Оборудование для холодной ковки металла позволяющее работать своими руками
Чтобы заниматься холодной ковкой металла, необходимо приобрести ручной инструмент и сварочный аппарат (подойдет даже сварочный аппарат для дома). При помощи специального оборудования можно производить как объемные, так и плоские изделия. Большим преимуществом всех приспособлений для холодной ковки, к которым относится «Гнутик», «Улитка», «Фонарик», «Волна», «Твистер» и некоторые другие модели, является простота в использовании, надежность и высокая производительность. Приведем описание самого популярного оборудования, которое используется для данной технологии.
Так, одним из основных инструментов для холодной ковки является так называемый «Гнутик», который осуществляет сгибание металла. Спиральные завитки создаются с помощью «Улитки», при этом данный инструмент может работать лишь с теми деталями, диаметр которых не превышает 12 миллиметров. Что касается «Фонарика», то он производит переплетенные композиции из прутков диаметром до 30 миллиметров. В свою очередь «Волна» дает возможность создавать волнообразные элементы, а также позволяет обрабатывать трубки малого сечения, шестигранники и круги. Еще один вид оборудования под названием «Твистер» осуществляет кручение прутка вдоль своей оси, в результате чего заготовка приобретает форму спирали.
Создание изделий из металла с помощью холодной ковки
Если у вас есть необходимые инструменты и материалы, а также определенные навыки работы с ковкой, вы можете приступить к изготовлению выбранной композиции из металла. Большим преимуществом технологии холодной ковки является отсутствие необходимости оборудовать помещение под мастерскую, ведь благодаря несложным в эксплуатации ручным инструментам кузню можно организовать в подвале или гараже. Процесс создания металлического изделия проходит в несколько этапов:
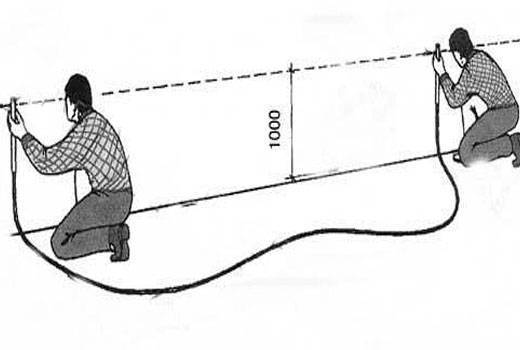
1. Ковка металла выполненная своими руками всегда начинается с прорисовки эскиза
При создании рисунка очень важно указать точные размеры изделия, что поможет вам определиться с количеством необходимого материала и произвести правильную настройку оборудования
2. Теперь необходимо посчитать, сколько металла понадобится для ковки. Например, для изготовления цветочной подставки можно взять одну трубу диаметром 15 на 15 миллиметров, около 10 полос диаметром 4 на 20 миллиметра, а также вазон для основы.
3. Можно начинать подготовку деталей. Окончательный вид цветочницы ограничивает только ваша фантазия, металлические полосы в зависимости от желаемого результата можно обработать на любом ручном инструменте, например, «Волне» или «Гнутике»
Работать с оборудованием для холодной ковки достаточно просто, в данном случае важно лишь правильно выставить все настройки
4. Теперь необходимо приварить обработанные детали, а полученную в результате конструкцию закрепить на металлической трубе, которая будет выполнять роль стойки. Будьте аккуратны при сварке тонких элементов — при отсутствии соответствующих навыков в них можно прожечь ненужные отверстия.
5. Теперь необходимо обработать швы, а само изделие отшлифовать и покрасить.
Если вы владеете сваркой на высоком уровне, то сделать беседку из металла своими руками не будет для вас проблемой.
Полезные строения для дачи или дома можно сделать самостоятельно. Полезные советы по этому вопросу вы найдете в нашей статье.
