Ножницы гильотинные кривошипные НА3121
| Наименование параметра | Модель НА3121 |
| Мин. толщина листа при σвр ≤ 50 кгс/мм2, мм | 1 |
| Макс.толщина листа при σвр ≤ 50 кгс/мм2, мм | 12,2 |
| Ширина листа, мм | 2000 |
| Усилие реза, кН | 500 |
| Угол наклона ножа, град. | 2°10 |
| Число режущих кромок ножа | 4 |
| Частота ходов ножа | 40 |
| Мощность электродвигателя, кВт | 17 |
| Габаритные размеры, мм | 2300х3390х2345 |
| Вес, кг | 7500 |
Гильотина НА3121 считается востребованным оборудованием на промышленных предприятиях, в заготовительных компаниях и в обрабатывающих мастерских. НА3121 представляет собой режущий механизм для осуществления продольной и поперечной резки с помощью наклонного ножа. Гильотина может выполнять исключительно прямолинейную рубку металла. Модель способна обрабатывать стальные листы толщиной до 12 мм и длиной не более 2-х метров. Режущий инструмент осуществляет движение только в верхнем и нижнем направлении.
Особенности ножниц гильотинных кривошипных НА3121:
- Жесткая сварная станина оборудования выполнена из листового металла;
- Боковые стойки НА3121 соединены с рабочим столом с помощью болтов, образуют одно целое, что придает конструкции жесткость;
- Позволяет регулировать величину зазора между верхним и нижним ножом горизонтально передвигающийся стол;
- Поступательные и возвратные движения ножевая балка с оснасткой принимает от коленвала;
- Для выравнивания ножа имеется механизм на основе пружины, что называют «уравновешиватель»;
- Для выполнения точной обработки, металлические листы прижимаются к рабочему столу штоками;
- Высота ножа повышается на 2 см за счет особого соединения ножевой балки и шатунов, что также позволяет резать в продольном направлении;
- Привод в модели НА3121 мощностью 17 кВт располагается сверху;
- Жесткоблокированная фрикционная тормозная муфта крепится на валу привода и минимизирует риск выхода из строя станка в целом;
- Тормоз станка установлен на коленвал, благодаря чему обеспечивается периодическая приостановка НА3121;
- Процесс торможения рабочего хода происходит в тот момент, когда ножевая балка достигает верхнего положения;
- Имеются специальные ограждения в виде кожуха из стали толщиной 1,6 мм, основная функция которых — это защита приводных валов, тормозной системы, маховика передачи и шкив двигателя;
- Наличие заднего упора позволяет выполнять резку металла в поперечном направлении;
- Управление гильотиной производится педалью и кнопками.
Обратите внимание! Для осуществления качественной резки металла рекомендуется использовать ножи твердостью 54-58 HRC
Преимущества ножниц кривошипных НА3121:
Благодаря НА3121 есть возможность производить максимально точную и ровную резку металлических изделий, на срезе которые не будут иметь зазубрины и другие грубые дефекты. Такой станок может осуществлять свою работу без подвода воздушного потока, что значительно уменьшает эксплуатационные расходы при работе с НА3121. Оборудование имеет усилие прижима — 29 кН и усилие реза — 500 кН, как и у модели НА3122.
Данный вариант станка пригодится на тех предприятиях, где ежедневно нужно выполнять резку и рубку длинномерных металлических заготовок листового и полосового металлопроката в холодном состоянии.
Прочная и надежная конструкция гильотинных ножниц позволяет выполнять резку с высокой точностью при допустимой нагрузке на рабочий инструмент. Разрешается рубка на НА3122 неметаллических заготовок при условии, что материал не будет портить режущую кромку оснастки.
Детали сборки гильотинных ножниц, конструкционные особенности
Параметры гильотинных ножниц Н3121 с кривошипно-шатунным приводом обеспечили им очень широкое применение в свое время. Оборудование до сих пор используют в ремонтных цехах, на предприятиях машиностроительной отрасли, везде, где нужно резать относительно тонкий металл — до 12 мм.
