Последовательность действий при ремонте
Любой ремонт начинается с очистки аппарата от пыли, масла, грязи. После этого проверяется целостность кабелей, шлангов, изоляции.
Неисправность электрической схемы
Ремонт электрической части начинается с проверки контактов.
Электросхема прозванивается полностью с помощью специальных приборов. Если обнаружена нерабочая деталь, она выпаивается и на ее место ставится новая. Обычно в техническом паспорте имеется схема и расходник – перечень используемых диодов, выпрямителей и других углов.
Слесарь 5 разряда по ремонту сварочного оборудования Тимофеичев Н.Г.: «Инверторы выпускаемые германскими и чешскими фирмами отличаются малыми размерами, прочностью и надежностью. Они имеют один недостаток. Все узлы расположены на одной плате. В случае выхода из строя одной детали, ее сложно заменить в домашних условиях. Следует ставить новую плату, которая составляет львиную долю стоимости аппарата. В основном такая электроника стоит на бытовом оборудовании. Если работы дома много, лучше брать полупрофессиональный полуавтомат с раздельными блоками управления».
Неисправность механизма подачи проволоки
Проволока может идти рывками, если канал для ее подачи уже стерся или ролики механизма подачи плохо прижимают ее. Неправильно подобранная вставка для наконечника может служить причиной рывков.
Отверстие должно точно соответствовать расходному материалу. При длине кабеля более 4 м следует использовать тянущий механизм или комбинированный. Канал выбирается с внутренним диаметром 4 мм.
Предварительный осмотр
Предварительный осмотр включает в себя очистку всех внутренних узлов, проверку целостности изоляции. Все контакты следует сразу очищать от окислов и хорошо закручивать. Нигде не должно быть четных пятен замыканий.
Диагностика неисправностей
Регулярный правильный уход за оборудованием и эксплуатация сварочного аппарата в соответствующих его характеристикам режимах обеспечит длительную его работу. Проще каждый месяц осматривать и при необходимости менять изоляцию, чем менять пробитые конденсаторы.
Важно! Раз в год аппарат следует разбирать полностью и очищать двигатель вентилятора, смазывать подшипники. При перемещении с холода в помещение, агрегат должен постоять 2 – 3 часа, согреться
Все расходники должны точно совпадать с указанными в паспорте
При перемещении с холода в помещение, агрегат должен постоять 2 – 3 часа, согреться. Все расходники должны точно совпадать с указанными в паспорте.
Некоторые особенности ремонта
Для хорошего полуавтомата производитель старается снабжать различными комплектующими, приспособлениями и запасными частями с минимальным рабочим ресурсом. При замене детали ее необходимо аккуратно выпаять и выбрать аналогичную, используя даташит список. В нем указаны все характеристики и разные обозначения одинаковых деталей.
Частота ремонта сварочного полуавтомата полностью зависит от условий его эксплуатации. При соблюдении основных требований и регулярном уходе, аппарат прослужит значительно дольше.
Лучшие дешевые полуавтоматы
Самые популярные марки — это «Ресанта», Aurora, Wester, «Сварог», «Барс», «Зубр», «Интерскол». На основании отзывов пользователей на профильных форумах и рейтингов лучших сварочных полуавтоматов, размещенных в интернете, был выбран ряд моделей, которые заслуживают особого внимания, а многими называются лучшими в своем ценовом диапазоне. Все аппараты инверторные, с возможностью ручной сварки покрытыми электродами, входное напряжение — 220 В. Порядок расположения — по убыванию цены.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Wester MIG-140i | 4.7 | 40÷140 | 55 | 0.6÷0.8 | 60 | 13.4 | 13 500 |
| Fubag Irmig 180 38608 | 7.0 | 30÷180 | 65 | 0.6÷1.0 | 60 | 12 | 20 000 |
| Сварог MIG 160 Real N24001 | 6.0 | 30÷160 | 60 | 0.6÷0.8 | 60 | 13 | 23 500 |
| Aurora Pro Overman 180 Mosfet | 4.7 | 30÷175 | 50 | 0.6÷1.0 | 60 | 21 | 25 500 |
| Ресанта САИПА-165 | 4.8 | 20÷160 | 65 | 0.6÷0.9 | 70 | 13.7 | 27 000 |
Гарантийный срок работы оборудования у оборудования Wester и «Сварог» составляет 60 месяцев, Fubag и Aurora — 24 месяца, «Ресанта» — всего 12 месяцев.
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить. Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла). Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Классификация
Сделать выбор рукава для газовой сварки будет проще, если заранее узнать, какие их типы существуют. Есть всего три вида, каждому соответствует свой класс:
- Первый класс пригодится для работы с пропаном, бутаном и ацетиленом, такой шланг выдержит давление не более 0,63 Мпа.
- Рукав для сварки второго класса пригодится для жидкого топлива, например, керосина или бензина, и даже растворителя white spirit.
