Конструктивные элементы трубной резьбы
Основными конструктивными элементами трубной резьбы являются:
- Сбег — участок с неполным профилем резьбы на переходе от резьбы к гладкой поверхности детали.
- Недорез — участок без резьбы или с неполным профилем резьбы, обусловленный технологией изготовления резьбы.
- Проточка — элемент, позволяющий устранить недорез резьбы за счет уменьшения наружного диаметра цилиндрической поверхности, расположенной за наружной резьбой, или за счет увеличения внутреннего диаметра цилиндрической поверхности, расположенной за внутренней резьбой.
- Фаска — скос на торцевой поверхности детали, упрощающий сборку резьбового соединения.
Размеры сбегов, недорезов, проточек для наружных трубных резьб
На рисунке показаны конструктивные элементы наружной трубной резьбы.
Размеры конструктивных элементов — сбегов, недорезов, проточек, представлены в таблице.
Размеры конструктивных элементов внутренних трубных резьб
Основные элементы внутренней трубной резьбы показаны на рисунке.
Размеры конструктивных элементов внутренней резьбы представлены в таблице.
Какой может быть резьба трубная?
Нормативные документы разрешают использование следующих разновидностей:
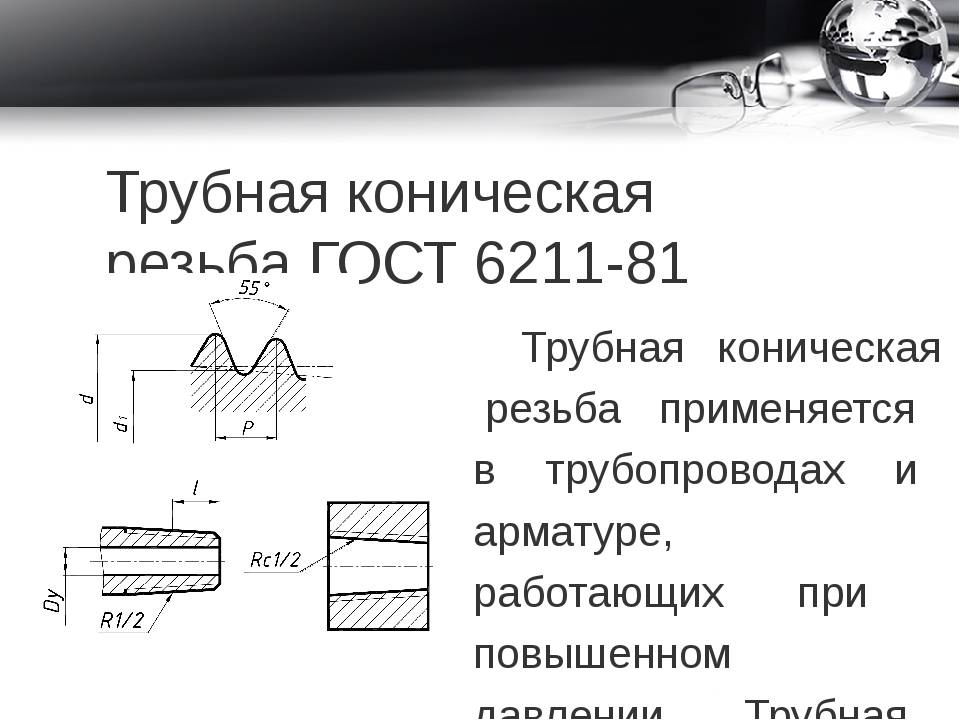
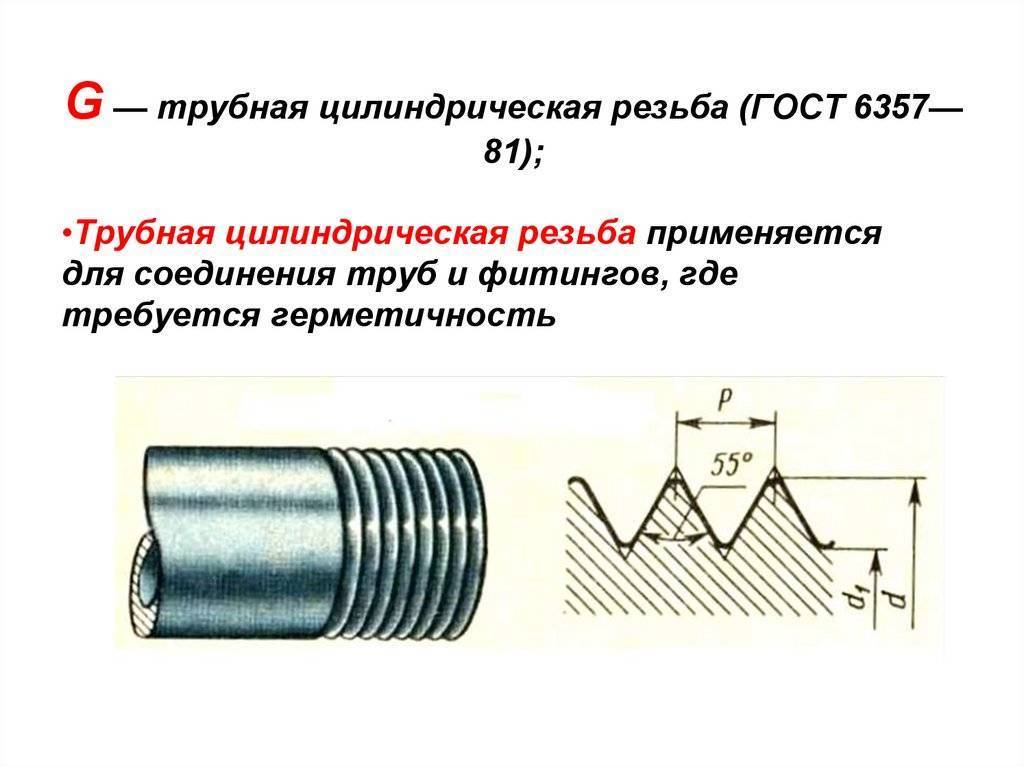
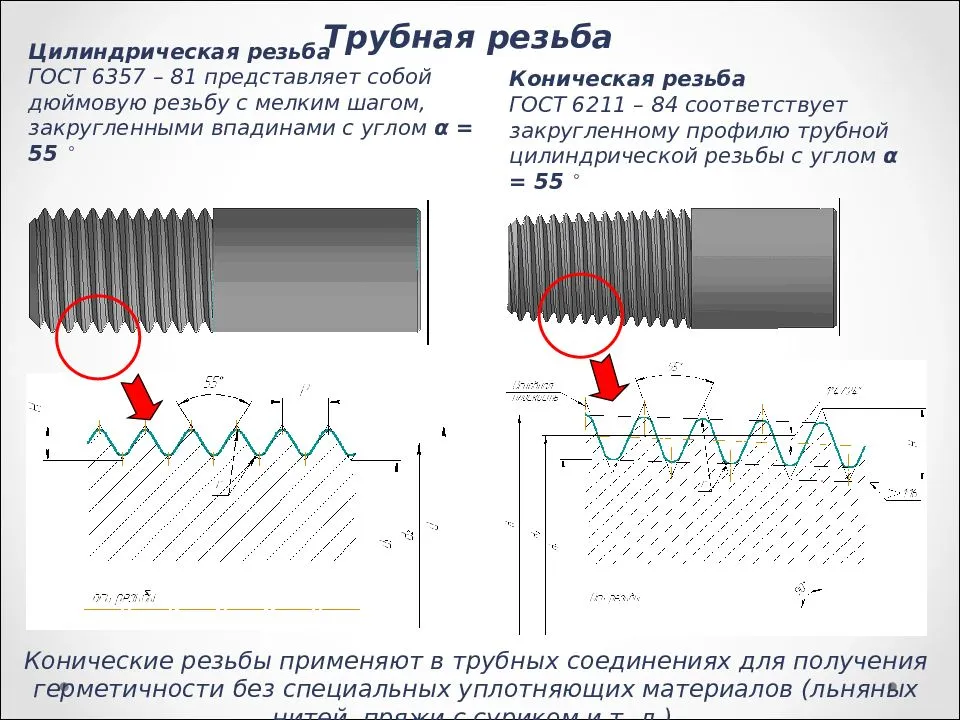
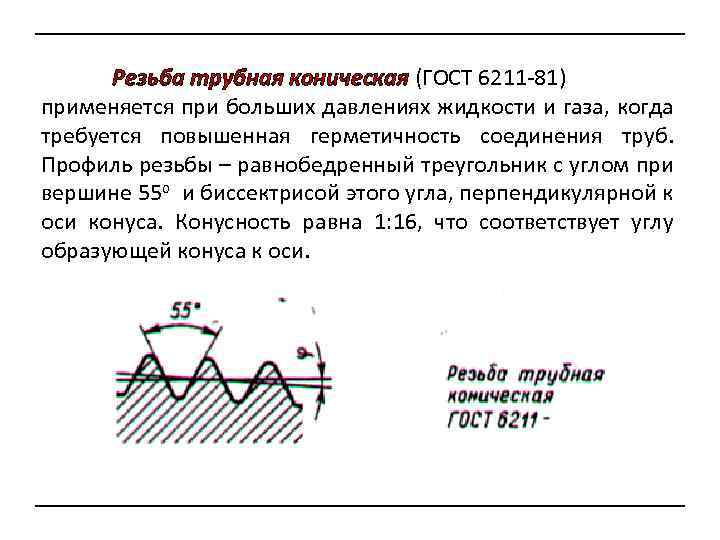
- Цилиндрическая. Для ее получения необходима спиралевидная нарезка с профилем, образованным равнобедренным треугольником, с углом при вершине равным 55 градусам.