При этом Н3121 обеспечивает впечатляющую производительность благодаря высокому количеству ходов ножа в минуту, что делает станок оптимальным вложением денег для получения максимальной отдачи от рабочего места. Вся конструкция гильотинных ножниц проста, узлы надежны, а сборка и регулировка не представляет сложности.
Порядок сборки
Двустоечная сварная рама, которая соединена воедино стяжками и собственно подающим столом, первой устанавливается на месте будущих ножниц и выравнивается. При необходимости используются анкерные болты для жесткого крепления конструкции к полу. Далее порядок установки основных частей следующий:
- монтируется подающий стол, который устанавливается непосредственно на стойки;
- при необходимости регулировки ножей, а именно — зазоров между лезвиями на подающем столе и балке — можно легко переместить стол, ослабив основные крепежные болты и поворачивая регулировочные;
- уровень стола выставляется с помощью прикручиваемых к нему ножек;
- стол оборудован удлинителями, на которых присутствует Т-образный паз для креплении упоров поперечной рейки. В случаях, когда необходимо осуществлять продольный рез заготовки со сдвигом листа, удлинители могут быть демонтированы.
Все решения, предназначенные для регулировки и подгонки, просты и надежны. Для случаев, когда необходима установка ножа при переточке, модель Н3121 имеет специальные подкладки, допускающие подшифовку для точнейшей установки режущего инструмента.
Другие методы регулирования
Все методики настройки и приведения механики Н3121 в идеальное рабочее состояние — испытанные и проверенные. Не возникает никаких проблем с креплением главного двигателя — его установка классическая, на подмоторную плиту, укрепленную на станине. Для уменьшения вибрации и уровня шума в этом соединении применены шарниры.
Натяжение ремней — с помощью гаек, которые меняют положение ушкового болта. Аналогичным простым способом регулируется сила прижима балки, фиксирующей заготовку при движении ножа — предусмотрены гайки, изменяющие натяжение пружины.
Меры обеспечения безопасности также основаны на применении надежных механических переключателей. При ненадлежащем положении дополнительного оборудования, ограничительных планок, решеток, упоров и других ключевых деталей безопасности — электрическая схема станка не позволит запустить двигатель.
ao-dolina.com
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.










Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Электрооборудование гильотинных ножниц Н3222. Общие сведения
На ножницах Н3222 установлено следующее основное электрооборудование:
- M1 — электродвигатель короткозамкнутый асинхронный главного привода – 27 кВт;
- МЗ — Электродвигатель короткозамкнутый асинхронный привода заднего упора – 0,7/ 0,9 кВт;
Электроаппаратура защиты и управления работой ножниц в различных режимах смонтирована на станине ножниц и в отдельно стоящем блоке управления БУБ-2.
Органы управления (кнопки, переключатели), арматура световой сигнализации и счетчик числа ходов смонтированы в блоке управления и пульте управления, установленном на внешней стороне редуктора ножниц.
Электрическая схема предусматривает работу ножниц в следующих режимах:
- одиночные ходы (двурукое управление и от педали);
- непрерывные ходы (двурукое управление);
- толчок (двурукое управление);
- ручной проворот (при отключенном электродвигателе главного привода);
- регулировка заднего упора (при отключенном электродвигателе главного привода).
Подключение и отключение электрооборудования ножниц к сети производится вводным автоматическим выключателем. Аварийное отключение ножниц осуществляется кнопками “Аварийный стоп”, которые находятся на пульте управления, и выносном кнопочном посту, установленном на другой стороне стола.
