиком
Вот почему перед приобретением этой важнейшей составляющей сварочного процесса следует обратить внимание на отдельные её компоненты
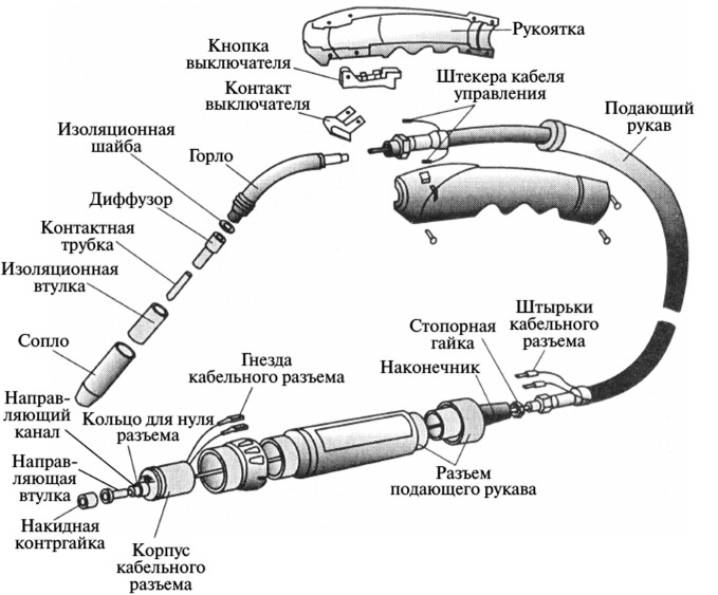
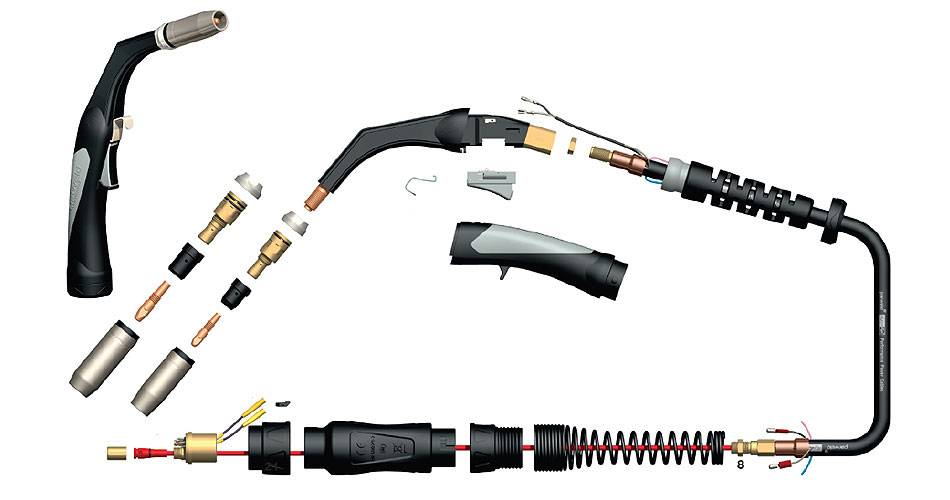
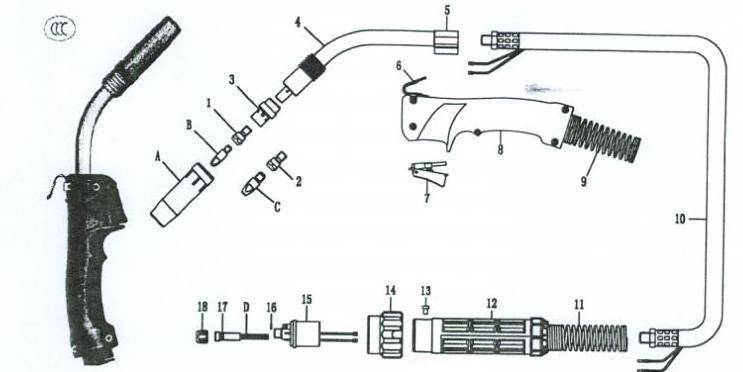
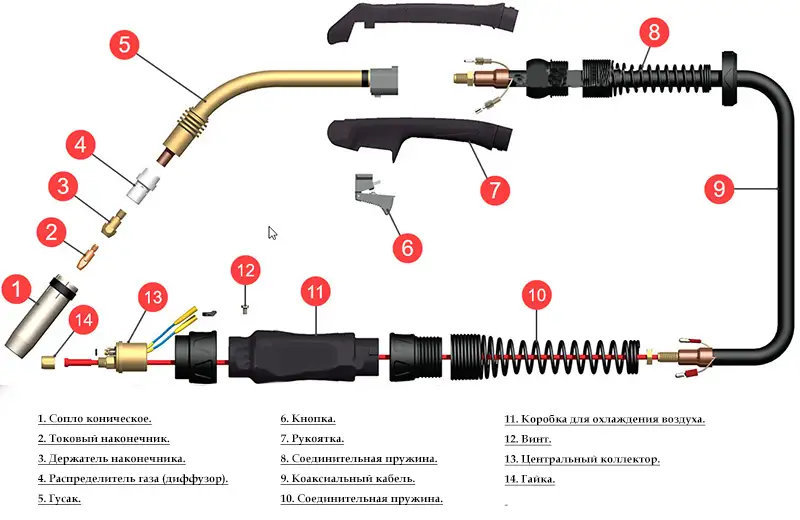
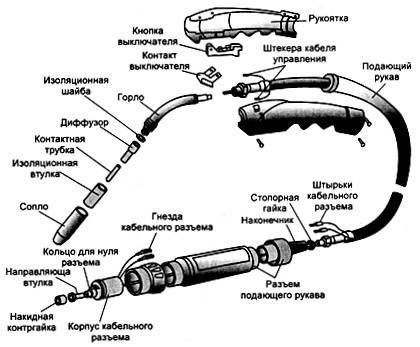
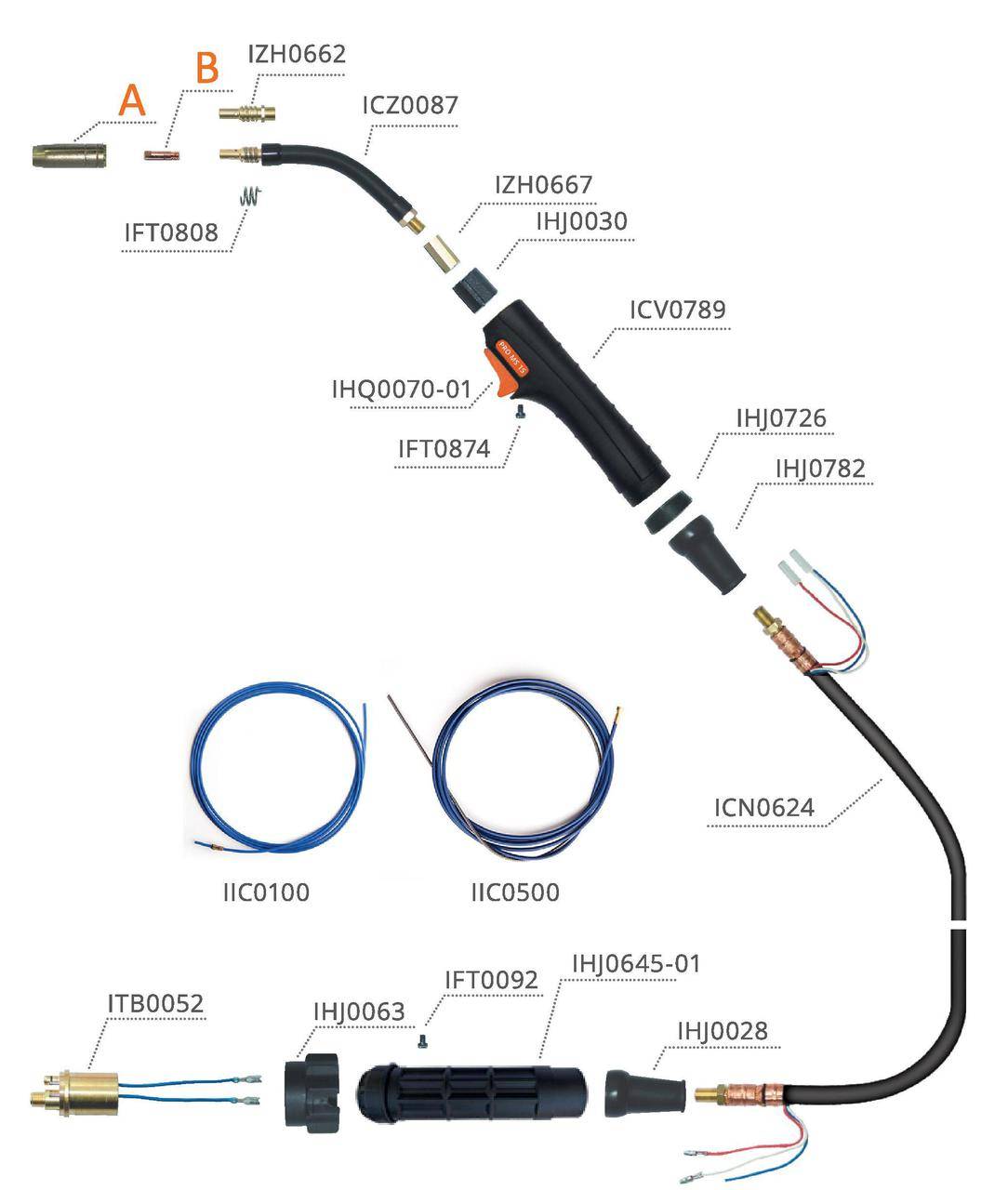
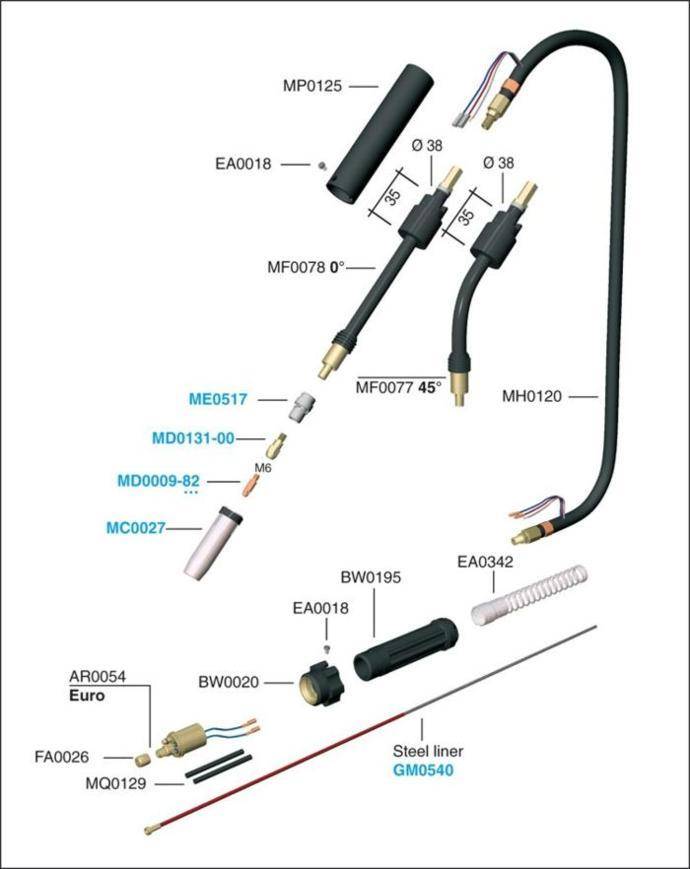
Независимо от марки и конкретного производителя сварочной горелки, она, как правило, состоит из следующих базовых частей:
- так называемая «шейка» («гусак»), являющаяся несущим элементом горелки;
- различные виды изоляторов (втулки и шайбы) которые могут быть заменены как по отдельности, так и вместе с соплом;
- диффузор (или держатель), нуждающийся в замене лишь в случае очень интенсивной эксплуатации;
- рабочее сопло, являющееся самой уязвимой частью сварочной горелки, подвергающейся постоянному воздействию частичек расправленного металла;