Даже из старого автомобиля можно сделать «конфетку». Как — об этом вы узнаете по https://elsvarkin.ru/prakticheskoe-primenenie/remont-avtomobilya-svoimi-rukami-pri-pomoshhi-svarki/ ссылке.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.. Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
История применения ковки в интерьере
Ковать разные виды изделий для декорирования помещений и фасадов мастера начали еще в средние века. Но в это время особого значения оригинальности конструкций не придавалось. Например, они были характерны для романской стилистики при оформлении архитектурных строений. Правда, в большей мере использовались по причине надежности и прочности. С 17 века балконные решетки, перила лестниц начинают утончаться, дополняться разными украшениями. Зачастую они декорировались тонкими силуэтами ваз, виноградной лозы. Такое веяние пришло от греков. Позже каждый тип мебели, украшений улучшается согласно популярным направлениям. Применялись в основном для декорирования жилья и резиденций известных особ. К примеру, многие дворцы Романовых обрамляют уникальные решетчатые заборы с различными узорами. Такие конструкции сохранились до настоящего времени и используются в качестве примеров для подражания.
Механическая обработка
По способу можно разделить ковку на:
- свободную — при таком методе заготовка на наковальне располагается без участия дополнительных креплений для ее закрепления. В него входит традиционная ручная ковка;
- машинную — данный способ рассчитан на промышленное применение. Сам процесс заключается в применении механических молотов, масса которых может быть до 5 тонн. Такой вариант ковки подходит для изделий вес которых может превышать десятки тонн;
- штамповку — вариант позволяет применять штампы матрицы, в которые помещается исходный материал и при помощи удара молотом, изделия получает требуемую форму и размер. Такой способ позволил процесс получения изделий сделать массовым.
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.










Ковка. Определение. Общие понятия.
Ковка — это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры. Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств. Для железа температурный интервал 1250–800 °С, для меди 1000–650 °С, для титана 1600—900 °С, для алюминиевых сплавов 480–400 °С. Различают:
- ковка на молотах (пневматических, паровых и гидравлических)
- ручная ковка
- штамповка
Изделия и полуфабрикаты, получаемые ковкой, называют «поковка». При ковке в штампах металл ограничен со всех сторон стенками штампа. При деформации он приобретает форму этой полости. При свободной ковке (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны. При ручной ковке непосредственно на металл или на инструмент воздействуют кувалдой или молотом. Свободную ковку применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение. Машинную ковку выполняют на специальном оборудовании — молотах с массой падающих частей от 40 до 5000 кг или гидравлических прессах, развивающих усилия 2–200 МН (200–20000 тс), а также на ковочных машинах. Изготовляют поковки массой 100 т и более. Для манипулирования тяжёлыми заготовками при ковке используют подъёмные краны грузоподъёмностью до 350 т, кантователи и специальные манипуляторы. Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном — свободная ковка. При ковке используют набор кузнечного инструмента, с помощью которого заготовкам придают требуемую форму и размеры.
Ковка железа и стали по технологии конца XIX в
Ковка применяется для разных целей, и из-за этого способы обработки металла могут быть различными:
- обжимка криц — ковка, при которой происходит уплотнение и сварка частиц, а также выделение шлаков из тестообразной железной массы (крицы) .
- сварка — ковка, при которой сращиваются пакеты, состоящие из отдельных кусков нагретых до вара .
- обыкновенная ковка — уплотнение и придание желаемых форм предмету.
В зависимости от величины обрабатываемых изделий, ковка разделяется на ручную и на механическую.
Инструменты
– наковальня – молот – ручные молоты (небольшие), которыми кузнец, сам один, или с помощью молотобойцев, обрабатывает предмет. – механические молоты. Важный элемент механического молота – наковальня, или нижний боек, на который кладётся предмет. – кузнечные клещи, которыми кузнец захватывает нагретый кусок, вынимает его из горна, или печи, подносит под молот, кладёт на наковальню и поворачивает предмет во время ударов молота. – подъёмные краны по обеим сторонам механического молота. Они служат для посадки болванки в печь, переноса под молот и поворачивания её во время ковки. Вспомогательным прибором при этих манипуляциях служит державка, состоящая из прочного, длинного стержня, имеющего на одном конце 4 лапы, которые захватывают болванку, а на другом — рукоятку, для поддерживания болванки рабочими на весу.
