Как сделать станок для шлифовки своими руками
Для ремонта машины или бытовой техники любители мастерить устанавливают различное оборудование. Конструкция самодельного шлифовального станка простая. Для нее можно использовать обычный электроинструмент и создать направляющие для его перемещения.
Плоскошлифовальный станок делается из фрезера. Чертежи приспособления простые. На рабочий стол монтируются по краям 2 планки — направляющие. В качестве каретки выступают 2 доски, соединенные с зазором 20 мм по краям обрезками бруска. Ширина между брусьями равна ширине направляющих стола.
Каретка ставится перпендикулярно направляющим. Брусья не дают ей соскочить и позволяют двигаться вдоль стола. Вертикальный фрезер перемещается по каретке перпендикулярно столу.
Для создания круглошлифовального станка своими руками устанавливают двигатель, который через ременную передачу вращает деталь. Круг можно установить на дрель, прикрепленную к суппорту, двигающемуся по направляющим. Управлять такими станками придется вручную, но для изготовления ремонтных деталей такие станки подойдут.
Конструкция агрегата
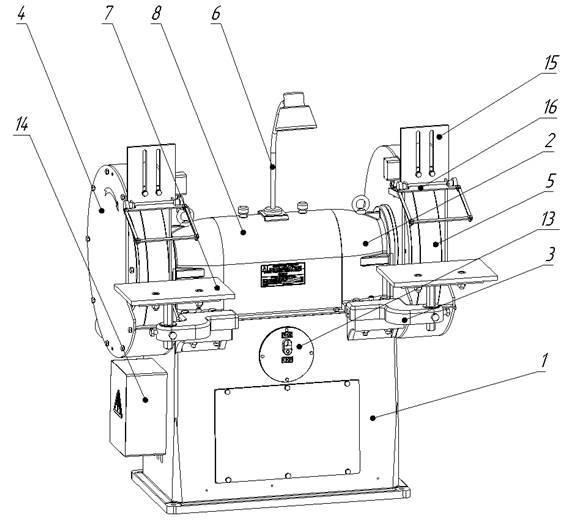
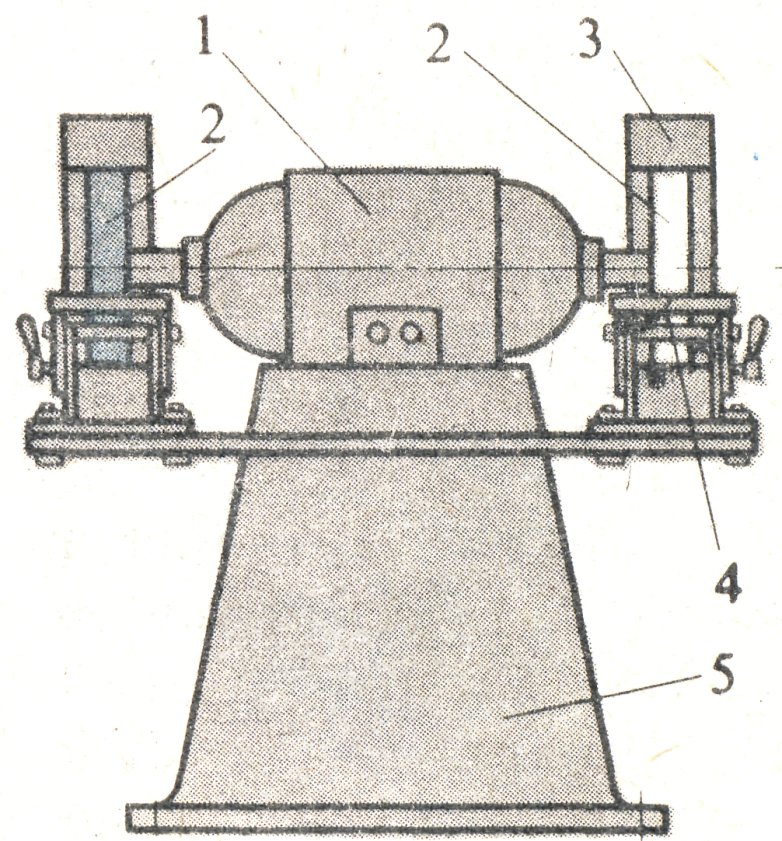
Оборудование состоит из следующих узлов и деталей:
- силового электродвигателя 380 В;
- напольной станины – 358 кг;
- кнопки управления пуск и стоп;
- двух абразивных кругов и их защиты;
- защитного кожуха для корпуса;
- осветительных элементов.