- подающий рукав со штекерами, кабельными разъёмами и другими соединителями;
- токовый наконечник, требующий периодической замены.
Большинство из перечисленных деталей, входящих в конструкцию горелок штыревого типа, со временем сильно изнашиваются, а затем приходят в негодность. Каждый сварщик всегда старается иметь определённый запас основных запчастей, исключающий ситуацию, когда сварка должна быть прервана в самый неподходящий для этого момент.
Сварочная горелка для полуавтомата
Показатели сварочной горелки для полуавтомата зависят от вида охлаждения, вида разъема для подключения к сварочному оборудованию и от номинального тока сварки.
Такой вид сварки отличается от ручной возможностью в процессе сварки охлаждать горелку. Горелка к сварочному полуавтомату активно применяется для проведения сварочных работ в труднодоступных местах.
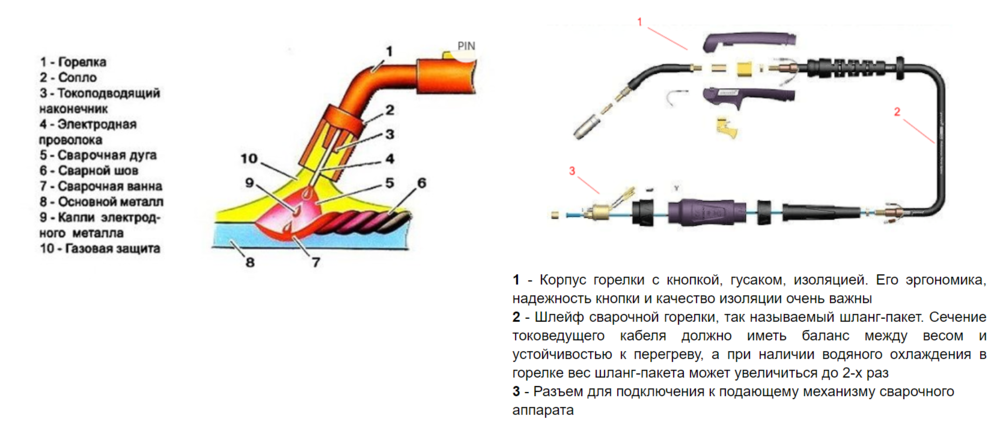
Горелка сварочная для полуавтомата состоит из 3-х основных частей:
- сварочная горелка;
- шлейф сварочной горелки;
- элемент контактного соединения.
