Чугунные и медные муфты
Для соединения трубопровода такого типа существуют специальные фитинги, но монтаж в этом случае достаточно сложен. Во-первых, обязательно нужно иметь возможность подобраться к трубе с каждой стороны, иначе обеспечить герметичность стыка нереально. Если трубопровод проложен возле стены, придётся выдолбить её часть около места соединения. Во-вторых, всю работу нужно проводить очень аккуратно и сосредоточенно. Крайне желательно, чтоб установкой занимался опытный человек, так как подобная работа может оказаться не под силу новичку.
Установка проводится следующим образом.
- Сначала стык уплотняется кабалкой.
- Труба вставляется в фитинг до упора. Это необходимо для того, чтоб уплотнитель не провалился.
- Чеканится кабалка. Это нужно делать в несколько оборотов и каждый оборот чеканить по всей окружности.
- После чеканки необходимо замазать стык раствором цемента.
Чеканить можно и простой отвёрткой.
Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
ГИДРОДИНАМИЧЕСКАЯ МУФТА
Гидродинамическая муфта осуществляет немеханическое соединение валов: крутящий момент передается от одного вала другому посредством движения жидкости.
Как показано на рис. 10, рабочее колесо типа насосной крыльчатки 1
на конце ведущего вала2 образует герметичный кожух3 , содержащий соосное колесо4 , соединенное с ведомым валом5 . Форма лопастей ведущего и ведомого колес близка к полукругу; лопасти расположены радиально. Торообразная полость (улитка), общая для ведущего и ведомого колес, заполняется маслом.
Когда ведущее колесо начинает вращаться, оно выталкивает масло под давлением на периферию. Если скорость вращения достаточно велика, масляный поток начинает циркулировать (рис. 10, стрелки) и приводит в движение ведомое колесо, оказывая на него давление. На рабочем режиме разность частот вращения ведущего и ведомого колес может быть малой (~1%). Конечно, вращающееся ведомое колесо также выталкивает масло на периферию, однако чуть большая скорость вращения ведущего колеса и правильно спроектированная улитка гарантируют непрерывность циркулирующего потока.

Гидродинамическая муфта создает плавное ускорение ведомого вала, а масло гасит вибрации от вала двигателя, так что они не сообщаются ведомому валу, и наоборот. Кроме того, при малых оборотах ведущее колесо муфты может вращаться вхолостую, не приводя в движение ведомое колесо. Современные гидромуфты отличаются огромным разнообразием конструкций и размеров и широко распространены в ряде областей техники, включая автомобильный, железнодорожный и морской транспорт. Одним из первоначальных применений гидромуфт были суда с дизельными двигателями; гидромуфта устанавливалась между двигателем и редуктором.
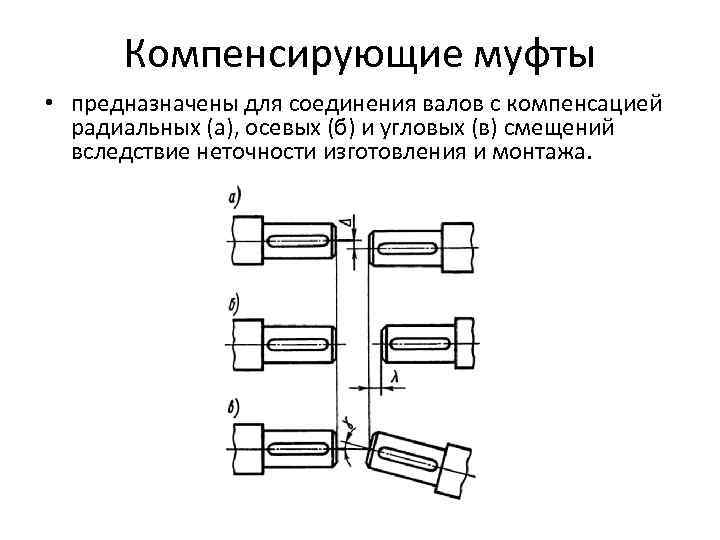
Упругая-компенсирующая
Механический импульс в таких системах транслируется между полумуфтами через посредство упругой детали. Не всегда для ее изготовления применяют резину и пластмассу с эластичными свойствами. Нередко подходящим материалом оказывается пружинная сталь. Упругий блок при работе деформируется. Стоит отметить, что деформация связана отчасти еще и со сдвигом полумуфт между собой.
Такая система позволяет гасить удары и толчки. Предотвращается возникновение колебаний, обычно провоцируемых неравномерным кручением. Одновременно компенсируются смещения валов друг к другу. При сильной механической нагрузке деформирование из плюса становится минусом. Еще один недостаток — сравнительно крупные размеры.
Упругие муфты с металлическими пружинами
Упругие муфты с металлическими пружинами (рис. 4) применяются для асинхронных двигателей. Стальная пружина 1 входит в конструкцию муфты как упругий элемент. Технические данные упругих муфт с металлическими пружинами приведены в табл. 4.1.
