Являются ли мультиплазы альтернативой существующим технологиям?
Следует отметить, что основной недостаток традиционной сварки рассматриваемой техникой преодолевается: плазма с такими термическими характеристиками действительно эффективно варит чугун, высокоуглеродистую и легированную сталь, а также алюминий. При этом никаких особых изменений в технологию сварки (или резки таких металлов и сплавов) вносить не нужно. Тем более, что способ плазменного преобразования энергии дуги в энергию плазмы отличается существенным преимуществом – производительностью. Как известно, при обычной сварке возбуждение разряда производится импульсным путём, поэтому непрерывная сварка/резка невозможна. В аппаратах серии «Мультиплаз» горение дуги будет происходить до тех пор, пока вокруг столба плазмы существует паровая рубашка.

И вот тут возникает первая проблема. Ёмкость колбы с рабочей жидкостью для бытовых плазмоизлучателей (и, соответственно, время непрерывной работы аппарата) составляет:
- Для «Мультиплаз-2500»: часовой расход рабочей среды – 0,15…0,20 л/ч, при времени беспрерывной работы — в пределах 20…25 мин;
- Для «Мультиплаз-3500»: часовой расход рабочей среды – 0,25…0,30 л/ч, при времени беспрерывной работы — в пределах 10…15 мин;
- Для «Мультиплаз-4000»: часовой расход рабочей среды – 0,40…0,50 л/ч, при времени беспрерывной работы — в пределах 8…12 мин.
Не очень много, особенно, если разрезается или сваривается поверхность большого объёма или толщины. Поэтому работу приходится прекращать, и дозаправлять ёмкость. При этом свеженаложенный шов быстро остывает, и его конечные параметры при продолжении сварки могут существенно отличаться от первого участка. Напомним, что сварку агрегатами серии «Мультиплаз» целесообразно применять для соединений с повышенными показателями прочности и долговечности.

Вторая особенность работы с данной техникой – наличие опыта и овладения приёмами эксплуатации, которые нехарактерны для традиционной сварки. Зачастую именно этим объясняется большинство негативных отзывов о мультиплазах всех описываемых серий. Специфика работы заключается в следующем:
- Дуга поджигается методом осцилляции. Этот способ – довольно длительный, и уступает по простоте реализации традиционному контактному.
- Сразу после дозаправки работать горелкой невозможно, потому что её необходимо вывести на рабочий режим: прогреть в течение 3…4 минут. Нельзя работать также при кратковременных перерывах: паровая рубашка разрушается. Правда, в этом случае потребуется более кратковременный прогрев – не более 1,5…2 мин.
- Параметры столба плазмы зависят от расхода и качества жидкости, которая подаётся в зону обработки для последующего испарения. В частности, если водоспиртовая смесь заканчивается, то температура в столбе падает (судя по цвету факела – не менее чем на 1000 ° С). Соответственно, снизится и качество шва.
- Особенности управления параметрами плазмы, в частности, порогового значения начального напряжения, которое не должно превышать 160…170 В. При этом изменение во времени напряжения поджига никак не отмечается в инструкции, и его следует устанавливать индивидуально.

Недоліки технології та шляхи їх подолання
Більшість користувачів відзначають невдалу ергономіку установки. Сам пістолет в плазмоізлучателе компактний і досить легкий (зокрема, для моделі «Мультіплаз-2500»), але не забезпечує можливість проведення зварювання або різання в важкодоступних місцях.
Ціна апаратів досить висока. Для «Мультіплаз-2500» вона стартує з 30000 рублів, що істотно дорожче, ніж зварювальні інвертори, газокисневі різаки і т.д. За «Мультіплаз-4000» доведеться викласти вже 140 тис. Рублів.
Головне ж – для ефективного застосування мультіплаз в побуті потрібно придбати вправність і досвід. Вітчизняні умільці пропонують різні способи доопрацювання даної техніки, які можна реалізувати в домашніх умовах. До них відносяться:
- Оснащення апаратів додатковими ємностями з робочою рідиною, які за допомогою гнучких трубопроводів могли б швидко підключатися до пристрою. За рахунок цього вдається збільшити обсяг подається робочого середовища вдвічі, без втрати апаратом своїй компактності.
- Перенесення кнопки включення на рукоятку пістолета, що створює зручності управління технікою.
- Зміни форми сопла з прямою на вигнуту (як варіант, таким соплом могли б комплектувати апарат його виробники, але замість цього вони пропонують тільки два варіанти пальника – під різання і зварювання відповідно).
- Способи очищення катода і анода. Передбачається, що сама робоча рідина буде це робити, але її інтенсивне випаровування (особливо до кінця заправки) сприяє утворенню нагару на поверхнях інструменту, що погіршує енергійно параметри плазми і знижує стійкість електродів (практично вона не перевищує 40 … 50 годин). Тому деякі винахідники проробляють в нижній частині пальників мультіплаз невеликі отвори, куди шприцом закачують робочу рідину. Вважається, що в такому випадку хімічний склад рідкої суміші буде більш рівномірним, і термічні параметри стовпа плазми стануть більш стабільною.
