Избавляемся от силикона на одежде
Силиконовые герметики широко применяются в ремонте и строительстве. Но небрежное обращение с этой субстанцией может привести к образованию стойких пятен на ткани, и для избавления от них придется использовать специальные очистители или подручные средства.
Кислотно-силиконовый герметик обладает характерным запахом уксуса, при этом его удаление производится при помощи 70% раствора уксусной кислоты
Удаляя пятно от такого силикона, нужно принять меры предосторожности: надеть очки, крепкие резиновые перчатки и респиратор, так как уксусная кислота отрицательно влияет на глаза, кожу руки и дыхательные пути. Для очищения пятна нужно его обильно, оставить на 30 минут и удалить силикон ветошью. Силиконовый нейтральный герметик на основе спирта легко удаляется при помощи спиртосодержащих жидкостей
Можно взять медицинский, технический, денатурированный спирт или водку и нанести на загрязненное место, а затем удалить пятно щеткой. Оксимный, аминнный или амидный силиконовый герметик удаляется с помощью уайт-спирита, бензина, ацетона или растворителя. Жидкость наносится на губку, затем на пятно и оставляется на 30 минут до растворения силикона. При необходимости обработку можно повторить. Затем постирать ткань обычным способом со стиральным порошком
Силиконовый нейтральный герметик на основе спирта легко удаляется при помощи спиртосодержащих жидкостей. Можно взять медицинский, технический, денатурированный спирт или водку и нанести на загрязненное место, а затем удалить пятно щеткой. Оксимный, аминнный или амидный силиконовый герметик удаляется с помощью уайт-спирита, бензина, ацетона или растворителя. Жидкость наносится на губку, затем на пятно и оставляется на 30 минут до растворения силикона. При необходимости обработку можно повторить. Затем постирать ткань обычным способом со стиральным порошком.
Помимо этого, силиконовое пятно можно очистить механическим способом при помощи пластикового скребка. Для этого ткань натягивается на ровную поверхность и пятно аккуратно соскабливается. Остатки можно удалить одним из перечисленных выше способов.
Как сделать форму для заливки силикона
Форма для отливки также чаще всего изготавливается самостоятельно в домашних условиях с применением нехитрой технологии, основанной на подготовке оттиска будущей приманки. Проще всего матричную формочку изготовить из строительного или же стоматологического гипса. Некоторые умельцы достаточно эффективно применяют для этих целей оргстекло или пластмасс. Применение данных материалов для изготовления форм потребует больших трудозатрат и вложений, но станет оборудованием, с которым можно будет работать довольно долгий по продолжительности срок и произвести гораздо больше приманок, не опасаясь за её разрушение.

Гипс
Технология работы с гипсом проста и под силу даже новичку, пытающемуся начать производство отливок из силикона. Процесс состоит из замешивания гипсовой смеси в соотношении 4-х долей к доле воды и тщательном перемешивании в течение 1–2 минут до получения пластичной массы. После формирования объёмного тела с ровными плоскостями типа параллелепипеда, чего добиваются, заполняя тарную пластмассовую коробку из-под любого продукта, прототип приманки вдавливают в заготовку, получая оттиск. На оттиске можно сформировать рифлёности или насечки при помощи чертилки или лопатки по своему пониманию конечного продукта или изменить его форму выравнивая или искривляя плоскости и регулируя объём.

После достижения необходимого результата по получению матричной формы ей дают застыть при температуре в 20–22 градуса. После полного затвердения матрица готова к началу основных литейных работ. Недостатком гипсовой формы станет лишь её хрупкость, поэтому рыболову стоит беречь полученный оттиск, оберегая от ударов и избыточного давления другими предметами.