В электросхеме ножниц используются напряжения:
- Напряжение силовой цепи ~380 В 50 Гц
- Напряжение цепей управления двигателями переменного тока ~110 В
- Напряжение цепей управления муфтой и тормозом =24 В
- Напряжение питания вентилей =24 В
- Напряжение цепи сигнализации ~5 В
- Цепи освещения линии реза ~220 В
- Местное освещение ~24 В
Конструктивные особенности
Использовать рассматриваемую модель гильотины можно для осуществления резки по заданной разметке или без нее. Для этого могут использоваться установленные боковые и здание упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям можно отнести:
- схема имеет верхний привод, который приводится в движение при помощи специального электрического мотора;
- передаточный механизм представлен клиновидной передачей и цилиндрическим редуктором – стандартная схема для ножниц этой серии. Использование ременной передачи позволяет осуществить защиту установленного электродвигателя. При превышении показателя возможной нагрузки ремень начнет скользить на шкивах. При этом коэффициент потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение использовать редуктор закрытого типа и клиноременной передачи позволяет также снизить уровень шума, исходящего от ножниц Н3118;
- разрезаемый материал для повышения точности обработки прижимается при помощи специальной кулисы, которая работает синхронно с ножевым механизмом. Регулировки прижима осуществляется системой пружин, которая находится внутри корпуса;
- модель Н3118 оборудована задним и боковым упором также для фиксации металла во время обработки;
- электронная схема позволяет проводить резание в одиночном и автоматическом режиме. Установка основных функций и управление всем оборудованием проводится через специальный пульт или педали. При включении одиночного режима резания даже при длительном нажатии кнопки пуска проводится одиночное резание, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции используется комбинированный способ смазки трущихся элементов. Отметим, что смазывающая жидкость не подается в зону резания и поэтому заготовки после резания не имеют на поверхности масла или иной СОЖ;
- включение системы проводится при помощи жесткой муфты, которая оснащена двумя шпонками и магнитом, работающим от электричества. Подобная особенность обуславливает уменьшение расходов на эксплуатацию и снижение стоимости ножниц Н3118.
Ножницы гильотинные рассматриваемой серии пользуются большой популярностью по причине простоты использования, эффективности, высокой практичности и надежности.
Гильотинные ножницы Н3118 выполнены с верхним приводом. Для мерной резки полос гильотина ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки.
Описание составных частей ножниц кривошипных листовых Н3121
Станина ножниц Н3121
Все механизмы и узлы ножниц кривошипных листовых Н3121 смонтированы на станине.
Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой стяжками и столом. Стол крепится к стойкам болтами. К столу винтами крепятся нижние ножи. Для удаления отрезанных заготовок предусмотрен склиз.
Привод ножниц кривошипных листовых Н3121
Электродвигатель ножниц шарнирно закреплен на плите станины. Регулировка натяжения клиновых ремней осуществляется изменением угла наклона электродвигателя с помощью натяжного винта.
Муфта включения кривошипных ножниц Н3121
Конструкция муфты включения с поворотными шпонками показана на рисунке.
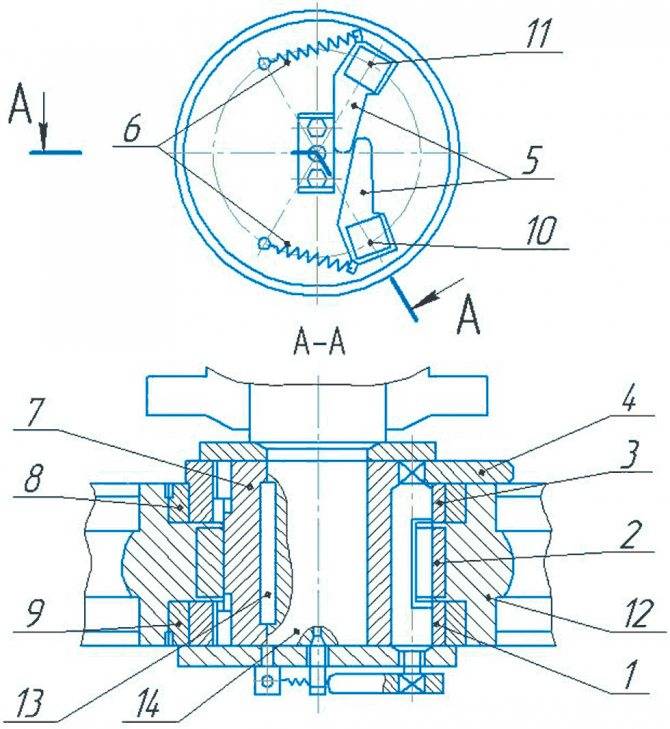
Муфта включения при помощи втулки 2 жестко крепится в ступице колеса 12. При отключенном электромагните втулка 2 свободно вращается с колесом 12, не входя в зацепление с втулкой 7, заклиненной относительно вала 14, шпонкой 13. Втулки 8 и 9 являются подшипниками скольжения.