- Коническая. Выполняется спиралевидная нарезка, идентичная предыдущей, но с конусностью на скошенном участке трубы, равной 1 к 16.
- Дюймовая. Угол при вершине равнобедренного треугольника в данном случае будет равен 55 градусам. В Соединенных Штатах Америки, а также в Канаде используются дюймовые цилиндрические резьбовые профили, угол при вершине которых составляет 60 градусов. Международное их название – NPSM, они производятся в диапазоне размеров от 1/16 дюйма и до 24 дюймов.
Популярность последнего варианта, дюймовой трубной резьбы, в последнее время сходит на нет. В новых трубопроводах гораздо чаще используется цилиндрическая либо же коническая нарезка.
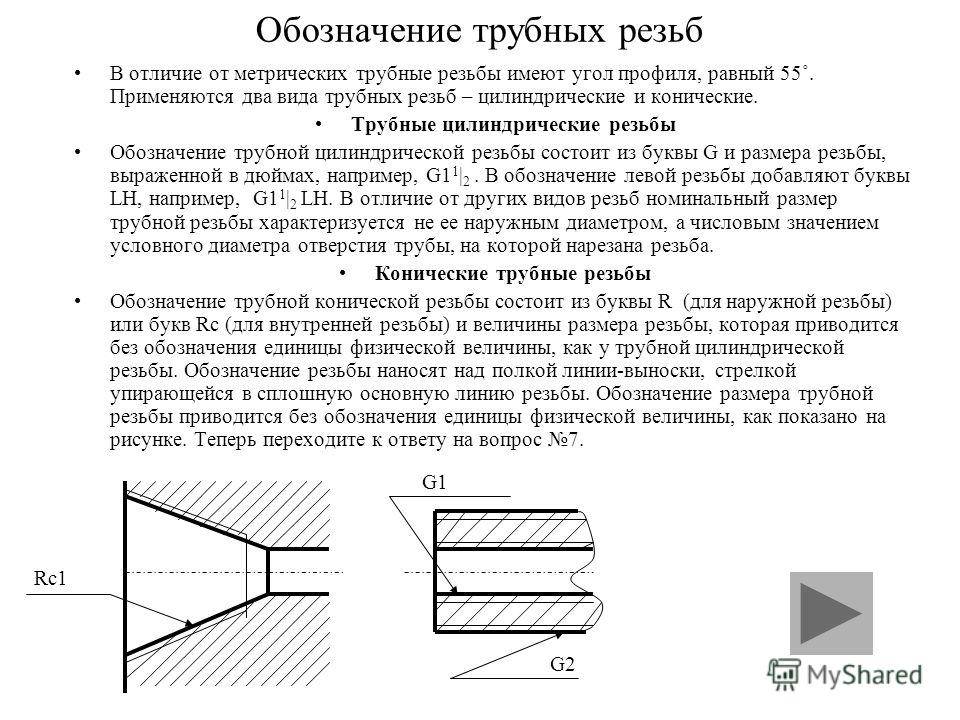
Цилиндрический тип имеет собственное обозначение – буква «G», о наличии конической нарезки трубы говорит маркировка с буквой «R» или «К» (для конических дюймовых нарезок). Параметры метрической цилиндрической накатки освещаются в ГОСТе под номером 8724-81. Для метрической конической нарезки существует ГОСТ-25229-82, если резьба коническая дюймовая, то используется ГОСТ 6357-81.
Коническая резьба дает более прочное соединение, поэтому трубы с такой нарезкой используют в промышленности и условиях, требующей повышенной надежности
Коническая резьба используется для бытовых целей реже, в основном такой тип резьбы получил распространение при сборке гидравлических аппаратов, постройке маслопроводов и топливопроводов для автомобилей и летательных устройств. Конический тип нарезки отличается более прочным соединением, близким к монолиту. Конические накатки, предназначенные для работы под высоким давлением, производятся по американскому стандарту NPT.
Основными параметрами резьбовых соединений, помимо представленных выше разновидностей, являются такие факторы:
- Направление, расположение.
- Единица измерения профиля – дюймовая или метрическая (в мм).
- Шаг – повторяющееся расстояние между витками.
- Внутренний диаметр нарезки.
Также существует такое понятие, как нестандартные резьбы. Они бывают, например, прямоугольными или квадратными. Изготовление такого типа нарезки возможно только с условием предоставления заказчиком подробных чертежей с указанием всех индивидуальных параметров резьбы.