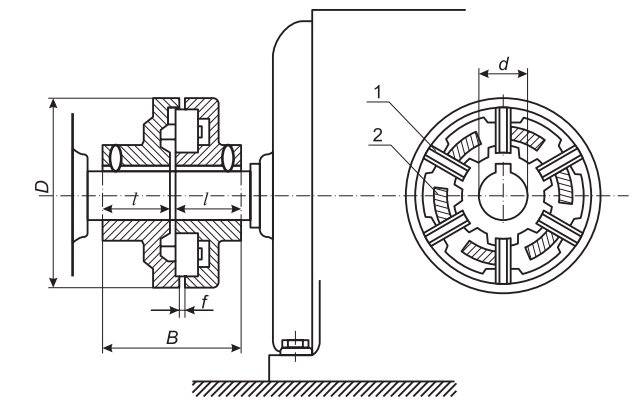
Рис. 4. Упругая муфта с металлическими пружинами
Таблица 4.1. Технические данные упругих муфт с металлическими пружинами
| Тип муфты | d, мм | D, мм | l, мм | B, мм | f, мм | Масса муфты, кг |
| М-5 | 35 | 155 | 65 | 135 | 5 | 7,2 |
| М-6-1 | 35 | 175 | 65 | 135 | 5 | 9,8 |
| М-6-2 | 45 | 175 | 65 | 135 | 5 | 9,4 |
| М-7-1 | 38 | 215 | 80 | 165 | 5 | 17,7 |
| М-7-2 | 55 | 215 | 80 | 165 | 5 | 17,1 |
| МС-8-1 | 55 | 255 | 100 | 205 | 5 | 32,9 |
| М-8-2 | 65 | 255 | 100 | 205 | 5 | 28,8 |
| МС-9-1 | 55 | 285 | 105 | 220 | 10 | 50,7 |
| М-9-2 | 75 | 285 | 120 | 250 | 10 | 46,6 |
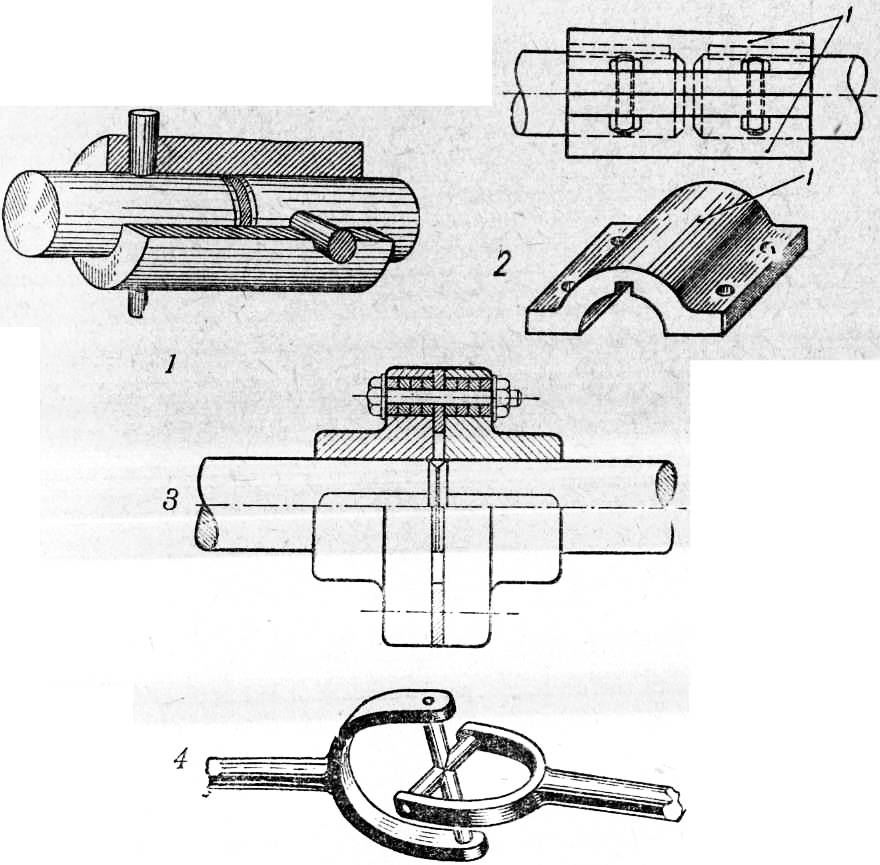
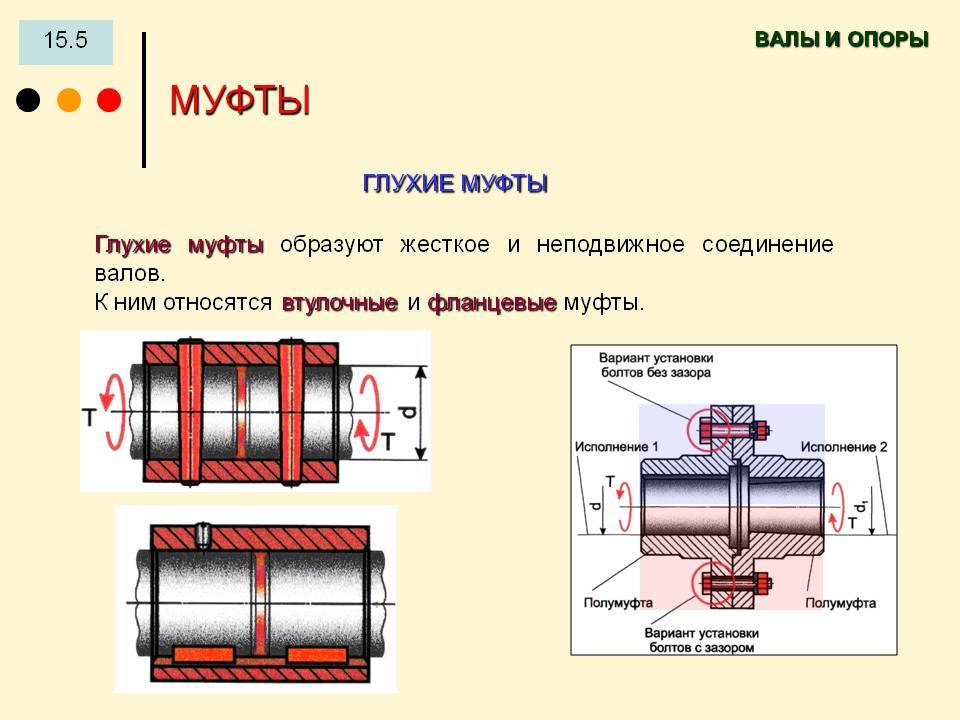
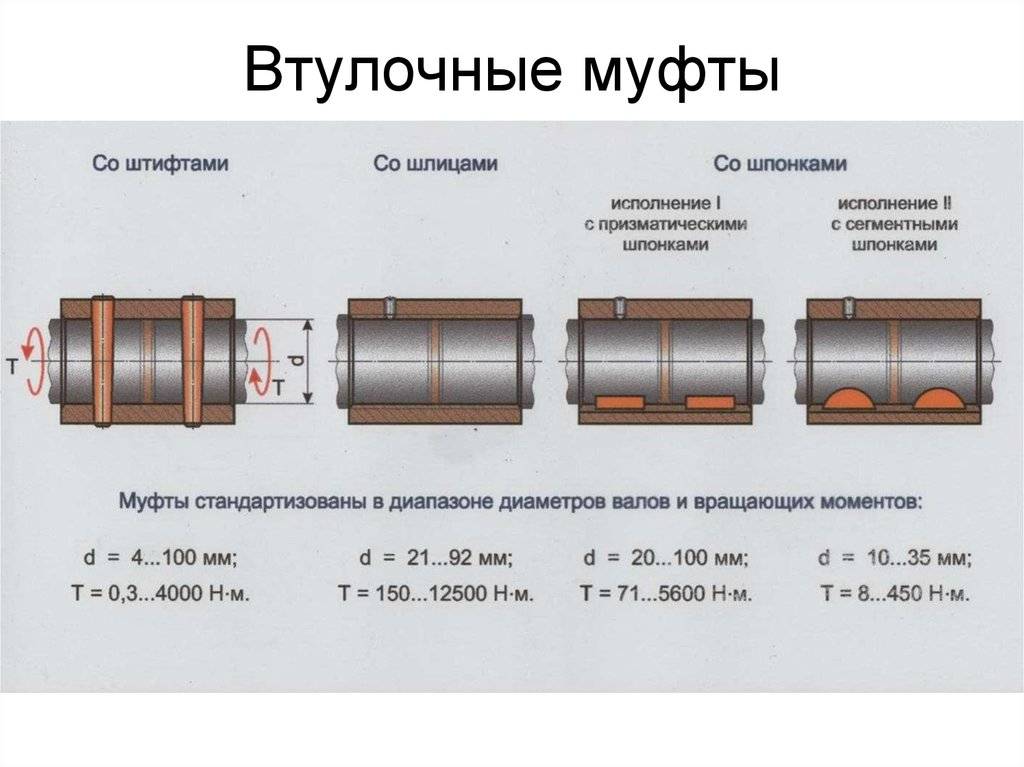
Втулочная
Такой вид оборудования призван, прежде всего, связывать соосные валы цилиндрического типа. При этом разброс вращающего момента на соединяемых частях может сильно отличаться. Главная особенность, однако, иная — никакого смягчения динамической нагрузки и никаких ограничений темпа вращения не наблюдается.