Ковка металла
Процесс ковки заключается в нагреве металла до определенной температуры постепенно, не достигая температуры плавления. В определенный момент нагрева, металл становится более мягким и пластичным. Для каждого из металлов такая температура разная. Температурные рамки ковки для углеродистых сталей, в составе которых углерода:
- 0,1-0,3% — от 1200 до 800 градусов;
- 0,3-0,5% — от 1150 до 800 градусов;
- 0,5-0,9% — от 1100 до 800 градусов;
- 0,9-1,45% — от 1050 до 800 градусов.
Для легированных сталей значения таковы:
- 1100-825°C — для низколегированных сталей;
- высоколегированных — 1150-875°C.
После требуемой обработки металла (доведения до требуемой структуры, достижения определенных свойств, придание нужной формы), изделие подвергается закалке. Такой процесс заключается в быстром охлаждении заготовки в разнообразных жидкостях. Иногда сам процесс закалки заключается в нагреве и охлаждении до требуемой температуры металлического изделия.
Оборудование и инструменты
Многовековое развитие такого вида металлообработки привело к появлению огромного количества инструментов и приспособлений. Но горячая ковка металла сохранила ту же технологическую линию, как и тысячи лет назад: нагревание, закрепление, деформация, закалка. При изготовлении кованых изделий ручным способом используют практически те же наборы инструментов и оборудования, которые применяли мастера с зарождения этой технологии. Список следующий.
- Кузнечный очаг → ПОСМОТРЕТЬ на AliExpress
- Наковальня → ПОСМОТРЕТЬ на AliExpress
- Клещи.
- Молот → ПОСМОТРЕТЬ на AliExpress
Кузнечный очаг или горн используется для нагревания материала до нужной температуры. Существует множество различных видов этого оборудования.
- Стационарные и переносные.
- Закрытые и открытые очаги.
- Топливные или электрические.
- Жидкостные, газо- или твердотопливные.
- С боковыми соплами подачи воздуха или центральной фурмой.
Наковальни — это массивные металлические столы, где собственно и происходит формирование заготовки. Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Клещи в ручной ковке мастер использует для оперирования заготовкой в процессе работы.
Молоты — основной инструмент, использующийся в кузнечном деле, могут иметь различную массу для работы с разными по габаритам заготовками.
Кузнечные приемы
Основные кузнечные операции, использующиеся в технологии ковки металла:
- Осадочные.
- Высадочные.
- Протяжные.
- Обкатки.
- Раскатки.
- Прошивки.
- Разгонки.
Осадочные кузнечные работы подразумевают уменьшение высоты заготовки и увеличение ее поперечной площади сечения.
Высадка, по сути, частичная осадка заготовки. Применяется, когда на поверхности металла нужно сделать некоторые утолщения. Добиваются этого за счет уменьшения длины заготовки.
Протяжка — еще один технологический прием обработки металла кузнечным способом. Такая операция подразумевает удлинение заготовки. При этом уменьшается поперечная площадь сечения.
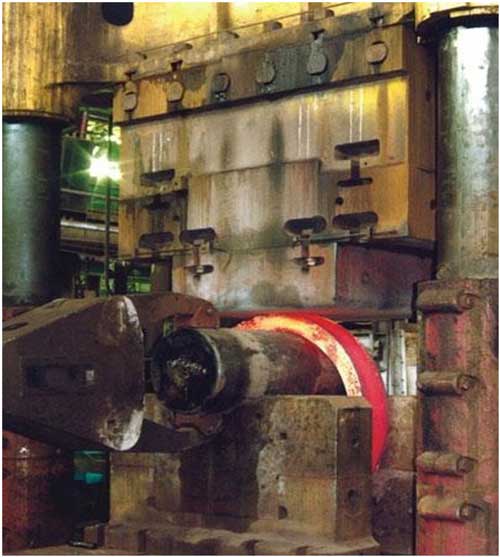
Раскатка на станке
Обкатка в кузнечном деле подразумевает собой придание заготовке формы цилиндра. В процессе деформации металла заготовка проворачивается вокруг своей оси.