Підсумовуючи все викладене вище, необхідно відзначити:
- Мультіплаз цілком можна використовувати в домашніх умовах: вони не відрізняються високими енерговитратами, зручні в зберіганні, екологічно безпечні, не вимагають дефіцитних компонентів (газу, відповідно – балонів, шлангів та ін.);
- Даними пристроями можна з`єднувати і розрізати всі матеріали, які важко піддаються звичайним методам зварювання і різання;
- Побутові виконання техніки не можуть працювати зі складними і об`ємними заготовками, а також розрізати товстолистовий прокат, зате цілком прийнятні для точної контурної різки та зварювання;
- Шов виходить більш якісним через відсутність бризок. Також можна заощадити на подальшій очищенню з`єднаних поверхонь, оскільки видимих дефектів практично не спостерігається.
Головне ж полягає в тому, що агрегати серії «Мультіплаз» не є універсальними, а тому мають свою оптимальну нішу використання.
Наиболее популярные в России аппараты плазменной сварки

Это генератор электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации и предназначается для металловИсточник севпроект.рф
МППК (многофункциональный портативный плазменный комплекс) Горыныч рассчитан на выработку плазм из жидкости – воды или водно-спиртовой смеси, где пар выполняет защитную функцию. Такие агрегаты производят с силой тока 8,10 и 12 A и при этом они универсальны, то есть, Горыныч может, как резать, так и варить разные детали, но это не все. Задав необходимую мощность, аппарат можно использовать в качестве паяльной лампы, кузнечного горна и даже огнетушителя, если в качестве жидкости используется вода. МППК достаточно легок – масса плазмотрона с кабелем и шлангом не превышает 5,4 кг, а для его питания нужна обычная розетка ≈220±22 V и 50 A. Агрегат создает дугу прямой полярности с КПД не менее 80%.
Являясь аппаратами нового поколения, обладая повышенным качеством, он более чем в 2,5 раза экономичней и в 5 раз легче используемых плазмотроновИсточник eduard-romanov.uaprom.net
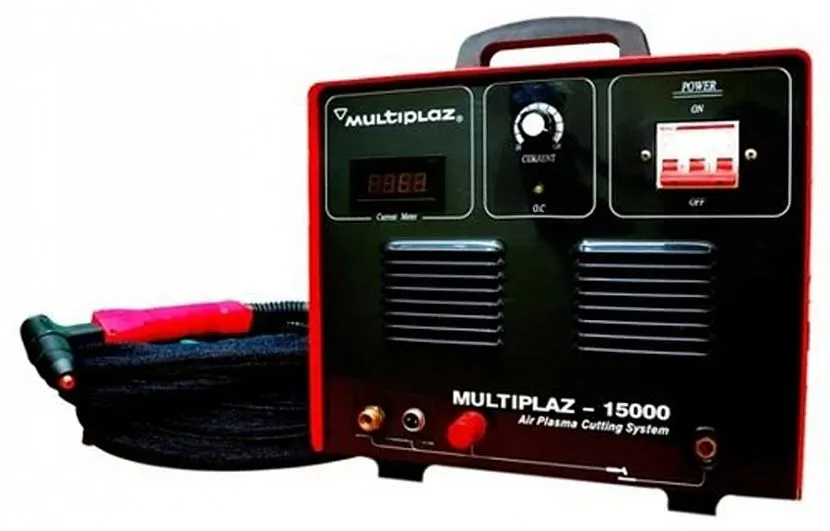
Если говорить о деньгах, Мультиплаз-15000 является самым выгодным плазменным сварочным аппаратом среди своих аналогов. Кроме того, такой агрегат можно назвать самым легким среди подобных, так, масса источника питания составляет 33 кг а вес плазмотрона вместе с кабелем и шлангом на 9 метров – 5 кг. Потребляемая мощность составляет 15 kW при входном напряжении 380±38 V, с частотой сети 50 A. Сварка функционирует в диапазоне тока от 20 до 100 A, расходует 480 л/мин сжатого воздуха и ее КПД составляет 85% – это позволяет разрезать лист стали толщиной до 50 мм. Безусловно, Мультиплаз-15000 больше подходит для промышленных предприятий и автомастерских, но его также покупают для бытового применения.

Для сварки применяется инверторная схема, позволяющая получать стабильный ток независимо от колебаний напряжения в питающей сетиИсточник generatorvolt.ru
В Российской Федерации достаточно популярной является модель плазменной сварки Плазариум SP3, представляющая собой компактный и надежный в работе электроприбор. Агрегат работает от сети ≈220±22 V с частотой 50 A и потребляет 2,64 kW, имеет ступенчатую программируемую регулировку от 1 до 12 A. Плазариум SP3 предназначен в основном для резки и сварки металлических деталей малой толщины и пользуется достаточной популярностью. Примечательно, что масса горелки нетто составляет всего 600 г, а длина кабеля 2 м, и это очень удобно для тех же автомастерских или любых станций техобслуживания. Еще можно отметить, что данное устройство соответствует всем нынешним требованиям правил техники безопасности, включая пожарную защиту.