Горелка для полуавтоматической сварки служит для связи с процессом сварки. По шлейфу горелки осуществляется подача сварочной проволоки и жидкости для охлаждения, а также тока для сварки и защитного газа или флюса.
Элемент контактного соединения нужен для соединения источника сварки полуавтомата и сварочной горелки.
Рукоятка горелки изготавливается с использованием литого материала. Материал обладает изоляционными свойствами. Наконечники изготавливаются из различных материалов: медь, вольфрам и медь, бронза, сплав из меди и графита.
Лучшими наконечниками являются наконечники из вольфрама и меди. Сварочная горелка для полуавтоматической сварки с такими наконечниками имеет более длительный срок использования.
Обращение в бытовых условиях
В последние годы газосварка в быту уже не является чем-то исключительным и начинает практиковаться в различных частных хозяйствах. При этом объёмы таких работ постоянно растут, поскольку с помощью этого надёжного и сравнительно дешёвого метода удаётся выполнить широкий спектр операций, касающихся обработки металлов.
При организации газосварочных работ в домашних условиях всегда следует помнить о специальных требованиях, предъявляемых к сварочному процессу и к используемому при этом инструменту.
Прежде всего, перед началом резки или сварки металлов следует тщательно проверить герметичность подводящих каналов, по которым рабочие газы поступают в смесительную камеру. Далее, необходимо внимательно осмотреть весь корпус самого изделия, вплоть до рабочего наконечника.
Особой осторожности требует обращение со сварочными газовыми баллонами, которые должны перевозиться на специальной тележке и храниться в металлических шкафах с ограничениями для доступа посторонних лиц. Не допускается работать со сварочной газовой горелкой вблизи расположения хранилищ с легко воспламеняющимися и горючими смесями и другими огнеопасными веществами
Не допускается работать со сварочной газовой горелкой вблизи расположения хранилищ с легко воспламеняющимися и горючими смесями и другими огнеопасными веществами.
https://youtube.com/watch?v=rXRycorsAOo


По итогам обзора горелок можно заключить, что эти изделия являются важнейшими составляющими сварных работ, и что к их выбору следует подходить с особой тщательностью. Они нуждаются в особом внимании в процессе непосредственной эксплуатации в местах проведения сварки.
Особенности проведения сварочных работ с помощью газовой горелки
Прежде всего, газовые горелки отличаются тем, что они прекрасно подходят для полуавтоматических или автоматических сварных работ, когда сварная проволока подается без использования рук, что в значительной степени облегчает технологический процесс.