- Третий класс позволяет полуавтомату работать только с одним газом — кислородом.
Чтобы шланги было легко отличить друг от друга, они окрашены в разные цвета. Первый класс всегда красный, второй — желтый, а третий — синий. Есть также четвертый, универсальный вид, его обозначают черным или любым другим, отличным от трех базовых, цветом.
 Разновидности рукавов для газовой сварки по ГОСТ 9356-75
Разновидности рукавов для газовой сварки по ГОСТ 9356-75
Ограничения есть и в условиях эксплуатации. Некоторые рукава для газовой сварки могут применяться при экстремальной температуре окружающей среды в +70 градусов, но при этом она не может оказаться ниже -35. Если предполагается работа в очень холодных климатических условиях, можно приобрести шланг для сварки, который сможет работать и при -55.
Виды сварочных шлангов
 В зависимости от класса используемого сварочного оборудования порядок транспортировки и организация подачи проволоки и смеси газов может существенно различаться.
В зависимости от класса используемого сварочного оборудования порядок транспортировки и организация подачи проволоки и смеси газов может существенно различаться.
Наряду с традиционным одноканальным способом типовые рукава (шланги) могут функционировать и по принципу параллельной подачи, при которой в одном коаксиальном кабеле обустраивается сразу несколько каналов.
Понятно, что такое устройство канала подачи компонентов и оснастки востребовано лишь при работе в режиме электросварки.
Во внутренних пространствах многоканального рукава могут прокладываться следующие элементы подачи:
- «плюс» подводящего кабеля, питающий сварочную дугу и идущий от трансформатора или инвертора (он заканчивается на токовом наконечнике, размещённом в газовой горелке);
- присадочная проволока, подаваемая под усилием по отдельному каналу;
- защитный газ с аргоновой составляющей, поступающий непосредственно в горелку и необходимый для ограничения доступа кислорода из внешнего окружения при работе с цветными металлами.
Помимо этого в таком сварочном рукаве могут прокладываться два специальных тонких провода, подключаемых к пусковой кнопке сварочного управляющего пульта.
Лучшие дорогие полуавтоматы
В этом ценовом сегменте можно выбрать полуавтомат ведущего мирового бренда, поскольку здесь, в основном, представлено профессиональное и полупрофессиональное сварочное оборудование. Пользуясь источниками российского интернета (обзоры, отзывы, рейтинги, профильные форумы) были выбраны лучшие модели в ценовой категории от 60 000 до 110 000 рублей.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0.6÷1.2 | 40 | 28 | 62 000 |
| ESAB Caddy Mig C200i | 5 | 30÷200 | 60 | 0.6÷1.2 | 45 | 11.5 | 75 000 |
| Bluweld Starmig 200 | 5.5 | 5÷200 | 0.6÷1.2 | 30 | 23 | 80 000 | |
| Кедр 8005048 | 23 | 500 | 75 | 1.0÷1.6 | 100 | 50 | 105 000 |
| Kemppi MinarcMig Evo 200 | 6.2 | 20÷200 | 75 | 0.6÷1.0 | 35 | 13 | 107 000 |
Как выбрать
Выбирая горелку для сварочного полуавтомата нужно прежде всего учитывать тип планируемых работ и их длительность. Если работа предполагается непродолжительная и в простых условиях, то излишним будет приобретать дорогостоящие полупрофессиональные и профессиональные модели.
По этим же причинам не стоит выбирать и варианты горелки для сварочного полуавтомата большой длины с евроразъемом. Они окажутся не так удобны как ожидалось и окупятся весьма нескоро. Плюс стоимость неизбежно заменяемых деталей такой горелки превышает в несколько раз цену аналогичных для штекерных и более компактных вариантов.
Кроме описанных выше следует учитывать и другие факторы, влияющие на работу со сварочным полуавтоматом:
Возможный вес устройства — если работа предполагается стационарно в оборудованной мастерской или цехе, то данный показатель не критичен. В случае же эксплуатации в мобильном варианте и стесненных условиях — вес должен быть минимальным как самого аппарата, так и горелки.
Габаритные размеры — не стоит гнаться за большой длиной сварочного рукава. Он должен соответствовать задачам и месту работы. При избыточной длине возможны трудности с его размещением и сохранением целостности.









Прочность и износостойкость — как процесс самой сварки, так и сопутствующие ему операции с металлом могут привести к повреждению сварочной горелки (чаще всего ее части — сварочного рукава). Это нужно учитывать при выборе модели.
Если работа будет вестись в агрессивных условиях, то лишняя прочность горелке не помешает. Кроме того сама горелка должна осуществлять защиту сварщика от неизбежного нагрева и поражения электрическим током. Гибкость сварочного рукава не должна идти в разрез с его прочностью — даже при работе в стационарных условиях горелка весьма активно перемещается.