Втулочные муфты — простейшие из муфт жесткого типа. Предусматривается 3 исполнения:
- Модели с цилиндрическим отверстием под посадку могут оборудоваться коническими штифтами;
- Есть аналоги со шпонками в виде призмы или сегментов;
- И наконец, существует еще вариант, где ничего этого нет, а есть прямобочные шлицы.
Втулочная
Такой вид оборудования призван, прежде всего, связывать соосные валы цилиндрического типа. При этом разброс вращающего момента на соединяемых частях может сильно отличаться. Главная особенность, однако, иная — никакого смягчения динамической нагрузки и никаких ограничений темпа вращения не наблюдается.
Втулочные муфты — простейшие из муфт жесткого типа. Предусматривается 3 исполнения:
- Модели с цилиндрическим отверстием под посадку могут оборудоваться коническими штифтами;
- Есть аналоги со шпонками в виде призмы или сегментов;
- И наконец, существует еще вариант, где ничего этого нет, а есть прямобочные шлицы.
Монтаж фрикцонных муфт на тихоходный вал выходного редуктора
Часто установка изделия проводится на редуктор для его соединения с электрическим двигателем. Это можно связать с тем, что редуктор может заклинивать, это приводит к перегреву двигателя. Фрикционная муфта исключает вероятность возникновения подобной проблемы. Среди особенностей монтажа отметим:
- Нельзя прикладывать ударную нагрузку, так как она может повредить само изделие.
- Для упрощения захода обоймы может применяться смазка.
- Нарушение правил монтажа может стать причиной повреждения основной части.
Самостоятельный монтаж должен проводиться исключительно с учетом рекомендаций, так как даже несущественный дефект становится причиной уменьшения эксплуатационного срока.
В продаже встречается просто огромное количество различных деталей, за счет чего не возникает существенных проблем при выборе. Основными критериями можно назвать тип применяемого материала при изготовлении, а также диаметральный размер
При выборе уделяется внимание тому, каким образом может проходить смещение соединяемых элементов
Монтаж фрикцонных муфт на тихоходный вал выходного редуктора
Часто установка изделия проводится на редуктор для его соединения с электрическим двигателем. Это можно связать с тем, что редуктор может заклинивать, это приводит к перегреву двигателя. Фрикционная муфта исключает вероятность возникновения подобной проблемы. Среди особенностей монтажа отметим:

- Нельзя прикладывать ударную нагрузку, так как она может повредить само изделие.
- Для упрощения захода обоймы может применяться смазка.
- Нарушение правил монтажа может стать причиной повреждения основной части.
Самостоятельный монтаж должен проводиться исключительно с учетом рекомендаций, так как даже несущественный дефект становится причиной уменьшения эксплуатационного срока.
В продаже встречается просто огромное количество различных деталей, за счет чего не возникает существенных проблем при выборе. Основными критериями можно назвать тип применяемого материала при изготовлении, а также диаметральный размер
При выборе уделяется внимание тому, каким образом может проходить смещение соединяемых элементов
Источник
Разновидности фитингов
Кроме материалов изготовления, муфты отличаются по своим техническим характеристикам, но основным различием является способ монтажа. По этому показателю они бывают:
- компрессионные;
- обжимные;
- приварные пластиковые;
- резьбовые.
Рассмотрим каждый из этих видов несколько подробнее.
Муфта компрессионная соединительная. Удобство использования – вот основное достоинство такой детали. Она фиксируется за счёт запрессовки специальной втулкой обжимного кольца. Такое техническое решение исключает вероятность раскручивания при вибрациях разного вида, а также гидроударах. Из преимуществ можно выделить:
- универсальность;
- лёгкость установки своими руками. Провести монтажные работы может человек, обладающий лишь начальными сантехническими навыками;
- возможность повторной эксплуатации;
- нет необходимости использовать сварочный аппарат;
- невысокая стоимость.

Компрессионная муфта — это простая конструкция, в которой герметичность обеспечивается уплотнительными кольцами и гайками
Монтаж выполняется следующим образом:
- детали крепёжного элемента – цанговое кольцо, гайка и проч. – надеваются на трубу;
- затем труба насаживается на штуцер либо вставляется в патрубок соединительного компонента;
- далее цанговое кольцо надвигается, а гайка затягивается.
Муфта обжимная. Сфера применения такого изделия – металлопластиковые системы водоснабжения. Необходимо отметить, что потребность в муфте соединительной обжимной возникает нечасто. Обусловлено это тем, что продажа «металлопластика» осуществляется многометровыми бухтами. Когда же обжимная деталь всё-таки понадобится, её монтаж выполняйте в следующем порядке:
- обрежьте кромки трубок под прямым углом;
- вставьте трубки в гильзы;
- место соединения обжимайте специальным инструментом.
Муфта приварная пластиковая. Вид пластика привносит отличия в процесс сборки водопровода. Коротко они формулируются так:
- ПНД. Монтаж ПНД водопровода, как правило, осуществляется с помощью электросварной муфты, имеющей электрические спирали. Состыковав все детали, подключите к муфте такого типа специальный аппарат. После его включения на спираль начнет поступать электроток, из-за чего та будут разогреваться до температуры плавления полиэтилена. В результате материал компонентов смешивается, а после остывания образуется очень прочное соединение.
