

Схема кинематическая шлицефрезерного станка 5350А
Кинематическая схема шлицефрезерного станка 5350а
Краткое описание кинематической схемы станка 5350А
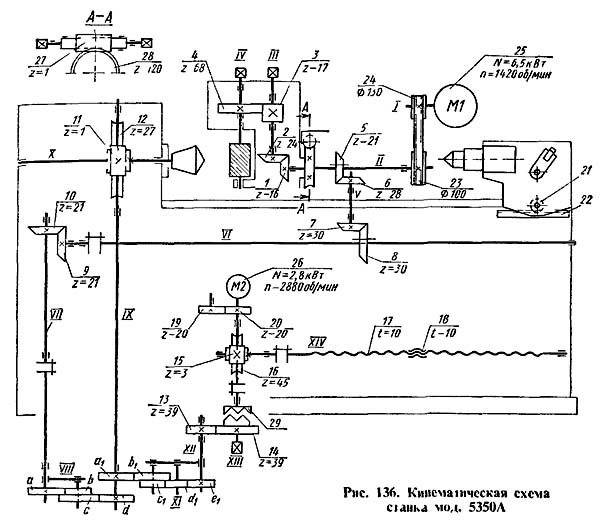
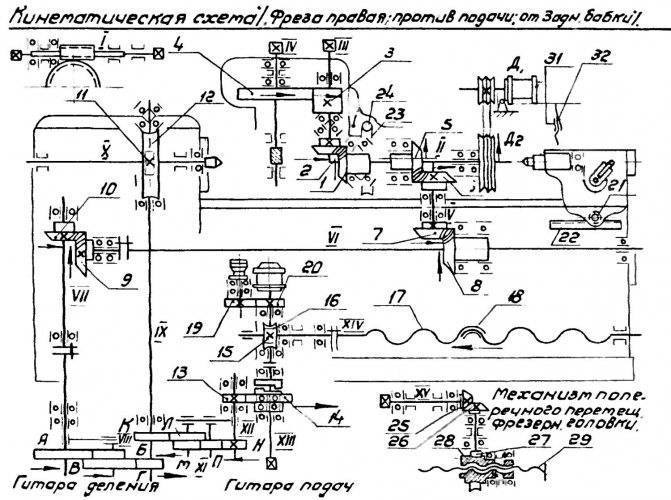
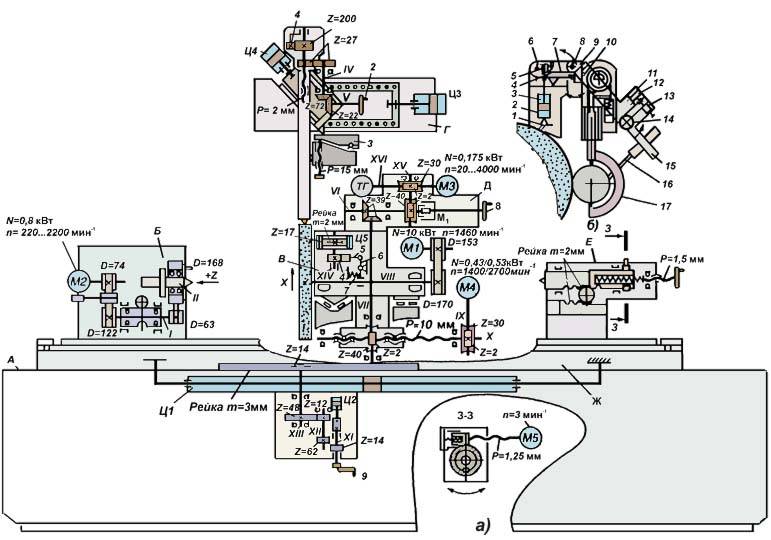
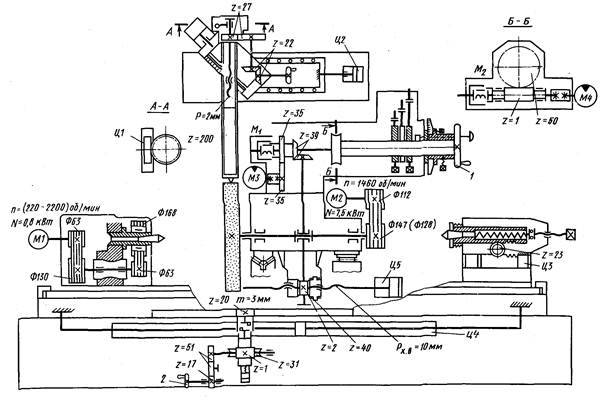
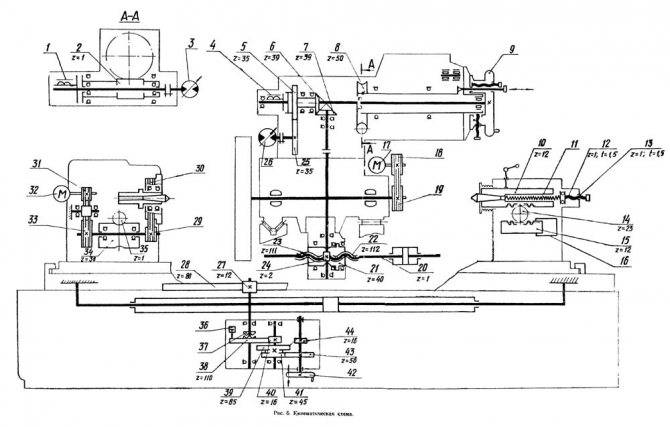
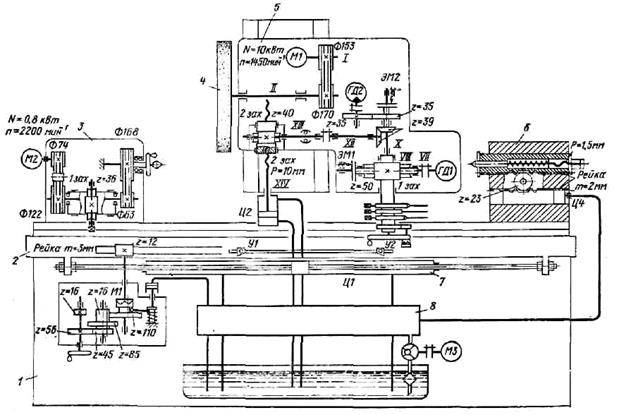
Кинематическая схема шлицефрезерного станка, имеет три основные цепи:
- главное движение
- движение обката
- движение подач
Цепь главного движения — электродвигатель 25, клиноременная передача со сменными шкивами 24 и 23 и передачи 1—2, 3—4. Цепь деления связывает фрезерный шпиндель IV со шпинделем изделия X передачами 4—3, 2—1, 5—6, 7—8, 9—10, сменными колесами гитары деления а—b и с—d и червячной передачей 11—12. Цепь подач (связывает шпиндель изделия с винтовой парой 17-18) — червячная передача 12-11, сменные колеса подач a1-b1 и с1 -d1, цилиндрическая передача 13-14 и червячная пара 15—16. Быстрое вращение ходовой винт получает от электродвигателя 26 быстрого хода через червячную передачу 15 — 16 при выключенной муфте 29. Вручную ходовой винт вращают через передачу 19-20 и 15—6. В процессе фрезерования детали сообщается только вращательное движение обката, осевая подача на станке осуществляется поступательным движением вращающегося инструмента.
Установка на глубину фрезерования производится перемещением инструмента вручную. Червячная передача 27—28 служит для поворота фрезерной головки на угол спирали инструмента, реечный механизм 21—22 — для перемещения задней бабки.
Цепь главного движения настраивается обычным способом. Формула настройки цепи:
D24/D23 = nф/Cv
где Cv = 232 — постоянная цепи.
Направление вращения фрезы меняется реверсом главного электродвигателя.
При установке сменных колес подачи и деления в первую очередь устанавливают колеса подач. Величина подачи выбирается по таблицам режимов резания в зависимости от высоты и ширины шлица, обрабатываемого материала, вида обработки и конструкции инструмента. Если выбранная подача не совпадает с табличной, то необходимо подобрать ближайшую.
5350А Станок горизонтальный шлицефрезерный полуавтомат. Назначение и область применения
Шлицефрезерный станок 5350А предназначен для фрезерования на валах прямых прямобочных и эвольвентных шлицев, а также зубьев шестерен, выполненных заодно с валом.
