Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты
Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности
Особенности производства, свойства алюминиевых труб
Трубопрокаты из алюминия производят разными способами
К ним относят:
1.прессование из алюминиевых заготовок с помощью круглого сечения.
2.холодное деформирование: прошивка, калибровка, вытяжка.
3.в основе метода принцип проката стальных изделий из листа или штрипса: сварочный метод
Технология производства позволяет изготавливать изделия эконом класса с высоким качеством. Особенностью материала считается малый вес. Плотность алюминия свыше трех раз меньше, нежели стали: 2.7 к 7.85 т / м3.
К недостаткам относят низкий уровень прочности. Зато материал легко деформировать, при этом его основные свойства не изменятся. Высокий показатель пластичности разрешает выполнять идеи из сложных инженерных решений. Трубопрокаты часто изготавливаются из различных сплавов алюминия и магния, алюминия и меди, алюминия и цинка. Данные металлы имеют высокую прочность, но отличаются переносимостью к силовым воздействиям.
Внимание! Трубы легко транспортировать, потому что легкие. Изделия имеют доступную цену, их монтаж отличается легкостью
Где применяют алюминиевые изделия
Алюминиевые изделия не нуждаются в обслуживании. Трубопрокаты имеют много положительных качеств, поэтому их применяют в строительной сфере, промышленности:
1.с помощью изделий производят мебель, оборудование для рекламы, торговли.
2.из изделий изготавливают беседки, перилла, оградки, прочие детали, необходимые для хозяйства в частном доме.
3.изделия применимы для сельского хозяйства. Высокий уровень сопротивляемости образованию коррозии, износостойкости позволяют применять алюминиевые трубы для обустройства дренажа. Сельхоз растения тоже не влияют негативно на алюминий.
4.при строительстве навесных фасадов применяют гнутые трубы.
5.буровые вышки имеют в своем составе алюминиевые детали. Изделия имеют высокую пропускную способность, поэтому в системах не появляются заторы. Алюминиевый материал способен выдерживать агрессивную среду углеводорода.
6.с помощью труб прокладывают канализационные коммуникации. Среда сточных вод не разлагает алюминиевые изделия.
7.изделия устанавливают в системах вентиляции, потому что они легко деформируются, режутся с помощью болгарки.
8.в качестве декораций в виде решеток, каркасов для витрин, обшивки стен.
Внимание! Из-за эстетичного внешнего вида изделия из алюминиевого материала применяют, чтобы создавать предметы для интерьера
Металлопластиковые трубы
Такие трубы гораздо эффективнее справляются с перепадами температур, отлично подходят для горячего водоснабжения, отопления и не подвергаются морозам. В состав труб входят два материала, они в соединении обеспечивают изделиям прочность и долговечность.

Метод изготовления представляет прослойку пластика и тонких листов металла. Несмотря на возможность выдерживать высокие температуры трубы хрупкие и при сильном физическом воздействии повреждаются.

Следует обратить внимание, что по составу пластиковые трубы делятся на два основных типа: полиэтиленовые и поливинилхлоридные.