Ремонт автомобиля (плазменная сварка).
В чём отличие метода?
В агрегатах от ООО «Мультиплаз» (многие эксперты называют их плазмоизлучателями – не очень удобопроизносимо, зато более точно) вместо газа – аргона, азота, либо – что чаще всего – воздуха, используется водяной пар. Он генерируется при поджигании электрической дуги в жидкой среде. Состав этой среды производителями часто изменялся, но сейчас все мультиплазы работают на смеси, которая состоит из воды (~ 49%), спирта (~ 49%) и водного раствора аммиака.
Процесс образования сварочной плазмы во всех приборах рассматриваемой серии примерно одинаков, и происходит следующим образом. При поджигании дуги в замкнутом объёме более высокой плотности площадь поперечного сечения разряда заметно сжимается, что вызывает резкое повышение температуры в этом объёме. Смесь начинает быстро испаряться, обволакивая зону сварки плотным паровым облаком. Это, с одной стороны, препятствует падению температуры, неизбежному при обычной сварке, например, при пониженных температурах окружающего воздуха, а, с другой стороны снижает выбросы в пространство экологически опасных газов, в частности, диоксида углерода. В результате формируется ионизированный поток газа, температура в столбе которого достигает 6000…7000 °С. Этого вполне достаточно, что расплавить любой тугоплавкий металл.

По результату своего действия мультплазы напоминают известную технологию TIG – сварку неплавящимся электродом, только процесс происходит не в столбе инертного газа, который под большим давлением подаётся в сварочную зону, а в результате испарения рабочей жидкости.
Авторы способа позиционируют его как средство надёжного неразъёмного соединения, а также резки тугоплавких и трудносвариваемых металлов с использованием недефицитных компонентов, отмечая, как особое преимущество, высокую экологичность технологии, и её полную безопасность для окружающих.
Аппараты сертифицированы как по отечественным стандартам, так и по стандартам Северной Америки. При этом для моделей «Мультиплаз-2500», «Мультиплаз-3500» и «Мультиплаз-4000» для питания дугового разряда может быть применена обычная бытовая сеть напряжением 220 В, и лишь для значительно более мощного «Мультиплаз-15000» потребуется напряжение 380 В.
Впрочем, «Мультиплаз-4000» и «Мультиплаз-15000» — это уже чисто сварочные агрегаты стационарного исполнения.
Плазменные аппараты Мультиплаз: применение
Главное предназначение аппаратов — высокотемпературная плазменная резка тугоплавких материалов. Кроме металлов аппарат может резать стекло, бетон, керамику любых видов. Для вырезания круглых отверстий можно использовать специальный циркуль, который укрепляют на хомуте около сопла. Для того, чтобы выдерживать одинаковое расстояние между соплом и деталью, применяют шариковый упор (или ролики для мощных горелок).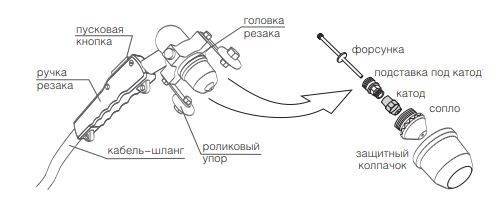








Работа с аппаратом требует определенных навыков, которыми не обладают сварщики, впервые начинающие работать с плазменной горелкой. (Хотя именно опытным сварщикам как раз и удается быстрее всех освоить эти аппараты.) Пользователю стоит забыть о своей самоуверенности и тщательно изучить инструкцию, которая для старших моделей становится довольно пухлой.
ОПАСНО! При запуске горелки, для проверки появления факела, ни в коем случае не заглядывайте в сопло. Иначе можно остаться без глаз. В крайнем случае можно направить сопло в сторону зеркала на расстоянии от полуметра.
Пайка
Пайку производят в первом режиме, когда плазменная дуга горит между катодом и соплом и выдувается наружу давлением. В резервуар заливают водно-спиртовую смесь, чтобы создать восстановительную атмосферу в области пайки и снизить расход флюса. Нержавеющая сталь сваривается также при помощи водно-спиртовой смеси. Пайку можно производить аппаратами 2500, 3500 и 4000.
Видео
Посмотрите небольшой ролик с пайкой разнородных металлов от производителя:
Можно резать стекло
Стекло, керамические, каменные материалы, например, плитку, режут в первом режиме, косвенной дугой, так как эти материалы ток не проводят. Расстояние между соплом и поверхностью заготовки выдерживают 1-3 мм. Для резки используют воду (или воздух, для аппаратов 7000 и 15000). Резку можно производить всеми аппаратами.
Видео
Небольшой ролик вырезания круглого отверстия с помощью циркуля в керамической плитке:
Наплавка
Наплавка производится с использованием водно-спиртовой смеси. Присадочную проволоку или ленту вставляют в держатель и подключают к клемме анода. Все остальное зависит от природы наплавляемого и основного материалов.