При включении электромагнита хвостовик 4, расположенный на правом конце шпонки 10, освобождается от упора электромагнита, и пружины 6 приводят в действие рычаги 5. Рычаги 5 поворачивают рабочую 10 и запорную 11 шпонку муфты включения, и они занимают рабочее положение, войдя в пазы втулок 7 и 2, жестко связывают их между собой. От колеса 12 через втулки 1, 2, 3 вращение передается втулке 7, от нее через шпонку 13, вращение передается на вал 14. Вал делает один оборот (рабочий ход), хвостовик упирается в палец, поворачивая рабочую шпонку 10 и, одновременно, через рычаги 5 запорную шпонку 11, муфта отключается.
В режиме холостого хода зубчатое колесо свободно вращается на паре подшипников скольжения 8 и 9.
Ножевая балка кривошипных ножниц Н3121
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами жесткости. К балке винтами крепятся ножи для резки.
Прижим и защитная решетка кривошипных ножниц Н3121
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка зажимает лист, а затем начинается рез. Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
Регулировка усилия прижима производится гайками, сжимающими пружину прижимной балки.
К направляющим планкам прижима жестко закреплена защитная решетка, предохраняющая руки рабочего от попадания под прижим. При снятой защитной решетке срабатывает электрическая блокировка, и ножницы автоматически отключаются.









Упор задний ножниц Н3121
Установка снабжена задним упором для резки листа заданного размера. Задний упор состоит из упорной линейки и двух цилиндрических реек, перемещаемых вручную. При резке листа длиной более 500 мм уголок упора снимается.
Уравновешиватели кривошипных ножниц Н3121
Уравновешиватели служат для компенсации веса ножевой балки, снижение динамических нагрузок при работе на ножницах.
Уравновешиватель состоит из двух наборов пружин, установленных в стаканах, приваренных к швеллерной коробке станины.
Штоки уравновешивателя шарнирно соединены с ножевой балкой.
Ограждения ножниц Н3121
Ограждения ножниц сварной конструкции выполнено из тонколистовой стали. Состоит из четырех кожухов, которые закрывают шкив мотора, маховик, клиноременную передачу шестерни и зубчатые колеса. Все ограждения крепиться к станине болтами.
Кинематическая схема кривошипных ножниц Н3121
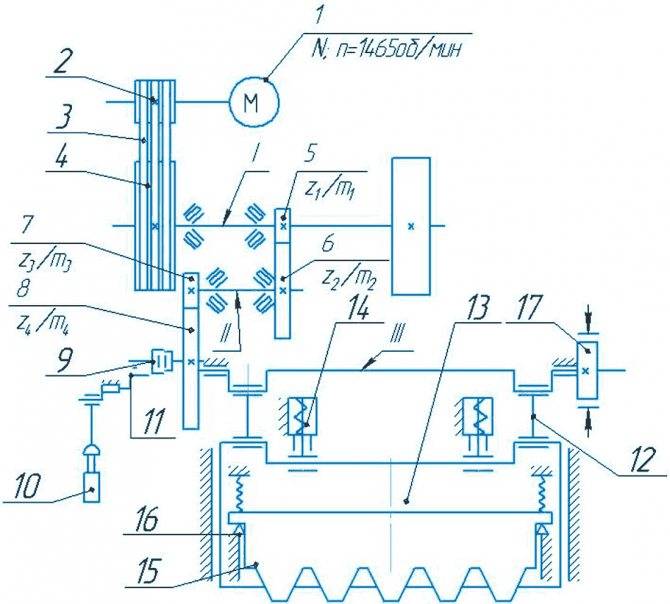
| Модель установки | Число зубьев/модуль | Мощность электродвигателя, кВт | |||
| Z1/m1 | Z2/m2 | Z3/m3 | Z4/m4 | ||
| Н3121 | 19/10 | 52/10 | 19/12 | 75/12 | 37 |
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.