Основные механизмы агрегата:
- ротор;
- стартер.
Современный 3К634 станок имеет основной узел, отвечающий за вращение обдирочно-точильно-шлифовальных кругов – головка с двухскоростным электродвигателем. В корпусе с двумя крышками располагаются ротор, вентилятор, статор и вал мотора, он заменяет шпиндель.
Вентилятор защищен специальным кожухом, чтобы обезопасить работу, для облегчения ремонта или доступа к объекту крышка откидывается.
Так как двигатель во время работы нагревается, производителем предусмотрен вентилятор, эффективно охлаждающий циркулирующими потоками воздуха внутри головки и станины.
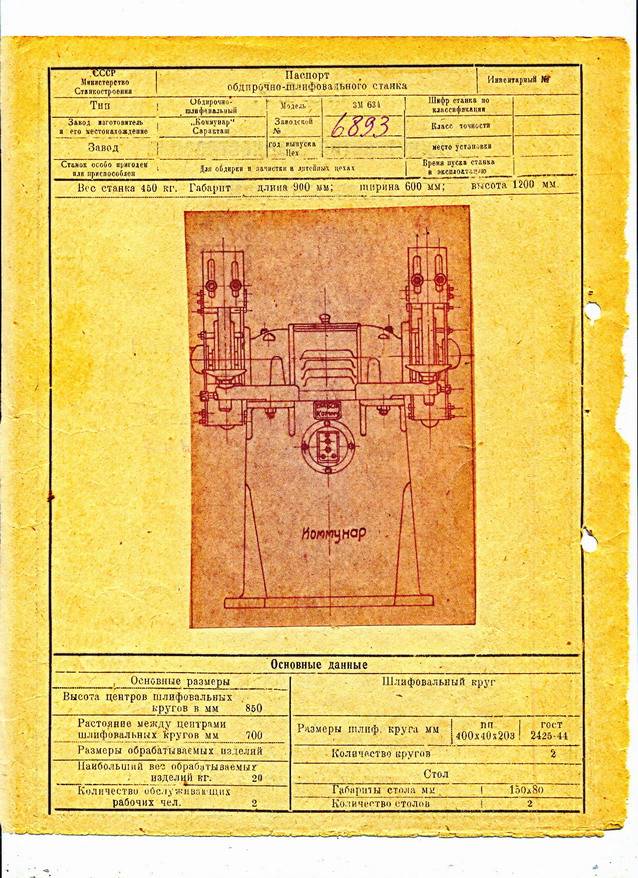
Технические характеристики оборудования 3М636
Шлифовальный станок 3М363 – отечественное устройство, применяемое для профессиональной обработки металла. Он имеет такие технические характеристики:
| Параметры | Показатели |
| Класс точности | Н (подходит для осуществления чистовых работ) |
| Размеры круга для шлифования (диаметр) | 60 см |
| Ширина абразивного инструмента | 7,5 см |
| Количество кругов для шлифования | 2 |
| Расстояние между центрами кругов | 102,5 см |
| Расстояние от пола до середины абразивного элемента | 85 см |
| Максимальная масса заготовки | 30 кг |
| Скорость вращения абразивного круга | 955–1425 об/мин |
| Габариты стола | 11×20 см |
| Мощность основного привода | 7 кВт |
| Размеры станка | 127,5×75×135 см |
| Масса агрегата | 860 кг |
Круглошлифовальные виды станков
Эти станки предназначены для шлифовальной обработки деталей цилиндрической формы методом продольного и врезного шлифования. Круглошлифовальные станки имеют очень высокая точность обработки. Конструкция его представляет собой что-то среднее между токарным и шлифовальным станком. По сути он похож на точный токарный станок, где вместо резца шлифовальный круг.