Фрезерование шлицев и зубьев шестерен производится червячной шлицевой фрезой по методу обкатывания, аналогично нарезанию зубьев на зубофрезерных станках.
Автоматический цикл шлицефрезерного станка 5350А
Фрезе сообщается вращательное движение и движение подачи (перемещение вдоль оси обрабатываемого изделия), а обрабатываемому изделию — только вращательное движение, согласованное с вращением фрезы.
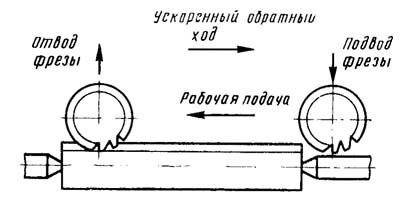
Горизонтальный шлицефрезерный станок 5350А работает по следующему автоматическому циклу, показанному на рисунке.
Фрезерование может производиться при движении каретки с фрезой на заднюю бабку или от задней бабки, против подачи или по направлению подачи.
Все движения фрезы и обрабатываемого изделия, необходимые для фрезерования шлиц, выполняются автоматически.
Подвод фрезы к изделию и включение рабочей подачи в начале цикла, а также отвод фрезы от изделия и выключение рабочей подачи в конце цикла осуществляется с помощью гидравлики.
Ускоренное перемещение каретки с фрезой для возврата в исходное положение после окончания фрезерования осуществляется с помощью отдельного электродвигателя.
Перемещение пиноли задней бабки осуществляется с помощью гидравлики путем поворота крана управления вручную.
Описание конструкции станка 5350А. В направляющих станины перемещается фрезерная бабка, которую можно закреплять в необходимом положении соответственно размерам детали. Фрезерная бабка несет шпиндель червячной фрезы. Она может поворачиваться в вертикальной плоскости для соответствующей установки оси червячной фрезы относительно оси детали на угол подъема винтовой линии фрезы. Фрезерная бабка перемещается относительно детали вдоль ее оси (в зависимости от длины детали) и перпендикулярно к ней (в зависимости от диаметра детали).
Обрабатываемую деталь устанавливают в центрах делительной и задней бабки и приводится во вращение с помощью хомутика.
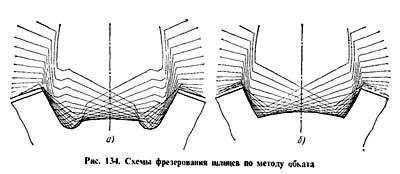
Схемы фрезерования шлицев по методу обката
В процессе огибания профиль специальной червячной фрезы образует боковые стороны шлицев и «усики», применяемые при центрировании шлицевого соединения по внутреннему диаметру (рис. 134,а). На рис. 134,6 изображен профиль шлицевой фрезы, когда центрирование происходит по наружному диаметру. Для получения заданного профиля шлицевого вала необходимо, как и при зубофрезеровании, главное движение — вращение червячной фрезы и движение обката — перемещение фрезы вдоль заготовки.
По специальному заказу станок может выпускаться с расстоянием между центрами:
- 5350А — 1000 мм
- 5350Б — 1500 мм
- 5350В — 2000 мм
Станок 5350А обеспечивает разность соседних шагов шлиц 0,02 мм и чистоту поверхностей боковых сторон шлиц не ниже 5 класса.
Класс точности станка Н.
1 Модификации
Все круглошлифовальные станки имеют свою технологическую точность контроля и производства:
- П — повышенная;
- В — высокая;
- А — особо высокая.
Круглошлифовальные станки, которые наиболее часто встречаются на производствах, имеют следующие обозначения:
- 3а423, 3а151,
- 3б12, 3б161, 3б153, 3б151;
- 3м151, 3м175;
- 3у10а;
- многочисленная серия станков Studer (S21, S31, S33, S41).
Все модификации имеют эффективный способ контроля размеров при обработке детали, в том числе и способ с помощью ЧПУ. Большинство станков позволяет обрабатывать на них тяжелые и габаритные детали.

По расположению обрабатываемой детали также имеются различия. Существует три модификации:
- центровая — деталь устанавливается в центрах;
- патронная — обрабатываемое изделие зажимается в патроне;
- безцентровая — деталь устанавливается по обрабатываемой поверхности.