Благодаря автоматической сварке можно качественно проварить все труднодоступные участки, причем усилий придется прилагать минимальное количество. Отходов от таких работ минимальное количество. Сварной шов получается довольно прочным за гораздо меньший промежуток времени, нежели во время дуговой электросварки. Минусов у данной технологии не слишком много, они касаются, прежде всего, довольно высокой стоимости оборудования и комплектующих. Вся система отличается сложностью в плане устройства, продукция весьма тяжелая и громоздкая, поэтому перемещать ее с одного места на другое будет очень проблематично.
Технологический процесс сварки состоит из следующих этапов:
- Участки свариваемых деталей нужно тщательно зачистить от всех следов ржавчины или коррозии. Можно сделать это с помощью специальной металлической щетки, насадки на угловую шлифовальную машину.
- Обязательно следует обезжирить поверхность с помощью ТИГа или иных составов, иначе плавящийся электрод будет не слишком плотно прилегать к металлу;
- Активируется газовая горелка, запускается полуавтоматический механизм подачи электрода и начинается непосредственная работа по соединению металлических элементов;
- Обязательно следует установить скорость подачи электрода. Она зависит от типа свариваемых металлов, их толщины и целого ряда других факторов.
Разница сварки в газовой среде и без
При отсутствии газовой аппаратуры или невозможности создания защитного облака используется порошковая проволока. Она имеет вид тонкой трубки, наполненной смесью флюсов. Такая проволока дороже простой, она нередко создает проблемы при подаче. Преимуществом является возможность сварки деталей на открытом воздухе, в том числе в ветреную погоду. Проволока с флюсом препятствует разбрызгиванию металла, ее можно применять для соединения загрязненных заготовок.

При отсутствии газовой аппаратуры используется порошковая проволока.
Как выбирать газ в зависимости от металла
Сделать правильный выбор помогает таблица.
| Материал заготовок | Тип газа |
| конструкционная сталь | углекислый |
| алюминий и сплавы | аргон |
| нержавеющая сталь | углекислый+аргон |
| легированная сталь | аргон+углекислый |
| конструкционная сталь | углекислый+аргон |
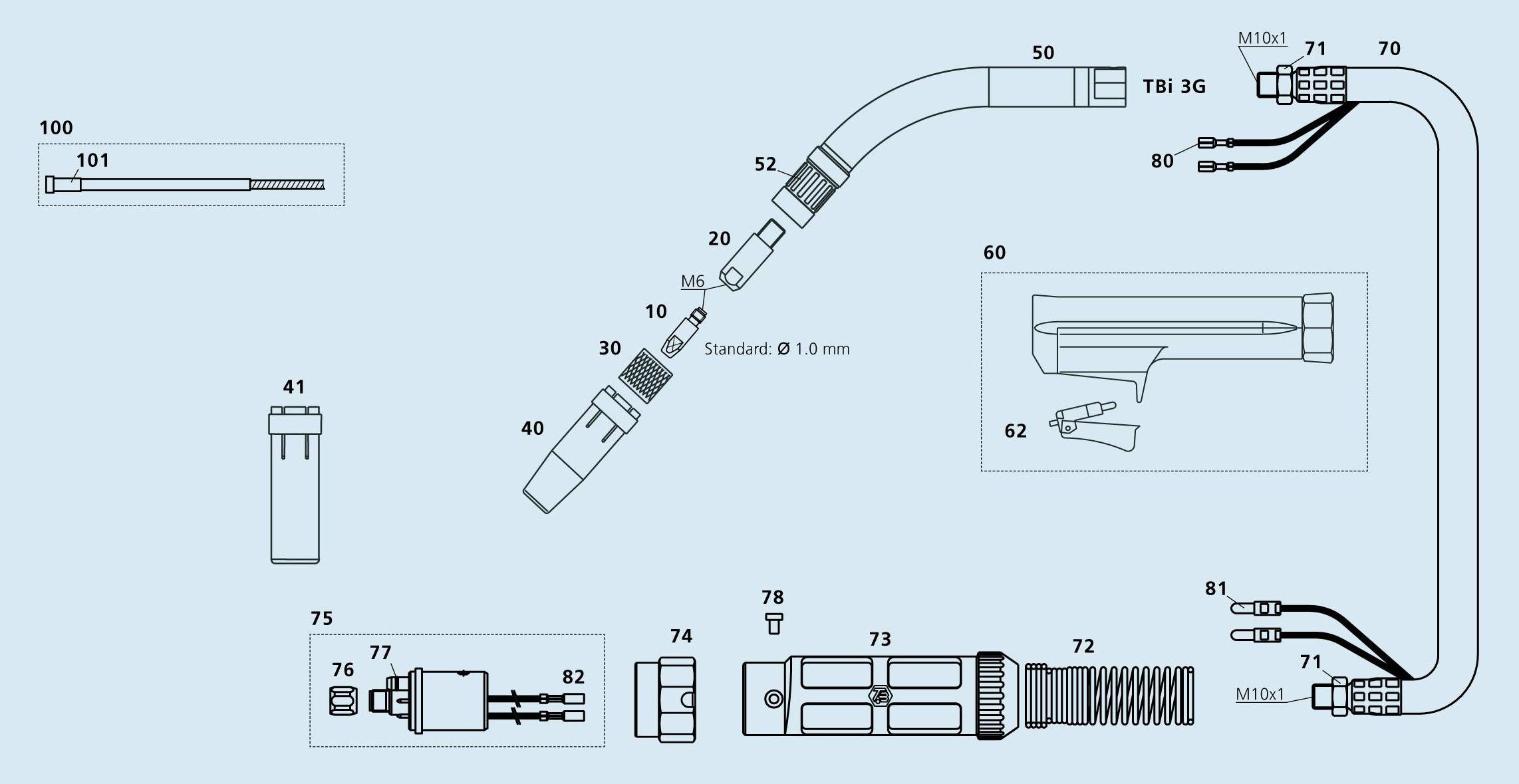
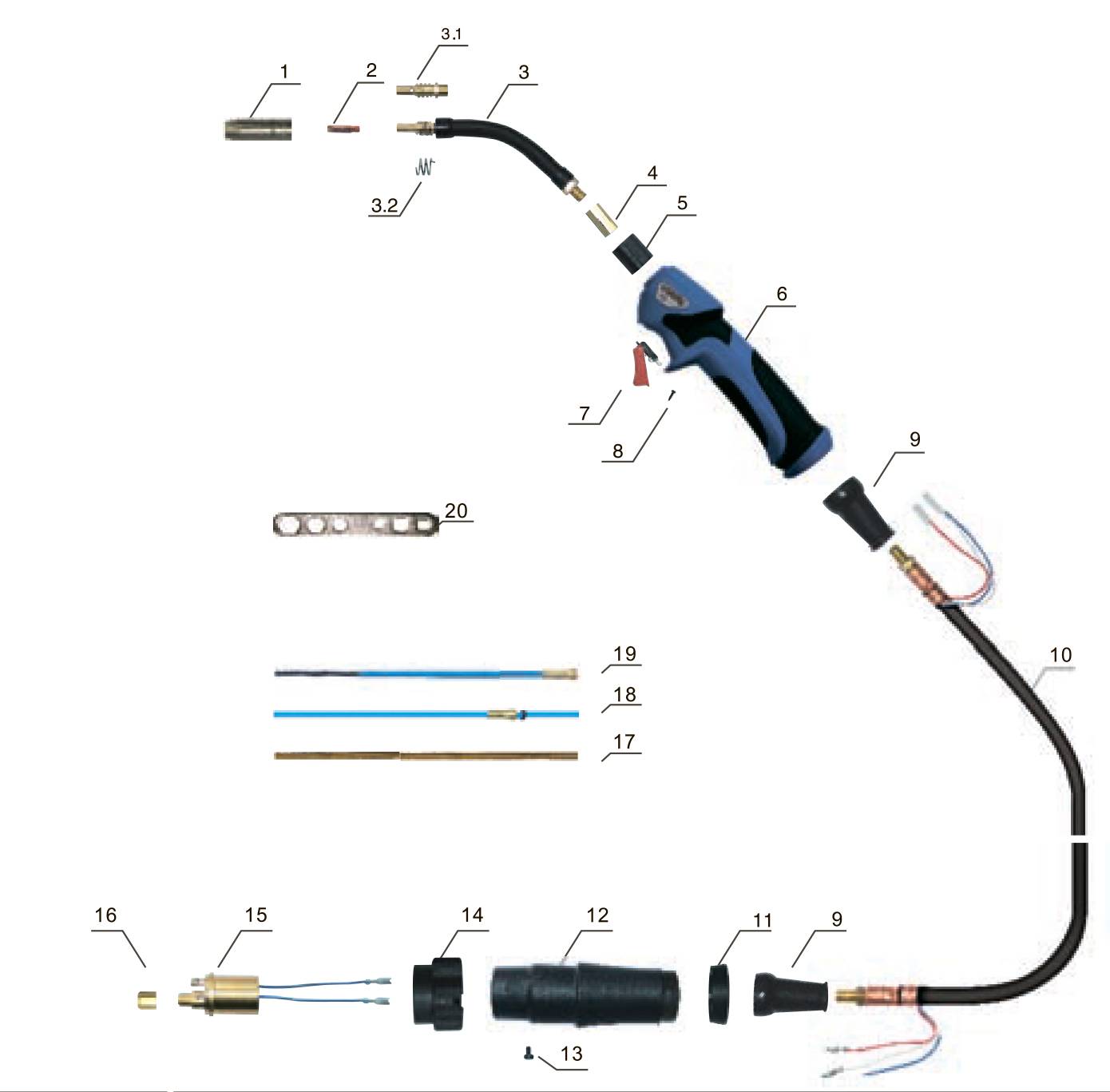
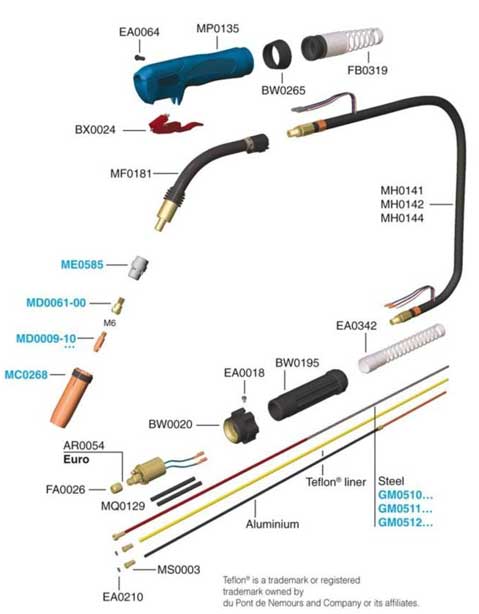
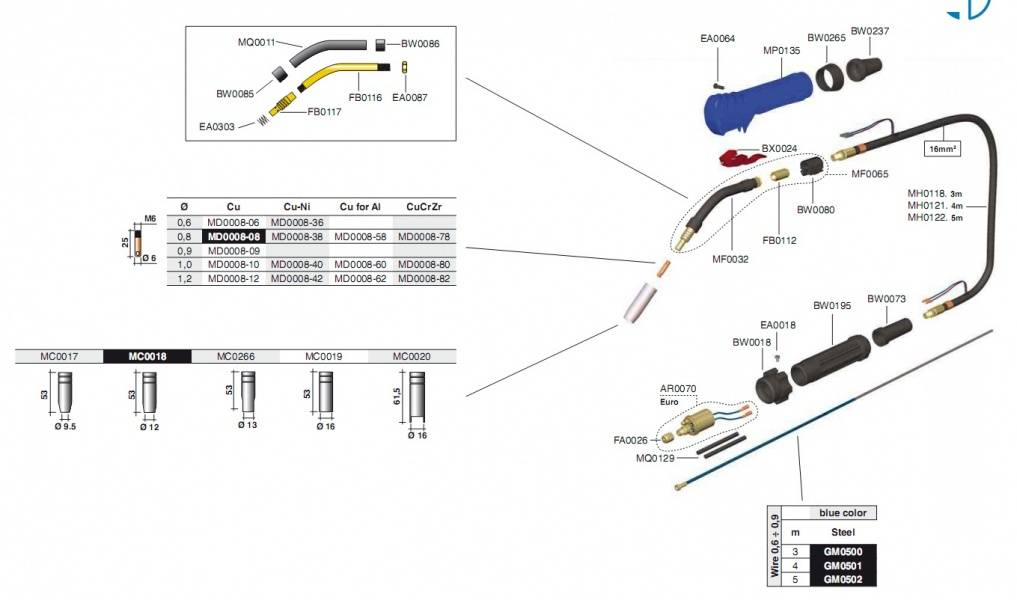
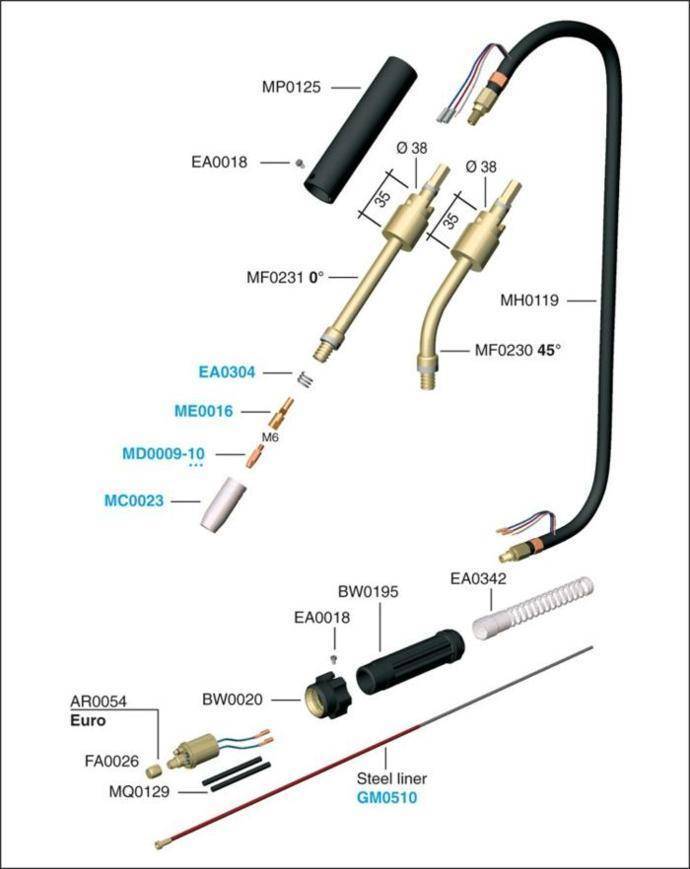
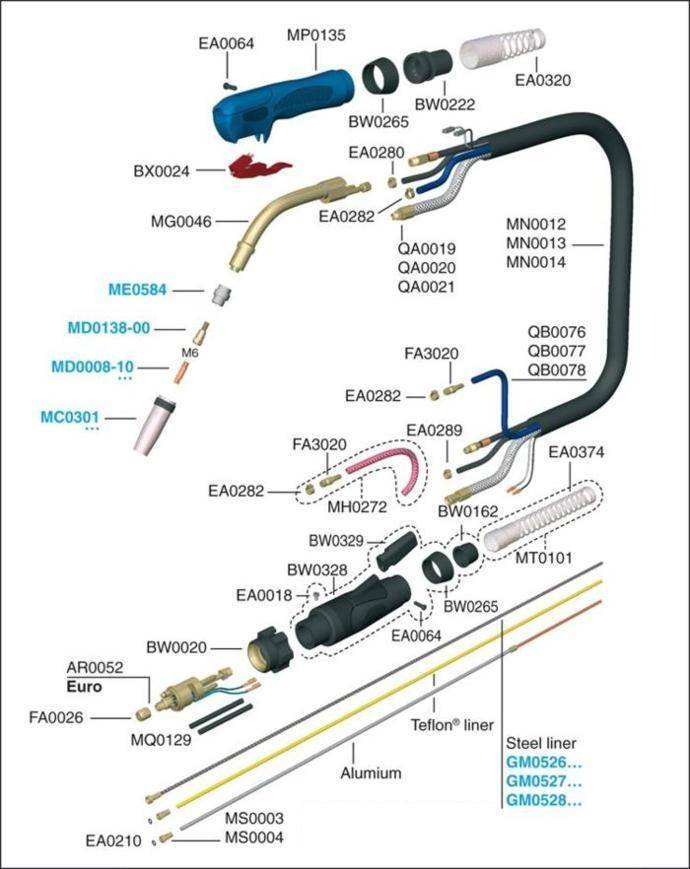
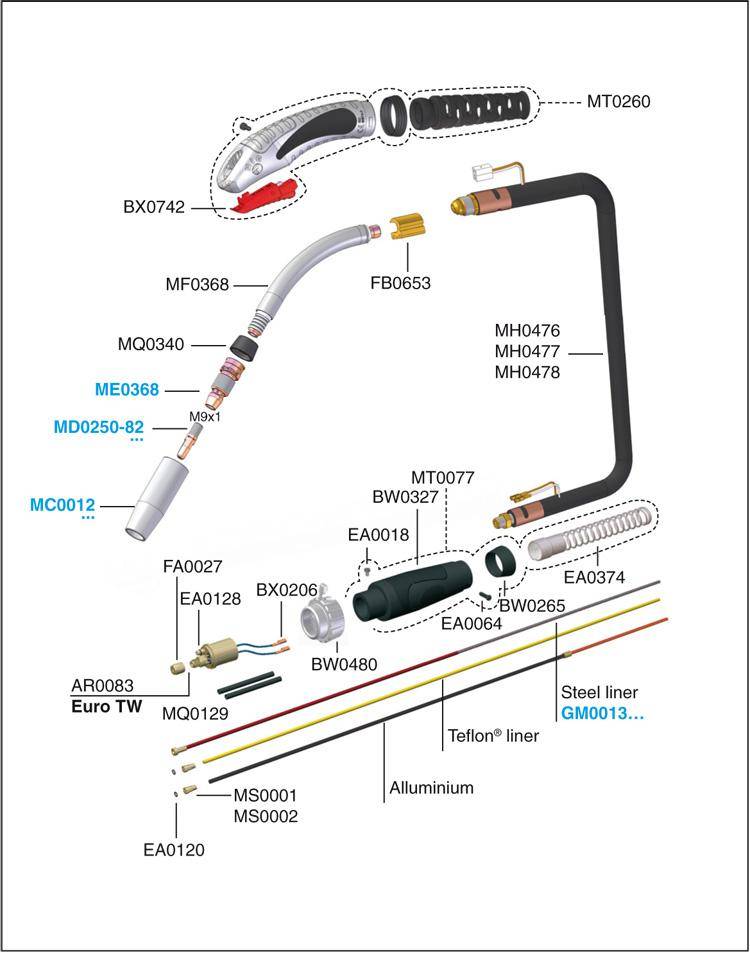
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
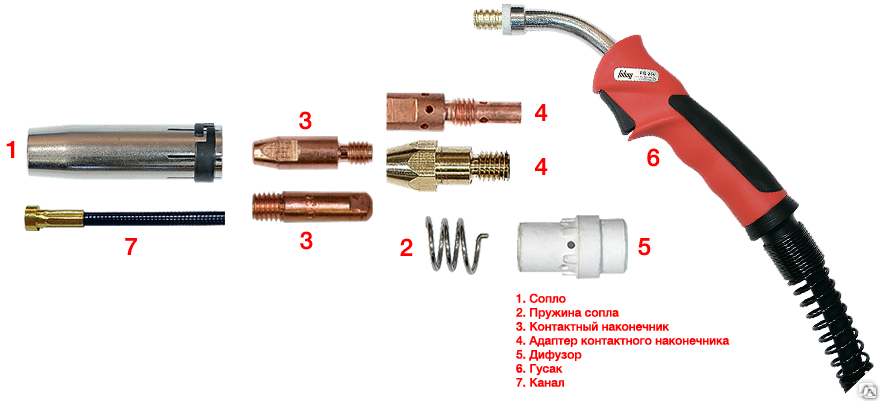