У такого станка рабочий стол расположен в горизонтальном положении. Он предназначен для фиксации обрабатываемой металлической детали в центрах. Рядом расположен, так же горизонтально, шлифовальный круг. Такие станки бывают как с ЧПУ так и без.
Процесс обработки деталей на круглошлифовальном станке
Зафиксировать заготовку в центрах. Эту операцию как правило производят вручную;
Произвести настройку нужного положения шлифовальной бабки относительно детали;
Произвести старт вращательно-поступательного движения заготовки нажав на кнопку или рычаг станка;
Снятие станком верхнего припуска с заготовки с последующим смещением шлифовального круга на глубину следующего припуска.
Круглошлифовальный станок может выполнять операции как черновое и чистовое шлифование. Вид операции зависит от скорость вращения шлифовального круга и соответственно припуск на операцию.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга который будет сейчас обрабатывать происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление как при чистовой так и при черновой обработке.
Основные технические характеристки круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Методы круглошлифовальной обработки
-Продольная обработка
Сама заготовка базируется в центрах и при помощи привода передней бабки она начинает вращаться. В это время механизм подачи рабочего стола подает продольное перемещение заготовки относительно шлифовального круга.
-Глубинная шлифовальная обработка
Используется для шлифования коротких заготовок. За один проход может удалять весь припуск. При этом способе заготовка с помощью рабочего стола перемещается только в направлении шлифовального круга. Шлифование производится только торцом круга. Чем шире круг тем большую длину можно обработать этим методом. Уступами





Это разновидность глубинного шлифования разных поверхностей на разную глубину.
-Профильное
При этом процессе шлифования рабочий стол перемещается по двум координатам. Таким образом можно получить не очень плавные углы при переходе одной обработанной поверхности к другой. При использовании чпу возможно получение радиусов с незначительными ступеньками.
Правила работы с аппаратом
Любая техника требует бережного отношения. От правильности использования зависит не только качество обработки заготовок, но и здоровье работника
Чтобы не возникали проблемы с эксплуатацией оборудования, важно соблюдать такие правила:
- Хранят, испытывают и используют абразивные инструменты необходимо в соответствии с инструкцией производителя.
- Элементы должны быть защищены от негативного воздействия внешних факторов, способствующих их разрушению.
- Снос колец обязан быть одинаковым.
- Если станок перемещается с места на место, каждый раз следует надежно закреплять стол.
- Фланцы и кольца следует внимательно осмотреть перед креплением.
- Кожух время от времени нуждается в уборке металлической пыли.
- Перед включением следует внимательно осмотреть все узлы агрегата. Последующую шлифовку требуется проводить после разогрева устройства.
- Периодически агрегат нужно подвергать техническому обслуживанию: ремонту и смазке узлов, замене вышедших из строя деталей.
- Установкой кругов занимается только специально обученный человек.
Дополнительные требования техники безопасности
Аматера лучше не подпускать к этому процессу, так как монтаж может быть сделан неправильно, что приведет к некачественной работе, быстрой поломке, травмированию работников.
Только соблюдение представленных правил поможет сделать процесс обдирки эффективным и безопасным. Аппарат вовремя работы испытывает существенные вибрационные нагрузки. Этот параметр следует учитывать во время установки оборудования в цеху.
Обдирочный станок – универсально многофункциональное оборудование, позволяющее сделать металлические заготовки качественными и аккуратными. Правильный выбор оборудования позволит обрабатывать детали длительное время.