Удобство корпуса и крепления — чаще всего это называют эргономичностью. Нужно помнить, что сварщик работает горелкой не менее трех часов в день, а часто и по 4-5 часов. Все это время он держит горелку. От ее удобства зависит качество шва и количество времени затрачиваемого на сопутствующие операции — осмотр и очистка, смена прогоревших деталей.
При покупке сварочной горелки для полуавтоматов необходимо в обязательном порядке проверять наличие сертификационных документов. Иначе есть риск потерять не только средства, но и подвергнуть жизнь и здоровье сварщика серьезной опасности
Устройство сварочного аппарата
Конструкция агрегата не зависит от сферы использования. Устройство сварочного полуавтомата содержит:
- блок питания с управляющим модулем, индикаторной панелью, ручками для настройки;
- рукав для подачи расходного материала, газа и электричества (сварочный шланг);
- баллон с защитным газом;
- сварочную горелку.
Конструкция сварочного полуавтомата.
Питание полуавтомата
Большинство аппаратов работает с постоянным током. В качестве питающего блока используется инвертор или выпрямитель. Последний отличается низкой стоимостью, большими размерами. Диапазоны регулировки ограничены, часто возникают проблемы с пульсациями. Инверторы дороже, однако они не имеют недостатков. Устройства помогают получать нужные для разных режимов сварки параметры тока. Имеется регулирующий индуктивность автомат.
Сварочный рукав
Так называют компонент, который подает в обрабатываемую область газ, расходный материал, ток. Один конец подключается к аппарату, второй – к горелке. Сварочный рукав имеет вид гибкой трубки, в центральной части которой находится канал для вывода проволоки. Он окружен трубками подачи газа и воды для охлаждения, силовыми кабелями и проводами управляющей системы.
Сварочный рукав предназначен для работы с кислородом.
К сварочному рукаву предъявляют повышенные требования. Компонент считается дорогим, его длина влияет на стоимость полуавтомата. От параметров шланга зависят возможности аппарата при работе со сложными конструкциями.
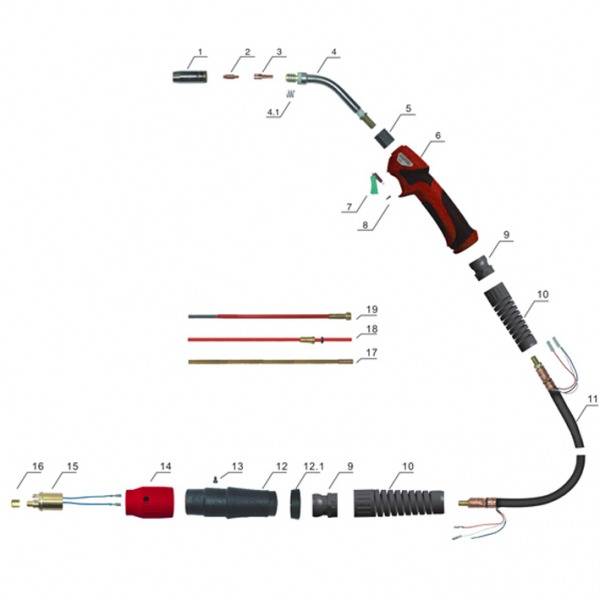
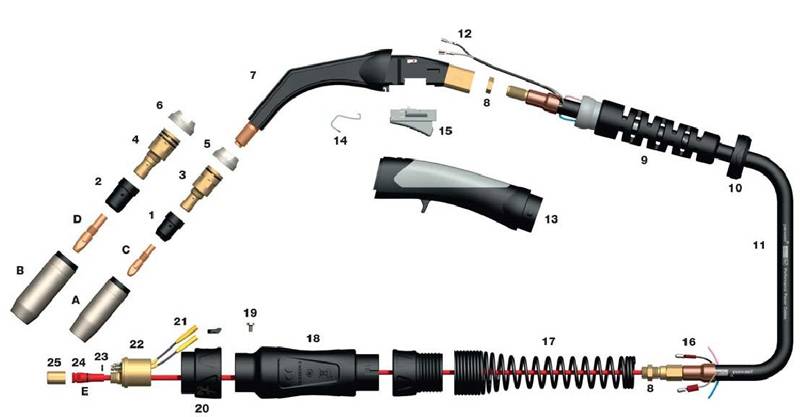
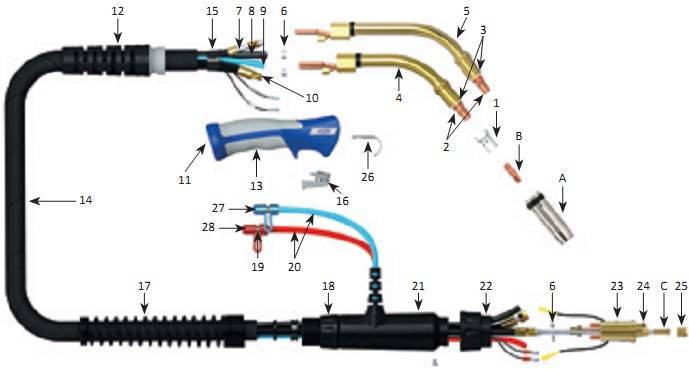
Горелка аппарата
Это основной инструмент, с использованием которого мастер формирует шов. Горелку подключают к кабель-шлангу, выводя в нее все трубки, провода, подсоединенные к основному блоку полуавтомата сварочного. Элемент состоит из направляющего канала и рукоятки. Последняя снабжена регулятором режимов. На конце шланга находятся рассеиватель газа, насадка для вывода проволоки. По принципу работы с расходным материалом горелки классифицируют на:
- Устройства для толкателя. Собственный привод у горелки отсутствует. Движение проволоки обеспечивается механизмом, расположенным в главном блоке аппарата.