Алюминиевые детали варятся на водно-спиртовой смеси, так как в данном случае требуется восстановительная среда. Место сварки механически зачищается, напильником, или наждачной шкуркой, а также обезжиривается. Детали прогреваются до температуры плавления флюса, на место сварки наносят флюс Ф34-А. Флюсом также (с оплавлением) покрывают присадочную проволоку. Сварку производят дугой первого режима (в аппарате 3500), в Мультиплаз 4000 все происходит немного сложнее: переменный ток, балансировка для толщины окислов и аргон для защиты шва.
Выбор плазменного сварочного аппарата
По большому счету плазменный сварочный аппарат состоит из двух основных модулей – это источник электропитания с интегрированным инвертором и сварочная горелка, а все остальное можно назвать дополнениями. При помощи такого агрегата можно варить, резать или даже паять самые разные металлы, невзирая на их повышенную толщину, так как плазменный поток разогревает материал гораздо лучше, нежели обычная газовая или электрическая сварка.
История развития плазменной сварки
Сварка «Горыныч» является генератором электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации Источник plazmen.ru
Плазменную сварку можно отнести к разряду новых технологий, хотя ее стали применять еще в прошлом столетии, но давайте сделаем короткий экскурс в историю. В конце 50-х годов XX века инженеры-конструкторы американской компании Union Carbide Corp сделали первый аппарат плазменной резки, хотя при этом питались идеями физика из Соединенных Штатов И. Ленгмура. Несмотря на то, что данный метод начали применять 70 лет назад, его можно назвать всего лишь прообразом современной технологии. Все методы защиты сварочной ванны с применением инертных газов, а также разработку портативных аппаратов придумали в период с 1963 по 2006 годы.
Резаки предназначены для комплектации аппаратов ручной плазменной резки – плазморезов с контактным и бесконтактным способом зажигания дуги, имеющих разъемы ЭА и ZA Источник prompostavka.in.ua
Безусловно, плазменная резка, которая увидела свет в 1963 году, значительно увеличила скорость производства, но при этом была одна существенная проблема – на металлическую поверхность сильно воздействовало окисление. В 1965 году начали впрыскивать воду, и это снизило процент окалины, но инженеры-конструкторы на этом не собирались останавливаться. В результате исследований в 1987 году появляется резак с контактным пуском, а в 1990 с плазмой начали работать под водой на глубине до 5 (пяти!) метров. В 1999 мир услышал о создании коаксиальной технологии (газ поступает по общей оси), а в 2006 году начали использовать портативные полуавтоматы.
Популярность и назначение плазменной сварки
На сегодняшний день плазменные агрегаты претендуют на завоевание основной ниши на рынке сварочных аппаратов, причем популярность таких моделей стала расти и не только в промышленном секторе, но и среди бытовых потребителей. Если быть более точным, то можно обратиться к цифрам: сейчас 65% работ, которые раньше выполнялись при помощи электросварки, отошли в сферу деятельности плазмы, то есть, уже больше половины и это явный и стремительный прогресс.
а) плазменная дуга; б) плазменная струя; 1) подача газа; 2) дуга; 3) струя плазмы); 4) обрабатываемый металл; 5) наконечник; 6) катод; 7) изолятор; 8) катодный узелИсточник born-shop.ru
При помощи плазменного оборудования монтируют трубопроводы разного назначения, ее используют в машино- и самолетостроении, строительстве, ремонте различных механизмов, но это лишь часть всей сферы применения. Кроме того, способность плазмотрона обрабатывать неметаллы может заменять гидроизоляцию, например, оплавление стыков железобетонных блоков, плит и перекрытий.
Такой метод имеет ряд неоспоримых преимуществ:
- высокая температура плазмы при резке и сваривании материалов:
- повышенный уровень КПД;
- низкий расход инертных газов;
- малая площадь прогрева, что практически исключает деформацию и существенно понижает усадку шва;
- применение технологии не только для металлов, но также для неметаллов;
- отпадает потребность в периодическом приобретении баллонов с газом или их заправке;
- агрегат легко перемещать с место на место;
- повышенный диапазон по толщине металлических заготовок для обработки;
- улучшенная система безопасности;
- доступная стоимость.
Плазменный аппарат для сварки и резки: из каких узлов состоит
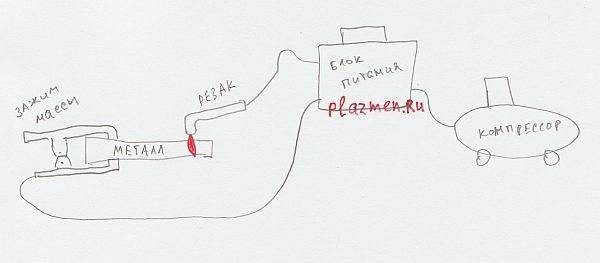
Плазменный аппарат состоит из источника питания, горелки, а также газовой и электрической арматуры.