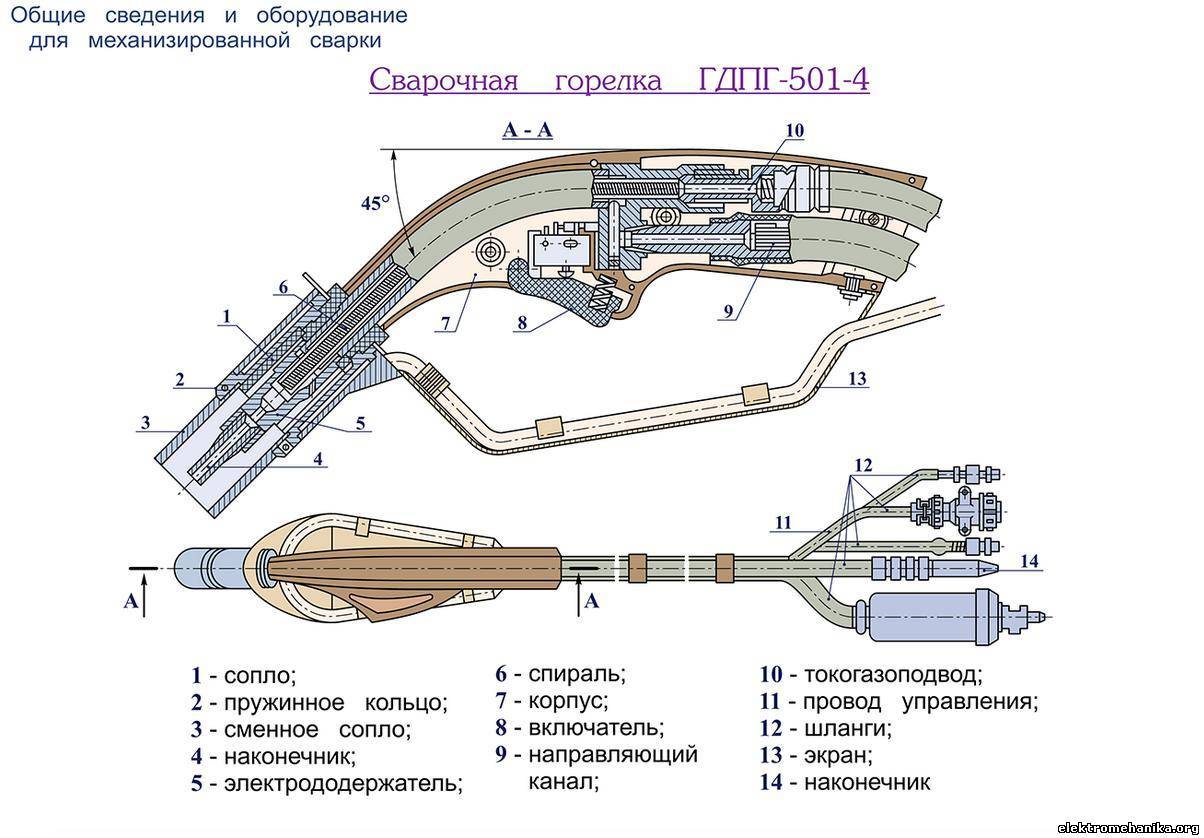
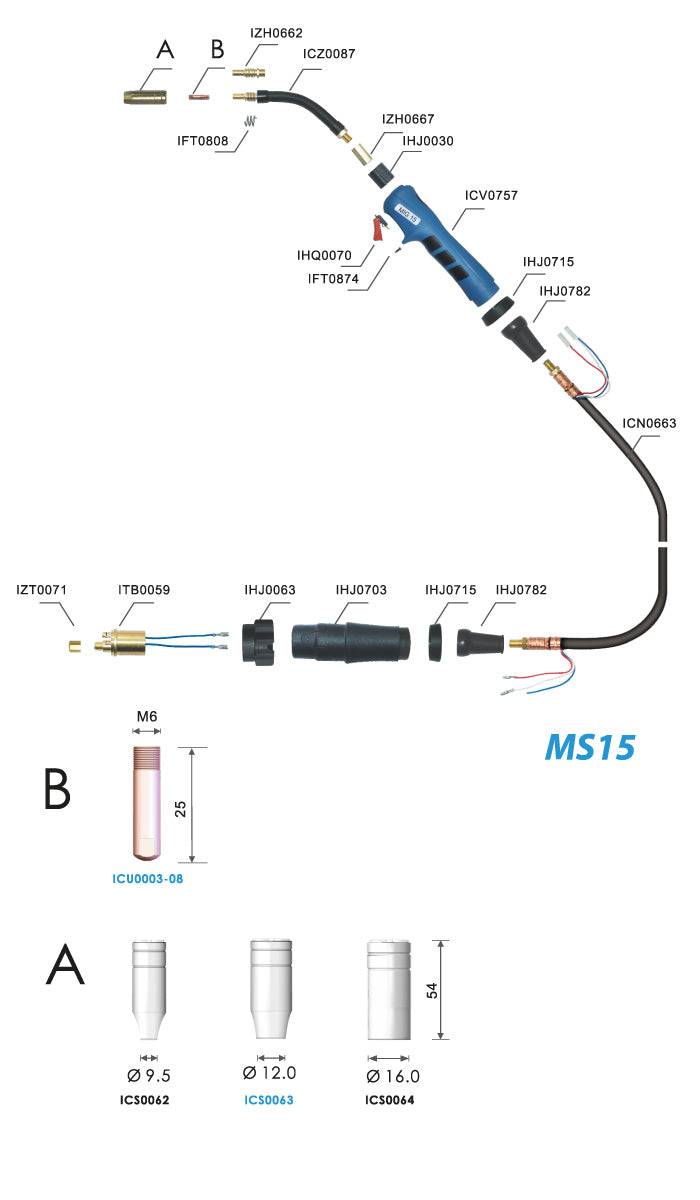
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
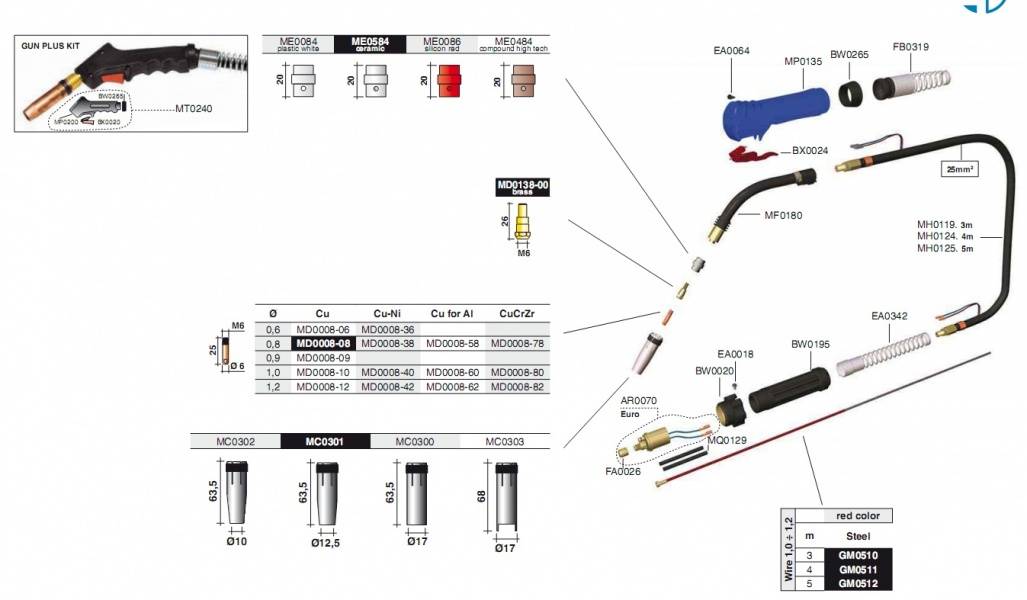
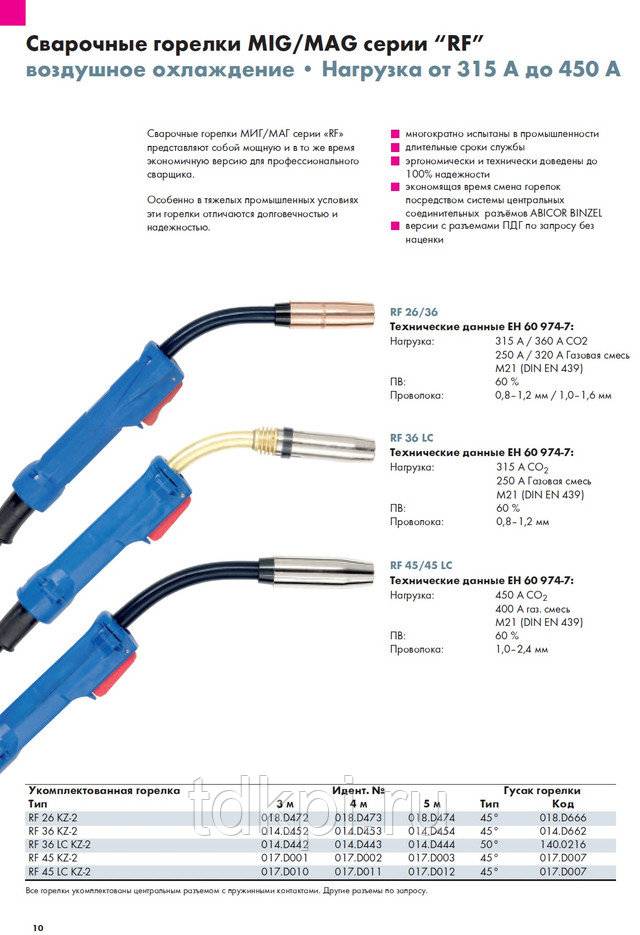
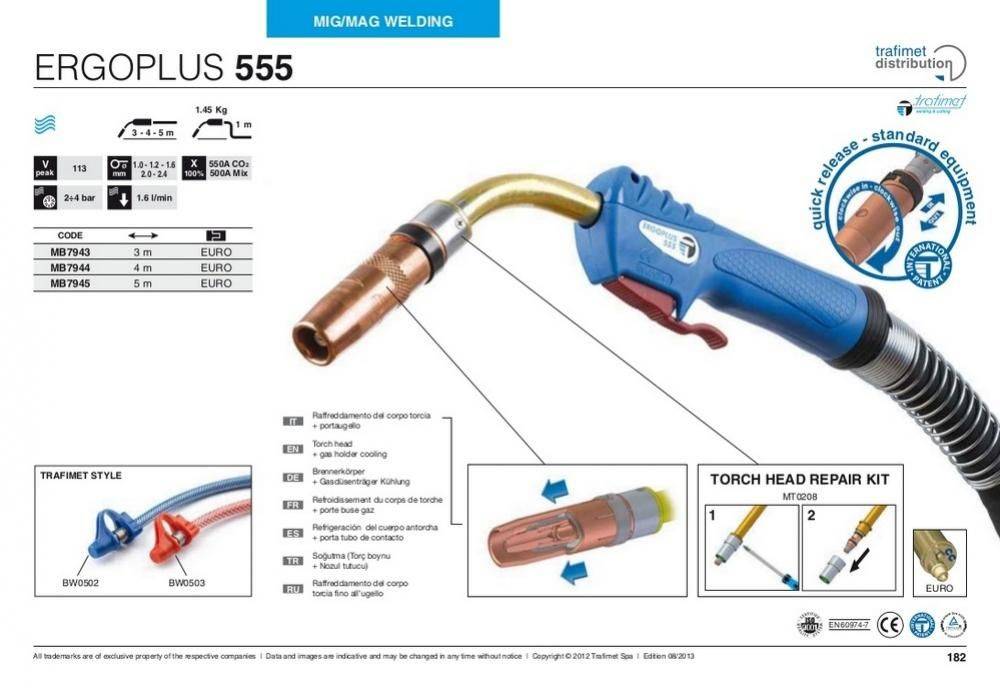
Горелка сварочная RF-36/LC
Сварочные горелки типа RF- специальная разработка для российского рынка без сложных составляющих. Отличаются повышенной надежностью и удобностью в эксплуатации. Сварочные горелки имеют естественный тип охлаждения, надежную конструкцию, эргономичную рукоятку, что требуется для безупречной работы на различных сварочных операциях. Модификации горелок могут оборудоваться различными мундштуками и разъемами. Длина горелок 3 метра. Возможна поставка горелок длиной 4 и 5 метров и большей длины под заказ. По специальному заказу могут быть поставлены любые горелки для полу-автоматической сварки с разъемами “евро”, “ПДГ-508”, “А-547”. |
Принцип действия, технология и классификация
Как и при любой другой сварной технологии, полуавтоматическая сварка соединяет металлический заготовки посредством временного расплавления, а затем застывания и образования единой конструкции контактирующих поверхностей. Однако основным рабочим элементом в данном случае выступает не электрод, а проволока. Она подается прямо через сопло горелки.