- Приводные со встроенным механизмом. Характер работы не отличается от такового у предыдущего типа горелок.
- Комбинированные, с тянущим и толкающим механизмами. Один из них встраивается в горелку, другой – в корпус полуавтомата.
Съемным является и сопло, выбираемое с учетом режима сварки.
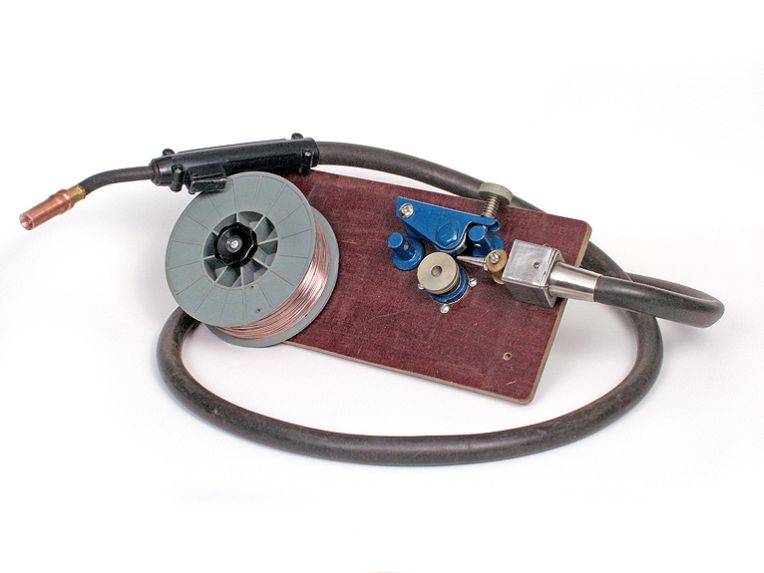
Механизм подачи проволоки
Расходный материал наматывается на бобины разного размера. Механизм подачи состоит из установочного блока со стабилизатором размотки, роликового устройства. Последние снабжены канавками нужного диаметра. Вращение подающего механизма обеспечивается двигателем, работающим совместно с контроллером. Прижим и натяжение регулируют вручную. Подающие устройства бывают с 2 или 4 роликами. Последние используют совместно с порошковыми и мягкими проволоками.
Механизм подачи проволоки состоит из установочного блока.
Устройство
Итак, рукав для сварочного полуавтомата состоит из резиновой оболочки. Под ней находится достаточно сложная начинка. Так как для полуавтоматической сварки необходима специальная проволока, то в сварочном рукаве находится сложная система. Она представляет собой направляющий канал, подающую спираль. Также внутри может быть трубка из тефлона. У фирм, что производят комплектующие для сварки, может быть разное устройство рукава сварочного полуавтомата.

Также для процесса работ необходимо наличие защитного газа. Для подачи его используется отдельный шланг. В зависимости от того, какой марки и модели аппарат, процесс транспортировки и подачи в зону работы проволоки и газа может различаться. Вместе с коаксиальным существует и параллельный тип.
Внутри рукава также проходит положительный силовой кабель от сварочного к трансформатору. Этот шнур идет к токовому наконечнику, расположенному на горелке. Также имеется два тонких провода. Они подключены к пусковой кнопке.
Эксплуатационные характеристики
Для начального знакомства с вопросом давайте рассмотрим некоторые характеристики рукава, который классифицируется согласно ГОСТу– 9356-75 («Рукава резиновые для газовой сварки и резки металлов»). Документ этот устанавливает критерии и свойства, необходимые изделию.

Маркировка рукава, проставленная по всей длине шланга, устанавливает класс изделия, а также внутренний диаметр и расчетное рабочее давление. Рукава имеют также назначение по климатической зоне.