Раскатка — обработка кольцевой заготовки. Когда нужно увеличить ее внутренний и наружный диаметры, металл раскатывают на оправке за счет уменьшения толщины стенок.
Разгонка — это операция получения более широкой заготовки. По сути, металл для ковки расплющивают на поверхности наковальни молотом, двигаясь поперек оси изделия.
Существует также множество других приемов, с помощью которых получают требуемые формы изделия.
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.
Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Оборудование и инструменты
Самыми распространёнными видами кузнечного оборудования в условиях промышленного производства являются паровоздушные (или пневматические) кузнечные молоты и прессы. Первые деформируют энергией удара, вторые прикладываемым усилием. Поскольку запасаемая мощность единичного удара молота сильно зависит от массы его падающих частей, то ради повышения производительности практикуют несколько ударов подвижной части молота – бабы по проковываемому металлу. Масса падающих частей ковочного молота обычно не превышает 25 тонн; при необходимости развить повышенную энергию пластической деформации применяют гидравлические ковочные прессы, номинальное усилие которых достигает 150…200 тыс. тонн.
Для перемещения крупных поковок во время обработки применяются ковочные манипуляторы рельсового или безрельсового типов. Перемещение поковок, средних по своим размерам, ведут при помощи кантователей.
Ассортимент ковочного инструмента представлен ковочными топорами, протяжками, накладками и прошивками. Инструмент размещается на заготовке сверху, после чего приводится в движение баба молота или ползун пресса, выполняя формоизменение.










Виды ковки
Ковка — это один из видов обработки металла, позволяющий изменять форму и размер заготовки. Ковку подразделяют на два вида:
Виды ковки
Далее я расскажу о каждом из ее видов.
О горячей ковке
Смысл горячей ковки заключается в том, что перед обработкой заготовка подвергается нагреву до определенной температуры. Это повышает пластичность металла, и таким образом увеличивает возможности мастера.
Горячая ковка подразумевает обработку разогретой до высокой температуры детали
Достоинства:
- Высокая пластичность заготовки. Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;
- Универсальность. Данный метод позволяет использовать любые заготовки. Это значительно расширяет возможности мастера.
Нагрев заготовок осуществляется в кузнечном горне
Недостатки:
- Дополнительные затраты. Для разогрева заготовок до ковочной температуры необходимо обустроить кузнечный горн. Кроме того, требуются дополнительные затраты на топливо;
- Требовательность к температурным режимам. Чтобы заниматься горячей ковкой нужны определенные знания, позволяющие определять температуру «на глаз». Подробней об этом я расскажу ниже.
О холодной ковке
Для холодной ковки не требуется горн, так как обработка заключается в изгибании холодных заготовок, их прессовании и сварке.
Холодная ковка выполняется на специальном оборудовании и не требует нагрева обрабатываемых деталей
Достоинства. Холодная ковка обладает следующими достоинствами:
- Доступность. Обустроить мастерскую для холодной ковки гораздо проще, так как не нужна печь. К тому же для этого требуется меньше затрат;
- Безопасность. Отсутствие высоких температур положительно сказывается на общей безопасности.
Недостатки. У этого вида ковки тоже имеются минусы:
- Холодная ковка предоставляет меньше возможностей. Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;
- Невозможность исправления брака. Холодная обработка осуществляется с использованием заготовок-полуфабрикатов. В результате ошибку, как правило, нельзя исправить;
Для холодной ковки используются пруты квадратного и круглого сечения
Ограниченность заготовок. Холодным способом можно изготавливать определенный набор деталей, который зависит от вашего оборудования. Причем для этих целей используются пруты квадратного или круглого сечения.
Диаметр и размеры сечения заготовок, с которыми можно работать, так же зависят от используемого оборудования.