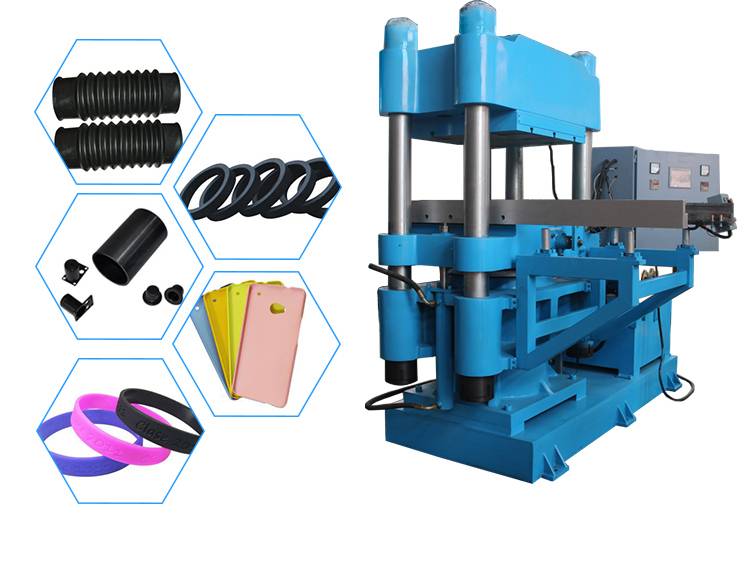
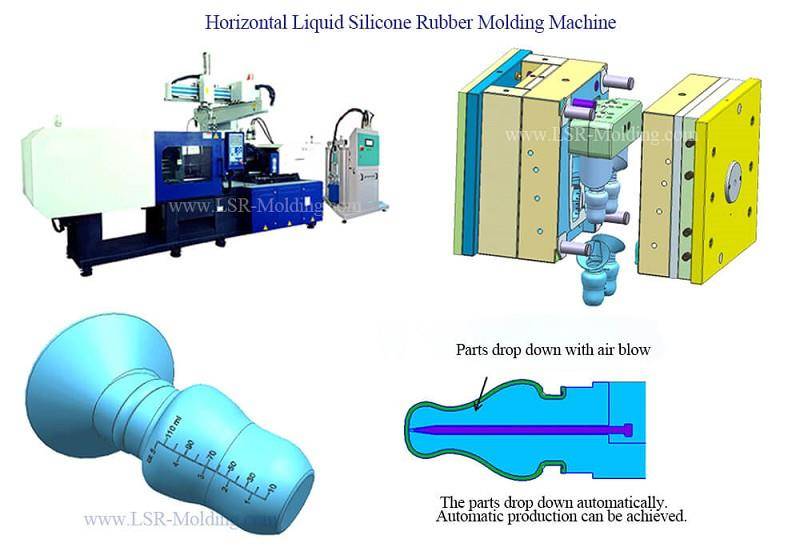
Машины для литья под давлением двухкомпонентных силиконов
При переработке двухкомпонентного силиконового каучука (Liquid Silicone Rubber, LSR) машины должны быть оснащены большим количеством оборудования, чем при переработке однокомпонентных силиконов. Установка для дозирования и смешивания многокомпонентных систем подает жидкие компоненты из бочек, в которых они поставляются. До входа в статический смеситель или центральный блок распределения с запорным клапаном пневматического управления компоненты и красители, если они применяются, остаются в отдельных шлангах. При этом они подаются по контуру циркуляции, т.е. клапаны открыты в течение всей фазы дозировки.
Соединительный патрубок от смесительно-дозировочной установки смонтирован на корпусе впрыскивающего узла. Перемешанные непосредственно перед тем компоненты дозируются во впрыскивающий узел под небольшим давлением. При этом давление не влияет на дозируемое количество.
Охлаждаемый впрыскивающий узел с бескомпрессионным шнеком
Пластифицирующий цилиндр литьевой машины должен оборудоваться термостатируемыми манжетами, чтобы температура цилиндра всегда была ниже 25 оС. Бескомпрессионный смесительный шнек с обратным затвором и цилиндрическим стержнем подает массу двухкомпонентного силиконового каучука к соплу. Для этого чаще всего применяют игольчатые запорные сопла с гидравлическим приводом для термостатирующей жидкости.
Блок управления соплом с управляющими рычагами смонтирован на узле впрыска. Для литья под давлением без литников в системе управления машиной может использоваться сложная головка игольчатого сопла. Необходимое для впрыска количество силиконового каучука подается специальным шнеком через обратный затвор к выходу из шнека. Напорное давление, регулируемо бесступенчато в зависимости от структуры материала, позволяет точно дозировать подачу. Работа ведется с блокировкой дозирования при средней частоте вращения шнека от 140 до 280 мин-1 и и температуре цилиндра и сопла от 5 до 25 оС.