Классы имеют различное цветовое обозначение (цветная полоса). Так, красным маркируется шланг для подачи пропана, ацетилена и бутана – при рабочем давлении 0,63МПа. Синим цветом выделяются шланги для подачи кислорода (давление2-4 МПа).
Еще одна особенность рукавов – пригодность для работы в различных температурных зонах. Так, одни рассчитаны на работу в пределах перепадов от минус 35 до плюс 70 градусов (по Цельсию). Другие способны выдерживать более сильные морозы – до минус 55. Эти
Если рукава, предназначенные для теплого климата, имеют маркировку по ГОСТу 14892-69, то для холодного соответственно промаркированы по ГОСТу 15162-69.
Как выбрать?
Итак, вы знаете, какие бывают шланги для газовой сварки и резки
Но на что еще обратить внимание при выборе рукава? Какие параметры не указаны в маркировке? Мы дадим несколько простых рекомендаций, которые помогут вам в выборе подходящего шланга
Перед покупкой проверьте, насколько рукав гибок и прочен. Он должен быть достаточно эластичным и не деформироваться при малейшем скручивании. Разумеется, не нужно вязать узлы из шланга. Просто оцените, насколько качественно он сделан и нет ли заводских дефектов. Любой приобретенный вами рукав для газовой сварки должен быть достаточно эластичным и не иметь трещин, отверстий и т.д.
По нашему опыту, чаще всего сварщики ищут сварочный рукав для полуавтомата, чтобы варить в среде аргона. Сразу скажем, что для таких случаев отлично подходит шланг первого класса (он окрашен в красный цвет). Что касается длины кабеля, то она может достигать 4.5 метра. Но мы не рекомендуем покупать такие длинные рукава. Они часто скручиваются и недостаточно эффективны в работе. Оптимальная длина шлангов для газовой сварки и резки — около 2-2.5 метров.
Пара слов о применении и хранении. Следите, чтобы шланги не пережимались и не скручивались. Как в работе, так и при хранении. Пусть рукава лежат в чистом и сухом месте, закрытом от пыли. С виду шланги могут быть достаточно прочными, но их оболочка не всегда способна противостоять влаге, грязи и тем более искрам.
Вот и все, что вам нужно знать о выборе и хранении шлангов. Учитывайте, что сварочные рукава это такие же комплектующие, как и горелка, например. Они так же нуждаются в своевременной замене. Не нужно эксплуатировать один кабель годами, а затем удивляться, почему вы не получаете необходимый вам результат.
Общая информация
Рукав сварочный — это приспособление, используемое для подачи технического (не путать с защитным) газа к сварочной горелке или резаку. В качестве технического газа возможно применение ацетилена, кислорода, пропана и бутана. С помощью рукава газ может подаваться под высоким давлением или в жидком виде.
Также сварочный рукав понадобится вам, если вы используете сварочный полуавтомат в связке с защитным газом. Например, углекислотой, аргоном или различными смесями. В таком случае рукав служит для подачи газа в зону сварки для ее защиты от окисления.
Рукава для газовой резки и сварки, выпускаемые производителями, состоят из нескольких слоев. Их может быть от двух до бесконечности, в зависимости от технологии производителя. По умолчанию есть внутренний слой, который контактирует с газом, и наружный. Цвет наружного слоя может отличаться в зависимости от назначения шланга. Да, существуют различные типы шлангов для выполнения разных работ. Подробнее об этом далее.
Расходный материал
Рукав для сварочного полуавтомата является расходным материалом, а точнее, спираль, отвечающая за подачу проволоки. Также эту деталь называют каналом для подачи, направляющим элементом.









В качестве материалов для ее производства используется проволока либо лента из стали. Однако, последняя может изготавливаться и из пластика. Проволока или же лента наматываются в виде спирали. Далее она покрывается снаружи изоляционными материалами. Из-за того, что проволока постоянно трется о внутреннюю поверхность рукава, то внутренние элементы активно изнашиваются. Этому также способствует пыль и грязь, попадающая внутрь вместе с проволокой. Особенно активному износу подвержен канал, если работа ведется алюминиевой проволокой. Для работ с алюминиевым материалом применяют тефлоновые трубки.
Эти направляющие каналы являются «расходниками», которые необходимо периодически менять. Также замене подлежит и газовый шланг. Он подвержен разрывам.
Особенности выбора
 Перед выбором сварочного рукава следует вспомнить о том, что особо активный износ подающего канала наблюдается при работе с цветными металлами (и с алюминиевой проволокой, в частности). Именно в этом случае внутренние полости шлангов упрочняются тефлоновой трубкой, значительно повышающей их износостойкость при сварке любого цветного металла.
Перед выбором сварочного рукава следует вспомнить о том, что особо активный износ подающего канала наблюдается при работе с цветными металлами (и с алюминиевой проволокой, в частности). Именно в этом случае внутренние полости шлангов упрочняются тефлоновой трубкой, значительно повышающей их износостойкость при сварке любого цветного металла.