Немного истории + интересные факты
Интересно, что одна из наиболее распространенных фамилий во всем мире пошла именно от кузнечного дела. В России это Кузнецов, во Франции Ферран, а в Британии Смит. Это показывает, насколько данное ремесло было и остается распространенным в этом мире.
При масштабной унификации производства и использования таких типов оборудования, как штамповочное, прокатное, использования управления посредством компьютерного обеспечения почти вытеснило кузнечное дело из индустрии, но, тем не менее, оно осталось и сейчас пользуется невероятной популярностью среди дизайнеров, а также специалистов, которые занимаются проектированием интерьера. Современный кузнец умеет делать такую продукцию, которую будут использовать в качестве оград, лестниц, а также в роли архитектурного оформления строений и прочее.
В 21 веке это привело к тому, что проектирование кованых изделий делаю в специальных программах-конструкторах 3D, которые предназначены для разработки деталей разного предназначения. Свободная ковка используется для многих видов металла. При помощи данной операции есть возможность сделать и предметы обихода, а также предметы, которые представляют собой исключительно художественную ценность.
К слову, данный способ обработки металла используют и в деле ювелиров. Кстати, самым ковким металлом считается золото, так как оно имеет невероятную пластичность, текучесть, тягучесть и много других свойств, которые дают возможность делать из него невероятно красивые и практически бесценные изделия. Вы можете посмотреть на фото и видео ковки металла, в частности золота. На практике чаще всего используют лишь два типа ковки – холодный и горячий.
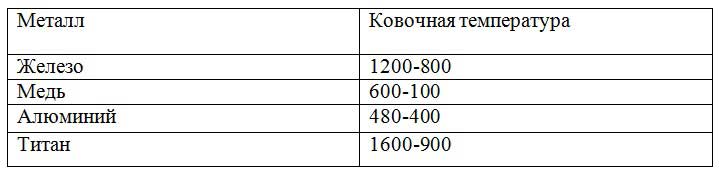
Протяжка (вытяжка)
Суть операции. Протяжка (Вытяжка) заключается в увеличении длины металлической заготовки методом уменьшения площади поперечного сечения.
Расскажу про вытяжку и покажу на примерах, как это делается.
Видео
Вытяжка может быть направлена на улучшение зернистой структуры металла или для исправления изъянов на внешней части заготовки, а также, когда нужно из заготовки большей толщины сделать заготовку меньшей толщины.
Рисунок: из толстой заготовки делается тоньше.
Например, протяжка арматуры для того, чтобы сделать рукоятки кузнечных клещей.
Вот здесь для примера я взял арматуру на 14 мм, рифленую, чтобы протянуть ее мм до 10 толщиной и сделать гладкой, для будущих клещей.
Специально замерил ее перед протяжкой, длина, как видите, 60 см.

Протяжка прутка на механическом молоте
Но мы его не имеем, поэтому говорим про протяжку молотком.

В случае, когда вытяжку выполняет кузнец вместе с молотобойцем, то молоток со скругленным клиновидным бойком – подходящий вариант для увеличения длины заготовки. Процесс происходит таким образом, что после удара кувалдой по задку молотка, кузнец сдвигает молот вдоль заготовки. Длина заготовки увеличивается за счет поперечных углублений, которые образуются в процессе вытяжки, чем их больше и чем сильнее удары кувалды, тем длиннее становится заготовка.
Потом эта заготовка разравнивается с помощью такого вот инструмента, как гладилка.
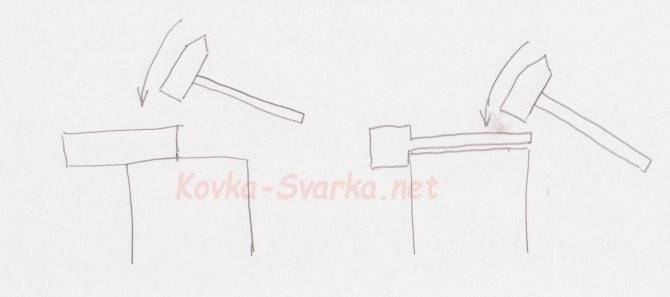
В случае, когда нужна очень большая разница между размером поперечного сечения исходной заготовки и требуемой поковки, используется вытяжка с переходами. Рассмотрим на примере необходимости перековать круглого сечения толстую заготовку в тонкий прут круглого сечения.