Первые в составе имеют различные виды полиэтилена, выдерживают давление и высокие температуры.
Вторые – изготовлены из поливинилхлорида, благодаря этому прочны и устойчивы к смене температур, но не используются для воды, поскольку хлорид имеет свойство вымываться из труб и попадать в вещество, следовательно, и в организм человека.
Особенности наиболее популярных методов гибки труб
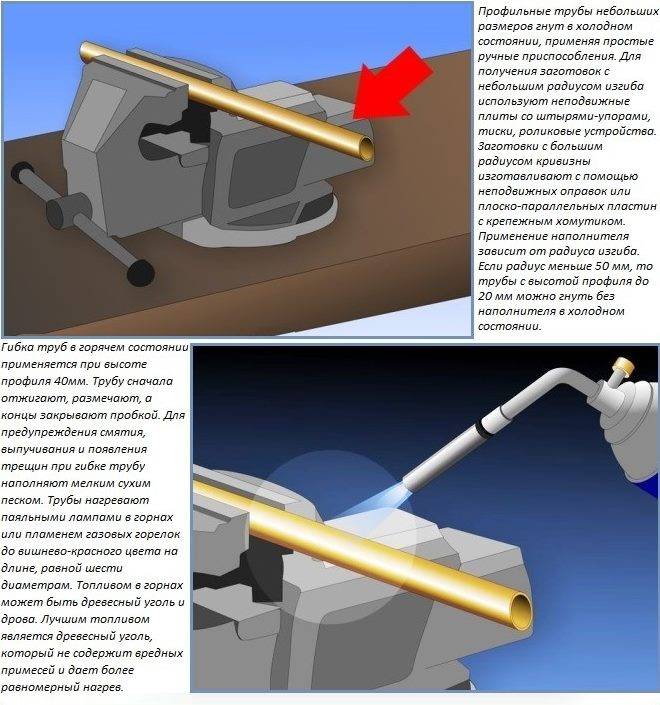
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
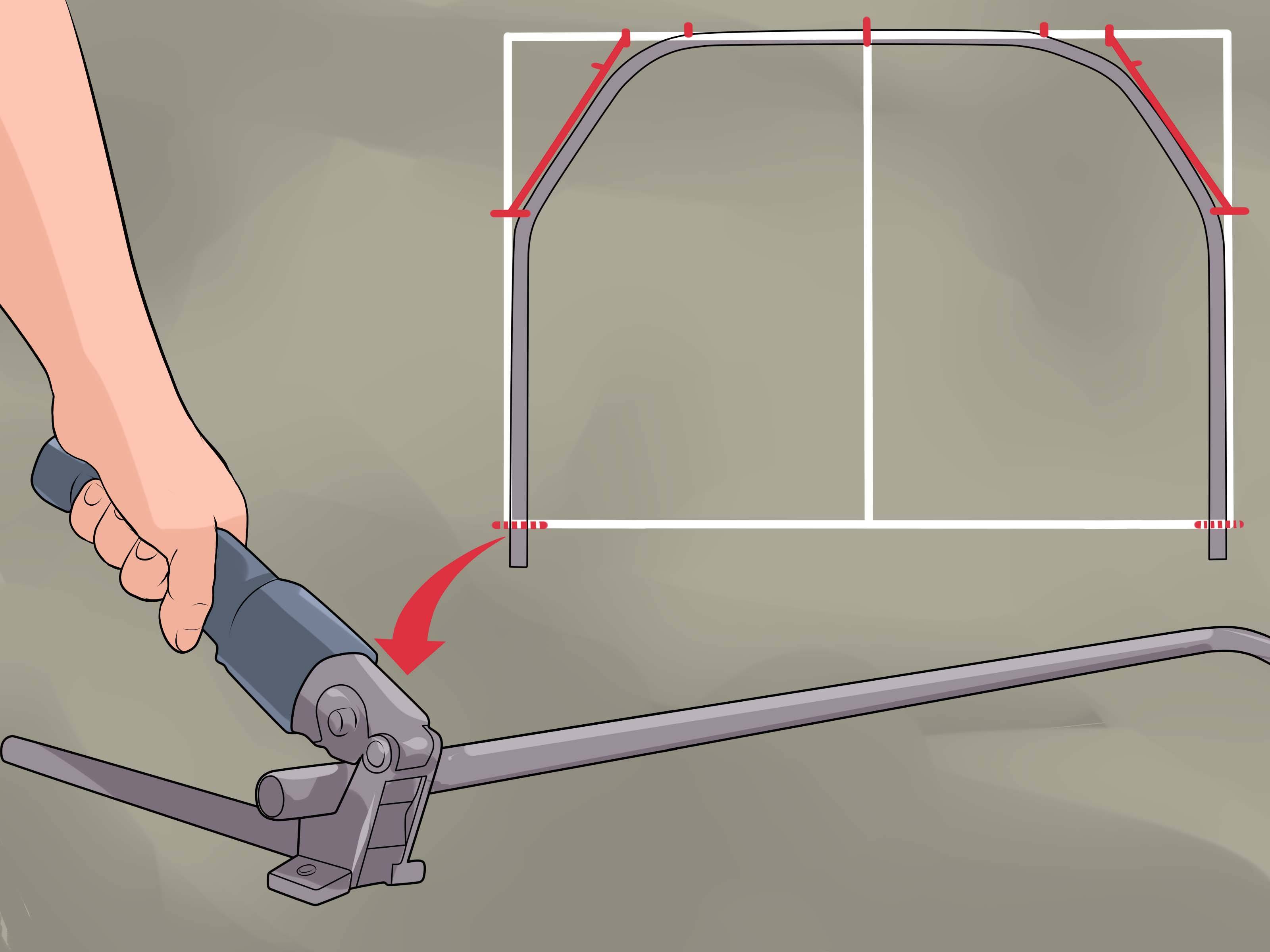
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания. Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения. Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Особенности полиэтилена низкого давления
Из полиэтилена низкого давления ( ПНД или HDPE ) изготавливаются трубопроводы 2х видов:

- Напорные ( для газо- и водоснабжения).
- Безнапорные ( для системы канализации).
Металлические изделия уступают место трубам из полиэтилена в силу его особенностей:
- непрозрачен в толстом слое;
- не разрушается биологическими микроорганизмами;
- устойчив к воздействию ( до +60оС) водных растворов солей, кислот и щелочей;
- прочный;
- эластичный ( хорошо гнется, устойчив к растяжению и сжатию);
- не поддается коррозии;
- долговечный ( от 50 до 80 лет в эксплуатации);
- маленький вес.
Трубы из ПНД:
- практически не засоряются;
- легко монтируются;
- дешевле металлических.
Радиус изгиба
В основном, трубу сгибают на стандартные углы 90о, 60о, 45о,30о, но по необходимости можно задать любой радиус изгиба трубы ПНД, не превышающий 90о.
Температура плавления
При температуре +80оС полиэтилен низкого давления размягчается, а температура плавления его: от +130о С до +137о С. Именно при такой температуре производятся трубы ПНД.









Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
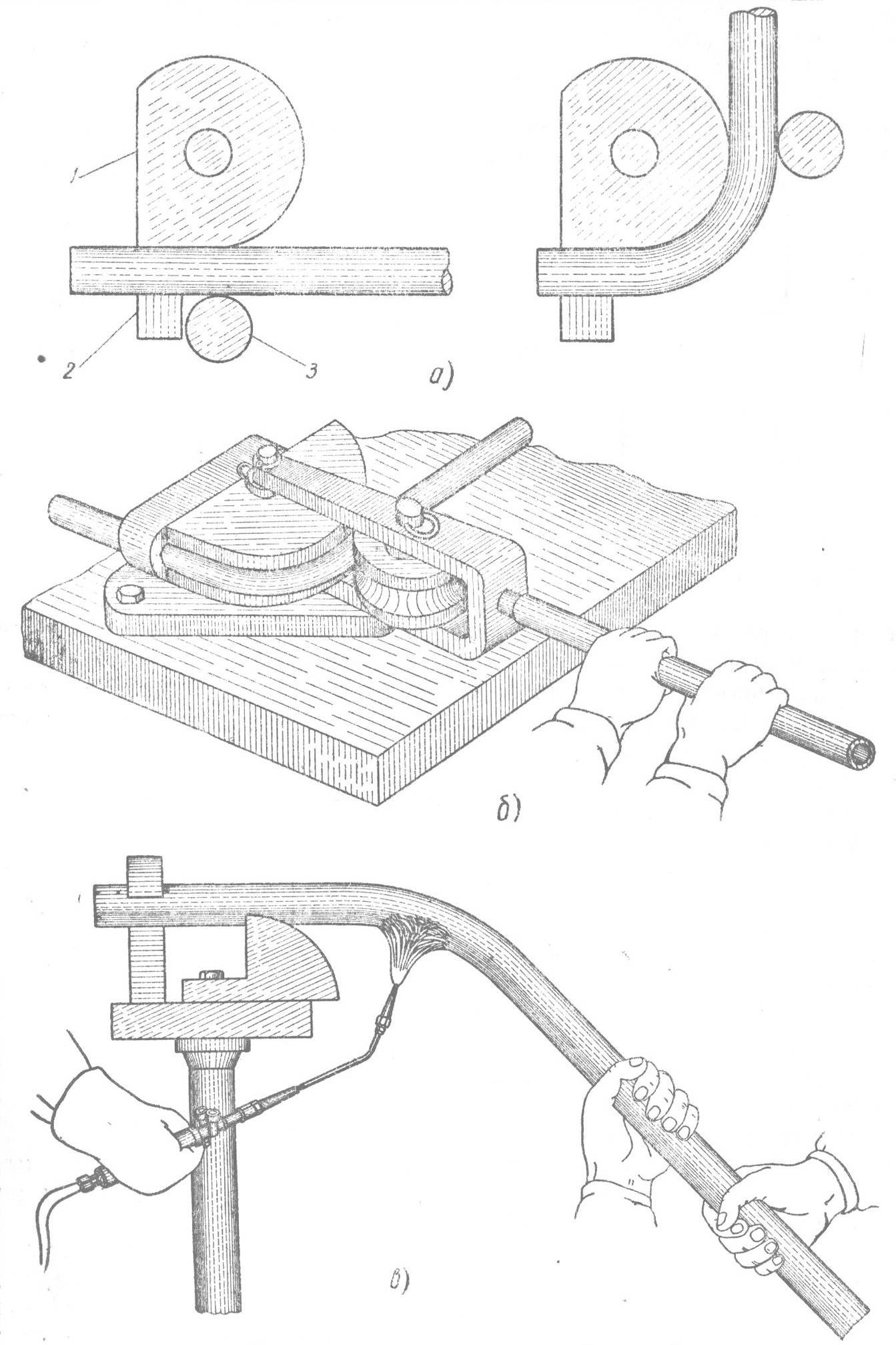
Схема техпроцесса изгиба под прямым углом с подрезкой:
1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.
Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
Эффективное сгибание пластиковых элементов
Трубы из поливинилхлорида достаточно просто согнуть с помощью определенной инструкции. Выполняя ее пункты, можно легко и просто в домашних условиях придать пластиковому трубопроводу нужную форму, не прибегая к посторонней помощи.