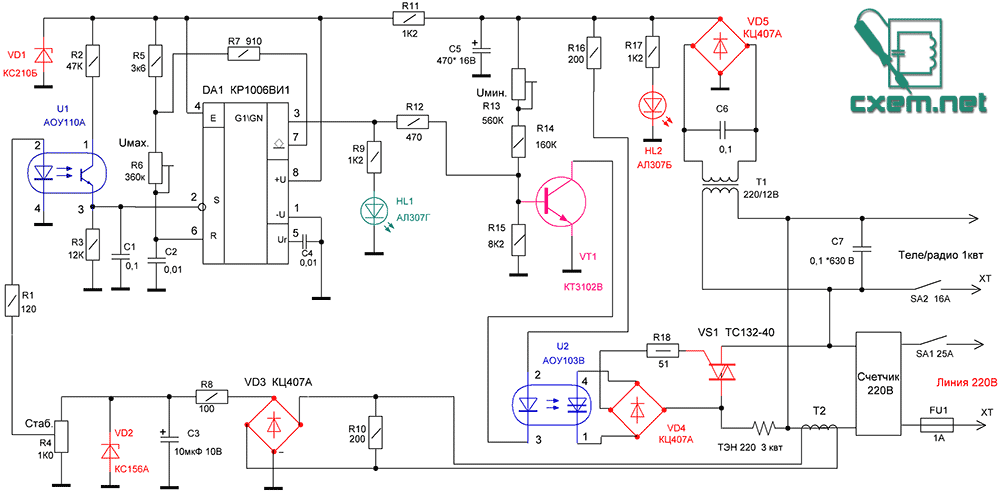
Источником питания в старых аппаратах служил классический трансформатор, работающий на частоте сети. Такие аппараты были очень громоздкими и тяжелыми. (Как и все старые сварочные аппараты.) Современные импульсные преобразователи на IGBT-транзисторах, управляемые микрокомпьютерами, полностью вытесняют старую технику и придают новой небывалую прежде функциональность.

Прежде всего, они обеспечивают нужный рабочий ток, его стабильность и регулирование в каждом режиме. Более продвинутые аппараты имеют режим дежурной дуги на малом токе, высоковольтный генератор для бесконтактного запуска дуги.
В некоторые аппараты также встроены компрессоры для подачи сжатого воздуха в горелки. Это для удобства и мобильности в условиях ремонтных цехов и мастерских.
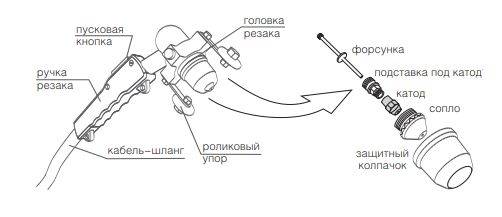
Конструкции горелок зависят от мощности аппарата. Для микроплазменных горелок очень характерна конструкция с подвижным катодом, который замыкается на анод-сопло при помощи кнопки с задней стороны инструмента, и, тем самым, возбуждается дуга. Эта же кнопка служит винтом для регулировки зазора между анодом и катодом. В корпус с рукояткой встроен баллончик, емкостью 0.1…0.3 л. для рабочего раствора.
Горелки помощнее устроены с неподвижным катодом, все их основные части располагаются коаксиально (на общей оси) в следующем порядке: катод, полость для рабочего газа, промежуточная втулка, полость для защитного газа, анод (с полостью для водяного охлаждения анода на мощных аппаратах), корпус.
Наиболее мощные горелки не имеют рукоятки, а крепятся на манипуляторах роботов или в станках для резки (сварки) труб или листовых материалов.
О материалах для катодов уже говорилось, можно только напомнить: в простых бытовых плазморезах используют медь (реже вольфрам), легированную гафнием. Это наиболее безопасный для здоровья аппарат, в отличии от тех, в которых используется бериллий, пыль которого (или его окислов) является опасным для легких веществом, канцерогеном, и требует соблюдения норм на ПДК: вентиляции и взятия проб для анализа. Опасен также слаборадиоактивный торий, при попадании в легкие.
![[ремонт] сварочный инвертор multiplaz 15000](https://lab-metr.ru/wp-content/uploads/4/9/8/4982ba2894b076bb17750b3372a2d26f.jpeg)








Для соединения аппарата с горелкой используется т.н. кабель-пакет. Это название обозначает шланг для подачи рабочего и защитного газов, охлаждающей воды, обратной воды, силовых проводов (основного тока), провода для пусковой искры, а также проводов цепи управления. Все они помещаются внутрь общего гибкого шланга “пакетом”, откуда и название. К аппарату кабель-пакет подключается в нескольких соответствующих точках: штуцер для газа часто одновременно служит и для подачи тока через катод. В бытовых аппаратах к горелке подводится только ток, так что, в этом случае, можно говорить просто о кабеле.