Конструкция устройства
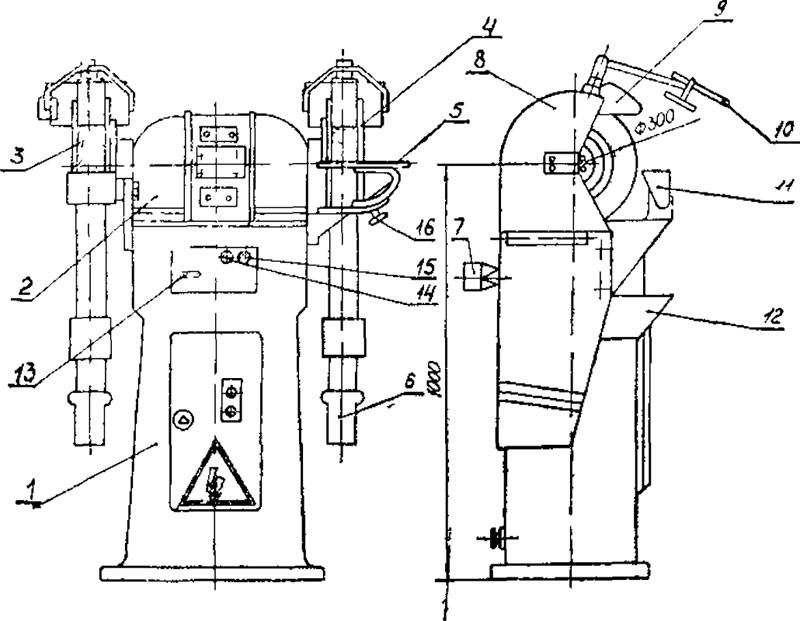
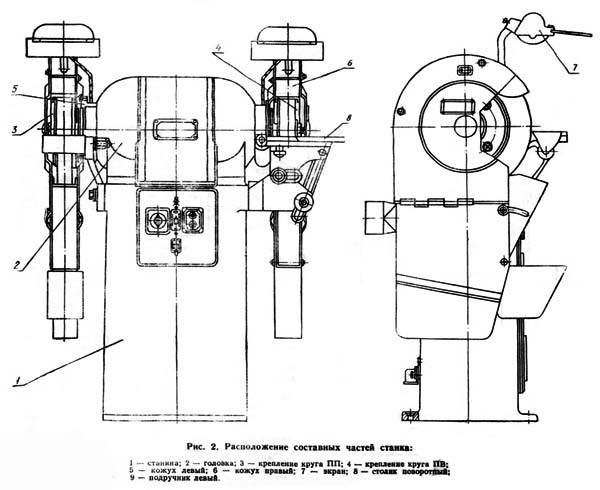
Главным конструктивным узлом станка 3К634, обеспечивающим вращение рабочих кругов, является головка, во внутренней части которой смонтирован двухскоростной электрический двигатель. Вал двигателя, размещенный вместе с ротором, статором и крыльчаткой вентилятора в корпусе с двумя крышками, одновременно выполняет роль шпинделя точильно-шлифовального станка. В отверстия крышек наружу выходят концы вала электродвигателя, оснащенные подшипниковыми узлами, выступающими в роли опор шпинделя.
Опоры шпинделя – один из важнейших узлов точильно-шлифовального станка 3К634. За счет этого элемента обеспечиваются точность вращения рабочих кругов и надежность всего оборудования. В опорах шпинделя установлены сдвоенные радиально-упорные подшипники высокой точности и выбраны осевые люфты. Кроме того, в опорах есть уплотнительные элементы: с наружной стороны – осевые лабиринтные, с внутренней – с жировыми канавками.