- ПВХ. Метод монтажа такого трубопровода больше схож со склеиванием, а не со сваркой. И здесь соединяемые поверхности расплавляются, но не из-за высокой температуры, а под воздействием специального химического состава – клея. Тем не менее, такой способ принято называть муфтовой сваркой.

Трубы ПВХ можно соединять клеевым методом, но в этом случае соединительная муфта все равно называется сварной
Монтаж предполагает такую последовательность действий:
- соединяемую трубу обрежьте и вставьте её в соединительную деталь;
- на поверхности трубы поставьте отметку, показывающую глубину вхождения;
- размеченный участок обмажьте с помощью кисточки тонким слоем вышеуказанного клея;
- соедините элементы. Сделав это, обязательно проверните их на четверть оборота;
- вторую трубу приклейте спустя несколько минут таким же образом.
Полипропилен. Сварка фитинга выглядит так:
- соединительная деталь и труба вставляются в предварительно нагретые насадки специального паяльника;
- после того как пластиковые поверхности размягчатся, вытащите детали из паяльника и соедините друг с другом;
- дав пластику остынуть, вторую трубу соедините с фитингом точно так же.
Муфта резьбовая. Такие фитинги применяются, как правило, для стальных трубопроводов. Инструкция по монтажу муфты резьбовой соединительной представлена ниже.
- обрежьте предполагаемые к соединению трубы строго перпендикулярно продольной оси;
- нарежьте на них резьбу;
- далее накрутите поджимающие гайки;
- затем по очереди вкрутите трубы в соединительную деталь.

Резьбовые муфты разных типов используют при монтаже металлических трубопроводов
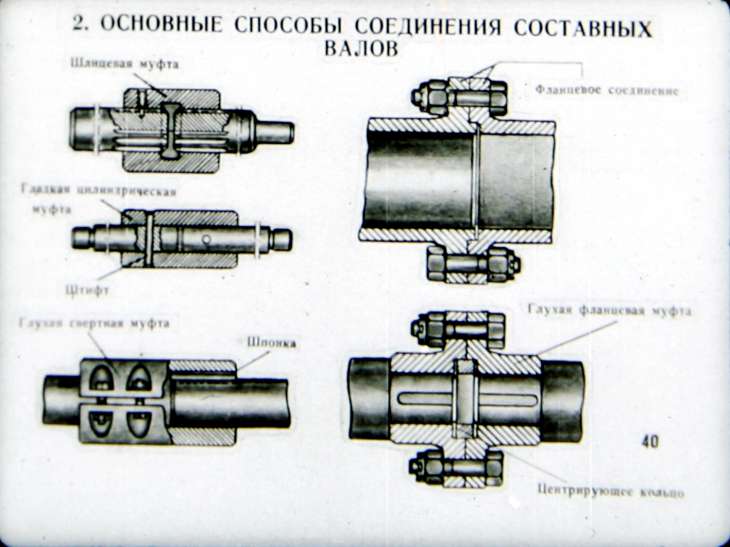
Монтаж и демонтаж шкивов и полумуфт
Шкивы и полумуфты при небольших размерах насаживают при помощи специального приспособления с нажимным винтом. Применение этого приспособления позволяет все горизонтальные усилия, возникающие при надвигании шкива или муфты на конец вала, передать в осевом направлении на вал, а не на подшипники и подшипниковые крышки. Для этого снимают крышку подшипника (двигатели серии А2) или крышку вентилятора (двигатели серии АО2 или 4А) и конец вала упирают в шкворень приспособления (рис. 8).
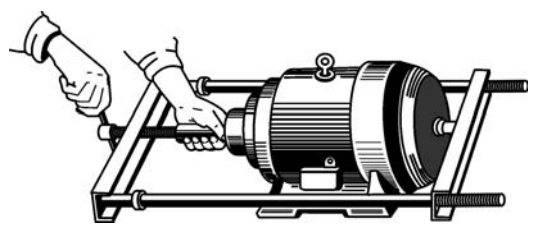
Рис. 8. Насадка шкива или полумуфты при помощи приспособления с нажимным винтом
При больших размерах шкивов или полумуфт их насаживают с помощью домкрата (рис. 9). В этом случае вал электродвигателя должен быть подперт с противоположной стороны так, чтобы усилия не передались на подшипники или подшипниковые крышки.
При ремонте электродвигателя и в некоторых других случаях возникает необходимость снять с конца вала полумуфту, шкив или шестерню. Эту операцию удобнее всего производить с помощью специальных приспособлений — съемников (рис. 10). Если окажется, что полумуфту, шкив или шестерню снять затруднительно, то можно предварительно подогреть их пламенем газовой горелки до температуры 250—300°С, одновременно охлаждая вал электродвигателя водой.