1.1 Рабочие узлы
Различие в технических характеристиках у разных заточных моделей заключается в мощности, расстоянии между центрами, допустимым весом обрабатываемого изделия, максимальным диаметром шлифовки, шириной диапазона поворота шпиндельной бабки.

Круглошлифовальный станок 3М174
Устройства достаточно тяжелые, поэтому под них необходимо предусматривать усиленный фундамент.
Основные рабочие узлы:
- шлифовальная бабка со шпинделем шлифовального круга;
- суппорт ножа;
- патрон (центра);
- балансировочное устройство для шлифовального круга;
- приспособление для правки шлифовального круга;
- емкость со смазочно-охлаждающей жидкостью;
- прижимы.
На таких станках можно обрабатывать детали практически из любых материалов:
- сталь;
- чугун;
- сплавы цветных металлов;
- текстолит;
- стекло;
- материалы особой прочности (керметы).
Что входит в ремонт круглошлифовальных станков
Ремонт станков, в том числе и круглошлифовальных, проводится в случае полного износа деталей оборудования. Ремонтные работы нацелены на восстановление рабочего состояния агрегата без потери производительности и качества обработки заготовок. К капитальному ремонту круглошлифовальных станков относятся следующие операции:
Ремонт направляющих станины, каретки и поворотного стола – восстанавливается геометрия установки, устраняется извёрнутость и регулируется прямолинейность.
Настройка передних и задних шлифовальных бабок – выравнивается положение шпинделя в подшипниках, а также подбирается высота осей перемещения.
Починка шлифовальной бабки – устраняются биение, перекосы, люфты.
Ремонт гидросистемы – проверяется надёжность трубных соединений и запорной арматуры, проводится гидронасосов и всей запорной арматуры, меняются фильтры, промывается гидробак.
Модернизация и ремонт круглошлифовальных станков повышает потенциал техники. Это позволяет использовать обрабатывающее оборудование с максимальной отдачей, расширяя при этом его функциональные возможности. Также модернизация направлена на повышение экономической эффективности производства за счёт сокращения расходов на обслуживание станков.
Источник
Электрооборудование круглошлифовального станка 3М196
Размещение электрооборудования на станке 3М196
Общие сведения
Круглошлифовальные станки моделей 3M193, 3M194, 3M195, 3M196 и 3M197 предназначены для наружного шлифования цилиндрических поверхностей изделий типа валов, а также конических поверхностей с небольшой конусностью.
Базовыми являются станки 3M197 и 3M194.
Станки моделей 3M195, 3M196 – модификация модели 3M197.
Станок модели 3M193 – модификация модели 3М194. Они отличаются от базовых моделей длиной устанавливаемого изделия.
Станок с электрооборудованием изготавливается в климатическом исполнении УХЛ4 по ГОСТ 15150-69. Станок может быть изготовлен и в климатическом исполнении Т4 со ГОСТ 15150-69.
Станок изготавливается с электрооборудованием для работы от сети трехфазного переменного тока частотой 50 Гц и напряжением 380 В.
По особому заказу станок может быть изготовлен с электрооборудованием на иную частоту и напряжение питающей сети.
Подключение станка к сети питания и защитного заземления рекомендуется производить проводами следующих (по меди) сечений:
- питающие напряжение 380-440 В – 50 мм2;
- питающие напряжение 220В – 90 мм2;
- заземление при 380-440 В – 25 мм2;
- заземление при 220 В – 50 мм2.
Питание силовых цепей электродвигателей постоянного тока Мl, М2, М3 осуществляется от преобразователей U1, U2, U3.
Питание цепей управления осуществляется:
- Напряжением переменного тока 110В от однофазного понижающего трансформатора (ТС2);
- напряжением постоянного тока 24В от источника выпрямленного напряжения.
Питание цепей сигнальных ламп местного освещения станка осуществляется переменным напряжением 24В от отдельной обмотки трансформатора ТС2.
Суммарная установленная мощность электрооборудования станка 60 кВт (для 3M193, 3M194 – 55,6 кВт).
Функциональное назначение, наименование и техническая характеристика элементов электрооборудования указаны на схеме электрической принципиальной (приложение I) и перечне элементов (приложение 2).
Электрооборудование установлено на станке и отдельно стоящих устройствах, входящих в состав станка.