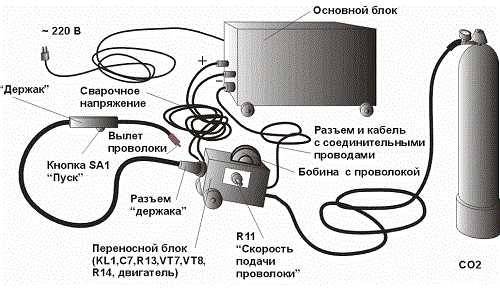
Чтобы понимать, как правильно варить полуавтоматом, советую изучить устройство аппарата. Независимо от модификации и бренда в его состав входят следующие основные части:
- Корпус аппарата. В нем размещаются основные элементы – источник электропитания постоянного тока (инверторный или простой выпрямитель), регуляторы тока, выходы, механизм подачи проволоки с катушки.
- Горелка с рукояткой, регулятором режимов работы и кабелем, через которую подается проволока, газ, а в некоторых моделях и охлаждающая жидкость.
- Электроподающие проводники – прямой, подсоединяемый к проволоке, и обратный, подаваемый на заготовку.

Система подачи газа – баллон (магистраль), шланг, редуктор с вентилем и манометром.
Принцип его работы сводится к созданию сварочной ванны в месте контакта непрерывно подаваемой проволоки с краями соединяемых металлических заготовок. В зависимости от того, что и в каких условиях будет свариваться, технология сварки полуавтоматом различается на следующие виды:
- В углекислом газе.
- В инертной среде.
- Без защиты – с помощью специальной проволоки, когда флюс находится в защитной оболочке.

Классификация аппаратов, плюсы и минусы
Для того, чтобы начинающему сварщику точно определить, какой вид полуавтомата потребуется для сварки в конкретных условиях, также рекомендую ознакомиться с классификацией аппаратов. Разделяются они по следующим признакам:
- Типу корпуса. Существуют 1-корпусные модели, в которых основные части находятся вместе, и 2-корпусные – в них горелка, устройство подачи проволоки и модуль управления расположены в одном блоке, а источник электропитания с регуляторами – отдельно.
- Материалу проволоки. Одни экземпляры способы работать только на алюминии, другие на стали. Однако есть также универсальные модели.
- Защите шва. В одном случае используются инертные газы, в другом – порошковая проволока, которая, кстати, также нуждается в защитной атмосфере, в третьем – флюс. Бывают также универсальные модели.
- Возможности транспортировки. Есть агрегаты стационарные, есть – мобильные, более легкие со специальными роликами, а также просто переносные.
- Количеству фаз электросети. 1-фазные модели работают от сети 220 В, 3-фазные, соответственно, обладают большей мощностью и требуют подключения к 3-м фазам на 380 В.

Механизму подачи проволоки. Подразделяются на толкающие и тянущие. Привод в последнем случае размещается в рукоятке. Также существуют гибридные модели.
Сварка металлоконструкций полуавтоматом обладает следующими плюсами:
- Удобство применения, легкость освоения техники.
- Высокая скорость обработки.
- Наименьший дефект сварного шва.
- Создание шва в любом направлении.
- Возможность сварки неочищенной поверхности.
- Формирование соединения высокого качества.
- Минимизация отходов.
- Сохранение эстетических характеристик изделия – благодаря тонкому аккуратному шву.
- Защита цинкового покрытия при использовании медной проволоки.
Недостаток проявляется в подверженности инертной газовой атмосферы сквознякам.

Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, – это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.

Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Как выбрать
Выбирая горелку для сварочного полуавтомата нужно прежде всего учитывать тип планируемых работ и их длительность. Если работа предполагается непродолжительная и в простых условиях, то излишним будет приобретать дорогостоящие полупрофессиональные и профессиональные модели.
 По этим же причинам не стоит выбирать и варианты горелки для сварочного полуавтомата большой длины с евроразъемом. Они окажутся не так удобны как ожидалось и окупятся весьма нескоро. Плюс стоимость неизбежно заменяемых деталей такой горелки превышает в несколько раз цену аналогичных для штекерных и более компактных вариантов.
По этим же причинам не стоит выбирать и варианты горелки для сварочного полуавтомата большой длины с евроразъемом. Они окажутся не так удобны как ожидалось и окупятся весьма нескоро. Плюс стоимость неизбежно заменяемых деталей такой горелки превышает в несколько раз цену аналогичных для штекерных и более компактных вариантов.
Кроме описанных выше следует учитывать и другие факторы, влияющие на работу со сварочным полуавтоматом:
Возможный вес устройства — если работа предполагается стационарно в оборудованной мастерской или цехе, то данный показатель не критичен. В случае же эксплуатации в мобильном варианте и стесненных условиях — вес должен быть минимальным как самого аппарата, так и горелки.
Габаритные размеры — не стоит гнаться за большой длиной сварочного рукава. Он должен соответствовать задачам и месту работы. При избыточной длине возможны трудности с его размещением и сохранением целостности.
Прочность и износостойкость — как процесс самой сварки, так и сопутствующие ему операции с металлом могут привести к повреждению сварочной горелки (чаще всего ее части — сварочного рукава). Это нужно учитывать при выборе модели.
Если работа будет вестись в агрессивных условиях, то лишняя прочность горелке не помешает. Кроме того сама горелка должна осуществлять защиту сварщика от неизбежного нагрева и поражения электрическим током. Гибкость сварочного рукава не должна идти в разрез с его прочностью — даже при работе в стационарных условиях горелка весьма активно перемещается.
Удобство корпуса и крепления — чаще всего это называют эргономичностью. Нужно помнить, что сварщик работает горелкой не менее трех часов в день, а часто и по 4-5 часов. Все это время он держит горелку. От ее удобства зависит качество шва и количество времени затрачиваемого на сопутствующие операции — осмотр и очистка, смена прогоревших деталей.
При покупке сварочной горелки для полуавтоматов необходимо в обязательном порядке проверять наличие сертификационных документов. Иначе есть риск потерять не только средства, но и подвергнуть жизнь и здоровье сварщика серьезной опасности
Настройка потока защитного газа

Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Характерные особенности
Идущая в комплекте полуавтоматическая горелка — это, по сути, исполнительное изделие со сложной конструкцией, предназначенное для получения качественного шовного соединения под защитой газа. Относится такое оборудование к расходному классу, т. к. многие детали в конструкции имеют небольшой срок службы — при бережной эксплуатации средний срок службы не превышает 6 месяцев.
Основными отличиями является то, что в изделии присутствует индивидуальная система охлаждения, а также канал для подачи присадочной проволоки. С помощью такой горелки исполнитель может сваривать металлы в труднодоступных местах. Наконечники для горелок делаются из таких металлов или материалов как медь, вольфрам или бронза, сплав меди и графита.