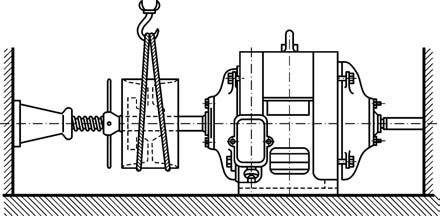
Рис. 9. Насадка шкива при помощи домкрата


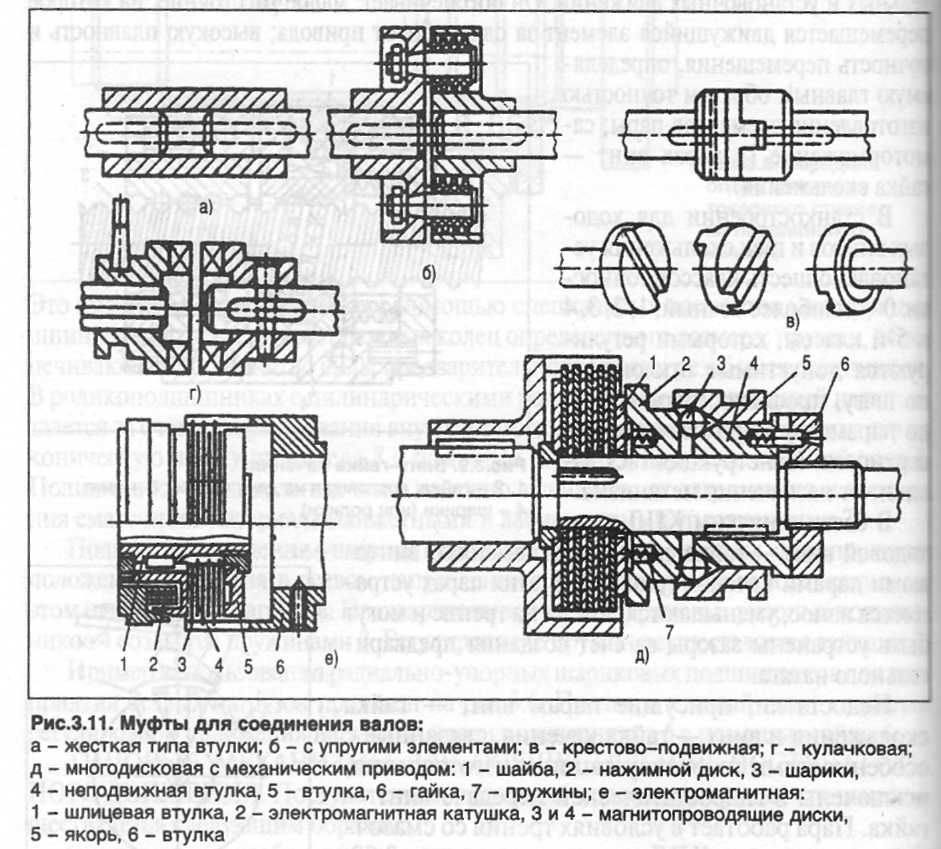





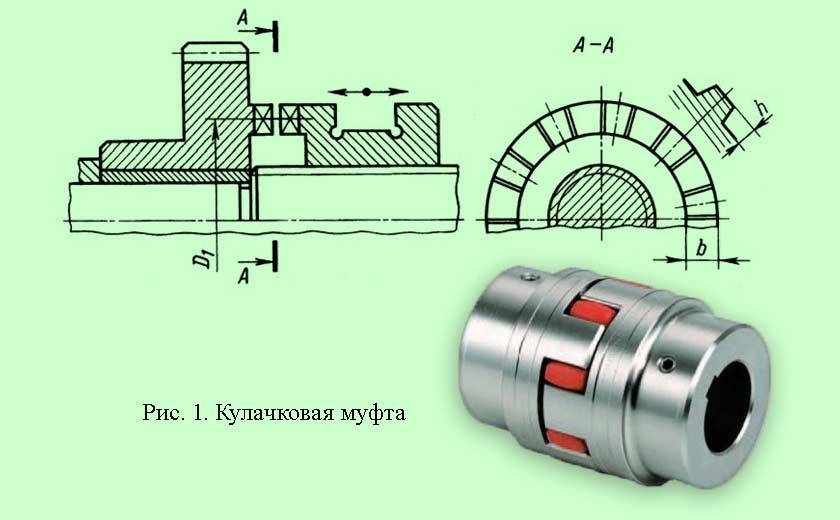

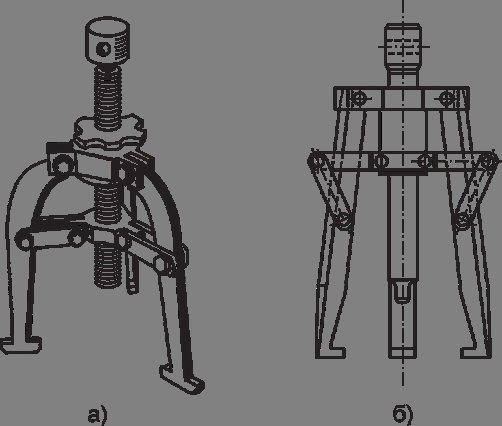
Рис. 10. Съемники универсальные
:а — с нерегулируемым раскрытием тяг; б — с самоустанавливающимися тягами
Полиэтиленовые муфты
Фитинги для полиэтиленовых трубопроводов делятся на следующие разновидности:
- компрессионные;
- электрические;
- защитные.
Каждый из видов подразумевает свой способ монтажа.
Компрессионными соединительными муфтами для трубопроводов можно объединять трубы как одинакового диаметра, так и разного. Кроме того, существуют специальные фитинги, которые имеют внутреннюю или внешнюю резьбу для соединения со стальными трубами, вентилями или другими изделиями, которые имеют резьбу. Таким образом, данная разновидность соединителя универсальна.
Монтаж в этом случае достаточно прост.
- Сначала частично разбирается сам фитинг, на пол-оборота ослабляется накидная гайка.
- Труба очищается от пыли, ножом или фаскоснимателем подрезается наружная фаска.
- На трубе отмечается глубина, на которую она должна войти в фитинг.
- Ввести трубу в муфту до отметки.
- Полностью затянуть натяжную гайку.
Несмотря на то, что гайку необходимо затянуть полностью, нельзя прикладывать чрезмерное усилие при этом процессе. В противном случае, можно повредить соединитель.

Электрические муфты применяют для соединения полиэтиленовых труб
Электромуфта представляет собой соединитель, внутри которого расположен нагревательный элемент. Монтаж в этом случае также является достаточно простым. Нужно лишь иметь источник питания – специальный аппарат.
Проводится установка таким образом:
- Почистить трубу от пыли и снять верхний слой полиэтилена в месте монтажа.
- Установить соединитель на трубу.
- Подать питание на клеммы фитинга.
- По окончанию нагревания отключить провода.
- Оставить конструкцию на 20 минут.
Благодаря нагревательному элементу, полиэтиленовые составляющие плавятся. После отключения питания они застывают и образуют практически монолитное и очень надёжное соединение.
Защитные же муфты используются в случае прокладки трубопровода через железобетонные стены. Постоянный контакт с железобетоном может негативно сказаться на полиэтилене, поэтому рекомендуется использовать такую защиту. Муфта представляет собой цельное кольцо, которое устанавливается в стене. Через это кольцо и следует проводить трубопровод. Установив подобную защиту, можно не переживать о влиянии железобетона на полиэтилен.
