НВ5222 пресс-ножницы комбинированные. Назначение, область применения
Пресс-ножницы комбинированные НВ5222 разработаны в 1975 году и серийно выпускались с 1977 года. Разработчик — СКБ КПО и АЛ г. Азов. Изготовитель — Завод механических прессов г. Кувандык.
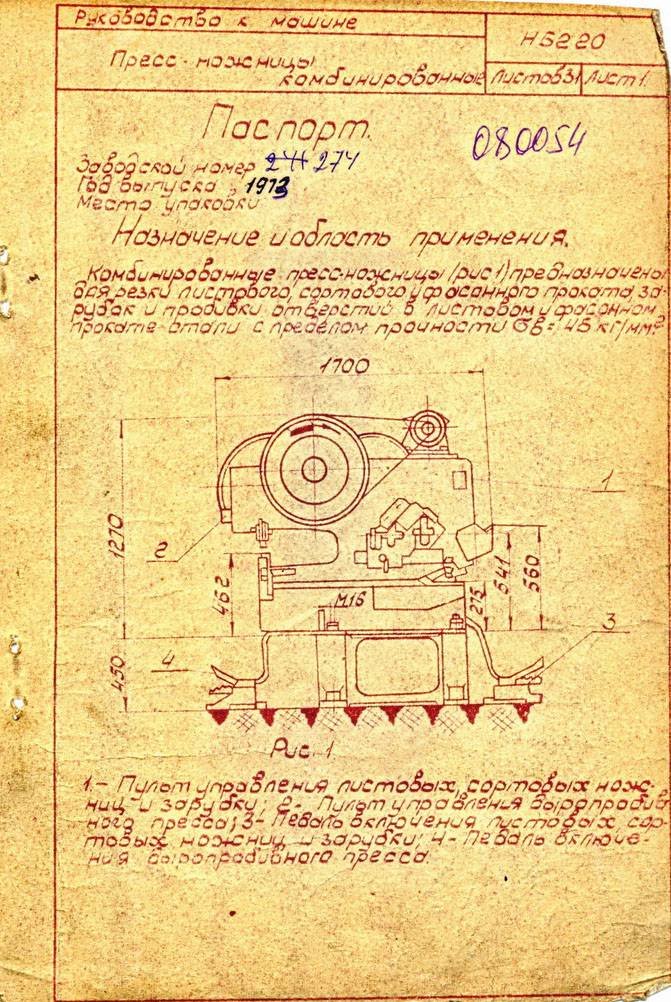
Комбинированные пресс-ножницы НВ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Комбинированные ножницы НВ5222 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Ножницы НВ5222 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Ножницы НВ5222 производят следующие операции:
- резка листового металла, резка полосы;
- отрезка проката без разметки от 70 до 1000 мм по упору;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
Описание конструкции пресс ножниц НВ 5222
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НВ 5222 имеют три рабочих места, обслуживаемые одним оператором.
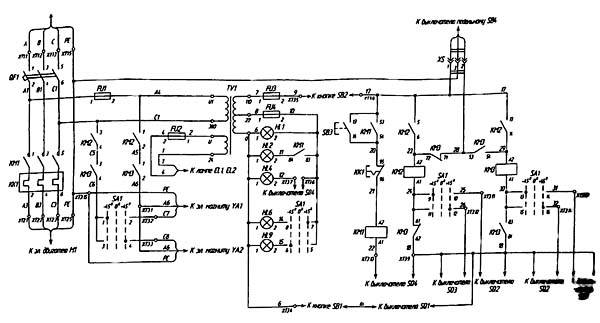
Электросхема обеспечивает работу пресс-ножниц на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Конструкция пресс-ножниц НВ5222 и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
Основные параметры пресс-ножниц НВ5221:
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм2).
- Наибольшая толщина разрезаемого листа — 16 мм
- Наибольшая толщина и ширина разрезаемой полосы — 18 х 190 мм
- Наибольший диаметр разрезаемого круга — Ø 50 мм
- Наибольшие размеры разрезаемого уголка — 14 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия — Ø 32 мм
- Частота непрерывных ходов ползуна — 53 мин-1
- Мощность привода — 4,8 кВт
- Вес машины полный — 2,5 т
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:

Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом.
Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления.
Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное.
Основные технические характеристики регламентированы государственным стандартом.
Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки.
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры.
Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть.
Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов.
На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная.
Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.
Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
НГ5224 Составные части комбинированных пресс-ножниц
Основные узлы пресс-ножниц нг5224
НГ5224 Спецификация составных частей комбинированных пресс-ножниц
- 1. Станина – НГ5224.11.001
- 3. Прижим сортовой секции – НГ5224.57.001
- 4. Прижим спец. уголка, швеллеров и двутавра – НГ5224.59.001
- 5. Инструмент реза уголка, круга – НГ5224.61.001
- 6. Инструмент реза швеллера и двутавра – НГ5224.64.001
- 7. Инструмент реза спец. уголка – НГ5224.65.001
- 12. Электрошкаф – НГ5224.92.001
- 16. ыропробивное приспособление – НГ5224.54.001
- 17. Стол дыропробивного пресса – НГ5224.69.001
- 18. Ползун дыропробивной секции – НГ5224.32А.001
- 19. Механизм центрирования – НГ5224.42А.001
- 21. Приводные валы – НГ5224.22.001
- 22. Привод дыропробивной секции – НГ5224.24.001
- 23. Привод сортополосовой секции – НГ5224.23.001
- 24. Привод – НГ5224.21А-001
- 25. Электрооборудование – НГ5224.91.001
- 27. Смазка – НГ5224.81Б.001
- 30. Приспособление для пробивки пазов прямоугольной формы – НГ5224.53.001
- 32. Упор для отрезки мерных заготовок – НГ5224.50.001
- 35. Прижим полосовой секции – НГ5224.45.001
- 36. Ползун сортополосовой секции – НГ5224.31.001
- 37. Инструмент зарубочный и для отрезки полосы – НГ5224Б.62.001
- 39. Устройство для пробивки отверстий с определенным шагом – НГ5224.56А.001
- 40. Инструмент дыропробивной круглый – НГ5224.63.001
- 41. Инструмент для пробивки отверстий квадратной формы – НГ5224.67А.001
- 42. Инструмент для пробивки отверстий треугольной формы – НГ5224.60Б.001
- 43. Установка электромагнита – НГ5224.41В.001
- 44. Ограждение – НГ5224.71.001
Правила эксплуатации
Для продления срока службы инструмента важно соблюдать основные правила эксплуатации:
- инструмент, режущую часть нужно содержать в чистоте;
- замена масла проводится не реже, чем раза за полгода;
- перед хранением ножницы следует очистить, а также смазать антикоррозионным составом;
- при работе толщина разрезаемого металла не должна превышать норм, заявленных производителем.
Возможные неисправности
Основными неисправностями гидравлических инструментов по металлу являются:
- шток не возвращается в нейтральное положение — необходимо заменить возвратную пружину;
- отсутствует или недостаточное давление масла — требуется замена масла, закрытие рычага для сброса избыточного давления или очистка гидравлического привода;
- снаружи появились масляные подтёки — нужна замена уплотнительных сальников.
Чтобы избежать различных поломок нужно соблюдать правила эксплуатации инструмента, описанные в техническом паспорте. Перед использованием инструмент нужно проверить на отсутствие дефектов.
Ножницы гидравлические серии НГ, НГР, НГО
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
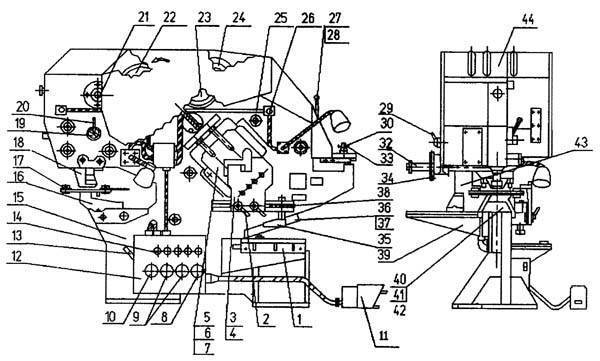
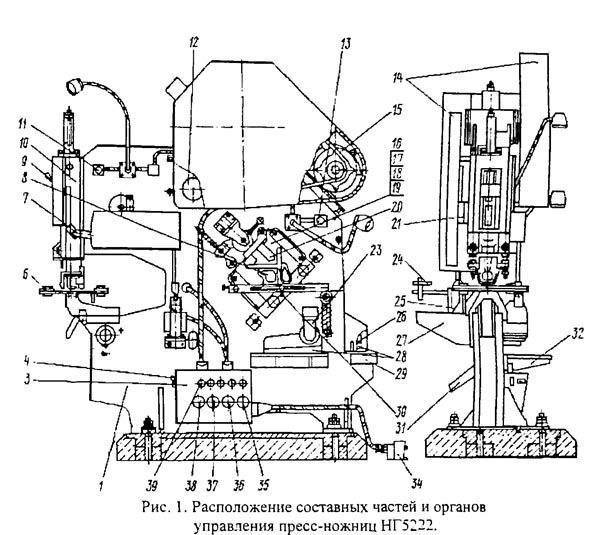
Общий вид комбинированных пресс-ножниц

Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
https://youtube.com/watch?v=8tbWJfr–UA
НВ5222 пресс-ножницы комбинированные. Назначение, область применения
Пресс-ножницы комбинированные НВ5222 разработаны в 1975 году и серийно выпускались с 1977 года. Разработчик — СКБ КПО и АЛ г. Азов. Изготовитель — Завод механических прессов г. Кувандык.