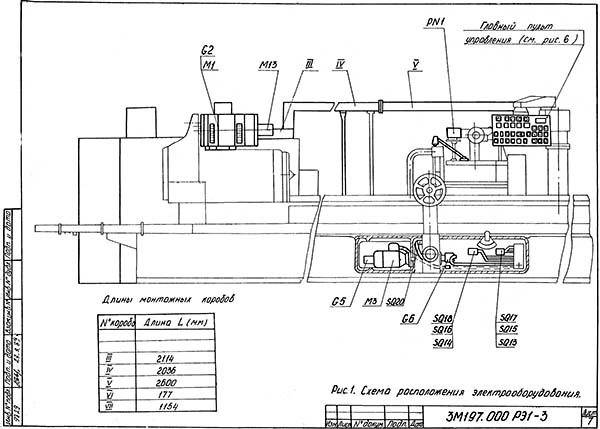
Расположение электрооборудования показано на рис. 1,2,3.



Шкаф управления расположен отдельно от станка. Расположение электрооборудования в шкафу показано в прилагаемой к нему технической документации.
На боковую стенку шкафа управления выведена рукоятка привода вводного выключателя QFI для подключения станка к сети переменного тока.
Для ввода проводов от сети, в боковой стенке монтажного короба предусмотрено отверстие.
Расположение шкафа и вводного отверстия доказано на рис. 2.
Привод механизмов станка осуществляется двигателями:
- М5, М6*, М7, М8, М9, М10*, М11, М12, M13, M14, М15** – трехфазные асинхронные двигатели с короткозамкнутым ротором;
- M1, M2, М3 – двигатели постоянного тока получающие питание от тиристорных преобразователей U1, U2, U3 соответственно.
Диапазон регулирования частоты вращения для электродвигателей:
- Ml – 170…1700 об/мин
- М2 – 530…1250 об/мин
- М3 – 20… 1500 об/мин
На сборочных единицах и устройствах станка установлены путевые выключатели SQI, SQ2, SQ3*, SQ4…SQ8, SQ11….SQ18, SQ20..SQ22, SP1, SP2, SP6.
Функциональное назначение и состояние выключателей в положениях механизмов станка приведено в таблице 3 на схеме электрической принципиальной (приложение I).
Органы электрического управления, информации и электроизмерительные приборы расположены на 4-х пультах.
Расположение их показано на рис. 6…9, а функциональное назначение приведено в разделе 8.
Для контроля уровня вибрации на станке установлен виброизмерительный прибор PN1.
На шлифовальной бабке станка установлен светильник местного освещения ЕL1.
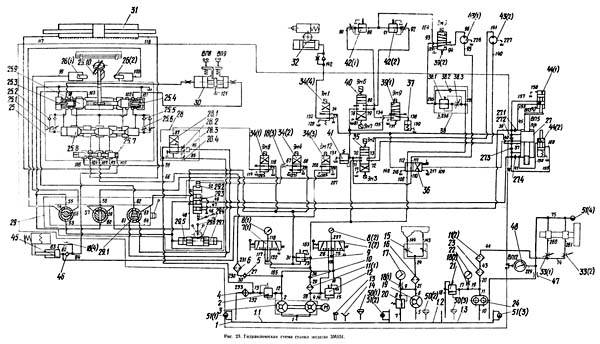
Для централизованной смазки механизмов станка и управления некоторыми движениями станка применена комплектная станция гидропривода Г48-3М197.
Схема и описание работы прилагается в инструкции по эксплуатации устройства.
Технические особенности круглошлифовального станка 3М151
Модель круглошлифовального станка 3М151 предназначена для наружного шлифования торцовых, конических и цилиндрических поверхностей вращающихся тел. Уже в самом названии станка заложены некоторые сведения о его характеристиках. Например, цифра «3» означает, что эта модель относится группе шлифовальных установок, цифра «1» указывает на то, что станок относится к типу круглошлифовальных установок, а буква «М» говорит о том, что конструкция станка модернизирована.
Рабочий процесс начинается с закрепления в патроне или в центрах станка обрабатываемой детали. Процесс обработки состоит сразу из нескольких взаимонаправленных движений – вращения шпинделя круга, вращения обрабатываемой заготовки и продольного перемещения стола, которое обеспечивает непрерывную или периодическую подачу на толщину срезаемого слоя. Если длина детали меньше ширины круга, то ее шлифуют методом врезания без продольного перемещения.