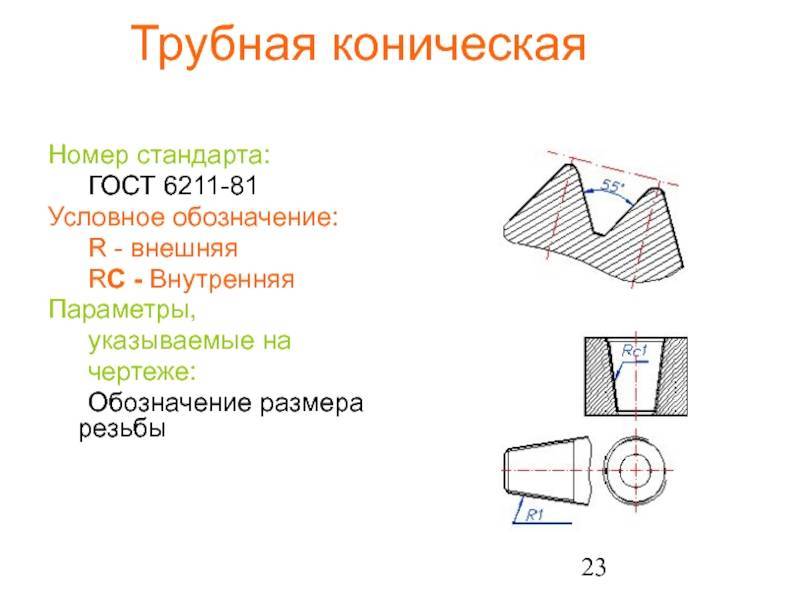
Коническая резьба
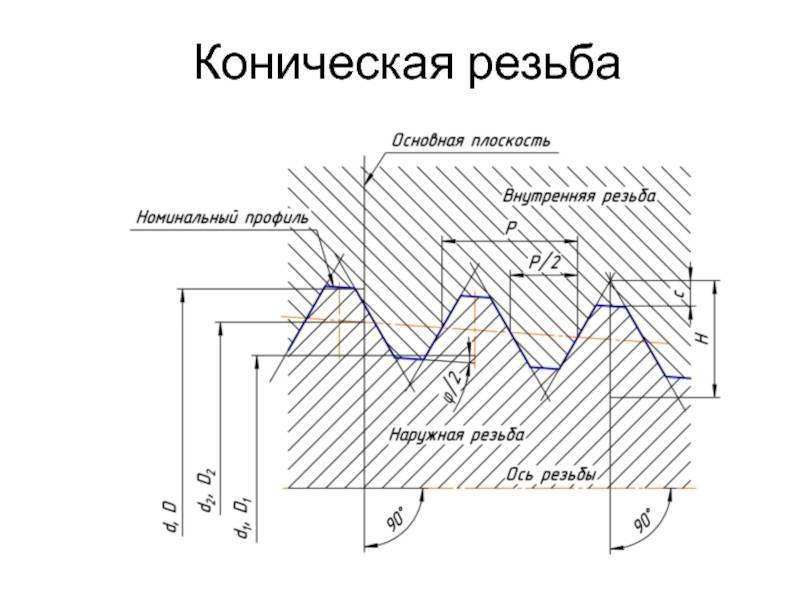
Конической называется трубная резьба с диаметрами — внутренним, внешним и средним — уменьшающимся к концу резьбы. Конец трубы с нарезанной резьбой представляет собой в профиль не цилиндр, а конус.
Основных применения у такой резьбы два.
В случае изношенной или частично сорванной внутренней резьбы резьбового соединения, которое не может быть в силу каких-либо причин заменено полностью. Коническая резьба с чуть большим максимальным диаметром может обеспечить на какое-то время герметичность соединения.
Глава государства предостерегает
По тексту ГОСТ 6211 81 резьба трубная коническая используется в случае, когда нужно обеспечить герметичность трубопровода, находящегося под очень большим давлением. Типичный случай — гидравлические системы, приводящие в действие тяжелую технику.
https://youtube.com/watch?v=oan1ftAb-5s
Стандарты
Упомянем и существующие стандарты.
Здесь отлично виден профиль резьбы
- По ГОСТ резьба коническая трубная различается шагом резьбы, причем для каждого диаметра характерен свой шаг. Под шагом понимается количество витков на один дюйм.
- Трубная коническая резьба ГОСТ 6211 81 имеет, независимо от диаметра, фиксированный угол, на который поверхность конуса отклоняется от оси трубы. Он берется равным 1°47’24». Это соответствует уклону 1:16.
- Диаметр труб, для которых используются конические резьбы, ограничен шестью дюймами. Для труб большего диаметра используется сварка или фланцевые соединения.
- По тексту ГОСТ резьба трубная коническая должна обладать фиксированным соотношением среднего, внешнего и внутреннего диаметра с длиной резьбы. При этом разделяются рабочая и полная длина наружной резьбы. Однако допустимы и резьбы меньшей длины. При этом соотношение рабочей длины резьбы к полной длине, которую имеет наружная резьба коническая трубная ГОСТ регламентирует жестко. Логично, в общем — резьбовое соединение, которое держится лишь на двух-трех крайних нитках, может обеспечить герметичность, но явно не будет обладать достаточной прочностью.
- Обозначение трубной конической резьбы тоже определяется ГОСТом. Туда входит буква R, собственно, и обозначающая, что мы имеем дело с наружной конической трубной резьбой, и размер резьбы. Левые резьбы, как и в случае цилиндрических резьбовых соединений, помечаются буквами LH. Внутренняя коническая резьба помечается буквой Rc, внутренняя цилиндрическая — Rp. При чем здесь цилиндрическая? Дело в том, что часто наружные конические резьбы используются в паре именно с цилиндрическими внутренними соответствующего шага.
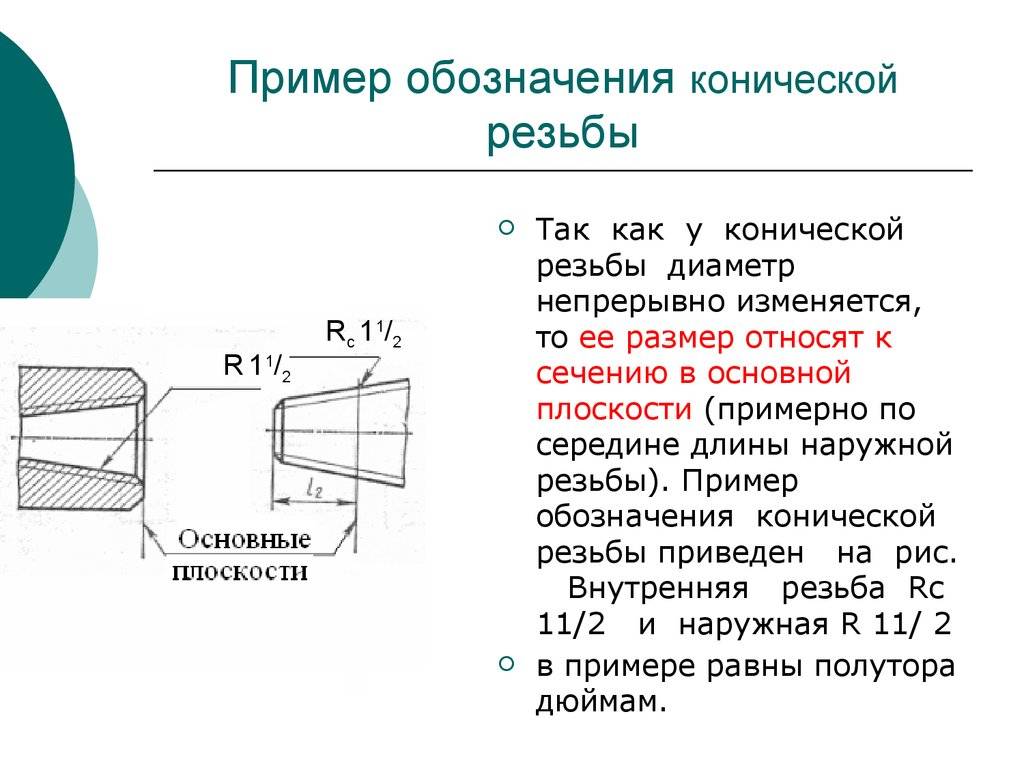
Давайте остановимся чуть подробнее на том, какое может иметь резьба трубная коническая обозначение в разных случаях.
Обозначения
Резьбовое соединение здесь, поскольку могут соединяться резьбы разных типов, обозначается дробью, в котором числитель — внутренняя резьба, а знаменатель — внешняя. Так, Rp/R 3/4 LH — это левое резьбовое соединение, включающее трубную цилиндрическую внутреннюю резьбу и коническую наружную диаметром три четверти дюйма.
Разумеется, при соединении резьб разных типов всегда стоит ограничивать свой энтузиазм в области приложения силы, чтобы не получилось так:
Сила не всегда права
Резьба BSPP
Британская стандартная трубная резьба до сих пор является самой распространенной резьбой в гидравлических системах в Европе. Настоящий раздел разбит на две части – одна описывает шланговые, а вторая — резьбовые переходники BSP.