Скорость впрыска должна регулироваться. Выдержки под давлением, например, во избежание образования усадочных раковин и избыточной дозы впрыска обычно не требуется. Давление на сопле и время блокировки дозирования должны в литьевой машине регулироваться бесступенчато. Увеличения фазы охлаждения не требуется, так как время вулканизации при температуре литьевой формы 210 оС, составляющее около 5 с/мм толщины стенки, сравнительно невелико. Более высокая по сравнению с другими эластомерами скорость вулканизации позволяет добиться увеличения объема производства формованных изделий.
Для различных узлов впрыска существуют наборы цилиндров для переработки двухкомпонентного силиконового каучука со шнеками диаметром от 18 до 40 мм. Это позволяет при коэффициенте заполнения 0.8 и плотности материала 1.2 г/см3 изготавливать литьем под давлением детали массой от 2 до 170 г. Низкая вязкость силиконового каучука обусловливает и низкое давление впрыска – от 100 до 300 бар.
Распределитель литников, вид литника и зажима, а также сечение и путь потока в формуемой детали также влияют на выбор необходимого давления впрыска. Благодаря низкому давлению впрыска изготовленные детали почти не имеют грата. При прерывании работы цилиндр опорожняют. При температуре сопла и цилиндра ниже 25оС материал не сшивается.
Для получения окрашенных силиконов дозировочный насос для красителя подает цветную пасту вблизи от входного отверстия в массу силиконового каучука. Изменение цвета возможно путем подачи новой краски.
Домашнее изготовление сырой резины
Каучук, особенно искусственный, для вымешивания требует больших усилий. Мять его руками, как тесто, у человека недостаточно сил. Для этого делается специальное приспособление. Перемешивание с добавками — трудоемкий и длительный процесс. Вещества с различной дисперсностью, удельным весом и физическим состоянием надо превратить в однородную массу.
Готовится сырая резина своими руками в машине со шнековыми валами. Винтовые выступы перетирают все, что заложено в емкость, и перемешивают. Скорость изготовления зависит от количества валов. Дома обычно он один, и надо много времени на доведение смеси до нужного состояния.
Для формовки в листы и полосы достаточно двух валов, один из которых перемещается, изменяя размер зазора, следовательно, и толщину готовой сырой резины. Масса закладывается в накопитель и поступает на формовку. При деформации она остывает и теряет способность течь, становится прочной на разрыв.
Оборудование для домашней мастерской можно приобрести в магазине или сделать самостоятельно. За образцы взять технику, имеющуюся на кухне. Двигатель подойдет от поломанной стиралки или любой другой машины. Ремни и шкивы автомобильные.
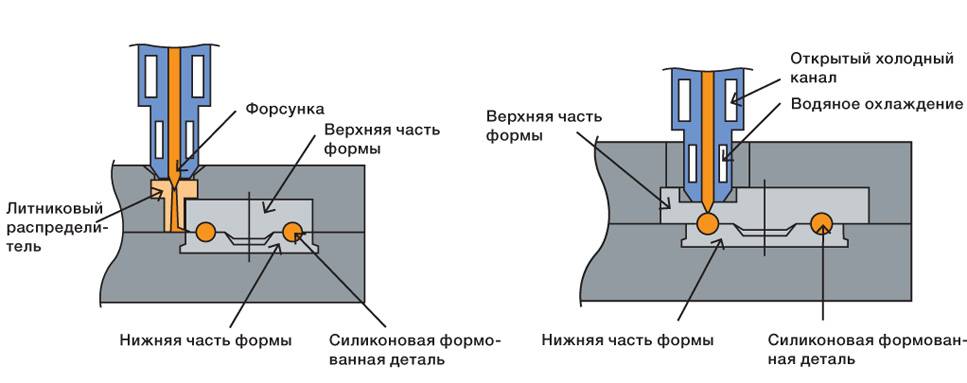
Формы литника
Чаще всего в простых литьевых формах для переработки эластомеров используют центральный и укороченный стержневой литник. Прямое соединение применяют в тех случаях, когда впрыск производится пленочным литником в разделительную плоскость.
Многогнездные литьевые формы с расположение гнезд в виде звезды или последовательно соединяются в большинстве случаев трапециевидным литником с ленточным или пленочным литником, или через туннельный и утопленный литник. Используются также туннельные литники с донным подпором. Туннельный литник рекомендуется для формованных деталей сечением более 2.5 см.