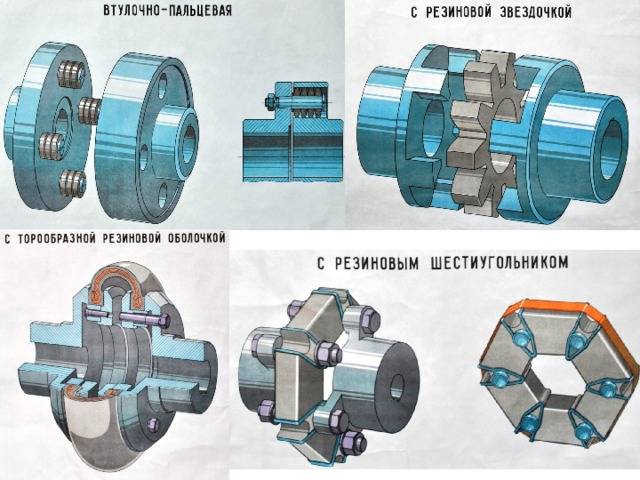
Упругие компенсирующие соединительные муфты насоса
Для того, чтобы частично погасить вибрационные колебания и продлить ресурс работы подшипников валов насосов и электромоторов, используют муфты с упругими элементами.
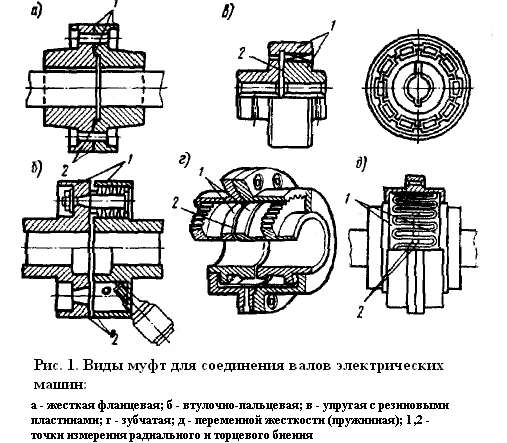
Наиболее простой по конструкции и надёжной является муфта втулочно-пальцевого типа. По конструкции она напоминает жесткую фланцевую, полумуфты не приживаются жестко друг к другу, а в одной из них соединительные пальцы имеют эластичные прокладки.

Более сложной по конструкции является пружинная муфта. Кроме двух полумуфт, устанавливающихся на концах валов, между которыми находится пружина, муфта имеет защитный корпус. Корпус или кожух одновременно является хранилищем для смазочного материала. Концы пружины упираются в выступы на разных полумуфтах. Вал насоса начинает движение в тот момент, когда вал мотора, вращаясь, сожмёт пружину и та, в свою очередь, передаст усилие на вторую полумуфту.
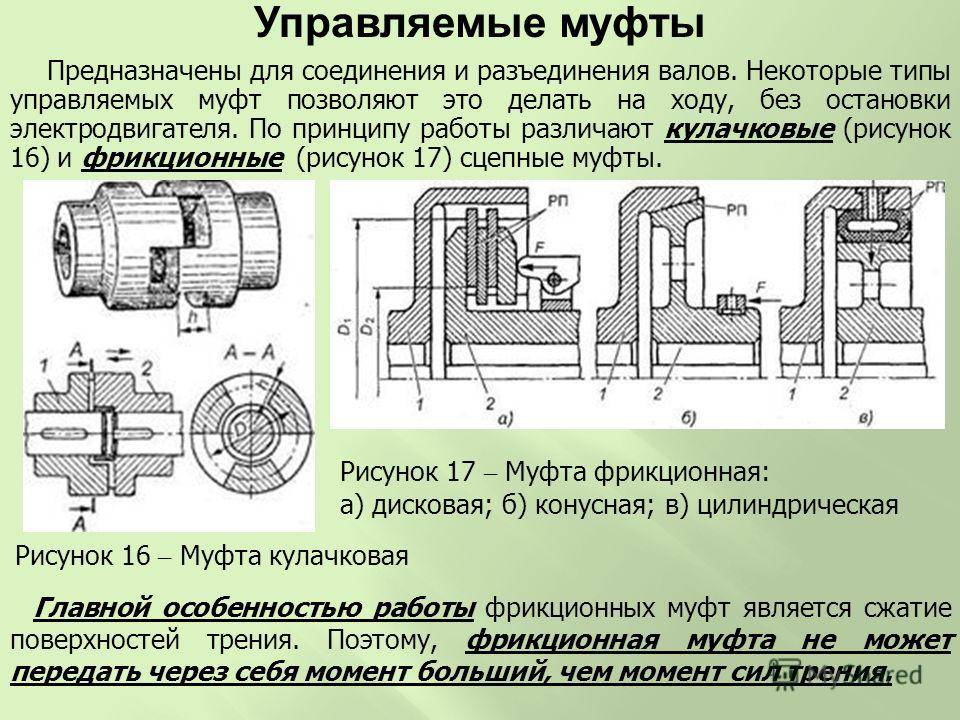
Сцепные муфты
В приводных устройствах, часто включаемых и выключаемых, с переменным режимом работы, например в трансмиссиях тракторов и автомобилей, в передачах к металлообрабатывающим станкам, конвейерам, транспортерам и другим машинам, устанавливают управляемые сцепные муфты. Их конструктивное оформление отличается большим разнообразием, но применяют главным образом муфты сцепные кулачковые и фрикционные.
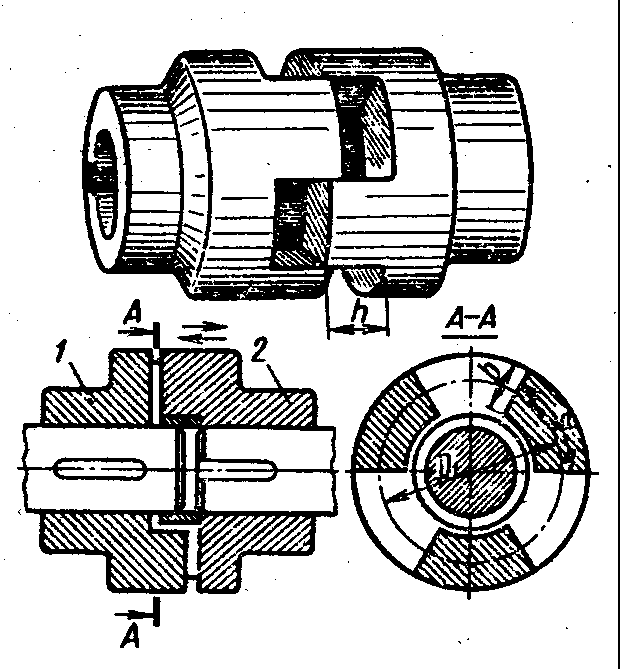
2.1. Кулачковые сцепные муфты
Наиболее простая конструкция муфты с прямоугольным профилем кулачков показана на рис. 8, а; соотношение размеров ее таково: наружный диаметр D ≈ 2,5d; длина ступицы неподвижной полумуфты l 1 ≈ 1,5d, то же подвижной l2 ≈ (2…2,5)d; осевой зазор е ≈ 5…10 мм; число кулачков z=3…5; высота кулачка h ≈ (0,3…0,5)d. Полумуфты должны строго центрироваться на валах, для точности расположения которых служит втулка в одной из полумуфт.