Конусный переходник 60°
Функция конуса 60 градусов. Эта форма переходников BSPP, модифицированная для работы в качестве шлангового переходника, популярна в Великобритании, скандинавских странах и других странах Европы. Стандарт соединений – BS5200. Внутреннее отверстие переходников BSPP имеет конус с углом 60 градусов, который сопрягается с конусом того же угла поворотного шлангового фитинга. При завинчивании гайки два конуса прижимаются друг к другу и образуют металлическое уплотнение. Этот тип соединений обладает гибкостью применения, поскольку их можно завинчивать в резьбовые отверстия BSPP. В этом случае необходимо использовать двухслойный уплотнитель – обычно шайбу, состоящую из металлического внешнего кольца и внутреннего эластомерного уплотнителя.
Несмотря на эту гибкость, данные переходники нельзя использовать в качестве трубных фитингов так же, как фитинги Triple-Lok, O-Lok или , и поэтому их нельзя назвать универсальными.
Многие производители делают коленчатые или тройниковые переходники путем пайки прямых деталей. Это может привести к сильному прокаливанию фитинга в процессе пайки, в результате материал становится мягким. Тройники и коленчатые переходники Parker производятся из высококачественной поковки и имеют чрезвычайно долгий срок службы.
1) уплотнительное кольцо со стопором; 2) форма A
Функция резьбовых переходников BSPP. Резьбовые переходники BSPP предназначены для отверстий с фрезерованной плоской опорной поверхностью вокруг резьбы. Опорная поверхность обеспечивает ровную область уплотнения, где бы ни использовалось такое отверстие – будь то фрезерованный блок клапанов или литой корпус насоса. Первоначально уплотнитель был сделан в виде медной шайбы (или из другого пластичного метала), но сегодня в большинстве переходников используются эластомерные уплотнители.
Высочайшие рабочие характеристики достигаются благодаря уплотнителю ED, после которого стоят уплотнительное и стопорное кольцо, двухслойный уплотнитель и, наконец, металлический уплотнитель немецкой конструкции «Form-B». В качестве регулируемых фитингов они поставляются только в разновидностях с уплотнительным кольцом и стопором. Конструкция уплотнителя ED не позволяет регулировать фитинги.
Трубная резьба
Резьба трубная представляет собой группу стандартов, предназначенных для соединения и уплотнения различного рода элементов конструкций посредством трубных резьб. Качество работы при нарезании канавок оказывает большое влияние на надежность соединения и полученной таким способом конструкции
Особенно нужно уделять внимание соотнесенностью резьбы с осью трубы, на которую она наносится
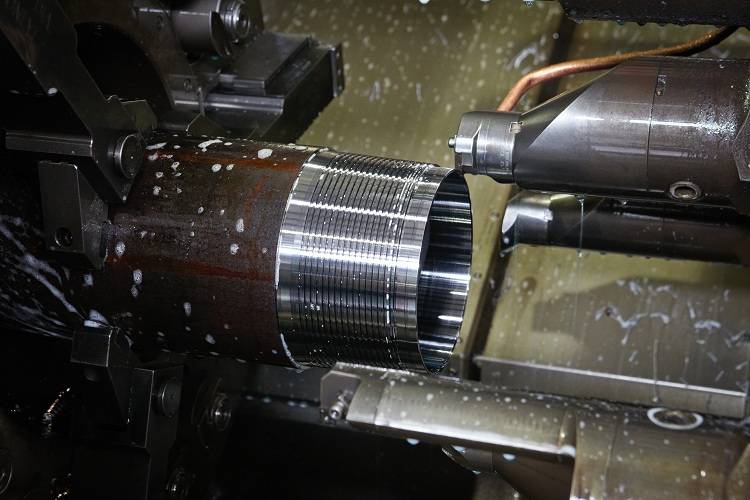
При нарезании резьбы вручную с использованием плашки соосность далека от идеальных показателей, что может повлиять на надежность и качество соединения. Что же касается использования таких инструментов, как токарный или электрический резьбонарезной станок, применения резьбонарезных головок с точным резьбонарезным ножом, то здесь показатели нанесенной резьбы сопоставимы с теоретическими значениями.
В нашем каталоге представлены резьбонарезные станки, резьбонарезные клуппы, головки,ножи, обеспечивающие выполнение работ с высокой точностью. Все оборудование полностью соответствует международным стандартам в этой области.




Коническая труба — Большая Энциклопедия Нефти и Газа, статья, страница 1
Коническая труба
Коническая труба, установленная вертикально узким сечением кверху, имеет диаметр в широкой части di 500 мм, а при выходе 2100 мм.
Железобетонные дымовые конические трубы обычно возводятся в инвентарной металлической переставной опалубке. Наружная опалубка состоит из щитов-панелей высотой 2 7 м, а внутренняя-из двух поясов-щитов высотой по 1 25 м, устанавливаемых последовательно в два яруса. Возведение труб в переставной опалубке в описанном выше подвижном тепляке сопряжено со значительной затратой труда и времени.
Обычно коническую трубу изготовляют из стекла ( иногда из металла) и наносят на нее шкалу, по которой визуально отмечают положение поплавка.
Стойки представляют собой пустотелые конические трубы.
При подведении конических труб диаметром выходного отверстия от 3 5 до 4 5 м для подъема инвентарной сшалубкц допускается применение талей.
Применительно к расширяющейся конической трубе формула ( 7 — 17) преобразуется так.
В настоящее время конические трубы применяются только у низконапорных маломощных турбин ( фиг. Здесь они изготовляются сваркой или клепкой железных листов и привертываются на фланцах к колесной камере.
Последняя состоит из конической трубы а, снабженной ребрами г, четырех перегородок 6, укрепленных на конусе, и наружной воронки в. Движение жидкости в барабане во время центрифугирования показано стрелками.
Опалубка для сооружения конических труб ( рис. 185) состоит из наружных прямоугольных и трапецеидальных металлических щитов высотой 2J м, соединенных при помощи бортовых уголков и болтов в конический барабан. В трех местах по окружности щиты заходят друг за друга, давая возможность изменять диаметр окружности барабана. Наружная опалубка подвешена к кольцевой несущей раме, подвешенной в свою очередь на талях к шахтному подъемнику, описание которого дано в разделе Строительные механизмы. Радиальные регулирующие винты, прикрепленные к кольцевой раме, дают возможность изменить диаметр опалубки. Внутренняя опалубка состоит из меньших щитов высотой 1 25 м, устанавливаемых вплотную один к другому и укрепляемых распорными прутьями из круглой стали, закладываемыми в специальные скобы.
Уклон наружной поверхности конических труб высотой до 100 м должен быть равен 2 %, а при высоте более 100 м — от 1 5 % вверху до 6 % — внизу.
Определить сопротивление hr конической трубы, считая, что на ее элементарном отрезке коэффициент гидравлического сопротивления определяется в зависимости от скорости и диаметра, соответствующих этому сечению.
Он состоит из конической трубы / спомещенным в нем поплавком2 воспринимающим гидродинамическое давление обтекающей его жидкости. При подъеме поплавка скорость жидкости из-за увеличения сечения трубы уменьшается. При достижении равенства суммы всех действующих на поплавок сил ( архимедовой, сил тяжести и сопротивления обтеканию) он останавливается в положении, соответствующем данному расходу. Существуют расходомеры и других типов ( индукционные, акустические и др.), однако их применение более ограничено.
Подъемно-переставная опалубка для конических труб состоит из двух конических оболочек — внутренней и наружной, которые образуют форму, заполненную бетонной смесью. Каждая из оболочек монтируется из щитов, имеющих трапецеидальную и прямоугольную форму. По мере перестановки опалубки диаметр трубы уменьшается и, следовательно, уменьшается длина окружности опалубки. Такое изменение длины окружности опалубки достигается за счет удаления прямоугольных щитов. Щиты внутренней оболочки опалубки ( все прямоугольной формы) устанавливаются внахлестку.