Точность процесса разделения предотвращает образование кратеров или выступающих маркировок на литом изделии. Многоточечная литниковая система с холодными каналами предусматривает многократное использование литников, что обеспечивает экономию материала.
При холодноканальном литнике могут применяться сопла с игольчатым запором или открытые. В первом случае запирающее давление регулируют, а во втором его изменяют путем выбора диаметра выходного отверстия сопла. Распределительные каналы в литьевой форме должны быть расположены и изолированы таким образом, чтобы не происходило сшивание материала.
Пластичные материалы
Промышленные пластилины, которыми в основном представлена данная подкатегория расходных материалов для лепки, отличаются удобством в работе. Большинство представленных в нашем ассортименте материалов можно растопить до жидкого состояния, что в свою очередь гарантирует быстрый и простой процесс литья или отлива.
К достоинствам материалов для лепки относится высокая пластичность при однородной структуре и плотности, абсолютная нетоксичность и простота в работе и постобработке. Как правило, они размягчаются уже от тепла рук, однако для достижения лучших результатов заполнения формы их рекомендуется постепенно подогревать, так как литьё расплавленным материалом обеспечивает более высокое качество поверхности готового изделия. Что примечательно, пластилины пригодны для многоразового использования, а лёгкое пузырение, проявляющееся при плавке, не влияет на высокое качество новой модели.
Метод холодного отвержение – что это?
К нам часто поступают запросы на изготовлений изделий небольшими партиями, но с достаточно ужатыми сроками и высоким требованием к качеству. Печатать серию на 3D-принтере клиенту не всегда выгодно, а большой тираж не нужен. Что в этом случае делать?
Мы предлагаем оптимальное в данном случае решение – сделать силиконовую форму и отливать изделия методом холодного отверждения. Быстро, доступно и сохраняется всем необходимое качество. Теперь рассмотрим, что для этого нужно.
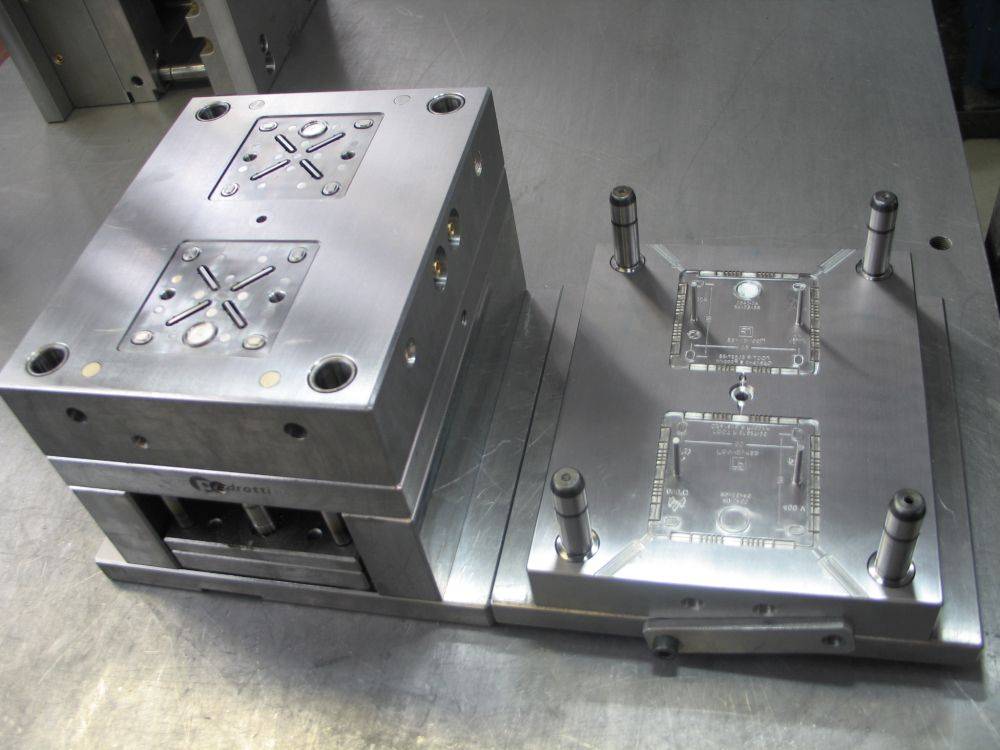
- Мастер-модель. Многие не понимают, что это такое и зачем нужно. Мастер-модель используется как слепок для создания формы, в которую в дальнейшем заливается пластик и получается готовое изделие. Есть много видов форм по способу изготовления и несколько примеров вы можете увидеть на фото. Мастер-моделью может выступать уже имеющееся у вас изделие, форма с точностью повторит его силуэт. Так же ее можно напечатать методом 3D-печати.