Комбинированные пресс-ножницы НВ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Комбинированные ножницы НВ5222 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Ножницы НВ5222 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Ножницы НВ5222 производят следующие операции:
- резка листового металла, резка полосы;
- отрезка проката без разметки от 70 до 1000 мм по упору;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
Описание конструкции пресс ножниц НВ 5222
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции.



Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НВ 5222 имеют три рабочих места, обслуживаемые одним оператором.
Электросхема обеспечивает работу пресс-ножниц на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Конструкция пресс-ножниц НВ5222 и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
Основные параметры пресс-ножниц НВ5221:
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм2).
- Наибольшая толщина разрезаемого листа — 16 мм
- Наибольшая толщина и ширина разрезаемой полосы — 18 х 190 мм
- Наибольший диаметр разрезаемого круга — Ø 50 мм
- Наибольшие размеры разрезаемого уголка — 14 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия — Ø 32 мм
- Частота непрерывных ходов ползуна — 53 мин-1
- Мощность привода — 4,8 кВт
- Вес машины полный — 2,5 т
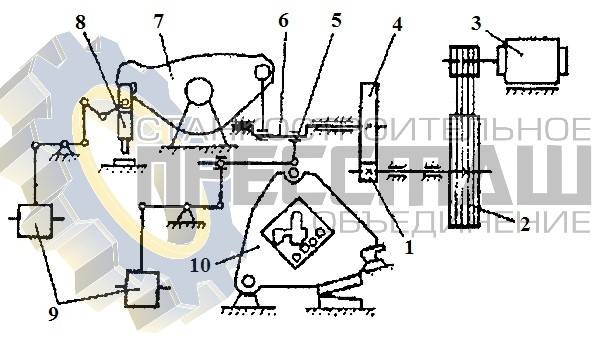
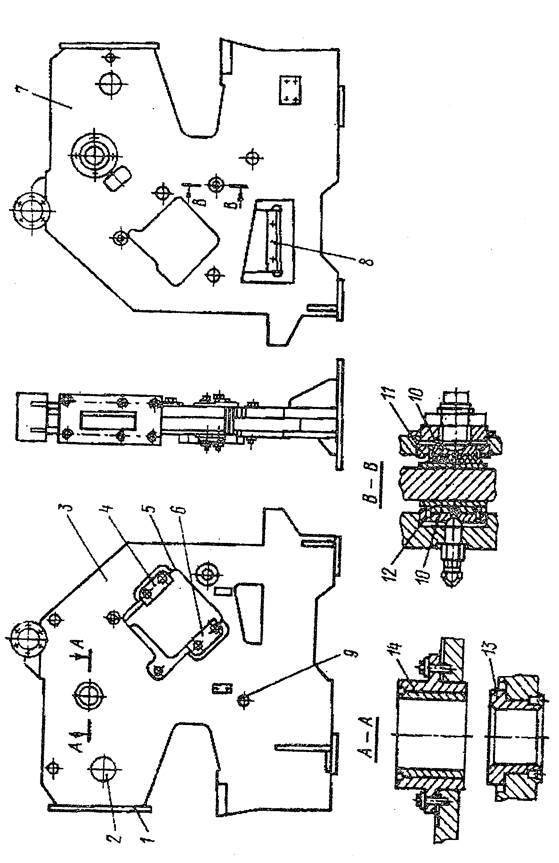
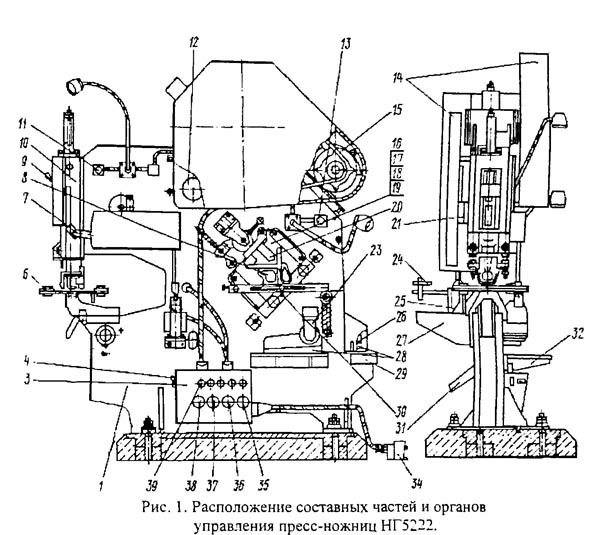
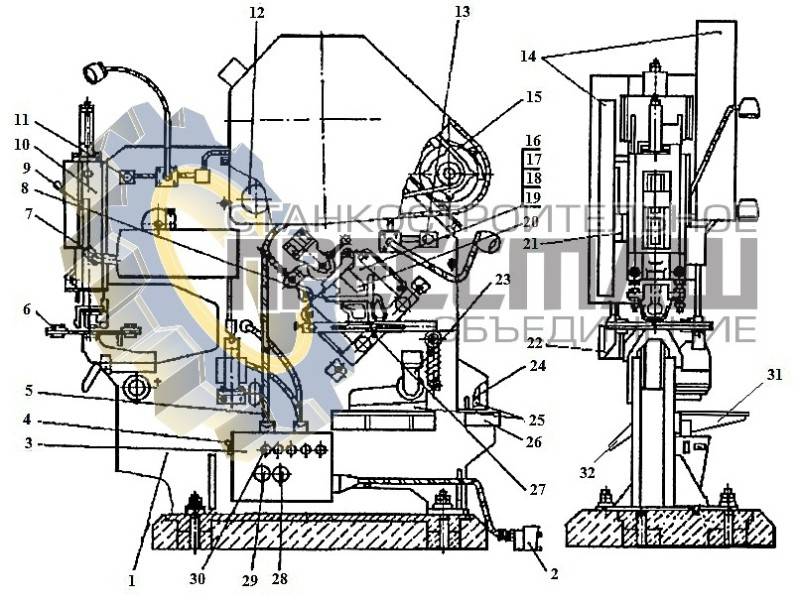
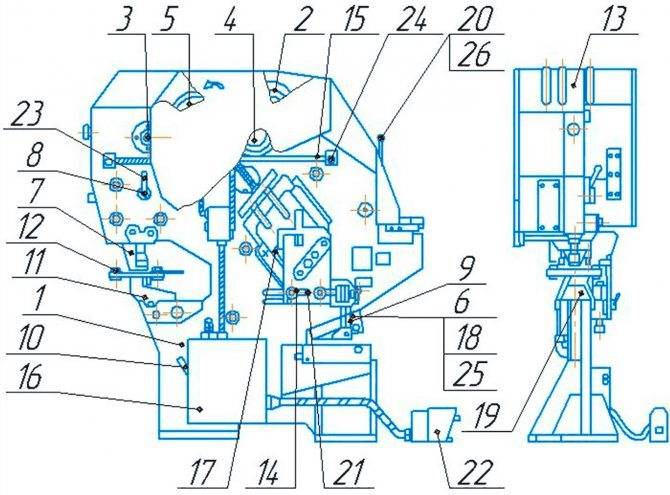
Общий принцип работы пресс-ножниц и конструкция комбинированных пресс-ножниц НГ5222
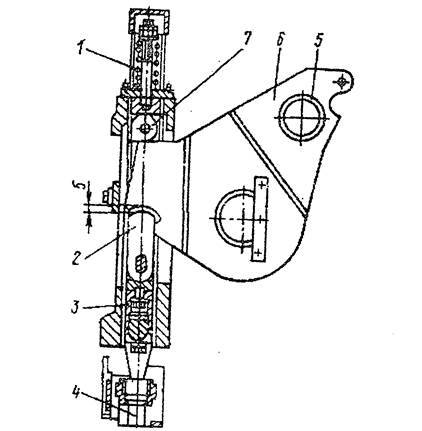
Привод пресс-ножниц осуществляется от электродвигателя 3 через клиноременную передачу (обозначение ремня приведено в приложении А), маховик 2 и одноступенчатую зубчатую передачу 1, 4 к эксцентриковому валу 6. Зубчатая пара 1, 4 прямозубая, цилиндрическая. Опорные шейки вал-шестерни установлены в подшипниках (обозначение подшипников приведено в приложении Б)
Вал-шестерня Z1=14 имеет ширину обода 85 мм и изготовлена из стали 40Х ГОСТ4543-71 (твердость 240…260 НВ), колесо Z2=126 – ширину обода 80 мм и изготовлено из стали 35Л ГОСТ977-88.