Страницы: 1 2 3 4
www.ngpedia.ru
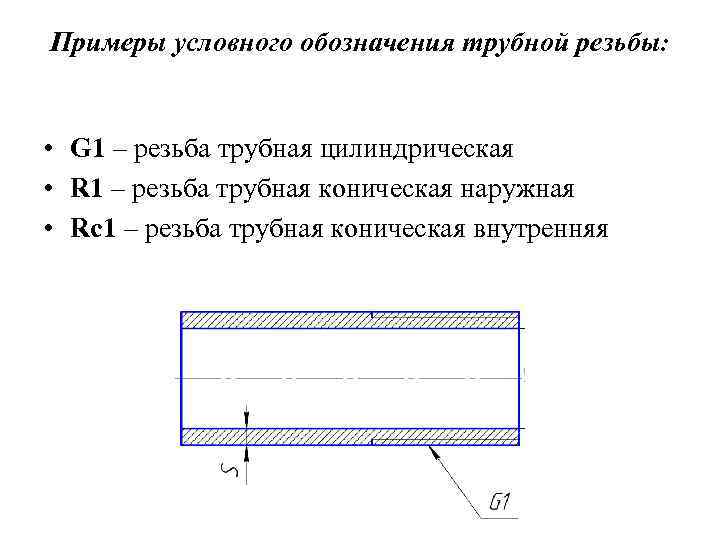
Виды трубной резьбы
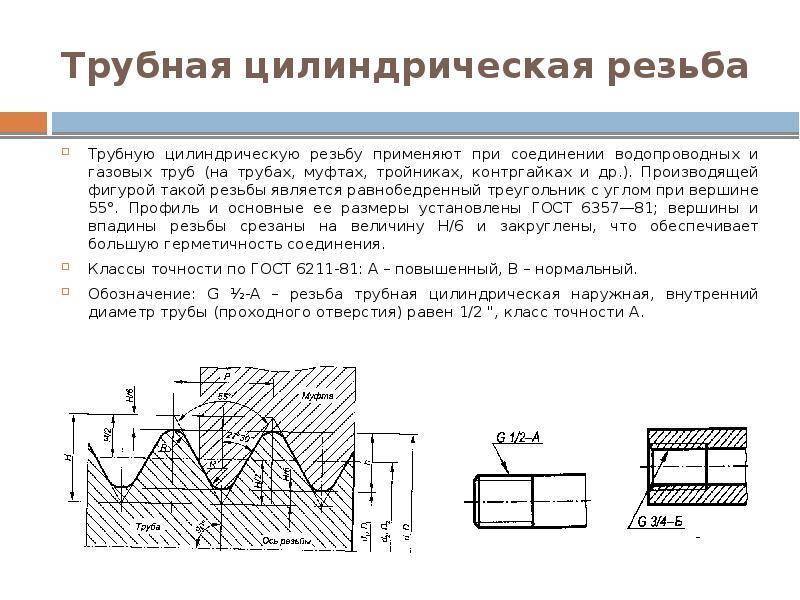
Итак, что же такое трубная резьба. Это та, которая имеет канавки особого профиля. В ее основе треугольник с вершиной 55° и скругленные вершины. Условное обозначение — G, после чего указывается условный проход трубы в дюймах. То есть, на чертежах ставят G 1 1/2″. Это и будет означать, что соединение резьбовое, резьба трубная с диаметром условного прохода 1 1/2 дюйма.
Как обозначается трубная резьба на чертежах? Буквой G и цифрами. Цифра — диаметр условного прохода трубы
Цилиндрическая трубная резьба: особенности, обозначение, размеры
Цилиндрическая трубная резьба описана в ГОСТ 6357-81. Она наносится на наружную или внутреннюю часть трубы. Стандарт также допускает соединение наружной конической и внутренней цилиндрической. Вообще, резьба должна быть выполнена с закруглениями, радиус которых тоже прописан. Однако под соединение цилиндрических деталей допускается прямой срез вершин треугольника (но не для соединения с конической резьбой).
Профиль цилиндрической трубной резьбы
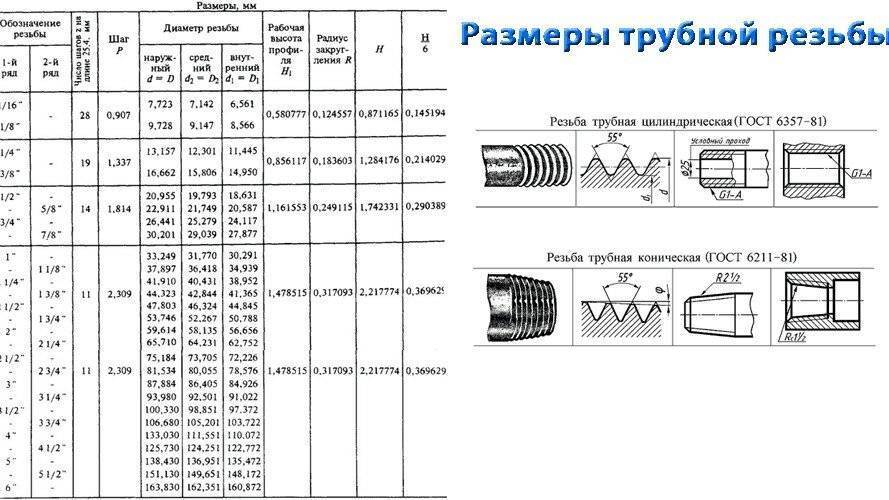
Далее размеры. Цилиндрическая трубная резьба может быть наружной и внутренней. Характеризуются они тремя диаметрами: наружным, внутренним и средним. А еще рабочей высотой профиля, диаметром скругления и шагом. Диаметры и количество витков приведены в таблице.
| Ряд 1 | Ряд 2 | D = d | D1 = d1 | D2 = d2 | ||
| 1/16 ” | 0,907 | 28 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9.728 | 9.147 | 8,566 | |||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | |||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | |
| 3/4″ | 22,911 | 21,749 | 20,587 | |||
| 5/8″ | 26,441 | 25,279 | 24,117 | |||
| 7/8″ | 30,201 | 29,039 | 27,877 | |||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | |
| 1 1/8″ | 37,897 | 36,418 | 34,939 | |||
| 1 1/4″ | 41,910 | 40,431 | 38,952 | |||
| 1 3/8″ | 44,323 | 42,844 | 41,365 | |||
| 1 1/2 | 47,803 | 46,324 | 44,845 | |||
| 1 3/4″ | 53,746 | 52,267 | 50,788 | |||
| 2″ | 59,614 | 58,135 | 56,656 | |||
| 2 1/4″ | 65,710 | 64,231 | 62,752 | |||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | |||
| 2 3/4″ | 81,534 | 80,055 | 78,576 | |||
| 3″ | 87,884 | 85,405 | 84,926 | |||
| 3 1/4″ | 93,980 | 92,501 | 91,022 | |||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | |||
| 3 3/4″ | 106.680 | 105,201 | 103,722 | |||
| 4″ | 113.030 | 111.551 | 110.072 | |||
| 4 1/2″ | 125,730 | 124,251 | 122,772 | |||
| 5″ | 138,430 | 136,951 | 135,472 | |||
| 5 1/2″ | 151,130 | 149,561 | 148,172 | |||
| 6″ | 163,830 | 162,351 | 160,872 |
По таблице, вроде вопросов быть не должно. Стоит только упомянуть, что при наличии выбора, стоит выбирать размеры из ряда 1. Шаг резьбы и количество витков — одинаковые для нескольких диаметров труб. Недостающие параметры — рабочую высоту профиля и диаметры скругления, берем из второй таблицы.