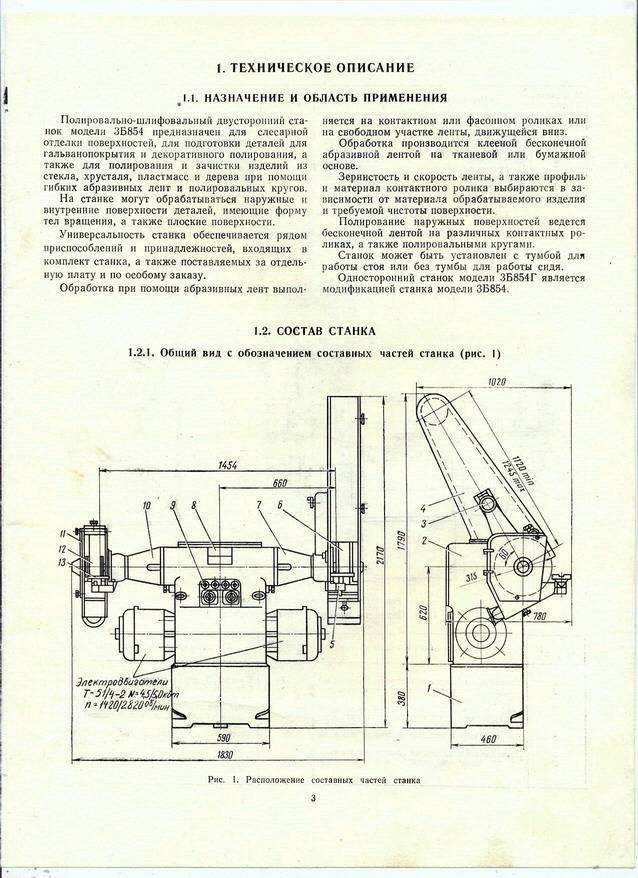
Устройство станка
Эффективное охлаждение электрического двигателя, активно нагревающегося в процессе эксплуатации точильно-шлифовального станка, обеспечивается за счет воздушных потоков, циркулирующих внутри станины и корпуса головки. Для того чтобы воздушные потоки внутри станины и в полости корпуса головки циркулировали беспрепятственно, в опорной части головки имеются специальные окна.
Крышки головки оснащены двумя цапфами, с помощью которых к ним крепятся защитные кожухи, а также различные приспособления, используемые для выполнения полировальных работ, ленточного шлифования и др. Сама головка закреплена на станине оборудования с помощью шпилек.
Станина 3К634 изготовлена из чугуна методом литья, в ее внутренней части размещено все электрооборудование, смонтированное в специальном шкафу. Обеспечивает доступ к электрооборудованию точильно-шлифовального станка специальное окно в передней части его станины, которое в процессе эксплуатации оборудования герметично закрывается крышкой.
Не пропустите: Гриндер своими руками: 3 самодельных способа изготовления
На станке модели 3К634 могут использоваться круги двух типов:
- плоские прямого профиля – 1(ПП) 400х50х203;
- плоские с выточкой – 5-400х60х203.
Для фиксации кругов на конусной части шпинделя используются переходные фланцы, на наружной части которых смонтировано по три сухарика. За счет последних выполняется балансировка рабочих кругов.

Станок 3к634, подключенный к вытяжной системе
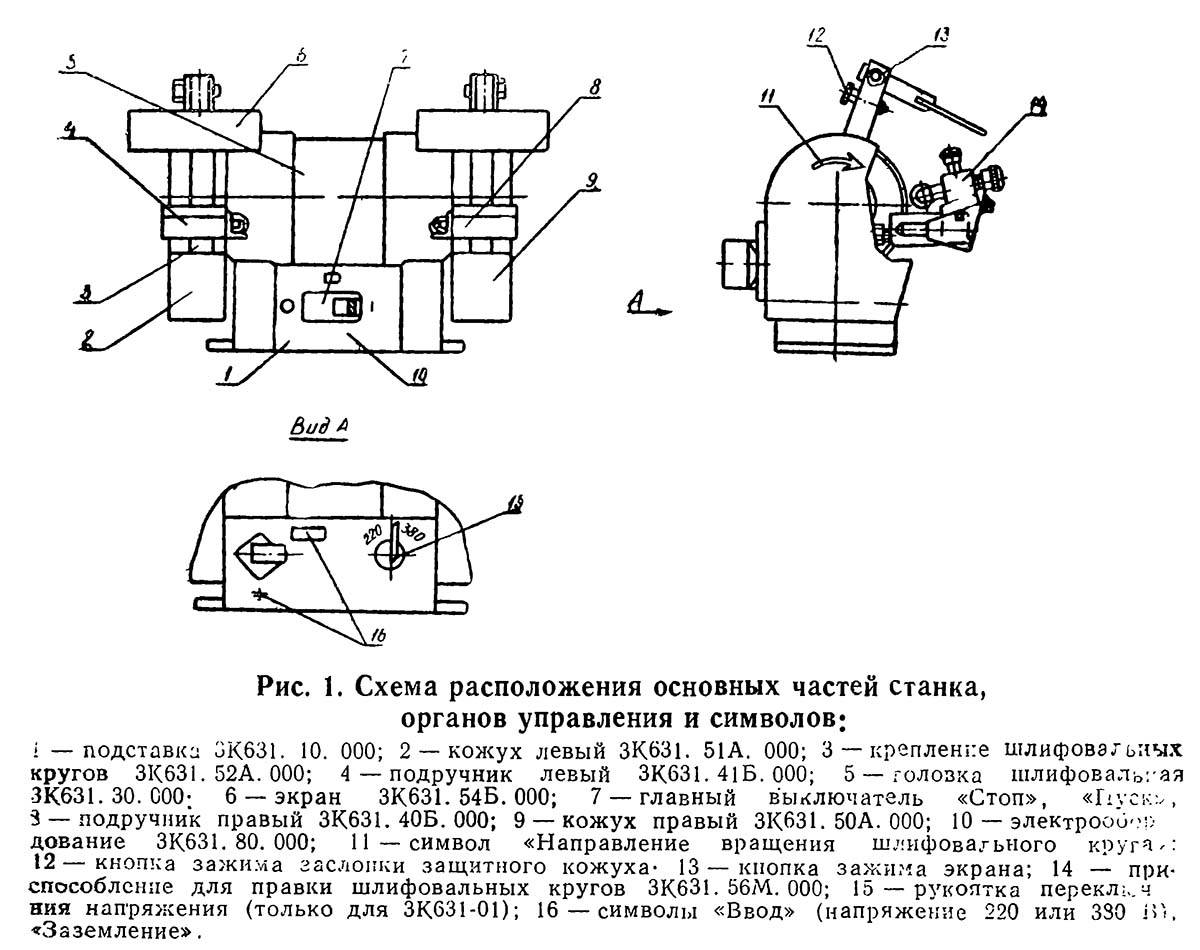