Для сгибания пластиковой трубы выполняются следующие действия:
- В любом строительном магазине нужно купить древесноволокнистую плиту, которая необходима для сооружения специальной оправы. С помощью этой оправы выполняется сгибание пластиковой заготовки до того момента, когда изделие примет нужную форму.
- Согнув плиту до нужного радиуса, следует отшлифовать ее поверхность. Можно воспользоваться в этом случае мелкой наждачной бумагой.
- На следующем этапе из силикона формируют оболочку для сгибаемого элемента. Она должна соответствовать форме и размеру трубы. С помощью оболочки заготовка из ПВХ фиксируется на оправе из ДВП. Кроме того оболочка служит своеобразной защитой для поверхности пластиковой трубы, предотвращая образование различных дефектов, включая царапины, сколы и другие механические повреждения.
- Далее металлопластиковая заготовка помещается непосредственно в оболочку.
- Теперь можно приступать к нагреванию трубного элемента. Под воздействием высокой температуры материал становится более мягким и начинает принимать форму оправы. Результатом процесса становится изделие желаемой формы.
- Сформированное изделие необходимо остудить в течение 10-15 минут. По истечении этого времени видоизмененная труба из поливинилхлорида может быть извлечена из оправы. После этого готовый конструктивный элемент рекомендуется оставить еще на некоторое время, чтобы он полностью остыл.