Не делают из толстой вот такой заготовки, вот такую тонкую сразу.
Вот, как на рисунке – из круглого сечения делается квадрат, из квадрата – восьмигранник, из восьмигранника – снова круглый пруток, только уже тоньше.
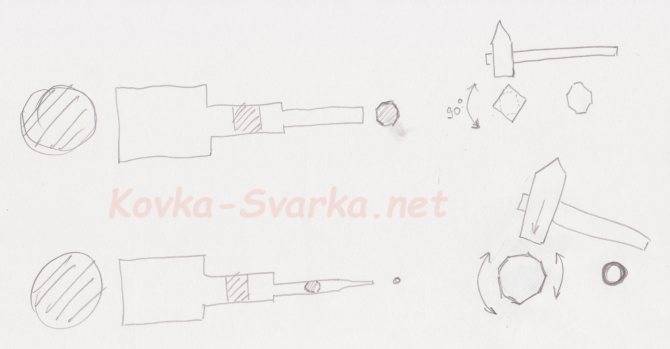
Изменение формы заготовки необходимо провести в несколько подходов, которые базируются на проведении вытяжки метала с последующим изменением формы его поперечного сечения.
Для придания необходимой формы заготовке, её следует кантовать во время вытяжки. Процедура кантования заключается в повороте заготовки на 30°, 45° и 90° вокруг продольной оси.

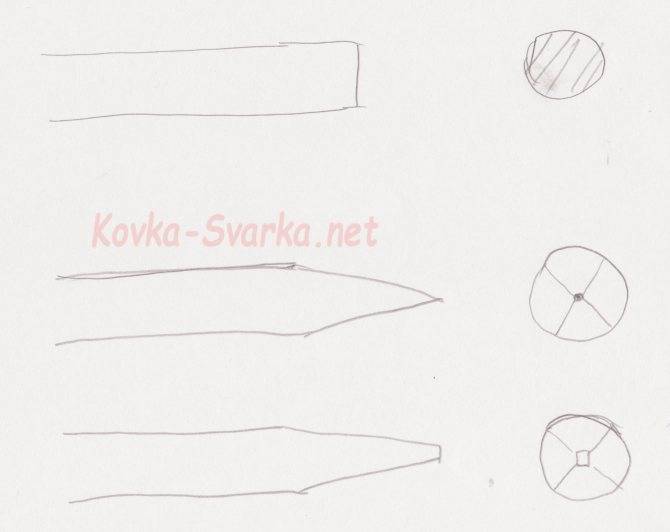
Для того, чтобы получить промежуточное изделие с восьмигранным сечением, необходимо, после проведения нескольких вытяжек, разместить заготовку так, чтобы она лежала одним ребром на наковальне. После того, как ударите по противоположному ребру молотком, стоит проковать по длине изделия и повторять процедуру до получения восьмигранной заготовки. Незаменимыми помощниками для придания правильной формы заготовки станут раскатки и обжимки, а также другие инструменты для придания цилиндрической формы.