Доступ оператора к рабочему кругу осуществляется благодаря двум окошкам в передней части кожухов. В верхней части кожухов для обеспечения безопасности работающего на точильно-шлифовальном станке есть два козырька, изготовленных из органического стекла. В процессе работы на станке образуется много пыли, для сбора которой предназначены выдвижные заслонки и пылесборники, находящиеся в нижней части кожухов. Для облегчения сбора пыли пылесборник через внутреннюю часть кожуха соединяется с системой вытяжной вентиляции. При помощи такой системы в процессе выполнения работ собирается до 40% пыли, которая отсасывается из рабочей зоны.
В верхней части прозрачных защитных экранов для обеспечения удобства работы и ее безопасности монтируются светильники. Согласно паспорту оборудования, лампы, встраиваемые в такие светильники, должны обладать мощностью 41,6 Вт. Характеристики и особенности конструкции точильно-шлифовального станка данной модели обеспечивают возможность быстрой и удобной замены рабочих кругов. Для выполнения такой операции достаточно откинуть боковую сторону кожуха, которая смонтирована на шарнирных навесах.

Станок комплектуется регулируемым подручником (слева) и поворотным столиком (справа)
В паспорте рассматриваемого точильно-шлифовального станка указано, что он оснащен удобными устройствами для заточки токарных резцов. Это поворотный столик и подручник, позволяющие затачивать резцы высотой до 100 мм. Подробно изучить характеристики таких приспособлений можно по паспорту оборудования.
Следует иметь в виду, что при работе точильно-шлифовального станка данной модели возникают серьезные вибрационные нагрузки. Поэтому, если вы собираетесь установить такое оборудование в своем производственном цеху, следует выяснить несущую способность и надежность фундамента и напольного покрытия, а также разработать четкий план всех монтажных операций.