Движение на ползун 10 сортовой секции передается через шатун 5, на ползун 8 пресса для пробивки отверстий через балансир 7 и западающий камень.
Исполнительные механизмы включаются и выключаются через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитами 9.
Лучшие арматурные ножницы (болторезы)
Большими кусачками можно назвать арматурные ножницы. Их сфера применения ограничивается перекусыванием металлопроката (проволока, прутки, квадраты, шестигранники). Отличительной чертой болторезов являются длинные ручки, с помощью которых создается необходимое для резки усилие. В эту категорию попали следующие модели.
KNIPEX KN-7182950
Рейтинг: 4.9
Профессиональным инструментом для перекусывания металлической проволоки, арматуры, прутков являются немецкие ножницы KNIPEX KN-7182950. Благодаря высокой прочности рабочей части и длинным рукояткам с помощью болтореза удается работать как с мягкими заготовками толщиной 11 мм, так и с твердым материалом (6 мм). Для изготовления режущей головки производитель использовал хромованадиевую сталь, которая прошла ковку и закалку на масло. Шарнирное соединение сделано из инструментальной стали. Удобную работу с длинными рукоятками обеспечивает сочетание твердого пластика и эластичных вставок. Экспертам понравилась 12-ступенчатая регулировка и коррозионная стойкость инструмента.
Профессионалы довольны техническими параметрами ножниц, надежностью и долговечностью. Минусом они называют высокую цену.
- качественное изготовление;
- универсальность;
- стойкость к коррозии;
- удобные рукоятки.
- высокая цена.
KRAFTOOL 1-23290-060
Рейтинг: 4.8
Немного уступает в величине захвата (10 мм) победителю болторез KRAFTOOL 1-23290-060. Инструмент является примером успешного сотрудничества немецких разработчиков и японского производителя. Эксперты высоко оценили надежность и прочность модели. Рабочая часть сделана из легированной стали, губки можно регулировать под диаметр заготовки с помощью специальных винтов. Для создания мощного усилия рукоятки оснащены двойным рычагом. Фишкой ножниц является красная краска на рабочей части, которая является предпродажной пломбой. Удобный хват обеспечивается за счет резиновых накладок на ручках. В актив инструменту следует занести компактность (600 мм) и небольшой вес (2,56 кг).
В рунете пока не удалось найти отзывы от отечественных потребителей
Болторез заслуживает внимание не только профессионалов, но и домашних мастеров
- надежность;
- регулировка захвата;
- удобные ручки;
- компактность.
- нет отзывов.
Ridgid S18
Рейтинг: 4.7
Благодаря применению качественных материалов американскому производителю Ridgid удалось создать прочные арматурные ножницы S18. Они способны работать с прутковым металлом диаметром до 9,5 мм (цветные металлы и сталь твердостью до 15 HRC). Толщина проволочной пружины или нержавейки (42 HRC) ограничивается величиной 6,4 мм. Эксперты отметили кулачковый механизм, обеспечивающий ровное положение губок. Режущие элементы сделаны из легированной стали, которая прошла закалку. Модель отличается от конкурентов легкостью (1,5 кг) и компактными размерами (485 мм).


На тематических форумах арматурные ножницы хвалят за качественное изготовление, аккуратные кромки, надежность инструмента. Из недостатков отмечается высокая цена и быстрая усталость при длительной работе.
- качественное изготовление;
- кулачковый механизм;
- износостойкие губки;
- компактность и легкость.
- высокая цена;
- коротковатые ручки.
Sturm 1280201
Рейтинг: 4.7
Бюджетный болторез Sturm 1280201 разработан для перекусывания проволоки, прутьев, гвоздей и других металлических изделий с твердостью до 40 HRC. Максимальный диаметр заготовки не должен превышать 10 мм. Инструмент выглядит достаточно внушительно, при длине 600 мм он весит 2,39 кг. Для изготовления губок производитель применил хромованадиевую сталь, удобный хват обеспечивают пластиковые накладки на рукоятках. Наличие регулировочного болта позволяет настроить ход ручек под свои физические возможности. Поставляется инструмент в картонной упаковке и полиэтиленовой пленке.
Пользователи довольны доступной ценой и качеством сборки, удобством в работе и презентабельным внешним видом. К минусам они относят невысокую твердость губок.
- качественная сборка;
- презентабельный внешний вид;
- приличный диаметр заготовок;
- удобство в работе.
Zubr 23313-045
Рейтинг: 4.7
В отзывах пользователи хвалят инструмент за низкую цену, острые износостойкие губки, компактность и легкость. Но сфера применения его ограничена.