Эти муфты применяют для передачи значительных моментов, включение их возможно лишь при весьма малой относительной угловой скорости (порядка 1 рад/с) или же лучше при полной остановке механизма.
Муфты с треугольными и трапецеидальными кулачками допускают включение на ходу при разности окружных скоростей на среднем диаметре до 0,8 м/с:
- треугольный профиль с углом α=30…40° пригоден для легких передач с небольшим значением Тном, так как при значительных нагрузках кулачки сминаются и изнашиваются за сравнительно короткий срок; число кулачков z≤60, что обеспечивает плавность включения;
- трапецеидальный профиль считают оптимальным для средненагруженных муфт; угол α ≈ 3…10°, число кулачковz=5…12, высота кулачка h ≈ 0,1Dc; ширина кулачка в радиальном направлении b~(1,5…2)h.
На рис. 8, б представлены профили кулачков. Твердость рабочих поверхностей 50…60 HRC.
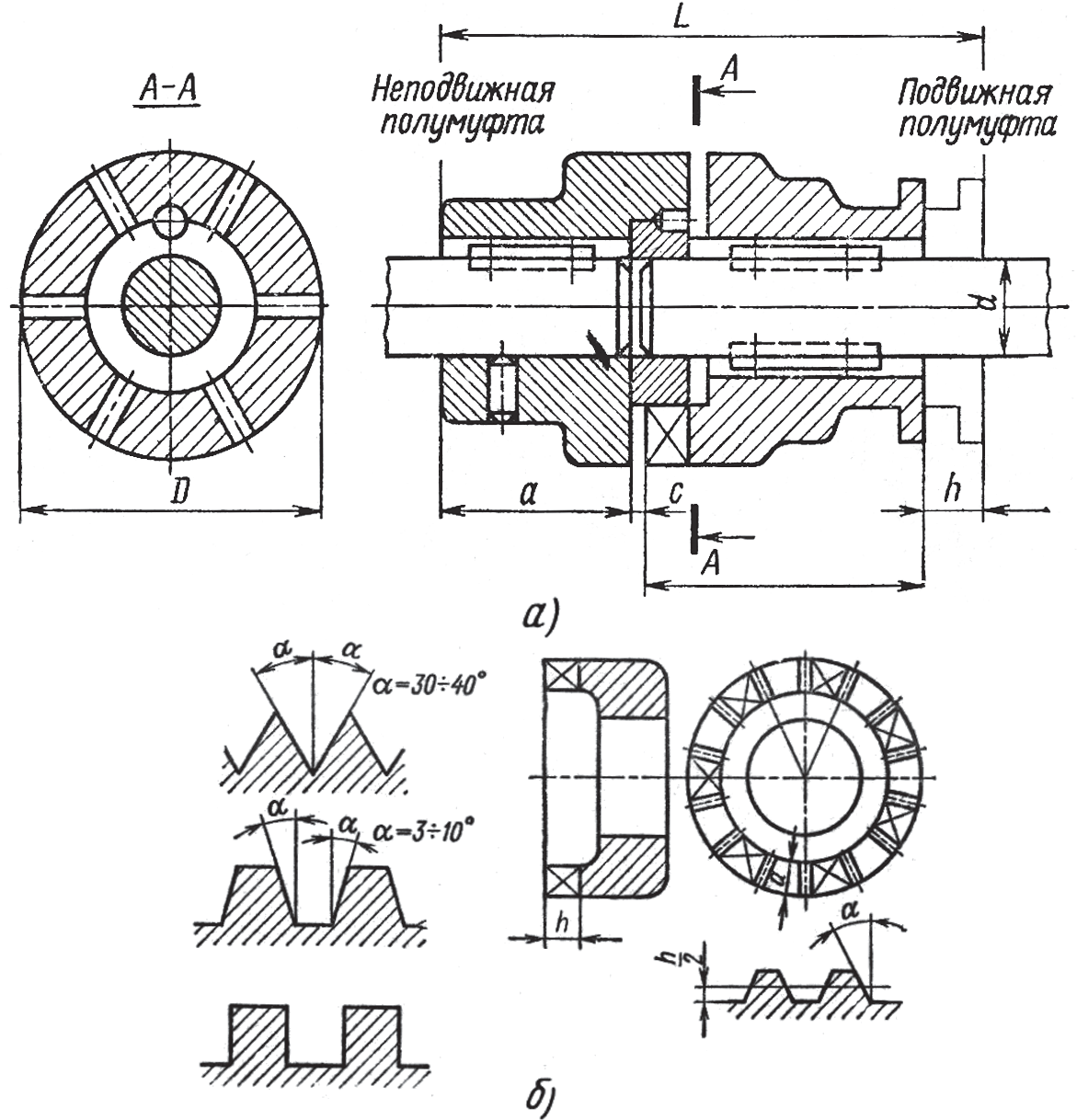
Рис. 8. Муфта сцепная (а) и применяемые формы кулачков (б)
2.2. Фрикционные сцепные муфты
Фрикционные муфты обеспечивают плавное безударное включение, так как в момент включения нагрузка возрастает с ростом тормозящего эффекта между дисками. Муфта передает вращающий момент за счет сил трения, создаваемых на трущихся поверхностях сцепляющихся звеньев муфты. Давление на трущиеся детали создается с помощью механизмов включения различного вида, которыми можно управлять режимом работы муфты. Наибольшее распространение получили пружинно-рычажные механизмы; для дистанционного управления муфтой удобны гидравлические, пневматические или электромагнитные устройства. Муфты работают как со смазкой, так и без нее.
Дисковая муфта с одной парой поверхностей трения (рис. 9) приводится в рабочее положение прижимной силой Fпp.
При малых вращающих моментах, передаваемых муфтой, оба диска изготовляют из металла; при больших моментах один из дисков облицовывают фрикционным материалом, что позволяет увеличить трение рабочих поверхностей и, следовательно, уменьшить силу прижатия Fпp.