Несмотря на множество способов, как загнуть металлическую трубу или изделие из другого материала, получить идеальный результат в бытовых условиях практически невозможно. Однако изучение теоретических материалов и неоднократное экспериментирование на непригодных кусках трубы из подобных материалов поможет понять, как согнуть трубу, не имея трубогиба.
Главное, что после этого заниматься процессом сгибания трубных элементов можно в любое свободное время.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
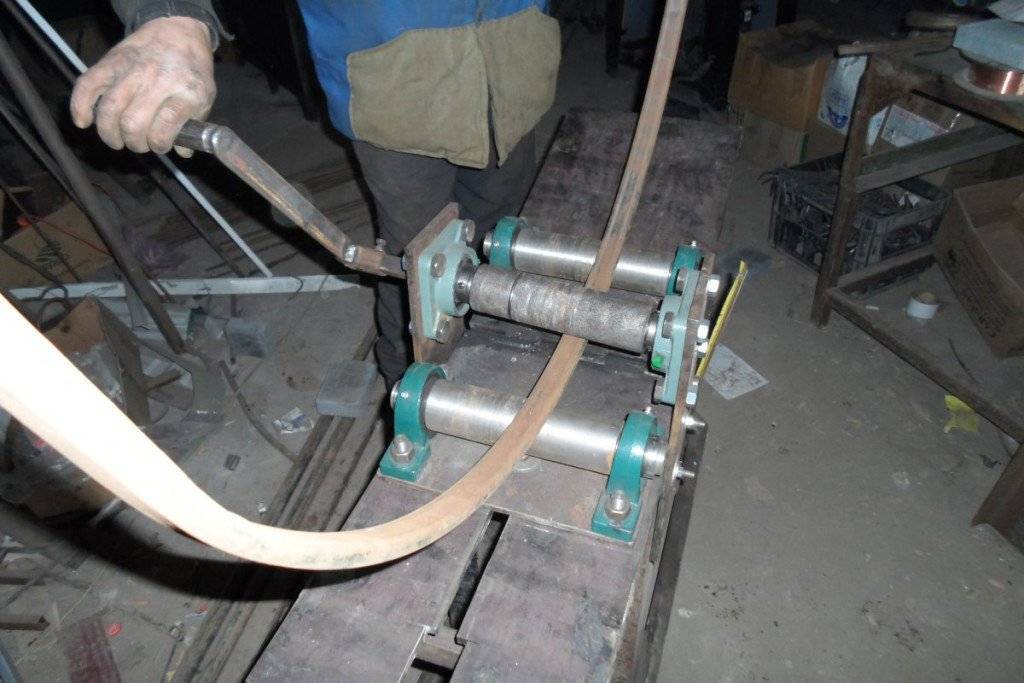
Трубогиб стационарный пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:
- К основанию (швеллеру) привариваются подшипники, которые соединяются между собой валом в виде стальной трубы соответствующего диаметра.
- Чтобы вал не был расположен слишком близко возле основания, следует подшипники приваривать на обрезки прямоугольной трубы по 5 см.
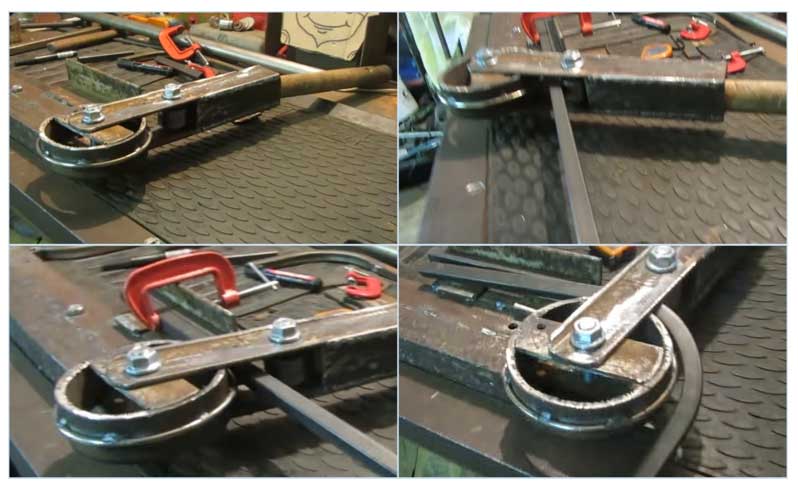
- Чтобы заведомо изготовить агрегат, которым мог бы регулироваться радиус изгиба, основание нужно сделать из двух швеллеров, соединённых между собой завесами, как видно на фото выше.
- Два вала с подшипниками располагаются на одинаковой высоте, а третий (центральный) приваривается с помощью прямоугольной трубки выше на 15-20 см.
- К верхнему валу нужно приварить дополнительную трубку, к которой будет закреплена рукоятка. Этот вал будет приводиться в движение при помощи мускульной силы.
- Приваривается ручка к верхнему валу, после чего можно проверять получившееся изделие на функционирование.
Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.
Из недостатков можно отметить только возможность эксплуатации на одном месте
При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.
Способы гибки профильных труб
Существует несколько способов, с помощью которых можно изогнуть профильную трубную конструкцию, не испортив ее.