- Изготовление силиконовой формы. Далее с мастер-модели изготавливается силиконовая форма, повторяющая ее внешние размеры. Ресурс формы ограниченный, но выдержит малый тираж, который требуется, например, для опытной партии изделий.
- Заливка пластика. После того, как силиконовая форма застынет и высохнет, в нее можно заливать пластик. Время застывания зависит от материала. В среднем требуется час, чтобы мы смогли увидеть первую отливку. Так же в пластик можно добавить любой пигмент и получить желаемый цвет.
- Готовое изделие. Мы можем делать различные работы – от сувенирной продукции до деталей технического назначения, и преимущество литья в этом случае – доступная стоимость и высокое качество. Обращайтесь!
Как сделать пористую резину – видео
– производственная компания, деятельность которой заключается в изготовлении деталей различного назначения, узлов машин и механизмов, а также их механической обработке. Для изготовления деталей мы используем различные конструкционные материалы – резину и полимеры, стали, цветные металлы и их сплавы. Среди прочего, наше предприятие принимает заказы на изготовление литых изделий из резины. Вы можете заказать изготовление следующих изделий из резины:
1. Формовые изделия:
- запчасти к машинам и механизмам;
- кольца различного сечения;
- плиты и пластины различного назначения.
2. Неформовые изделия:
- Уплотнители различного назначения;
- коврики;
- прокладки;
- трубки.
Материал для изготовления литых резиновых изделий
Резина – эластичный материал, получаемый из натурального или синтетического каучука методом вулканизации: каучук смешивается с вулканизирующим компонентом, чаще всего серой, и нагревается. По назначению резины разделяют на:
маслобензостойкие;
кислотостойкие;
агрессивостойкие;
теплостойкие;
термостойкие;
озоностойкие;
токопроводящие.
По степени вулканизации резина делится на три вида:
- мягкую, в составе которой содержится до 3% серы;
- полутвердую, с содержанием серы до 30%;
- твердую, концентрация серы в которой превышает 30%.
Наша компания в процессе производства литья резины применяет только высококачественные природные и искусственные материалы:
- каучуки (бутадиен-нитрильный каучук, фторкаучук и пр.);
- латекс;
- полиамиды;
- силикон;
Технология производства литых резиновых изделий
Базовыми процессами при переработке резин в изделия являются:
- подготовка резиновых смесей;
- отливка изделий;
- вулканизация.
Как расплавить резину до жидкого состояния

Сам процесс достаточно прост, из дополнительных материалов понадобится только растворитель, например, бензин. Залейте им резину и подождите, пока она набухнет. Затем добавьте еще бензина, чтобы получить нужную консистенцию. Чтобы ускорить растворение, можете подогреть раствор на водяной бане. Но учтите, что делать это можно только на улице или в хорошо проветриваемом помещении. В результате химической реакции выделяется очень неприятный и опасный для здоровья запах.
Следует понимать, что расплавить удастся не любую, а только сырую резину. Полученный раствор будет напоминать клей. А вот старые покрышки для этого не подойдут, поскольку они сделаны из сшитой серой резины. Такой материал в углеводородных растворителях не растворяется.
Если вам не удалось достать сырую резину, можно воспользоваться и подошвами из старых ботинок. Единственное требование – они должны быть изготовлены из тероэластопласта (сополимер бутадиена и стирол) без вулканизации.
Чернение шин глицерином с водой
Наиболее распространенный метод – использования глицерина, который можно без проблем приобрести в аптеке. Глицерин — бесцветная, вязкая и очень гигроскопичная жидкость, смешивается с водой в любых пропорциях. Для того чтобы провести чернение шин в домашних условиях вам потребуется всего пять баночек по 25 мл или три по 40 мл, способ приготовления достаточно простой, нужно всего лишь смешать глицерин с водой в пропорции 50 на 50 (1:1).