При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Установка зазора между режущими кромками
Абсолютно ровный рез без заусенцев или загибов на гильотинных ножницах с гидравлическим приводом можно получить только при правильно установленном зазоре между ножами. В случае, если зазор слишком маленький, то металл будет иметь неровный край, а при большом – начнет загибаться во время резки.
Настройку положения режущих кромок необходимо проводить даже на качественном оборудовании. Производится она с помощью рычагов управления нижними направляющими роликами ножниц. Рычаги имеют несколько фиксируемых положений, из которых крайнее верхнее соответствует минимальному зазору. При работе числового программного управления регулирование производится автоматически при помощи двух горизонтально расположенных гидроцилиндров.
Ножницы гильотинные Н3121
Гильотина Н3121 считается востребованным промышленным оборудованием, которое устанавливается, как на крупных производственных участках, так и в мелких заготовительных цехах с целью осуществления прямолинейной поперечной и продольной резки листового металла. В зависимости от того, какой привод используется, гильотина Н3121 может быть двух видов:
- гидравлическая;
- с кривошипным механизмом или механическая.
Технические характеристики
Рассмотрим основные особенности строения:
- Станок оснащен режущим инструментом наклонного типа.
- По многих параметрам гидравлическая гильотина довольно схожа с механическими механизмами.
- Для проведения качественной резки, используются ножи твердостью 54-58 HRC.
- Основа гильотины — это сварная станина, что выполнена из листового металла. остоит станина из двух стоек, которые соединены между собой стяжками и рабочим столом, на который крепятся неподвижные ножи.
- В станине гильотины имеется специальный склиз, через который удаляются отрезанные заготовки.
- Чтобы произвести регулировку зазора между нижними и верхними ножами, оператор должен передвигать стол в горизонтальном направлении.
- Ножевая балка гильотины представляет собой Г-образную сварную конструкцию, которая усилена ребрами жесткости.
- Для повышенной точности реза, заготовка фиксируется на рабочем столе с помощью упоров. Задний упор расположен на задней части ножевой балки, а боковой и передний упоры крепятся на столе.
- В конструкцию гильотины Н3121 смонтировано специальное приспособление — уравновешиватель, что способен минимизировать динамические нагрузки и компенсировать массу ножевой балки.
- Для защиты оператора от вращающихся частей станка имеются специальные металлические ограждения, которые представляют собой стальные кожухи толщиной 1,6 м. Такими ограждениями закрыты — маховик передачи, шкив двигателя, тормозная система и приводные валы.
- Также в конструкция станка оснащена специальным ограждение зоны реза. Такая решетка в опущенном и поднятом положении удерживается специальными пружинами.
- Способы смазки трущихся элементов гильотины Н3121 — ручной тип (с помощью шприца или масленки) и централизованная система, в которой масло подается специальным насосом.
Управлять станком оператор может кнопочной станцией (пульт) и педалью при одиночном ходе. На современном рынке станкостроения представлена модифицированная версия Н3121 — гильотина НА3121, в которой увеличена открытая высота между верхними и нижними ножами на 20 см. Однако модифицированная версия может обрабатывать листовые заготовки малой ширины — до 500 мм.
Преимущества
Гильотинные ножницы Н3121 способны производить резку металла, как по боковому и по заднему упору, так и по разметке. Резак способен выполнять рубку металлических листов толщиной до 6 см, а длина реза может превышать 8 метров.
Обратите внимание! Так как мощность кривошипной гильотины меньше в сравнении с гидравлическими станками, рекомендуется производить резку механическим резаком листового металла толщиной 3-8 мм. Однако скорость обработки заготовок у кривошипной гильотины намного выше, то есть до 56 резов в одну минуту, а у гидравлики — 3-18 резов в минуту. За счет наличия жестко смонтированной муфты, в конструкции которой имеется электромагнит и поворотные шпоны, значительно снижаются эксплуатационные расходы, так как гильотина способна работать без подвода воздуха
За счет наличия жестко смонтированной муфты, в конструкции которой имеется электромагнит и поворотные шпоны, значительно снижаются эксплуатационные расходы, так как гильотина способна работать без подвода воздуха.