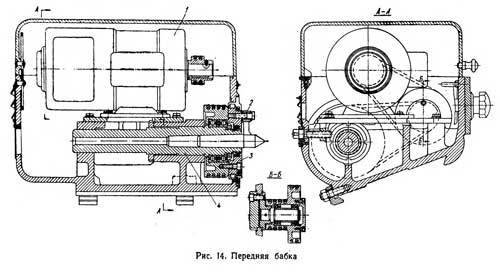
Передняя и задняя бабки, в центрах которых крепится обрабатываемая деталь, расположены на поворотной плите стола. Ось центров бабок будет располагаться параллельно направляющим стола при обработке цилиндрических деталей и под углом при шлифовании конических деталей. Угол наклона оси при этом будет соответствовать половине угла конусности обрабатываемой детали.
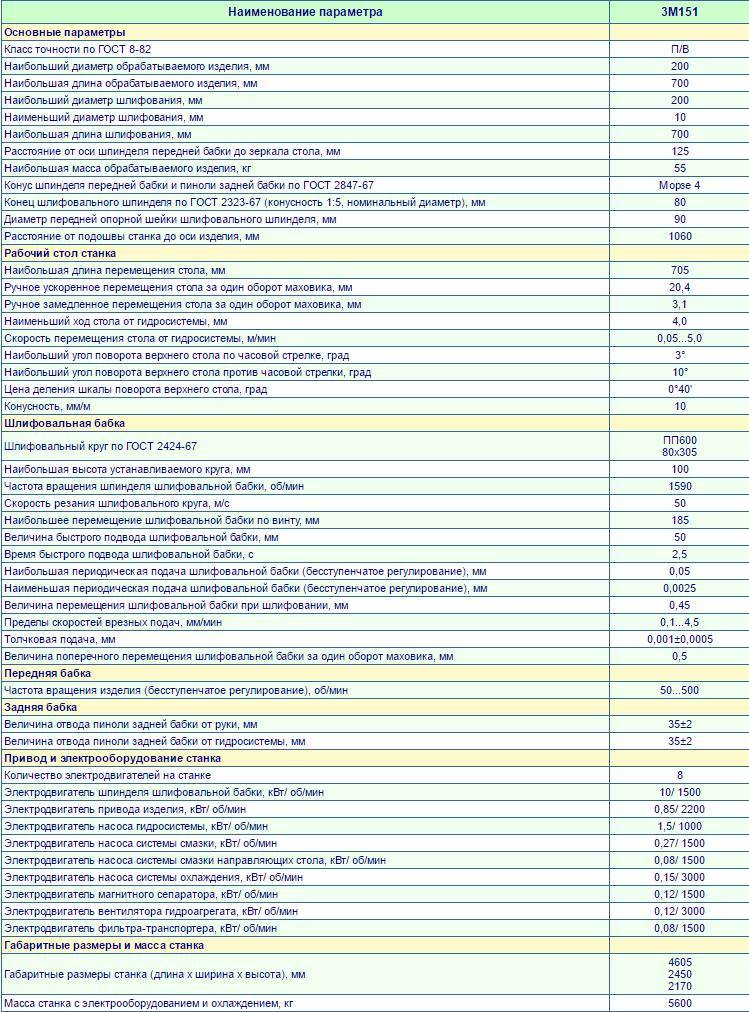
Технические характеристика станка круглошлифовального 3М151:
- Диаметр шлифовальных кругов – от 450 до 600 мм.
- Частота вращений шлифовального круга – 1590 об/мин.
- Частота вращений заготовки – от 50 до 500 об/мин.
- Тип двигателя привода шлифовального круга – электрический.
- Мощность двигателя привода шлифовального круга — 10 кВт.
- Тип привода стола – гидравлический.
- Максимальная скорость перемещения стола – 5 м/мин.
- Врезная подача – от 0,01 до 3 мм/мин.