Рабочая высота профиля и диаметры скруглений для трубной цилиндрической резьбы
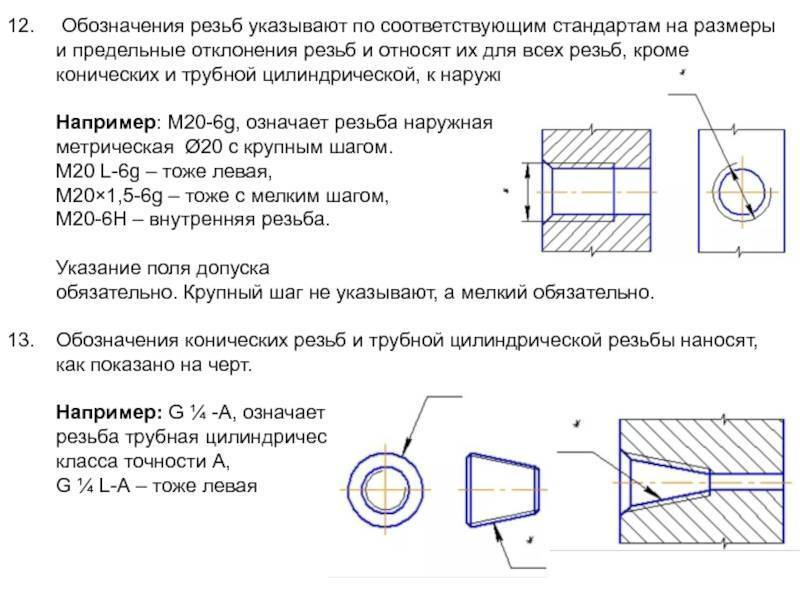
Обозначается цилиндрическая трубная резьба латинской буквой G, за которой проставлен диаметр условного прохода трубы в дюймах. Например: G 1/2″, G 2″ и т.д. Далее указывается:
- Если резьба левая, проставляются буквы LH, если правая ничего не ставят.
- Класс точности — A или B (у А меньше допустимые отклонения) ставят через дефис. Например, G 1 1/8″ — A или G 2″ LH — B. Второе — левая резьба с классом точности B.
- Затем прописывают длину свинчивания (длина участка в миллиметрах, на который наносится резьба). G 5/8″ — A — 40.
Если описывается соединение — труба/муфта, например, — класс точности указывается для обеих деталей. Например, G 2 3/4″ — A/A или G 1″ — B/A. Сперва указывается класс точности резьбы трубы, затем муфты или устанавливаемого устройства.
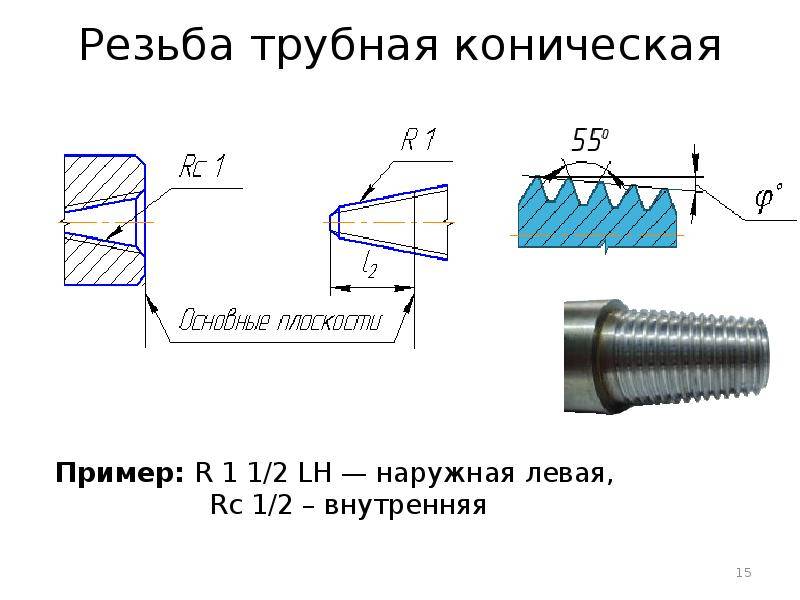
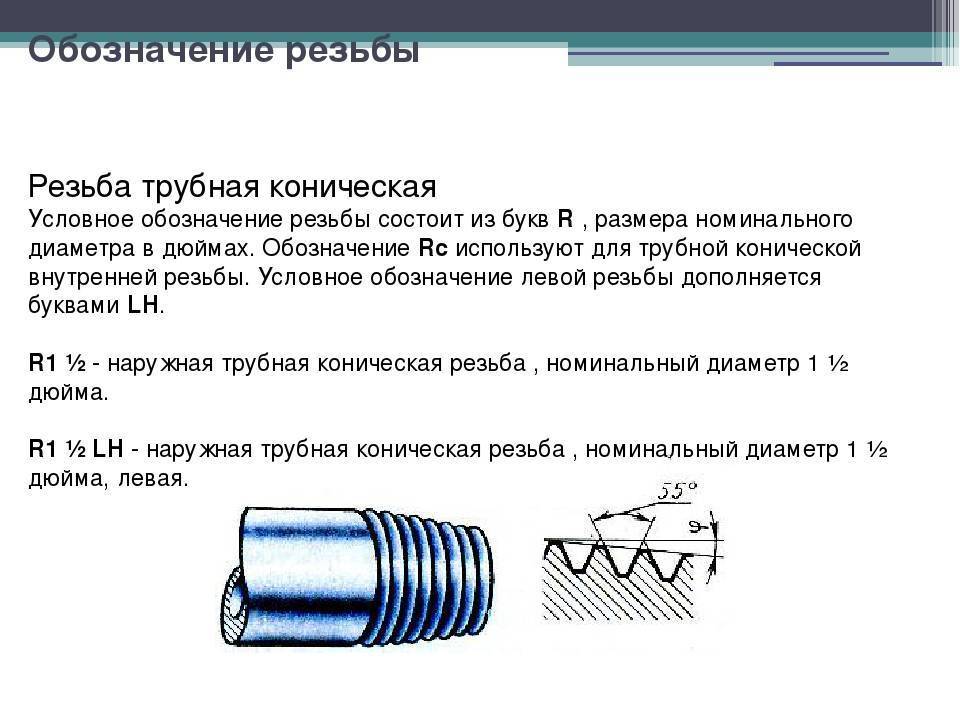
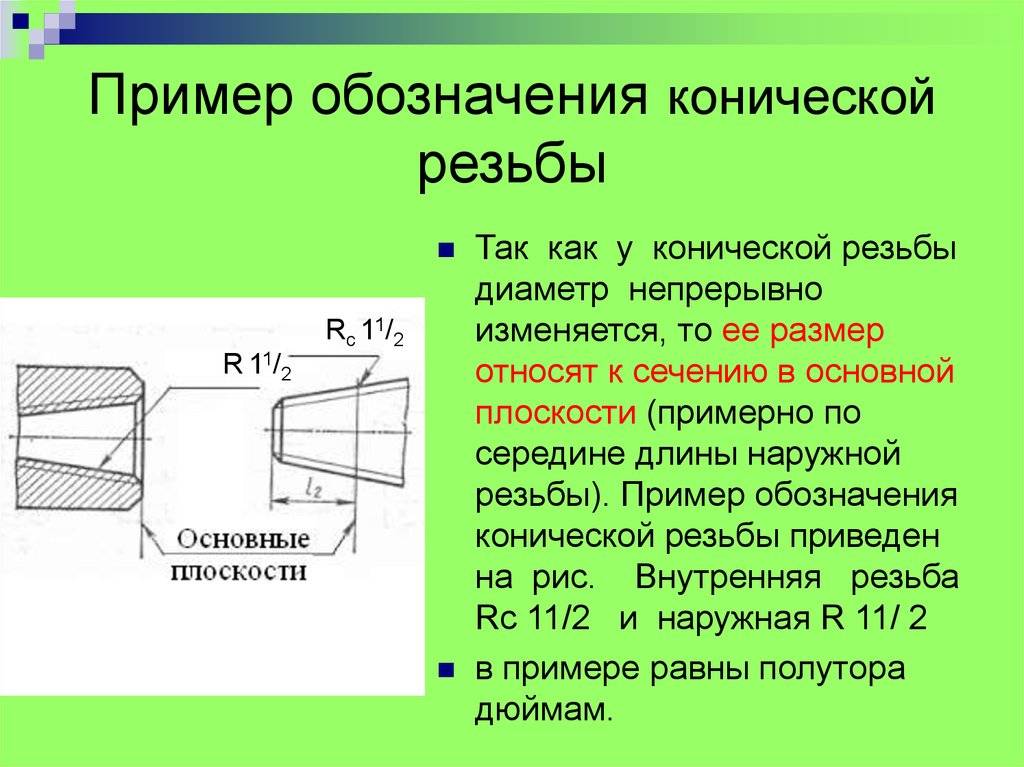
Коническая трубная резьба: особенности, таблица размеров, обозначение
Этот вид резьбовых соединений применяется там, где необходима высокая надежность соединения. Коническая трубная резьба отличается тем, что наносится на конус. Профиль ее при этом остается точно таким же, но добавляются две величины — рабочая длина резьбы l1 и l2 — длина от торца до основной плоскости. Эти столбцы добавлены в таблицу.