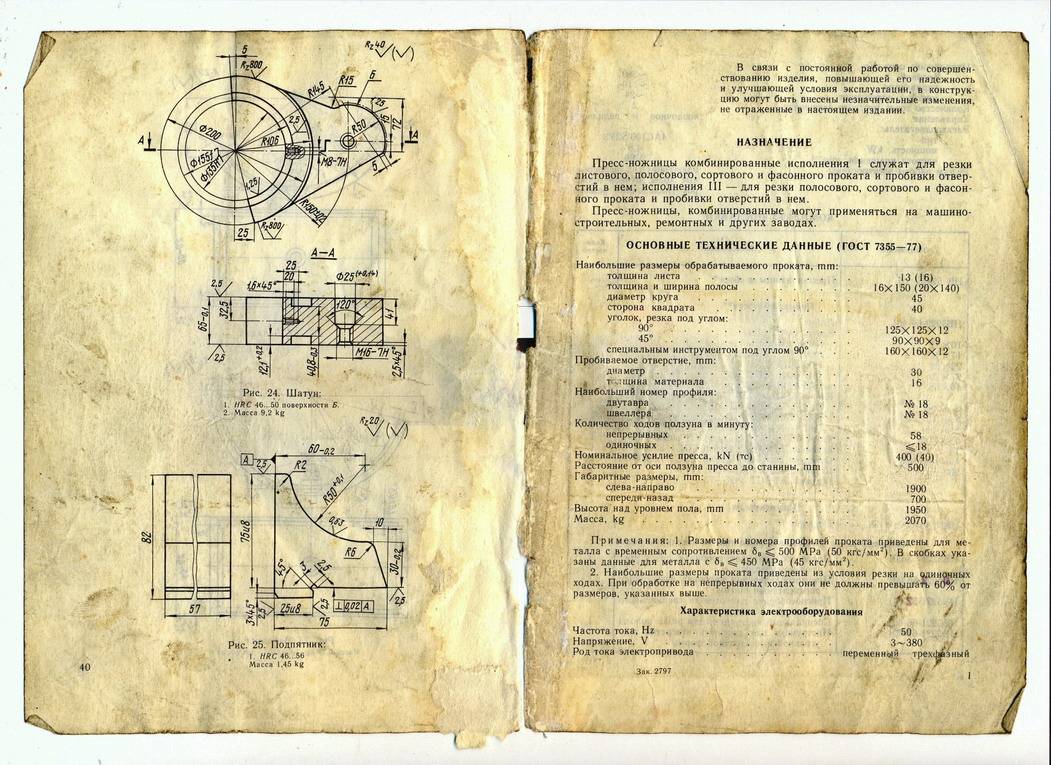
Технические характеристики комбинированных пресс-ножниц НВ5222
| Наименование параметра | НВ5221 | НВ5222 | НГ5222 |
| Основные параметры пресс-ножниц | |||
| Наибольшая толщина листа, мм | 13 | 16 | |
| Наибольшие размеры обрабатываемой полосы листовыми ножницами (толщина х ширина), мм | 16 х 150 | 18 х 190 | 16 х 150 |
| Наибольшие размеры круга (диаметр), обрабатываемого сортовыми ножницами, мм | 45 | 50 | 45 |
| Наибольшие размеры квадрата, обрабатываемого сортовыми ножницами, мм | 40 | 45 | |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 125 х 125 х 12 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 90 х 90 х 9 |
| Наибольшие размеры уголка при резке специальными ножами под 90°, мм | 160 х 160 х 12 | 160 х 160 х 12 | |
| Наибольшие размеры швеллера, номер профиля | 18 | 18а | 18 |
| Наибольшие размеры двутавра, номер профиля | 18 | 18 | 18 |
| Наибольший диаметр пробиваемого отверстия дыропробивным прессом (диаметр х толщина материала), мм | Ø 30 х 16 | Ø 32 х 16 | Ø 30 х 16 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 80 х 63 х 10 | 70 х 65 х 10 | |
| Наибольшее расстояние от оси дыропробивного пресса до станины (вылет), мм | 500 | 500 | 500 |
| Число непрерывных ходов ножа в минуту не более | 58 | 53 | |
| Число одиночных ходов ножа в минуту не более | 18 | 17 | 18 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 70..1000 |
| Номинальное усилие реза, кН (тс) | 400 (40) | 630 (63) | 400 (40) |