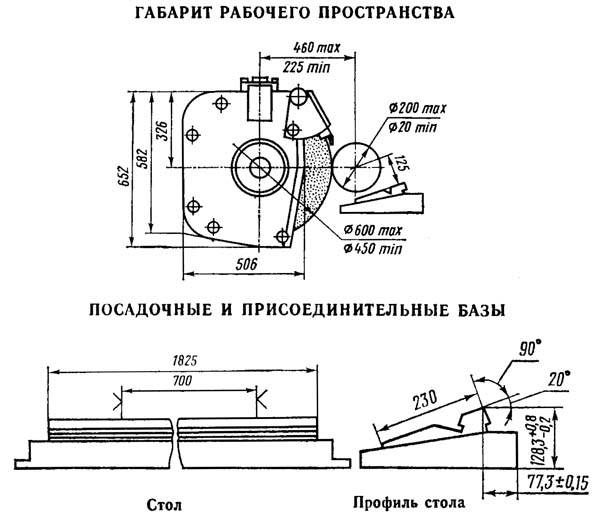
- Максимальные размеры обрабатываемой заготовки – 200 мм (диаметр), 700 мм (длина), 125 мм (высота центров).
Купить круглошлифовальный станок 3М151, как и любое другое металлообрабатывающее оборудование, вы всегда сможете в компании «ПитерМаш».
Гидравлическая гильотина НГ16Г.01 предназначена для прямой продольной и поперечной резки листового материала. Резка металла производится за один ход ножа по разметке или упору
Заказчик:Акционерное общество в составе Госкорпорации «Ростех» , Тульская область
Вертикально сверлильный станок 2С132 предназначен для выполнения следующих видов работ: сверления, зенкования, зенкерования, растачивания, нарезания резьбы в различных видах металлических и неметаллических деталей быстрорежущим и твердосплавным инструментом
Заказчик: Российская горно-металлургическая компания, Белгородская область
голоса
Рейтинг статьи
Основные сведения
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.
Элементы круглошлифовальных систем
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.
Ключевые особенности
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.


Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
Советы по применению
Перед началом эксплуатации агрегата следует проверить заземления станка и состояние защитных кожухов
Особое внимание необходимо обратить на исправность электрического кабеля и вилки. Перед началом обработки деталей, дайте станку поработать несколько минут в холостом режиме. При работе с аппаратом придерживайтесь следующих рекомендаций:
При работе с аппаратом придерживайтесь следующих рекомендаций:
- Люфт между точильным кругом и обрабатываемой заготовкой должен быть в два раза меньше толщины предмета.
- Агрегат следует установить на пол или специальный верстак с учетом веса станка. Устройство должно стоять надежно, не шататься, иначе это негативно скажется на точности обработки заготовок.
- Обтачиваемые детали следует устанавливать выше горизонтальной линии, которая проходит через центр точильного круга. Подручники устанавливают с учетом этой необходимости.
- Станок работает от сети трехфазного типа с напряжением 380 В.
- Нельзя начинать работу с агрегатом, если у него проблемы с заземлением.
- Станина и другие узлы устройства требуют регулярного ухода и очистки от производственных отходов.
- К работе со станком следует преступать в защитных очках и в соответствующей одежде.
- В помещение, где установлен станок, не должны находиться взрывоопасные материалы и легковоспламеняющиеся вещества.
- Устройство с поврежденными или неработающими узлами нельзя эксплуатировать при любых обстоятельствах.
- Начинать работу с заготовкой следует только после полной раскрутки основного вала. В противном случае оператор рискует нанести повреждения себе или станку.
Видео: обзор токарного станка ТШ-3.
Схема кинематическая круглошлифовального станка 3М162
Эскиз одного листа “Кинематическая станка 3М162” приведена на следующем рисунке:
| < Предыдущая | Следующая > |
Похожие материалы:
- ELL 12XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- ELL 4XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- Чертеж. 2А135. Вертикально-сверлильный станок. Схема кинематическая
- Чертеж. ИР800ПМФ4. Горизонтально-расточной станок. Коробка скоростей. Кинематическая схема
- Чертеж. ВСЗ-64М. Вертикально-Фрезерный станок. Кинематическая схема
Следующие материалы:
- 4Л721Ф1. Электроэрозионный копировально-прошивочный станок. Паспорт,Характеристики,Схема,Руководство
- 165. Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство
- 3М163В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М164. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М163. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
Предыдущие материалы:
- 3М152В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М152. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3Е711ВФ2. Плоскошлифовальный станок. Паспорт, Характеристики, Схема, Руководство
Технические свойства
При рассмотрении данных в паспорте нужно учитывать, что существует два-три основных технических специфик, которые формируют возможность применения оборудования. К ним можно отнести:
- самый большой критерий диаметра устанавливаюемого изделия для обработки.