Поставляются гильотинные ножницы Н3121 в собранном состоянии. Устанавливается станок на фундамент за счет клиньев. Данная модель станка полностью соответствует стандартам ГОСТ-6282.
Конструктивные особенности
Конструктивные особенности Н3121 определяют главные характеристики. При рассмотрении конструкции выделяются такие моменты:
- При изготовлении станины используется листовая сталь. Гильотина Н имеет сварное основание.
- Рассматриваемые кривошипные гильотинные ножницы имеют две боковые стойки, соединенные со столом и тремя специальными стяжками.
Габаритные размеры. Вид спереди.
Габаритные размеры. Вид сбоку. - Для установки необходимого зазора стол Н3121 имеет специальный механизм регулировки.
- Привод, установленный на кривошипные ножницы, представлен электродвигателем.
- Передача усилия проводится через клиноременную передачу. Ее использование при создании кривошипных ножниц оправдано тем, что при превышении показателя допустимой нагрузки происходит проскальзывание ремня. Этот момент позволяет защитить двигатель Н3121 от искривления вала или другого повреждения из-за превышения нагрузки.
- В передаче усилия участвует цилиндрический редуктор, имеющий две ступени. Конструкция редуктора кривошипных ножниц представлена закрытым типом, что позволяет значительно снизить уровень шума во время работы.
- Ножевая балка, которая становится исполнительным элементом конструкции Н3121, получает движение возвратно-поступательного типа от коленчатого вала и шатуны.
- Уравновешивается положение балки с помощью пружин. Пружина позволяет значительно увеличить точность передаваемого усилия.
- Два шатуна отвечают за передачу усилия, специальный шкив, эксцентрично расположенный, обеспечивает торможение ножа в верхней точке. Это позволит исключить вероятность забегания ножа под действием силы инерции. Поэтому кривошипные гильотинные ножницы могут работать с высокой скоростью.
- Муфта включения имеет две поворотные шпонки и электромагнит. Особенности конструкции муфты Н3121 обеспечивают надежную работу ножа без системы подкачки сжатого воздуха, что сильно упрощает конструкцию и снижает эксплуатационные расходы.
- Для повышения точности работы кривошипных ножниц применяется специальная прижимная балка. При этом ее движение происходит в зависимости от положения ножевой балки.
- Модель Н3121 имеет задний упор, позволяющий значительно повысить точность обработки.
- Для повышения безопасности работы, конструкция имеет защиту в виде решетки. Поэтому кривошипные гильотинные ножницы модели Н3121 применяются при организации автоматической подачи.
- Управление кривошипными ножницами ведется при помощи специального кнопочного пульта. Есть возможность установки автоматического процесса резания, когда оборудование будет проводить резку по установленным параметрам до момента остановки. Также есть возможность установить единичный ход.
- Есть специальный механизм поддержания отрезаемого листа, что повышает точность работы. Прижим материала проводится штоками, имеющими пружины.
- Задний упор установлен с тыльной стороны и используется при поперечной резке. Его конструкция состоит из цилиндрических резок, которые могут перемещаться при необходимости оператором вручную. В паспорте указаны максимальные значения, которые можно выставить при помощи упора.
- Уравновешиватель представляет специальный механизм, удерживающий нож в верхнем положении после выполнения одиночного хода. Механизм простой, состоит из двух пружин, крепящихся к швеллеру станины специальными стаканами.
- Немаловажным элементов конструкции является тормоз. Он располагается на правом конце коленчатого вала, передаюшего усилие на нож. Торможение происходит за счет эксцентрично расположенного шкива относительно оси коленчатого вала.
Электрическая схема
Кинематическая схема
Электромагнитное управление позволяет обеспечить один рез при установке одиночного хода даже если педаль или кнопка не были вовремя отпущены. В данной ситуации срабатывает специальный блокиратор.
Вышеприведенные моменты определяют главные характеристики рассматриваемого оборудования. При изготовлении модели учитываются нормы, установленные по ГОСТ 6282-64.