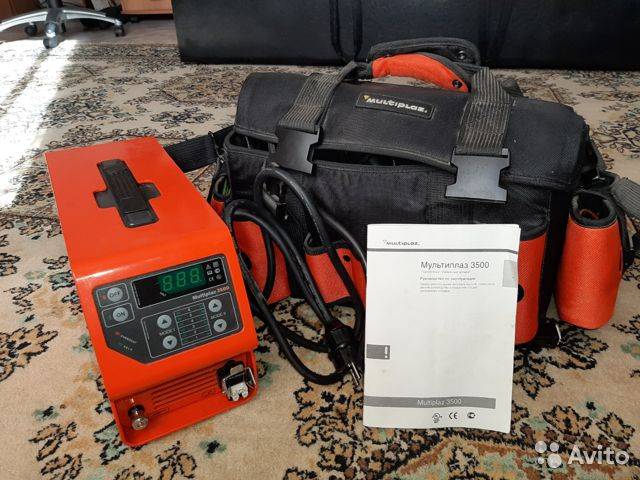
Сварочный аппарат Мультиплаз: принцип работы, действия
Аппараты Мультиплаз для получения тепловой энергии используют плазмотроны.
В качестве рабочего газа для плазмы в аппаратах Мультиплаз младших моделей используют водяной пар или пары водно-спиртовой смеси (40% воды и 60% этанола). Этот газ, разогретый до необходимой температуры, и производит резку, сварку и пайку. В старших моделях рабочим газом служит сжатый воздух, получаемый от внешних источников. Аппараты до марки 7500 питаются от однофазной сети 220 В, а 7500 и от трехфазной 380 В.
Плазменный резак и сварочный аппарат Мультиплаз состоит из инверторного источника питания с микропроцессорным управлением, кабель-шланга и плазменной горелки. В младших моделях используют две горелки для удобства в работе: одна на воде, другая на водно-спиртовой смеси.
Сварка — это сложный физический процесс, выполнение которого очень сильно зависит от величины и даже формы сварочного тока.
Пайка также требует поддержания стабильной температуры и восстановительной атмосферы.
Проще всего резка — она требует лишь высокой температуры, чем больше энергии, тем быстрее плавится и выдувается из прорези материал, а именно в этом и заключается высокотемпературная резка.
Для каждого из этих процессов источник питания в любой из моделей Мультиплаза поддерживает необходимый режим.
Кроме аппарата, в комплект входит и плазменная головка с кабелем, а также второй кабель с зажимом типа «крокодил» и специальный ключ для регулировки горелки и замены сопел. Катоды и сопла относятся к расходным материалам и тоже прилагаются в комплекте.
Разумеется, все расходные материалы можно приобретать отдельно.
Толщина реза
Толщина реза зависит от мощности аппарата и обрабатываемого материала. При работе аппарата в первом режиме он может резать непроводящие тугоплавкие материалы. При этом мощность плазмотрона меньше. Но благодаря низкой теплопроводности таких материалов (по сравнению с металлом), толщина реза сохраняется примерно такой же, как для металлов.
Толщина реза для металлов (сталь), приводится в списке ниже:
- Мультиплаз 3500: 10мм,
- Мультиплаз 4000: 15мм,
- Мультиплаз 7500: 25мм,
- Мультиплаз 15000: 50мм.
Описание аппаратов
На рынке имеется большое число различных компаний, которые продают свои изделия. Однако большая часть этих изделий предназначена для резки металлов. При этом часто они обозначаются как аппараты для плазменной сварки. Но в дальнейшем оказываются резаками (cut). С другой стороны, большинство сварочных аппаратов имеют функцию резки металлов. Например, аппараты Горыныч, Мультиплаз 4000 и Plazarium SP3, кроме сварки, могут производить и резку металла. При этом в качестве газообразующей жидкости используется вода.
Характеристики некоторых аппаратов плазменной сварки приведены в таблице.
| Наименование | Компания | Ток, А | Рпот, кВт | Газ/Защитн. | ВЧ-поджиг | Вес, кг | Цена, тыс. руб. |
| Горыныч, ГП-37-10 | АСпромт, Россия | 10 | 2,5 | Вода + спирт | _ | 5,4 | 29 |
| Plazarium SP3 | Плазариум, Россия | 4-12 | 2,6 | Вода + бензин | _ | 6 | 68,9 |
| Мультиплаз 4000 | Мультиплаз, Россия | 10-180 | 4 | Вода + спирт | _ | 28 | 105 |
| SBI PMI 50 TL Basic | SBI, Австрия | 0,5-50 | 5 | Ar/Ar + He | + | 47 | Договор |
| Microplasma 20 | EDM, Германия | 0,1-20 | 50 | Газ | + | 50 | 598 |
| SBI PMI 500 TL | SBI, Австрия | 5-500 | 20 | Ar/Ar + He | + | 115 | Договор |
Первые три аппараты производятся в России. В качестве плазмообразующей среды в них используются пары водно-спиртового (Горыныч и Мультиплаз 4000) или водно-бензинового (Plazarium SP3) растворов. Первые два устройства можно отнести к микроплазменному типу (ток плазмы менее 25 А), а третий аппарат можно считать аппаратом средней мощности. Необходимо отметить, что каждая из компаний производит целую линейку аппаратов, имеющих различную мощность. Например, в семействе аппаратов Мультиплаз имеются более мощные устройства 7500 и 15000, которые соответственно потребляют большую мощность и имеют больший вес.