Точильно-шлифовальный станок данной модели отличается универсальностью и приличными техническими возможностями. Подробнее узнать о них можно в паспорте оборудования.
Станок точильно-шлифовальный ТШ-3М (3К634, 3Б634)
| НАИМЕНОВАНИЕ ПАРАМЕТРА | МОДЕЛЬ ТШ-3М |
| Диаметр изношенного круга, мм: | 220 |
| Наружный диаметр круга, мм: | 400 |
| Высота круга, мм: | 40 (50) |
| Посадочный диаметр, мм: | 127 |
| Класс неуравновешенности: | кл. 2 или кл. 1 |
| Напряжение, В: | 380 |
| Высота центров кругов от основания, мм: | 974±5 |
| Максимальная скорость резания, м/с: | 30 |
| Частота вращения вала, об/мин: | 1500 |
| Масса, кг: | 210 |
| Мощность, кВт: | 5,5 |
| Габаритные размеры станка, мм: | 680(±5) x500(±5)x1280(±5) |
Станок точильно-шлифовальный ТШ-3М (аналог 3К634, 3Б634, 3Т634-01) очень популярен среди поставщиков оборудования и широко применяется в производственных целях, в мастерских и производственных лабораториях, нередко приобретается частными лицами, специализирующимися на индивидуальных токарно-слесарных работах.
Независимо от требований производства станки используют для проведения качественных токарно-слесарных работ, заточки производственного инструмента, шлифования и полировки изделий. Главный привод имеет мощность 5,5 кВт при номинальной частоте вращения 1500 об./мин.
Точильно-шлифовальный станок серии ТШ-3М хорошо зарекомендовал себя в финальной обработке деталей, позволяет максимально качественно снять фаски, заусенцы и отполировать металлические детали. Устройство также используется для высококачественной заточки различного производственного инструмента и незаменимо в работе крупных предприятий, имеющих на своей базе необходимую ремонтную базу. Станок модификации ТШ-3М.20 укомплектован устройством отключения электродвигателя при поднятии защитного экрана.








Станок поставляется в собранном виде, в специальной упаковке (позволяет обеспечить его транспортировку и длительное хранение).
Комплектация точильного станка ТШ-3М:
- Шлифовальные круги 2 шт: 400х40х127, 25А F46 К-L1700 (ГОСТ P52588-2006), 400х40х127, 64C F46 К-L1700 (ГОСТ P52588-2006);
- Защита рабочей зоны: ограждение кругов 2 шт., защитные экраны 2шт.;
- Освещение рабочей зоны: светильник местного освещения 1шт.;
- Электроуправление: кнопочное, с нулевой защитой.
- Техническая документация (паспорт, руководство по эксплуатации и т.п.) и дополнительные комплектующие в соответствии с договором на поставку.
Станки ТШ-3.10 не комплектуются устройством отключения электродвигателя при поднятии защитного экрана.
Модельный ряд станка ТШ-3
Станкис прямым приводом и шлифовальным кругом400х40х127 мм. 3 кВт, 1000 об/мин. ТШ-3.10 (аналог ТШС 400)
ТШ-3.20 (аналог ТШС 400.1) c доп.блокировкой двигателя
ТШ-3.25 с пылесосом
ТШ-3.35 с пылесосом и блокировкой двигателя
Станкис прямым приводом и шлифовальным кругом400х40х127 мм. 5,5 кВт, 1500 об/мин. ТШ-3М (аналог 3К634, 3Б634, 3Т634-01)
ТШ-3М.20 с доп.блокировкой двигателя
ТШ-3М.25 с пылесосом
ТШ-3М.35 с пылесосом и блокировкой двигателя
Станкис ременным приводом и шлифовальным кругом400х40х127 мм. 3 кВт, 1000 об/мин. ТШ-3М
ТШ-3М.20 с доп.блокировкой двигателя
ТШ-3М.25 с пылесосом
ТШ-3М.35 с пылесосом и блокировкой двигателя
Читайте РУКОВОДСТВО ПО ВЫБОРУ ТОЧИЛЬНО-ШЛИФОВАЛЬНЫХ СТАНКОВ СЕРИИ ТШ
Специфика применения плоскошлифовальных станков в современных условиях
В современных условиях, на производстве и в быту, существует такое бесчисленное множество эффективных технологических процессов для создания, как деталей необходимой качества поверхности, размера, формы, так и создания заготовок.