- Профилегиб — это специальное оборудование, применяемое для сгиба подобного рода труб. Его лучше приобретать тем, кто занимается гибкой профессионально, так как цена данного устройства очень высока. В основном он применяется в крупной промышленности и строительстве. Такой профилегиб используется для труб больших диаметров — от 3,2 до 7,6 см.
- Профилегиб ручного типа — это прекрасная альтернатива профессиональному станку. Он стоит не так дорого, но при работе с ним нужно приложить немало физических усилий. Для тех, кто периодически занимается гибкой профтруб, этот вариант будет наиболее подходящим.
- Если же выполнить гибку трубной конструкции необходимо однократно, лучше обратиться в специальную мастерскую, предоставляющую подобные услуги. Это обойдется в несколько раз дешевле, чем приобретение специального устройства.
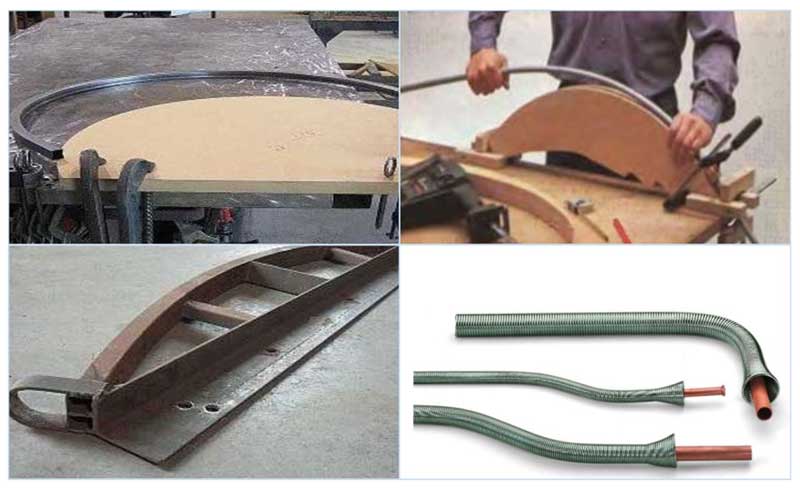
Особые способы гибки труб
Кроме профильных стальных труб иногда возникает необходимость использовать иные материалы. Если нужно изготовить дистиллятор, то используют:
- медную трубку. Ее гнуть легко. Пластичный материал легко принимает нужную форму;
- стеклянную трубку. Процесс довольно сложный, необходим нагрев до температуры 1000…1100 ⁰С. Трубку обжимают вокруг оправки, нагретой до температуры 1100…1200 ⁰С (используют специальные стали, в составе которых присутствует титан).
Дуги для небольшого парника можно согнуть из металлопластиковой трубы. Специально оборудование использовать не нужно. Два человека, помогая друг другу, могут придать нужные радиусы и форму подобному материалу.
Видео: как согнуть профильную трубу?
Согнуть алюминиевую трубу можно, предварительно нагрев ее до температуры 560 ⁰С.
- Засыпают внутреннее пространство песком.
- Забивают пробки по торцам.
- Готовят оправку.
- Смазывают мылом.
- Нагревают до потемнения мыла на поверхности. Она соответствует необходимой температуре разогрева.
- Выполняют гиб вокруг оправки.
- После охлаждения трубы выбивают пробки и высыпают песок.
Republished by Blog Post Promoter
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.






Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.
Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
 Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя
Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Способы изгиба труб
Для начала необходимо определиться с тем, как будет происходить процесс, и что необходимо иметь под рукой.
Если у вас имеется станок Вольнова или трубогиб, то процесс изгиба не доставит особенного труда. С его помощью можно осуществить сгиб в виде скобы, отвода, калача и утки. Подвергаются трубы разного диаметра от 15 до 25 мм.

Процесс заключается в следующем:
- Помещаем трубу в хомут станка длинным концом
- Место, где будет происходить изгиб, следует смазать машинным или другим маслом
- Приложив усилия, загнуть короткий конец трубы.

В интернете можно посмотреть процесс более подробно на фото, и понять, как согнуть трубу с помощью данного станка.

В случае, если под рукой нет такого прибора, предстоит немного приложить усилий и подойти к процессу серьёзно.

Визуально, кажется, при сгибе металлической трубы все происходит хорошо и труба не деформируется. Но на самом деле, во внутренней стороне сгиба образуются складки, тем самым уменьшая радиус трубы, а на внешней стороне материал сильно подвергается растяжке, за счет чего существует вероятность появления микротрещин.
Чем быстрее происходит сгиб, тем больше вероятность повредить трубу и сделать ее непригодной к использованию.

Прежде чем начать сгибать трубу необходимо ее подогреть до оптимальной для сгиба температуры. Бывалые мастера советуют проверять температуру с помощью бумажного листа. Если при соприкосновении бумаги с трубой он начинает тлеть, значит можно начинать процесс.
Чтобы избежать нежелательных резких сгибов, нужно наполнить трубу песком и закупорить ее с обеих сторон. Зажать в тиски и начинать процесс.
Потребуется приложить усилия и уйдет время, но зато не придется прибегать к помощи специалистов, покупке специального оборудования и вы будете знать, как согнуть трубу в домашних условиях.

С пластиковыми трубами дела обстоят немного иначе. Их согнуть проще, но вероятность образования микротрещин гораздо выше. В отличие от металла, стоит следить за температурой подогрева, иначе попросту труба сгорит.


Трубы из металлопластика можно не прогревать, они и так отлично гнутся за счет наличия алюминиевого стержня внутри, нужно только позаботиться о стабилизаторе.
Тонкие пластиковые трубы часто ломаются при попытке сгиба, поэтому нужно прогреть место планируемого сгиба строительным феном до температуры порядка 180-200 градусов и аккуратно произвести сгиб. Это произойдет легко и быстро, достаточно лишь зафиксировать готовый изгиб и дождаться, когда труба остынет.
Изгиб профильных труб немного сложнее и к нему стоит подойти серьезнее. Если толщина стенки трубы менее 2 мм, трубу даже не стоить пытаться согнуть, проще будет воспользоваться сваркой при сооружении.

Изгиб трубы осуществляется с подогревом труб и в холодном состоянии. Несомненно подогретую трубу будет проще согнуть. Без подогрева можно обойтись, если высота профиля не больше 10 мм, в случаях с большей высотой стоить воспользоваться горелкой.

Обязательно нужно заполнить профиль прокаленным песком, закупорив отверстия с обеих сторон деревянными заглушками, длиной 7-10 мм. Отметить мелом место изгиба, поместить трубу в тиски и начать подогрев. Достигнув нужной температуры аккуратно начать процесс изгиба.

Стоить помнить о средствах защиты: перчатках и маске. После сравнения полученного изгиба с шаблоном, убедившись, что все соответствует, дождаться, когда остынет труба, удалить пробки и высыпать песок.

Все способы показывают, что можно самостоятельно и легко обойтись без трубогиба для гибки труб.
Использование трубогиба
Согнуть профильную трубу без трубогиба или иных аналогичных приспособлений в домашних условиях будет непросто, особенно при большой толщине стенок изделий из металлов (прочитайте: “Как загнуть трубу без трубогиба – способы для разных материалов”). Если планируется одноразовая работа, то приобретать станок для изгиба труб нет смысла. Специальное оборудование в данном случае лучше взять в аренду, обратившись в компании, которые оказывают подобные услуги.
Если предстоит гнуть своими руками профильную трубу, наиболее целесообразно и разумно использовать трубогиб, имеющий специальное ведущее колесо. Оно, передвигаясь по одной из граней, позволяет выгнуть профильное изделие так, как необходимо домашнему умельцу в конкретном случае.