Трубная коническая резьба: профиль, основные размеры
| D = d | D1 = d1 | D2 = d2 | l1 | l2 | |||
| 1/16 ” | 0,907 | 28 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9.728 | 9.147 | 8,566 | ||||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26.441 | 25.279 | 24.117 | 14.5 | 9.5 | ||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | 16.8 | 10.4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19.1 | 12.7 | ||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | 19.1 | 12.7 | ||
| 2″ | 59,614 | 58,135 | 56,656 | 23.4 | 15.9 | ||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26.7 | 17.5 | ||
| 3″ | 87,884 | 85,405 | 84,926 | 29.8 | 20.6 | ||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31.4 | 22.2 | ||
| 4″ | 113.030 | 111.551 | 110.072 | 35.8 | 25.4 | ||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||
| 6″ | 163,830 | 162,351 | 160,872 | 40,1 | 28,6 |
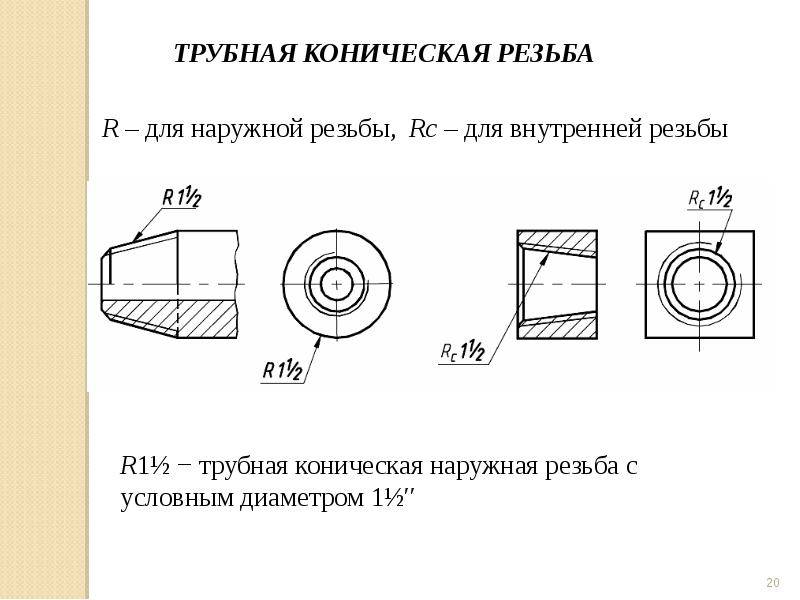
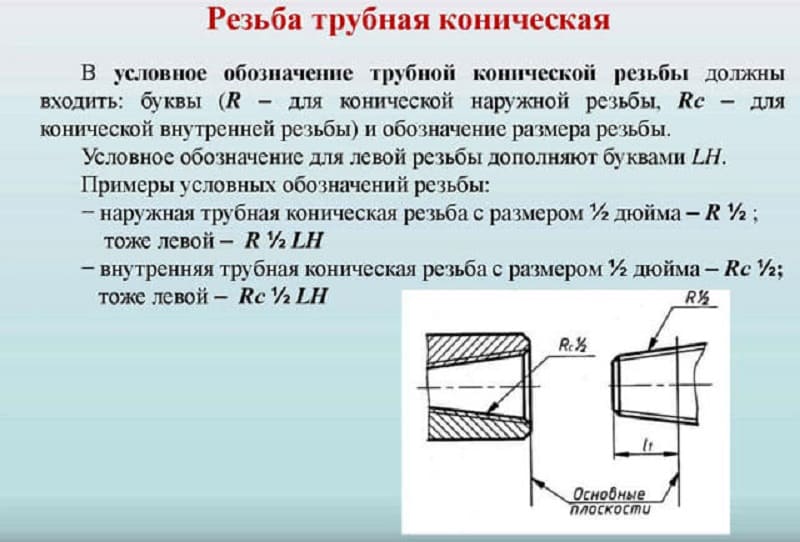
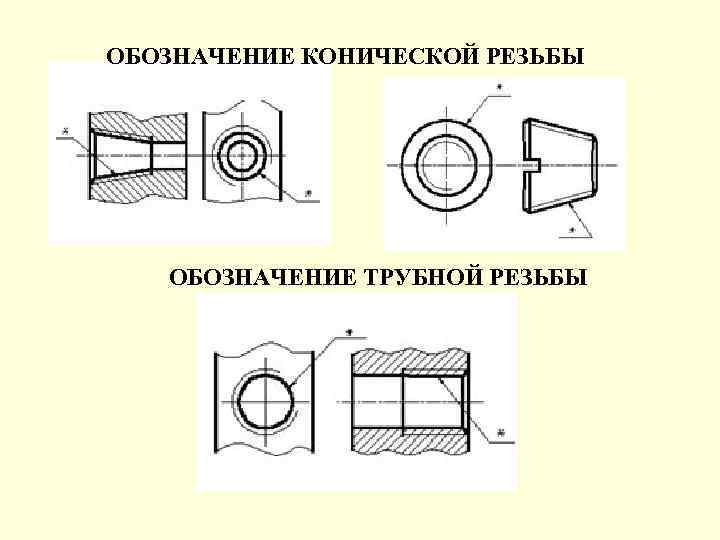
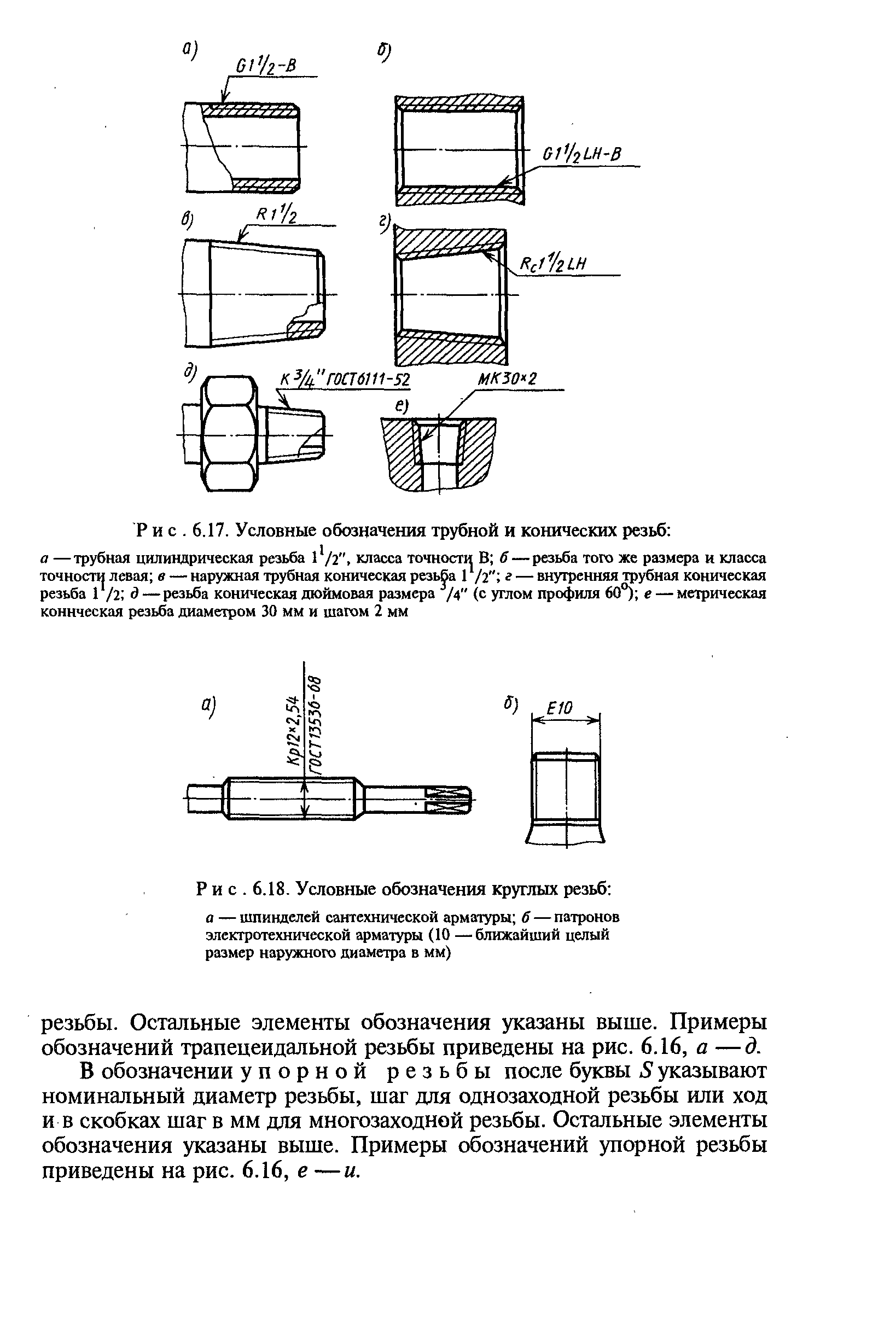
Обозначается цилиндрическая резьба буквой R с индексами, которые обозначают тип поверхности:
- Просто R для наружной конической резьбы.
- Rc — коническая внутренняя.
- Rp — цилиндрическая внутренняя.
После букв ставится условный размер трубы в дюймах, затем, если нанесение левостороннее, добавляют LH. Например, R 3/4, R2 1/2 LH. При описании резьбовых соединений, обозначения пишут в виде дроби. Обычно в числителе наружная, в знаменателе внутренняя. Например, Rc/R 3/8.
Особенности конусной резьбы
В процессе эксплуатации выявлено, что резьба npt, показывающая надежность при высоком статическом давлении, при динамической нагрузке ненадежна, так как оставляет спиральный путь для протечек. Компания Parker использует в гидравлике эластомерные уплотнители.