Далее в таблице приведены характеристики профессиональных аппаратов австрийской и немецкой компаний. Аппараты серии PMI предназначены для микроплазменной точечной и шовной сварки. Программное обеспечение аппарата сохраняет до 50 режимов работы агрегата. С помощью контроллера осуществляется большое количество автоматических регулировок рабочего цикла сварки, в том числе продувка газа перед работой и после сварки, регулировка режима установки рабочего тока. Основные параметры сварки отображаются на сенсорном дисплее. Там же отображаются сигналы об ошибках или предупреждения. Возможно подключение к компьютеру и управление процессом дистанционно. В таких аппаратах присутствуют устройства ВЧ-поджига дуги.
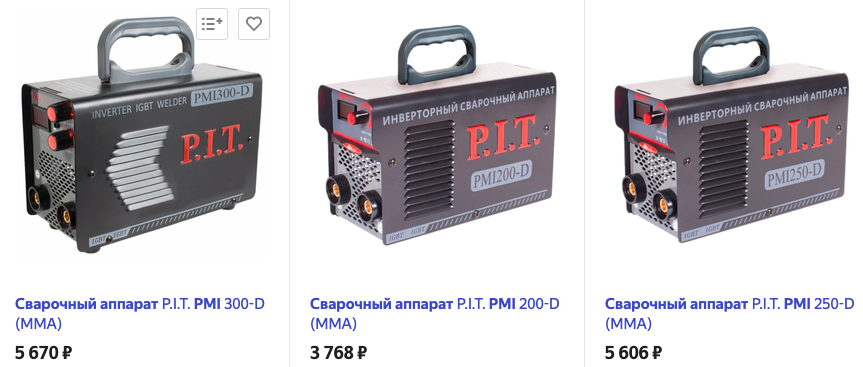 Примерная стоимость аппаратов для сварки серии PMI на Яндекс.маркет
Примерная стоимость аппаратов для сварки серии PMI на Яндекс.маркет
В таблице приведены характеристики аппарата SBI PMI 50 TL Basic и более мощного SBI PMI 500 TL с максимальным током плазмы в 500 А. Такие мощные аппараты чаще всего используются в роботизированных производственных установках.
Еще более продвинутыми являются аппараты для плазменной сварки типа Microplasma немецкой компании EDM . В продаже имеется несколько моделей с токами до 20, 50 и 120 А. В таблице приведены данные для аппарата типа Microplasma 20. Агрегат такого типа предназначен для микроплазменной сварки постоянным током. С его помощью можно производить наплавку и соединение листов, фольги, сетки из Fe, Ni, Cu, Ag, Ti и их сплавов. Аппарат Microplasma 20 может быть использован при производстве и ремонте в авиационной, аэрокосмической отраслях, а также в электротехнической, химической и медицинской промышленностях.
В аппаратах такого типа используется настройка сварочного тока с помощью потенциометра, регулировка параметров сварки (стартовый и сварочный токи, ток завершения сварки, время продувки газом), защита сварочной горелки с помощью реле, индикация параметров сварки на дисплее.
Горелка подсоединяется к аппарату Microplasma шлангами для подачи защитного газа и плазменного газа, а также подачи и отвода охлаждающей жидкости. Для охлаждения используется специальная деионизированная жидкость. Кабель управления сварочной горелкой подключается к аппарату с помощью 5-контактной розетки.
Сервисный центр «Мультиплаз»
Подберите скорость перемещения горелки вдоль линии реза при которой дуга постоянно удерживается на разрезаемом материале и происходит продув расплавленного металла. При движении горелки с очень большой скоростью материал не будет разрезаться, а при движении горелки с очень малой скоростью или при её остановке дуга прямого действия может прерваться из-за отсутствия металла в зоне реза. Повысить качество реза можно при использовании различных упоров и циркулей из комплекта поставки, устанавливаемых на горелку с помощью хомута- кронштейна см. Для вырезания круглых отверстий вместо шарикового упора используйте циркуль, входящий в комплект поставки. При проведении резки следует иметь в виду, что аппарат своей плазменной струей должен выдувать расплавленный металл насквозь, через прорезанное отверстие.
В чём отличие метода?
В агрегатах от ООО «Мультиплаз» (многие эксперты называют их плазмоизлучателями – не очень удобопроизносимо, зато более точно) вместо газа – аргона, азота, либо – что чаще всего – воздуха, используется водяной пар. Он генерируется при поджигании электрической дуги в жидкой среде. Состав этой среды производителями часто изменялся, но сейчас все мультиплазы работают на смеси, которая состоит из воды (~ 49%), спирта (~ 49%) и водного раствора аммиака.