| Электрооборудование машины | |||
| Электродвигатель, кВт (об/мин) | 4,8 (2790) | 4,8 (2790) | 4,8 (2900) |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1900 х 700 х 1950 | 1780 х 1030 х 1865 | 1900 х 1660 х 1950 |
| Масса пресс-ножниц, кг | 2070 | 2500 | 1940 |
Список литературы:
Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
Живов Л.И. Кузнечно-штамповочное оборудование, 2006
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Розанов Б.В. Гидравлические прессы, 1959
Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
Щеглов В.Ф. Кузнечно-прессовые машины, 1989
Берлет Разработка чертежей поковок, 2001
Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
Романовский В.П. Справочник по холодной штамповке, 1965
Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
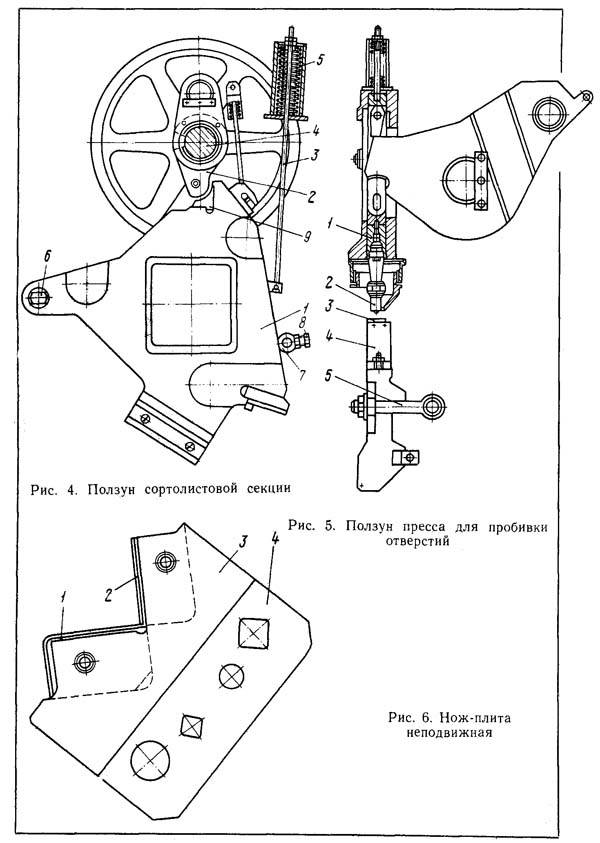
Ползун сортолистовой секции, ползун для пробивки отверстий пресс-ножниц НВ5221
Ползун сортолистовой секции и ползун для пробивки отверстий нв5221
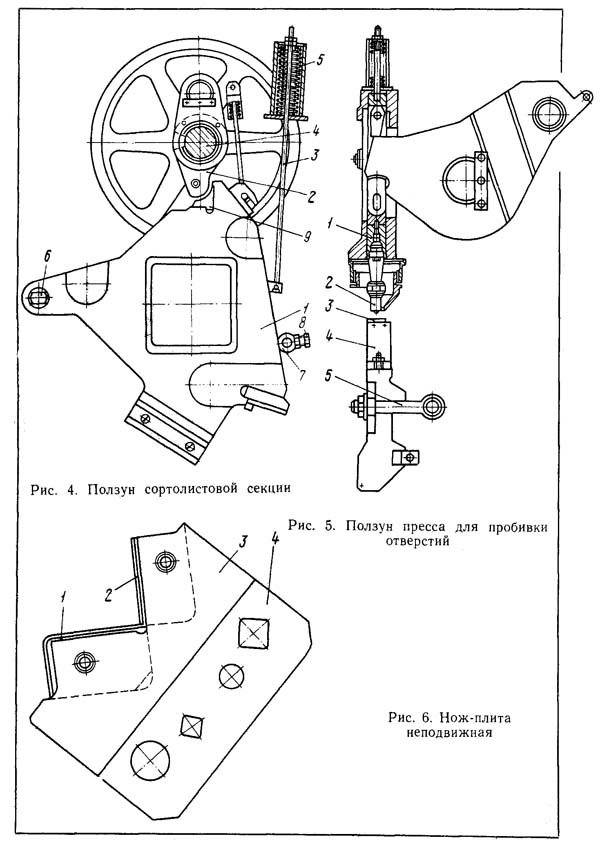
Ползун сортолистовой (рис. 4). Ползун 1, связанный через западающий шатун 2 с эксцентриковым валом 4, качается на оси 6 между направляющими вкладышами, регулируемыми болтами. В исходное положение ползун возвращается и удерживается пружиной 5 с тягой 3. В средней части ползуна имеется вырез, в которой крепится подвижная ножевая плита, справа в нижней части — гнезда для крепления ножей листовых ножниц и инструмента для пробивки пазов.