Коническая резьбовое сочленение коммуникаций по британскому стандарту отличается треугольным профилем со скругленными зубцами и впадинами. Такая конфигурация позволяет уплотнять соединение герметизирующим раствором и лентой-уплотнителем. Винтовая нарезка под 60 град обеспечивает герметичность соединения, но делая его неразъемным.
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52* Взамен ОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.



2. (Исключен, Изм. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1¢¢ | Размер в мм | |||||||
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l 1 | l 2 | d 2=D 2 | d =D | d 1=D 1 | dT | H |
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 11½ | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1½ | 11½ | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11½ | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT
справочный.
3. Вместо резьбы 1/16¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l
2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеровl 1—l 2.
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3
4¢¢К
3 4¢¢ГОСТ 6111-52(Измененная редакция, Изм. № 2).
II. ДОПУСКИ
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Dl
2 (черт. 2) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl
2 (черт. 3) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l
1-l 2 должна быть не менее разности указанных в табл. 1 номинальных размеровl 1 иl 2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh
1 и dh 2 по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h 1=h 2=1/2H 1 | dh 1=dh 2 |
| мм | ||
| 1/16 и 1/8¢¢ | 0,3765 | -0,045 |
| 1/4 и 3/8¢¢ | 0,5645 | -0,065 |
| 1/2 и ¾¢¢ | 0,7255 | -0,085 |
| 1 — 2¢¢ | 0,8835 | -0,085 |
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16 и 1/8¢¢ | ±1° | +12¢ | -12¢ | ±0,02 | ±0,04 |
| -6¢ | +6¢ | ||||
| 1/4 — 2¢¢ | ±45¢ | +10¢ | -10¢ | ||
| -5¢ | +5¢ |
(Измененная редакция, Изм. № 1, 2).


Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
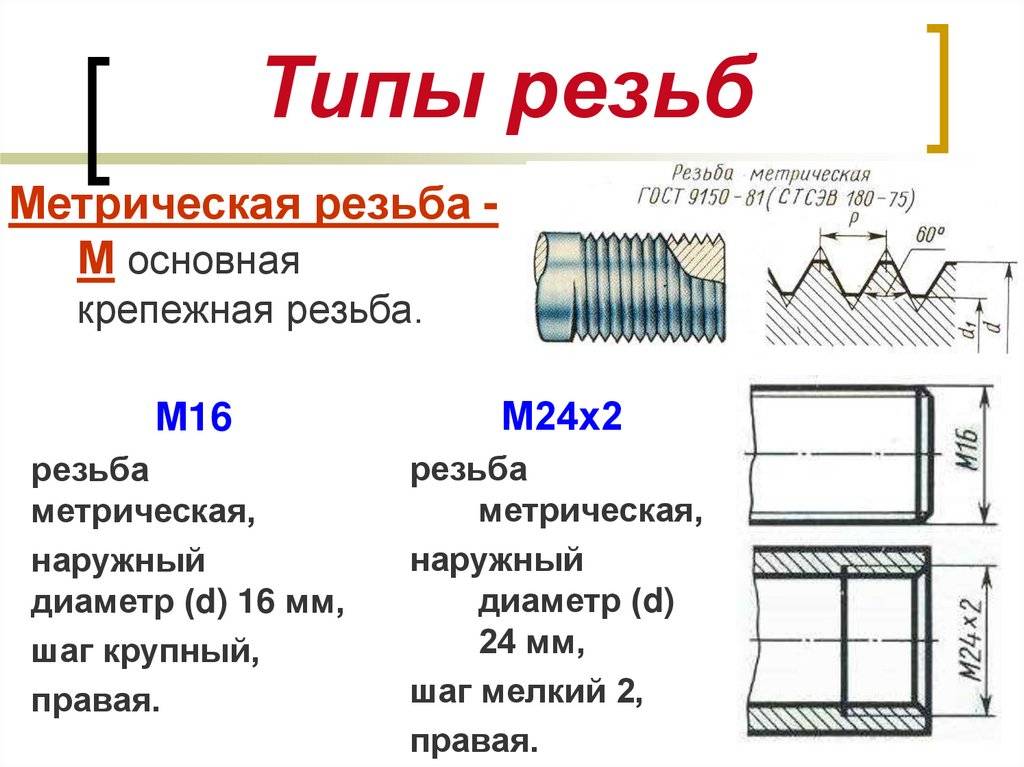
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.

Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.