Процесс образования сварочной плазмы во всех приборах рассматриваемой серии примерно одинаков, и происходит следующим образом. При поджигании дуги в замкнутом объёме более высокой плотности площадь поперечного сечения разряда заметно сжимается, что вызывает резкое повышение температуры в этом объёме. Смесь начинает быстро испаряться, обволакивая зону сварки плотным паровым облаком. Это, с одной стороны, препятствует падению температуры, неизбежному при обычной сварке, например, при пониженных температурах окружающего воздуха, а, с другой стороны снижает выбросы в пространство экологически опасных газов, в частности, диоксида углерода. В результате формируется ионизированный поток газа, температура в столбе которого достигает 6000…70000С. Этого вполне достаточно, что расплавить любой тугоплавкий металл.

По результату своего действия мультплазы напоминают известную технологию TIG – сварку неплавящимся электродом, только процесс происходит не в столбе инертного газа, который под большим давлением подаётся в сварочную зону, а в результате испарения рабочей жидкости.
Авторы способа позиционируют его как средство надёжного неразъёмного соединения, а также резки тугоплавких и трудносвариваемых металлов с использованием недефицитных компонентов, отмечая, как особое преимущество, высокую экологичность технологии, и её полную безопасность для окружающих.
Аппараты сертифицированы как по отечественным стандартам, так и по стандартам Северной Америки. При этом для моделей «Мультиплаз-2500», «Мультиплаз-3500» и «Мультиплаз-4000» для питания дугового разряда может быть применена обычная бытовая сеть напряжением 220 В, и лишь для значительно более мощного «Мультиплаз-15000» потребуется напряжение 380 В.









Впрочем, «Мультиплаз-4000» и «Мультиплаз-15000» — это уже чисто сварочные агрегаты стационарного исполнения.
https://youtube.com/watch?v=nwJiQexUSeA%3F
Плазменные сварочные аппараты: технология работы
Плазма – это четвертое состояние вещества, ионизированный газ, состоящий из ионов простых веществ: газов или металлов и электронов, а также электромагнитного излучения, которое неизбежно возникает при возбуждении атомов. Энергия и температура плазмы могут располагаться в очень широких пределах. Нас интересует область температур 5000 – 10000°С и энергия, лучше сказать, мощность от сотен Ватт до сотен кВт. Она легко достижима в аппаратах сегодняшнего дня. В плазмотроне она может быть получена в следующем порядке:
- Дуга горит между вольфрамовым катодом и соплом – это косвенная дуга.
- Дуга горит между катодом, соплом и деталью – смешанная дуга.
- Дуга горит между катодом и деталью – это прямая дуга.

Дугу в плазмотроне накачивают рабочим газом, при небольшом давлении: 0.2… 5 бар, которое зависит от тока. Рабочее напряжение плазменной дуги выше обычной в несколько раз, а ток имеет тот же порядок. Поскольку электрическая дуга имеет склонность к филаментации (распадается на отдельные каналы), то рабочий газ предварительно завихривают на входе. Дуга сжимается в узкий шнур и остается прямой за счет высокой скорости ионного газа. Как следствие, получаем большую энергию и мощность в ее пятне. Плавление металла происходит тоже в области пятна.
Создать плазму при помощи электрического тока и рабочего газа можно нажатием кнопки и, после небольшого прогрева горелки, использовать для:
Сварки
Плазменная дуга нагревает любой, известный в Периодической системе элементов, металл или сплав таких металлов, до плавления и даже кипения в нормальных условиях. Необходимым условием является лишь мощность дуги для данной массы свариваемых деталей. И можно варить на здоровье.
Остается только защитить ванну (область сварки) инертным газом: азотом, аргоном, или органическими парами спирта или ацетона (восстановление за счет свободных радикалов). Это делает, благодаря своей конструкции, горелка плазмотрона. Конечно, с небольшой помощью мастерства сварщика.

Резки
Высочайшая температура плазменной дуги и ее узкий канал обеспечивают идеальные условия для глубокой резки самых тугоплавких металлов и неметаллов. Неметаллы режутся косвенной дугой, а металлы – любой из них, в зависимости от толщины. При этом, за счет энергии плазмы, достигается самая высокая скорость и качество, уступающее только лазеру, резки. Для поддержания постоянного расстояния между соплом горелки и поверхностью реза могут быть использованы упорные ролики.
Пайки
При работе с защитным газом, или использовании смесей воды со спиртом или ацетоном в качестве рабочих жидкостей, атмосфера в области пайки оказывается без кислорода. В первом случае рабочий газ вытесняет кислород, во втором случае – связывает за счет восстановления свободных радикалов органических молекул, имеющихся в плазме. Благодаря этому, при значительной экономии флюсов, можно паять любые виды металлов, какие только совместимы между собой и припоями.


![[инструкция] пайка алюминия в домашних условиях](https://lab-metr.ru/wp-content/uploads/e/e/f/eef5b7f4c0ff52308b44ac92cef263ef.jpeg)