Ползун пресса для пробивки отверстий (рис. 5)
Ползун пресса для пробивки отверстий (рис. 5). Ползун 1 пресса имеет прямоугольную форму и совершает возвратно-поступательное движение. Для получения нормального зазора между направляющими и ползуном используются чугунная планка и прокладка. В нижней части ползуна крепится пуансон 2, на столе пресса — стойка 4, в которую установлена матрица 3. Стол пресса съемный, крепится двумя болтами 5. При перестановке стола в горизонтальное положение можно пробивать отверстия в коробчатых и фасонных деталях.
Механизм центрирования
Механизм центрирования позволяет опускать ползун с пуансоном на намеченное место пробивки отверстия. Управление механизмом включения ползуна осуществляется педалью или кнопкой.
Инструмент реза уголка, круга, квадрата (рис. 6, 7)
Инструмент реза уголка, круга, квадрата (рис. 6, 7) состоит из подвижных и неподвижных 3, 4 ножей-плит. Нож-плита 3 оснащена вставными ножами 1 и 2. Неподвижная нож-плита крепится в гнездо станины, подвижная нож-плита — в гнездо ползуна сортовой секции.
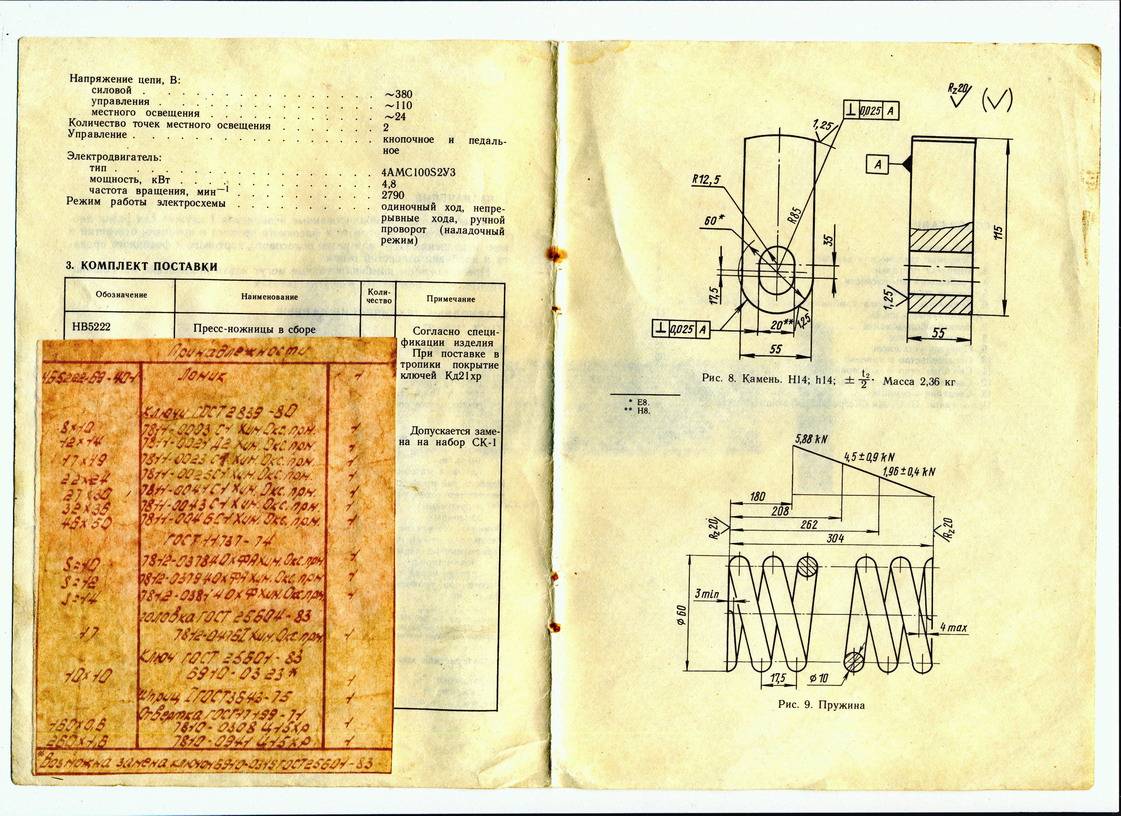
Инструмент реза швеллера и двутавра
Инструмент реза швеллера и двутавра состоит из подвижной и неподвижной плит 4 (рис. 8, 9), оснащенных ножами, которые меняются в зависимости от номера швеллера и двутавра. Неподвижная плита оснащена ножами 1, 2, 3, подвижная — ножами 1, 2, 3, 5.