При оценке предложений отечественного рынка и цен на этот расходный материал, следует исходить из того, что стоимость универсального рукава, оснащённого горелкой, варьируется, начиная от 1,5 тысяч рублей. При этом отдельные каналы для подачи присадочной проволоки в среднем обходятся покупателю примерно в 200-400 рублей.
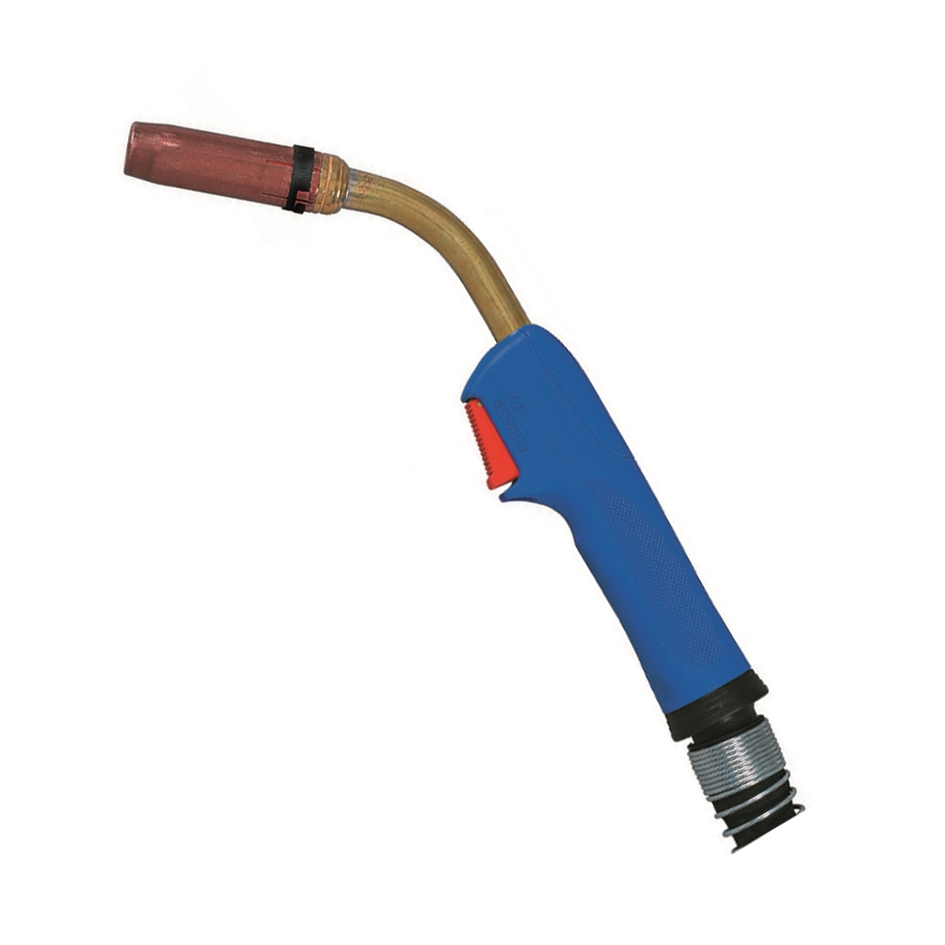
Горелка сварочная MF-50W
Горелка сварочная MF-50W предназначена для полуавтоматической и автоматической дуговой сварки при ПВ=100% плавящимся электродом (проволокой) диаметром 1,0-1,6 мм при токе до 500А в среде защитного газа СО2 и при токе до 450А в смеси газов Ar-CO2. Возможна сварка сплошной проволокой диаметром 0,8 мм, порошковой и самозащитной проволоками диаметром 2,4 мм. |
- Горелка для полуавтоматической сварки GT-501D 3/5м
- Горелка сварочная ABIMIG-150
- Горелка сварочная ABIMIG-200
- Горелка сварочная ABIMIG-250
- Горелка сварочная ABIMIG-300
- Горелка сварочная ABIMIG-350
- Горелка сварочная ABIMIG-450
- Горелка сварочная ABIMIG-452
- Горелка сварочная ABIMIG-535
- Горелка сварочная ABIMIG-645
- Горелка для полуавтоматической сварки GT-25AK 3/5м
- Горелка для полуавтоматической сварки GT-36KD 3м
- Горелка для полуавтоматической сварки GT-45 3/5м
- Горелка для полуавтоматической сварки GT-15AK 3/5м
- Горелка для полуавтоматической сварки GT-61GD 3/5м
- Горелка сварочная А-1231-5-02
- Горелка сварочная А-1231-5-03
- Горелка сварочная А-1231-5-Г3C
- Горелка сварочная А-1231-5-Ф2
- Горелка сварочная А-1231-5Г2С
- Горелка сварочная АГНИ-03М
- Горелка сварочная АГНИ-03/07М
- Горелка сварочная АГНИ-07МУ
- Горелка сварочная АГНИ-12М
- Горелка сварочная АГНИ-25
- Горелка сварочная ГДПГ-305
- Горелка сварочная ГС-250
- Горелка сварочная MF-25
- Горелка сварочная MF-15
- Горелка сварочная MF-36
- Горелка сварочная MF-40
- Горелка сварочная MF-50W
- Горелка сварочная MF-60W
- Горелка сварочная MF-61
- Горелка сварочная MF-61 GD
- Горелка сварочная MF-450
- Горелка сварочная RF-36/LC
- Горелка сварочная RF-45
- Горелка сварочная SR-17
- Горелка сварочная SR-18
- Горелка сварочная SRT-18
- Горелка сварочная SRT-20
- Горелка сварочная SR-24W
- Горелка сварочная SR-26
- Горелка сварочная SRT-26
- Горелка сварочная АWF-12W
- Горелка сварочная WPF-12W
- Запчасти и принадлежности к аргонодуговым горелкам
- Запчасти и принадлежности к полуавтоматическим горелкам
Как подобрать газовую горелку и сварочный рукав для полуавтомата
При выборе модели, учитывайте следующие шесть факторов.