- в схеме и в паспорте указывается расстояние между центрами. данный момент определяет то, какой длины заготовка может применяться;
- число оборотов, которое может выполнять заготовка за одну минутку;
- число оборотов шлифовального круга.
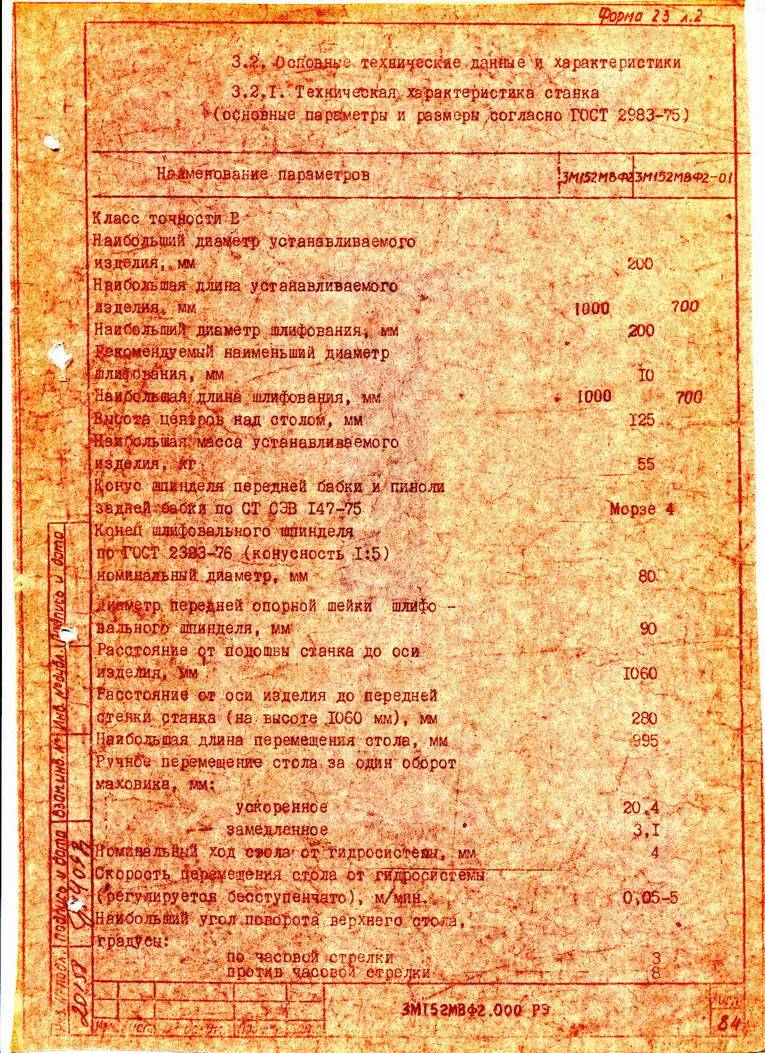
Технические свойства 3М151
Приведенные выше моменты необходимо учесть при рассмотрении круглошлифовальных станков. К техническим свойствам рассматриваемой модели можно отнести:
- класс точности согласно необходимым нормам гост – П;
- самый большой критерий диаметра цилиндрических изделий составляет 200 миллиметров;
- самая большая длина устанавливаюемого изделия составляет 700 миллиметров;
- минимальный диаметр шлифования составляет 10 миллиметров;
- высота изделия над столом составляет 125 миллиметров;
- самый большой вес заготовки составляет 55 килограмм;
- самое большое расстояние перемещения стола 705 миллиметров;
- максимальное значение высоты устанавливаюемого круга 100 миллиметров;
- скорость вращения задней бабки 1590 оборотов в минуту.
По мимо этого необходимо учесть размеры и габариты конструкции, а еще самый большой вес. Данные показатели формируют возможность применения модели в разных жизненных ситуациях. Вес конструкции составляет 5 600 килограмм, что затрудняет ее расположение. Только если есть наличие специализированного основания можно обеспечить самые лучшие условия для расположение, крепления конструкции.