Если нужен жирный раствор, то можно и 5 долей глицерина к 3 воды, тогда вам нужно будет не разбрызгивать жидкость, как в первом случае, а просто аккуратно наносить предварительно смоченной губкой. Также еще некоторые водители-экспериментаторы используют такие пропорции как 1:3 (эффект повышенной жирности), 1:5 (легкий блеск) или 1:7 (легкий матовый эффект), все зависит от степени выгорания шин.
Самыми главными преимуществами данного метода являются:
- Доступность материалов.
- Экономичность и минимальные финансовые расходы, стоимость его около 9 рублей.
- Возможность быстрого приготовления.
- Возможность частого применения, а также можно использовать на черных пластиковых элементах кузова автомобиля, например на бампере.
Недостатки:
- недолговечность использования покрышки, а именно подсушивание и растрескивание резины при низкой влажности воздуха;
- после нанесения резина будет иметь блеск, но поскольку это жирная сладковатая жидкость, то шина хотя и будет блестеть но буквально сразу начнет притягивать пыль;
- после первого контакта с водой смывается.
Блестящий эффект может длится всего 2-3 дня и то, если не будет проливных дождей, поэтому мыть авто после нанесения не рекомендуется, иначе шины обретут свой прежний вид.
Какое купить средство для восстановления лоска
При выборе раствора, для обработки шин, в первую очередь, нужно обратить внимание на его состав. От него будет зависеть результат. Для лета можно и на водной основе, а вот для зимы лучше если средство на силиконовой
Автомобильные магазины предлагают большой ассортимент чернителей и все они делятся на два вида:
Для лета можно и на водной основе, а вот для зимы лучше если средство на силиконовой. Автомобильные магазины предлагают большой ассортимент чернителей и все они делятся на два вида:
- Блестящие – это смазки, которые состоят с большого количества силикона. После их нанесения, покрышки станут блестящими, а внешний вид более привлекательными. Недостаток: они действуют на протяжении короткого промежутка времени, после попадания пыли или грязи они могут потерять свой первоначальный вид.
- Матовые. Их используют не только при обработке шин, но и для всего автомобиля. После покрытия резины таким видом жидкости, она приобретет глубокий черный цвет. Недостаток такого вида чернения — короткий срок действия после контакта с водой, в результате их внешний вид становиться еще хуже, чем до окрашивания.
Использовать различные средства для чернения шин можно хоть и ежедневно, если для вашего кошелька это не накладно. Но будет значительно эффективнее, применять для достижения конкретно заданного результата разобравшись из свойствами, предназначением и последствиями обработки. На различных форумах можно нередко встретить обсуждение темы чернения, её надобности и смысла. Изучив несколько таких дискуссий, ознакомившись с отзывами и личным опытом использования, мы пришли к выводу, что к лучшим средствам для чернения резины можно будет отнести 5 ниже представленных жидкостей.










Чернение колес. Лайфхак против специальных средств.
Резина считается одним из самых распространенных материалов на сегодняшний день. Со временем основные характеристики могут существенно снизиться. Довольно распространенным вопросом можно назвать то, как провести размягчение резины
Подобную процедуру можно выполнить самостоятельно в домашних условиях, важно соблюдать все рекомендации

Частые вопросы — ответы
Чем можно заменить силиконовые формочки?
Отличная альтернатива – стекло и керамика.
Какая у силикона электропроводность?
Обладает очень низкой электропроводностью.
Какой силикон лучше для изготовления форм?
Лучшие серии — E-Series, Mold Star Series, Equinox Series, Rebound Series.
Как склеить силиконовые изделия в домашних условиях?
Можно использовать специальный клей для эластичных изделий, силиконовый герметик, или огнем растопить порванные края и соединить.
Как сделать жидкую резину в домашних условиях?
Нужные ингредиенты – бура (1уп), клей ПВА (2 бутылки), вода (0.5 стакана), краситель, емкости и что-то для размешивания. В одной емкости соедините буру и воду, размешивайте до прозрачного состояния. В другой – клей и краситель. Перемешайте содержимое обеих посудин и подождите, пока жидкость застынет.
Сколько застывает силикон?
На период высыхания влияет много факторов – влажность и температура воздуха, толщина слоя. В среднем, за 15 минут образуется пленка, за 24 часа происходит отвердевание вещества. Кислотный герметик высыхает за 4-6 часов, нейтральный – за сутки. Так же примерное время «готовности» всегда указано на упаковке.