Предел максимального сварочного тока
Этот параметр должен соответствовать характеристикам аппарата. Если у Вас полуавтомат выдает 300 А, то и показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такую величину, но это ограничит возможности аппарата.
Длина рукава
Длинна рукава бывает от 2 до 8 м. Чем шланг-пакет больше, тем маневреннее сварщик. Но в таком случае требуется надежный четырехроликовый механизм подачи.
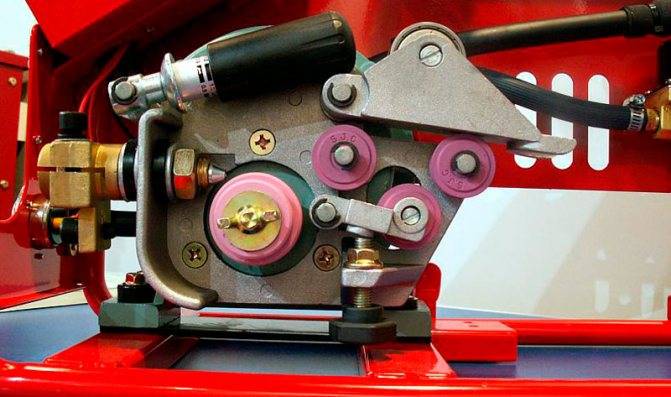
Четырёхроликовый механизм подачи проволоки полуавтомата.
Еще важно следить, чтобы канал не закручивался, иначе проволока начнет «буксовать». Для работы в гараже или во дворе частного дома хватит 2-3м
В цеху желательно иметь запас в 4-5 м.
Метод охлаждения
Если Вы собираете каркасы теплиц, беседки, двери, ворота, то много времени уходит на подготовку деталей, зачистку, обрезку. Длина швов в таких конструкциях не превышает 10 см. Здесь достаточно горелки с воздушным типом охлаждения, которая будет успевать остывать, пока ведутся другие работы. При непрерывной сварке с длинными швами, нужно водяное охлаждение, иначе будет страдать производительность.
Разъем для подключения горелки
Бывают невстраиваемые горелки, которые невозможно отсоединить от аппарата. В случае раздельного исполнения используется чаще всего разъем EURO, который маркируют еще KZ-2. Если у Вас полуавтомат с таким входом, то Вам подойдет любая горелка с Евро-штекером.

Евро разъем для подключения горелки к полуавтомату.
На некоторых моделях встречается разъем PDG-309. Тогда необходимо искать именно такое обозначение для замены оснастки.

Разъем PDG 309.
Тип и размер канала для проволоки
Тип канала бывает стальной и тефлоновый. Первый используется для цельной и полой проволоки при сварке нержавейки и черного металла. Второй подходит для заправки алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала подбирается исходя из сечения проволоки и бывает 0.6-1.6 мм.
Эргономика
Чем естественней горелка ложится в руку, тем меньше сварщик будет уставать при продолжительной работе. Для этого на рукоятке должны быть вырезы, кнопка пуска должна располагаться снизу и точно под указательным пальцем, расширение спереди предназначено для предотвращения выскальзывания. Резиновые вставки содействуют прочному обхвату.

Эргономичная рукоятка сварочной горелки для полуавтомата.
Как выбрать при покупке?
С цветами и маркерами разобрались, осталось понять, каковы основные правила выбора сварочного рукава для полуавтомата. В первую очередь, нужно постараться купить шланг, подходящий под модель устройства. Но если это невозможно, подбирается наиболее близкий и качественный аналог.