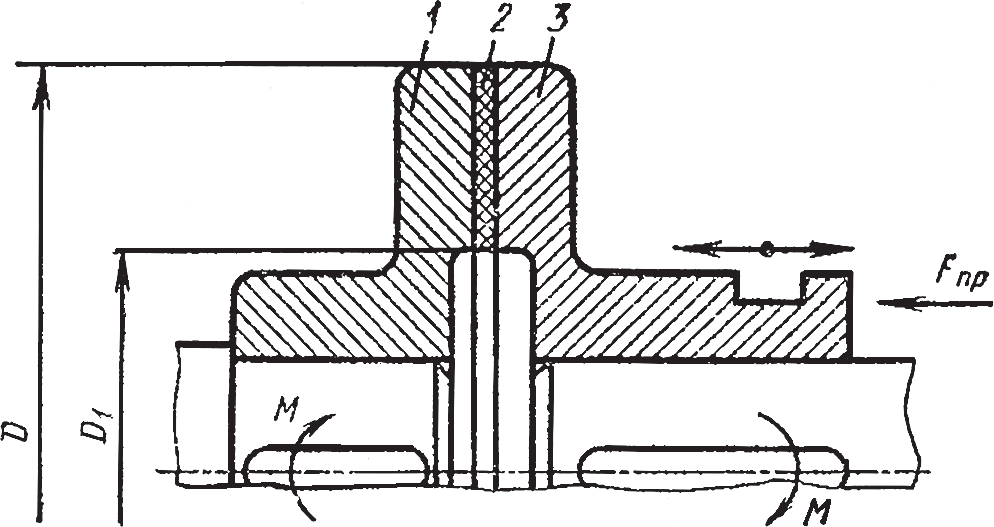
Рис. 9. Фрикционная сцепная муфта




Многодисковая муфта. Для уменьшения силы Fпp и габаритных размеров муфты применяют конструкции не с одной, а со многими парами поверхностей трения – многодисковые муфты (рис. 10).
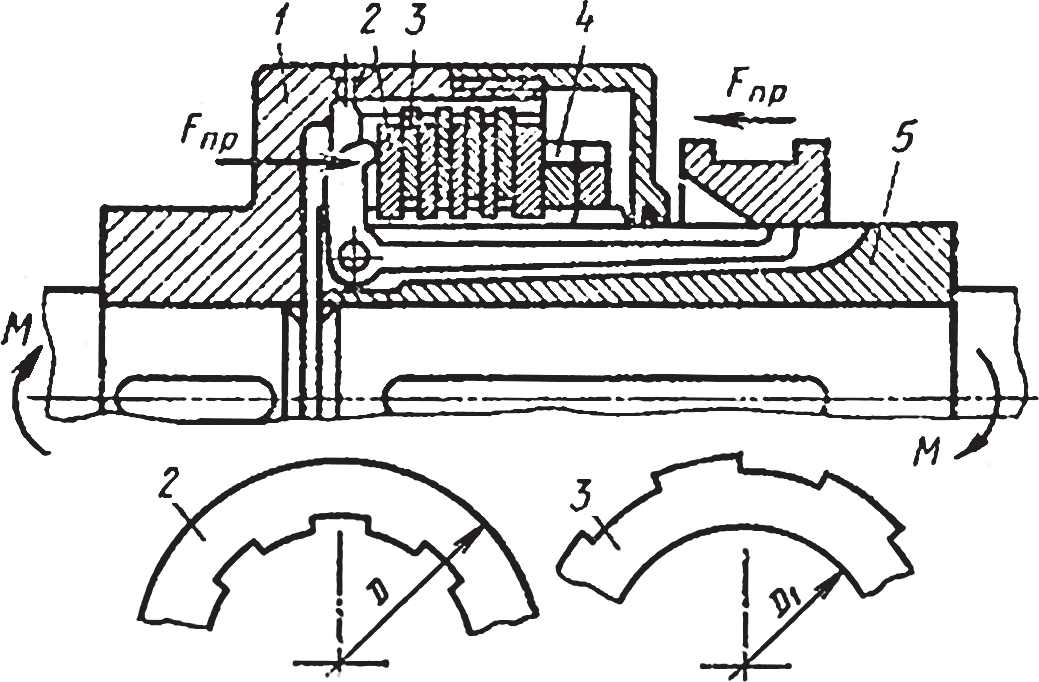
Рис. 10. Многодисковая муфта
В этих муфтах имеются две группы дисков: внутренние 2 и наружные 3. Наружные диски с D1 соединены с полумуфтой 1, а внутренние c D – с полумуфтой 5 посредством подвижного шлицевого соединения. Правый крайний внутренний диск опирается на регулировочные гайки 4; на левый крайний диск действуют силы нажатия от механизма управления. При этом сила нажатия будет передаваться на все поверхности трения.
Число ведущих дисков выбирают не более 11, так как действие прижимной силы Fпp на последние диски постепенно уменьшается вследствие трения выступов дисков в пазах полумуфт. Толщину стальных дисков принимают 1,5…2,5 мм для муфт со смазкой и 2,5…5 мм – для муфт без смазки. Зазор между дисками выключенной муфты – от 0,2 до 1 мм в зависимости от материала поверхностей трения. Все диски в муфте должны быть параллельными и соосными во избежание их местного повышенного изнашивания и нагрева.
Фрикционные сцепные муфты по форме рабочей поверхности могут быть конусные (рис. 11, а), цилиндрические с пневматическими или гидравлическими шинами (рис. 11, б), колодочные и ленточные, порошковые электромагнитные – когда между полумуфтами в корпусе помещается железный порошок. В зависимости от степени намагничивания порошка в муфте изменяется передаваемый крутящий момент.

Рис. 11. Фрикционные сцепные муфты
Угол α конусной части муфты, соединяющей полумуфты во избежание заклинивания, должен быть больше угла трения ; для чугунных муфт обычно принимают α=8…15°.
Муфта тормоз
В конструкции современного промышленного оборудования предусматриваются отдельные узлы, отказ в работе которых может привести к большим материальным потерям. В целях сокращения времени исполнительного механизма применяются специальные устройства, обеспечивающие удержание подвижных деталей для исключения аварийных ситуаций.
Муфта-тормоз предназначена для соединения валов (ведомых и ведущих) оборудования без отключения двигателя.
Достоинства устройства заключаются в следующем:
- сбалансированная конструкция блочного типа;
- возможность регулирования и поднастройки;
- изготовлены из высокопрочного материала;
- приводится в действие посредством подачи сжатого воздуха;
- обеспечивает защиту механизма и обслуживающего персонала.
Производится несколько видов муфт-тормоз, рассчитанных на разный показатель крутящего момента – от 160 до 4000 кгс*м.