Окруженный заботой автомобиль выделяется из общего потока. Автолюбитель моет и полирует кузов, начищает пластиковые молдинги. Нередко объектом пристальной чистки оказываются покрышки. Как известно, эти детали теряют свой первозданный вид в течение первого года эксплуатации. Виной тому погодные условия и пылевая напасть. Результат – машина блещет, а резина отдает характерным серым оттенком, только отталкивающим взгляды.
Где применяют силикон
Этот материал используется практически во всех сферах человеческой жизни — в строительстве, быту, медицине и на производстве. Популярность силикон заслужил благодаря своим уникальным и ценным качествам, которые отсутствуют у аналогов этого вещества.
Силикон способен уменьшать, наращивать процесс адгезии, а также придавать целевому предмету свойства гидрофобности. Этот универсальный материал способен сохранять свои базовые параметры при экстремально высоких, низких температурах и в условиях повышенной влажности. Помимо этого, силиконы обладают диэлектрическими характеристиками, биоинертностью, высокой степенью эластичности, долговечны и экологичны.
В промышленных масштабах силиконовые жидкости и эмульсии на их основе, используют в качестве антиадгезионных смазок для огромных тяжелых пресс-форм, изготовления гидрофобизирующих жидкостей, пластичных смазок, специальных масел, амортизационных, охлаждающих веществ, теплоносителей, герметиков и диэлектрических составов. Особенно популярными являются пеногасители, произведенные на основе силиконовых смесей.
Из этого материала производят силиконалкиды, силиконполиэфиры для различных покрытий, которые должны характеризоваться особой стойкостью и устойчивостью. Отсюда следует, что разного вида прокладки, втулки, кольца, манжеты, заглушки и другие детали можно использовать при температурах от минус 60о С и до плюс 200о С.
Еще одним свойством силикона является устойчивость к таким веществам, как озон, радиация, морская вода, ультрафиолетовое излучение, кипяток, спирт, кислотные растворы, щелочи, минеральные масла, различные топлива и электроразряды.
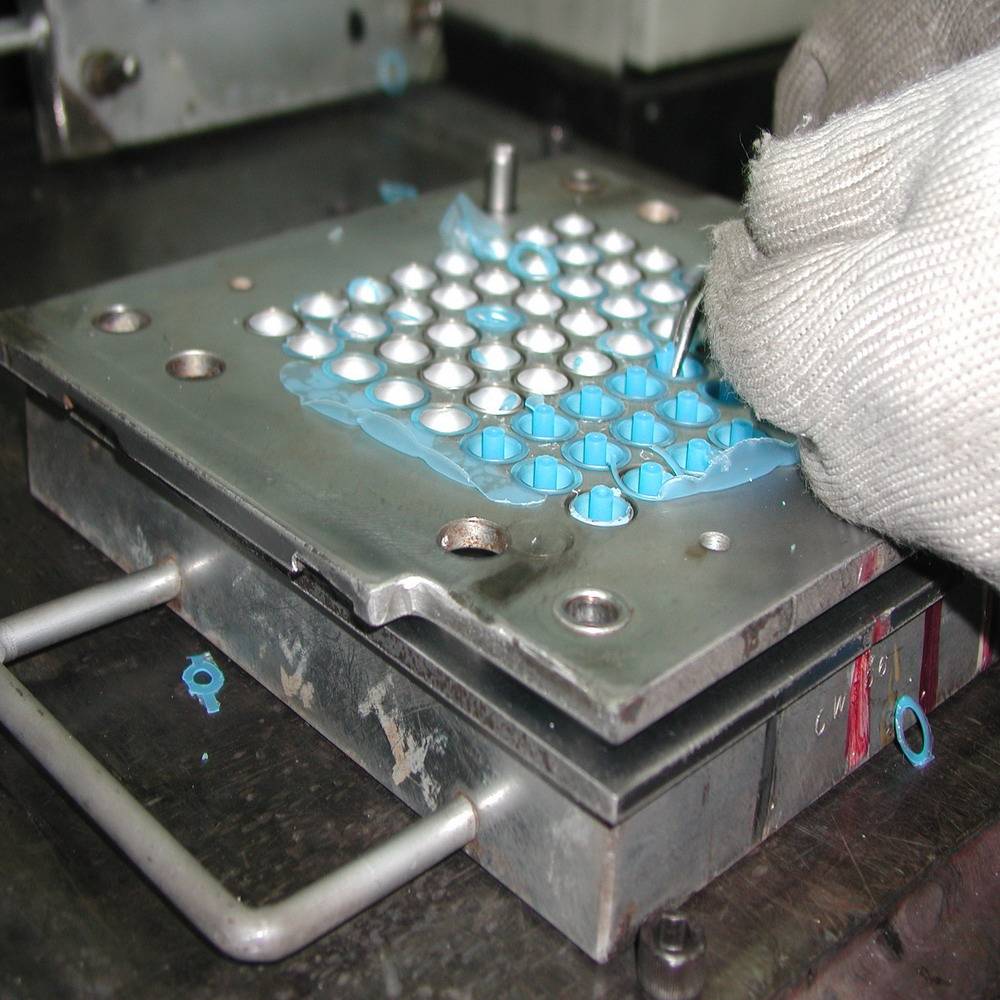
Процесс отливки
Сам процесс заливки может сильно отличаться в зависимости от используемого материала. Материал подбирается исходя из требований, которые предъявляются для изделия. В настоящий момент рынок широко представлен различными видами силиконов и полиуретанов, которые копируют много разновидностей резины и пластика.