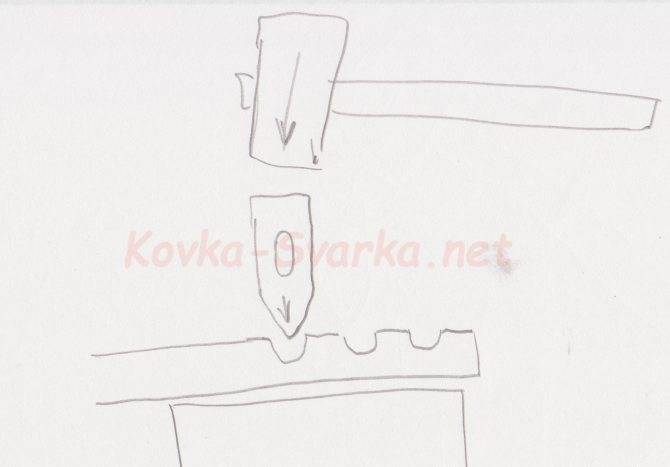
Оттяжка
Кстати, у нас есть канал в Телеграмм, где мы публикуем все новости наших сайтов Ковка-сварка и ведлелек, а также новости ютуб каналов по теме ковки и сварки. Ссылка есть на каждой странице сайта. Подписывайтесь, чтобы узнавать новости там.
Оттяжка — это разновидность протяжки (вытяжки), когда заготовка оттягивается только на конце и создается утоньшение. Например, так можно заточить гвоздь или строительную скобу.
Это лишь одна операция ковки, с ее помощью мало что можно сделать, разве что сделать толстую заготовку тоньше (протяжка) или заточить пику (оттяжка), подписывайтесь на канал, т. к. дальше будут ролики про то, как это можно на практике применить на конкретных простых изделиях, и включайте колокольчик.
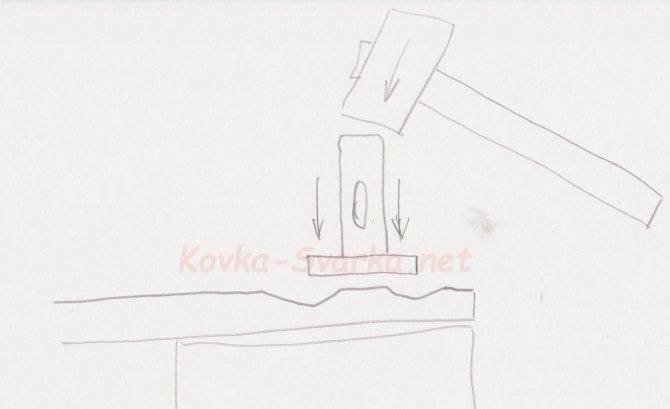
Давайте я покажу небольшую оттяжку, это я начну уже делать практичное кованое изделие, очень простое. Крючок для одежды, ключей или чего-либо еще.
Он будет очень простой, сложные буду делать в дальнейших роликах, тут я хочу показать простейшие операции в действии.
Вот так делаем оттяжку кончика куска прутка, потом будут применяться еще операции разгонка и гибка, и получится вот такой простой крючок. Простой, но сделанный своими руками и это ручная работа, ручная горячая ковка.
Разновидности кузнечных работ
Ковка металла выполняется при помощи механического или ручного ударного инструмента – это может быть пресс или кувалда, причем пресс может работать от гидравлического, электрического или пневматического привода. Штамповка и ковка дают возможность получить детали, которые бывают разные по весу и размерам.
Использование ковки дает возможность повысить механические параметры стали и оптимизирует внутреннюю структуру. Именно по этой причине такие детали, как шатуны, делают с использованием ковки или штамповки. Ковку можно поделить на такие типы – ручная и машинная. Для ручной используют ударные инструменты ручного типа, к примеру, кувалду и молот, а все работы по обработке выполняют непосредственно на наковальне.
Обработка материала изготовления при помощи ударов, в свою очередь, разделяют на обработку в штампах и свободную ковку. Второй вид подразумевает сжатие заготовки между основанием и прессом. Формирование готового изделия происходит благодаря вспомогательным инструментам, применяемым кузнецом. При штамповке металл получает размеры и форму в пределах штампа инструмента.
Для того, чтобы изготовить отдельные детали, следует для начала сделать отдельный штамп. По сути, штамповка и ковка являются промежуточными операциями в технологии, которые помогают сделать заготовки, а те в будущем будут использовать и дополнительно обрабатывать посредством сварки или фрезеровки.
https://youtube.com/watch?v=hNvFXpD9vKA