Сначала обращают внимание на цвет рукава для сварки, который сигнализирует о его классе. Далее обращают внимание на длину
Здесь советуют не брать шланг больше 2-2,5 метров, так как с ним будет сложнее управляться и он склонен перекручиваться.
Также при выборе нужно знать диаметр проволоки в рукаве для сварки. Чаще всего размер стандартный — 0,6-1,6 мм, но иногда встречаются другие параметры, к примеру, 0,2-0,6 мм.
Условия сварки тоже важны. На маркировке всегда есть отметка, подходит ли шланг для использования при очень низких температурах.
И последнее, на что всегда обращается внимание — внешние дефекты. Никаких повреждений или трещин быть не должно, рукав для сварки должен легко гнуться и возвращаться в исходное состояние
Выбор комплектного рукава для горелки или пистолета потребует учета таких критериев, как:
- Удобство формы.
- Изгиб шеек, чтобы получить доступ с разных положений.
- Параметры проводящих мундштуков.
- Наличие пружинных штырьков.
- Разъемы. Они должны быть подходящими, хотя по большей части все имеют универсальный стандарт KZ-2.
Расходный материал
Рукав для сварочного полуавтомата является расходным материалом, а точнее, спираль, отвечающая за подачу проволоки. Также эту деталь называют каналом для подачи, направляющим элементом.

В качестве материалов для ее производства используется проволока либо лента из стали. Однако, последняя может изготавливаться и из пластика. Проволока или же лента наматываются в виде спирали. Далее она покрывается снаружи изоляционными материалами.





Из-за того, что проволока постоянно трется о внутреннюю поверхность рукава, то внутренние элементы активно изнашиваются. Этому также способствует пыль и грязь, попадающая внутрь вместе с проволокой. Особенно активному износу подвержен канал, если работа ведется алюминиевой проволокой. Для работ с алюминиевым материалом применяют тефлоновые трубки.
Эти направляющие каналы являются «расходниками», которые необходимо периодически менять. Также замене подлежит и газовый шланг. Он подвержен разрывам.
Разновидности газовых горелок
Горелки для полуавтомата отличаются прежде всего по разрешенной максимальной силе тока. От этого зависит какую толщину металла получится ими сваривать (в сочетании с мощностью полуавтомата). Есть бытовые горелки и полупрофессиональные с показателем 150-180 А. Далее идут аксессуары на 200-250 А. На серьезных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
Еще бывают горелки для работы за сварочным столом (сварочный рукав для полуавтомата короткий — 2-3 м), и горелки для сборки объемных конструкций в цеху (длина шланг-пакета 4-5 м).
Последнее различие составляет вид охлаждения, который бывает воздушным и жидкостным. В первом случае тепло уходит в воздух, а изнутри дополнительно выполняется продувка газом. Во втором случае в горелке предусмотрен канал подачи и обратки для циркуляции жидкости, которая осуществляется от помпы.

Горелка с водяным охлаждением.
Тип охлаждения влияет на продолжительность работы и стоимость товара.
Сила тока

Все предельно просто. Достаточно запомнить максимальную силу тока сварочного устройства и рассматривать для выбора горелки с приблизительно равным показателем.
Приведем простой пример из возможных вариантов от FUBAG. Если у вас полуавтомат FUBAG IRMIG 200 SYN, вам лучше всего взять горелку с запасом – FB 250. Но есть и такие варианты, где стоит немного уступить в меньшую сторону. Например, для FUBAG IRMIG 160 рекомендуемый выбор горелки на 150 А (FB 150).
Более подробно увидеть возможные сочетания можно в таблице рекомендаций:
| Горелка MIG-MAG | Свар. ток при ПВ 60%, в среде CO2, А | Свар. ток при ПВ 60%, в среде Ar80% + CO2 20%, А | Диаметр проволоки, мм | Подходит к аппаратам |
| FB 150 / воздушное охлаждение | 180 | 150 | 0,6 – 1,0 | IRMIG 160 / IRMIG SYN 160 Аппараты других производителей с силой тока до 160А. |
| FB 250 / воздушное охлаждение | 230 | 200 | 0,8 – 1,2 | IRMIG 180 / 200 IRMIG SYN 180 /200 INMIG 200 PLUS/200 SYN LCD / 250 T Аппараты других производителей с силой тока до 200 А. |
| FB 350 / воздушное охлаждение | 340 | 290 | 0,8 – 1,2 | INMIG 315 / 350 T DG Аппараты других производителей с силой тока до 300 . |
| FB 400 / воздушное охлаждение | 400 | 340 | 0.6-1.0 | INMIG 400 T DG Аппараты других производителей с силой тока до 400 А. |
| FB 500 / жидкостное охлаждение | 500 | 450 | 0.6-1.0 | INMIG 500 DW SYN / 500 DW SYN PULSE Аппараты других производителей с силой тока до 500 А. |