При заливке полиуретанов часто используется барокамера, в которую помещают форму под избыточным давлением в 2-4 атмосферы. Это делается для того, чтобы максимально убрать пузыри. Силиконы же перед заливкой дегазируются подобно процессу отливки формы.









Данная технология используется для получения прототипов РТИ и опытных образцов пластиковых деталей.
Использование силиконового герметика
Тоже ничего сложного. Даже проще чем все, что было до этого.
- Любой силиконовый герметик выдавливаем на тарелку.
- Добавляем картофельный крахмал.
- Вымешиваем каучуковое тесто.
- Такая масса идеальна для изготовления молдов.
- Заготовку, а это может быть что угодно, смазываем маслом или кремом для рук.
- Облепливаем силиконом.
- Забываем про это дело до завтра.
- Силикон застыл, разрезаем вдоль канцелярским ножом, вынимаем заготовку — готово! Все гениальное просто.
Второй вариант. Катаем из этого же теста шарик, вдавливаем в него заготовку будущего молда. Ну, допустим, монету. Ровняем края. Через те же считанные часы проверяем степень затвердения силикона. Вынимаем денежку, молд готов!

Техника безопасности при изготовлении силиконовых форм

Хотя сделать силиконовую приманку не так уж и сложно, работа с открытым огнём и расплавленным силиконовым составом считается вредной и не такой уж безопасной
Так стоит уделять внимание таре в которой ведётся расплавление пластичного материала. Шприцы проверяют на отсутствие трещин и для надёжности обматывают изоляционной лентой
При загрузке старых образцов объём шприца заполняют на две трети, оставляя свободное пространство на расширяющийся при нагреве дополнительный объём.
Плавя старые приманки работают в респираторе при открытых форточках с доступом в помещение свежего воздуха, исключая отравление химическими веществами, испаряющимися из жидких фаз расплавленного раствора. Для безопасности и исключения ожогов кожи рекомендуется производить работы в тонких матерчатых перчатках.
Изготовление резины
Выделяют три основных неизменных этапа, если готовится сырая резина. Инструкция и технология простые, требующие несложного оборудования. Последовательно выполняются:
- подогрев каучука;
- смешивание с добавками;
- формовка.
Натуральный каучук, постояв некоторое время и перебродив, превращается в густую вязкую массу. Искусственный сразу производится в таком виде. Перед применением его разминают подобно тесту и подогревают до 50 градусов. В таком состоянии он теряет свою упругость, становится податливым и мягким и способным смешиваться с другими веществами.
Компоненты будущей резины засыпают в шнековую машину для перемешивания. Пропорции и добавки берутся в зависимости от запланированных качеств. Все марки производимой сырой резины стандартизированы, и количество каждого материала указано в процентах. Остается только пересчитать в соотношении к имеющейся массе каучука.
Полученная однородная масса остается подогретой, поскольку трение о детали машины и частиц друг о друга происходит с выделением температуры. В результате процесса образуется сырая резина. Ей придают форму полос заданных размеров (реже шнура) и упаковывают между полиэтиленом.