- с ручным управлением;
- с электроприводом.
Когда изгиб профильных изделий выполняется вручную, колесо приспособления приводится в движение при помощи специальной ручки. Применять данный способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция должна получиться не громоздкой и ее форму можно изменить собственноручно.
Сгибаем металлопластиковые трубы
Стоит отметить, что при изгибе металлопластиковых труб по неаккуратности можно повредить изделие. Диаметр трубы уменьшается. Существует самый простой способ сгибания трубы в домашних условиях. Нужно заполнить полость трубы песком до отказа, а потом зафиксировать его высыпание с боков заглушками. Самый лучший вариант использовать небольшой деревянный черенок. Нужно очень аккуратно вставлять его в трубу, чтобы не повредить ее.
Далее вся работа выполняется вручную. Если металл мягкий, то изделие можно согнуть в руках. Но если труба довольно жесткая, то можно вставить ее в закопанную трубу большего диаметра и по средствам рычага постепенно выполнять изгиб. Зимой можно прибегнуть к другому способу. Заливается в трубу вода, и ожидают, пока та замерзнет. Далее можно гнуть изделие. Когда изгиб будет выполнен, то лед размораживается и вода вытекает.
Для того чтобы изгибать металлические трубы, то без газовой горелки или паяльной лампы не обойтись. Перед тем как гнуть трубу, нужно наполнить ее песком. Далее один конец крепится в тисках. Начинаем нагревать изделие. Если труба стальная, то ее красный цвет при нагревании является знаком того, что трубу можно изгибать. Алюминий не покраснеет. Потому проверяем степень нагревания с помощью листа бумаги. Если он начнет дымить, значит греть больше трубу не нужно. Чтобы не обжечься, необходимо работать в перчатках.
Совсем иная ситуация складывается с оцинкованными трубами. Для того чтобы согнуть их, запрещается использовать лампу или другой инструмент для прогревания.
Если труба имеет квадратное сечение, то ее можно сгибать без нагревания. Достаточно заполнить ее песком или заморозить водой. Дополнительно используется резиновая киянка. Труба устанавливается на опору краями, а после киянкой выполняется нужная степень изгиба. В том случае, когда изгибается труба большого диаметра, можно нагреть ее в месте изгиба.
При этом нужно оставить прежнюю форму трубы. Здесь используется прочная пружина. Ее помещают в трубу на место изгиба, предварительно привязав пружину веревкой, чтобы потом можно было легко вытащить с трубы. Теперь можно начинать сгибать изделие.
Металлопластиковые трубы нужно сгибать во многих местах при оборудовании теплого пола. Это необходимо для того, чтобы максимально заполнить трубами пространство на полу. Конечно же, можно сгибать трубы вручную, но не более чем на 15 градусов на каждые два сантиметра. Но для того чтобы достичь большего изгиба, нужно заполнить трубу проволокой, которая не даст изделию сломаться в месте изгиба.
Чаще всего металлопластиковые трубы находятся на виду. Это значит, что их вид должен быть эстетичным. Изгиб получится ровным тогда, когда в трубу засыпать песок, закрыть ее края заглушками. Один конец вставляется в тиски, в месте изгиба выполняется нагревание. После можно плавно гнуть изделие.
Особенности формовки труб с квадратным (прямоугольным) сечением
В отличие от круглой трубы, в которой натяжение материала происходит относительно равномерно, профиль имеет углы 90°. Внутренняя часть профиля не может гнуться без деформации боковых стенок. В результате формируются складки на внутреннем радиусе, и возможны разрывы снаружи. 
Не вдаваясь в технологию, как согнуть трубу без трубогиба, многие мастера «самоделкины» портят заготовки, либо нарушают прочностную структуру материала.
В промышленных трубогибах, для равномерного распределения нагрузки, формируется выштамповка на внутренней стороне радиуса. Для этого на роликах, либо оправке (в зависимости от конструкции трубогиба), предусмотрен специальный прилив-бортик. 
Весь «лишний» металл загибается вовнутрь, не образуя складок. В результате нагрузка распределяется равномерно, и согнуть квадратную трубу можно на достаточно малом радиусе.
Как согнуть профильную трубу под 90 градусов
Профильные трубы с поворотом 90 градусов не имеют острых углов, и смотрятся эстетично.
Сначала необходимо подготовить инструмент — аппарат для сварки, болгарку, диски.
Рассмотрим пошагово процесс загиба профиля.
Как согнуть профильную трубу под 90 градусов.
Отмечается точка изгиба на заготовке, а на всех сторонах делаются метки поперечных линий. Отмеряется половина ширины, её размер отмечается на первой линии, и на всех поперечных.

Проводятся радиусные линии — для этого используется циркуль или другой круглый предмет. Данные линии делаются с двух сторон, а также отмечается место, которое будет удаляться.

Делаются надрезы с одной стороны между двумя метками. После удаляются две боковушки.

Заготовка немного отгибается в обратном направлении, а затем во внутрь. В итоге выходит прямой угол внутри, и закруглённый снаружи.

С помощью сварного аппарата, участок изгиба схватывается с обеих сторон, после чего производится сварка всех швов.

Удаляется шлак, а швы обрабатываются лепестковым зачистным диском.

Этот способ подойдёт, чтобы согнуть своими руками профиль любого размера.