На сегодняшний день все современные промышленные предприятия, как правило, используют для этой цели станки. Сегодня, шлифовка на плоскошлифовальном станке является не только одним из часто применяемых способов работы, она так же является гарантом результата точности габаритов деталей.
Преимущество использования плоскошлифовального станка, это, прежде всего — минимальные затраты рабочего времени на крепеж и установку.
Итак, современный плоскошлифовальный станок это металлорежущий агрегат, при помощи абразива на котором выполняется обработка поверхностей изделий из металла.
Плоскошлифовальный станок, как правило, применяется для таких видов работ, как:
— резка материалов;
— обдирка заготовок;
— высокоточная обработка поверхностей деталей;
— чистовая обработка различной резьбы;
— очистка зубчатых колес и др.
Необходимо отметить, что специфической особенностью данных агрегатов, является чистовая обработка деталей, соответственно доводки форм деталей на данном станке невозможна.
Станок точильно-шлифовальный Завод 3М636
Обдирочно-шлифовальный станок типа 3М636 способен обрабатывать достаточно крупные изделия. Максимальный вес заготовки достигает 30 кг, чего достаточно для выполнения большинства возникающих в литейном цеху задач. Аппарат укомплектован небольшим рабочим столом 110х200 мм Обдирочно-шлифовальный станок типа 3М636 предназначен для зачистки и обдирки литья в условиях производственного цеха. Благодаря своим достойным эксплуатационным характеристикам, он завоевал популярность на рынке и стал эталоном надежности и производительности.
Обдирочное шлифование применяется для удаления с заготовок дефектного слоя материала на отливках, поковках, заготовках прокатки, штамповки и сварки. При этом производится зачистка поверхностей заготовок без их формообразования.
Для повышения эффективности обдирочного шлифования используется резкое увеличение объемов снимаемого металла в единицу времени при высоких рабочих скоростях, скоростях продольных подач и высоких силах прижима в зоне обработки. Это позволяет снизить общие припуски на механическую обработку термически обработанных заготовок повышенной твердости, исключить в ряде случаев фрезерование, строгание, огневую зачистку при снятии припусков до 10 мм и более за проход. Такой метод скоростного обдирочного шлифования широко применяется в машиностроении при обработке заготовок шлифованием без предварительного точения, в металлургической и литейной промышленности при подготовке и отделке проката, зачистке отливок. При этом методе обдирочного шлифования применяется линейка специальных обдирочно-шлифовальных станков, работающих при рабочей скорости 60-80 м/с, скорости продольной подачи до 60 м/мин, силе прижима 6000-10000 Н, мощности главного привода 75-160 кВт. Для работы на этих станках выпускаются обдирочные горячепрессованные круги наружными диаметрами 500, 600 и 800 мм из циркониевого электрокорунда зернистостями 160, 200 и 250.
Эффективность обработки отливок зависит от скорости воздействия абразивного инструмента и усилий, с которыми абразивный инструмент воздействует на поверхность отливки. Чем выше скорость резания и усилия, тем эффективнее процесс обработки. Эффективность обработки оценивается количеством металла, снятого с отливки, в единицу времени (обычно в минуту). Чем качественнее изготовлена отливка, т. е. чем меньше она имеет заливов, приливов и пригара, тем меньше трудоемкость обработки грубого обдирочного шлифования.
Для обдирки (зачистки) чугунных и стальных отливок применяются круги средней твердости (СТ2) и твердые (Т) с зернистостью 20 и 24 единицы. Допускаемая скорость вращения круга при зачистке отливок определяется окружной скоростью в интервале 40—50 м/сек.
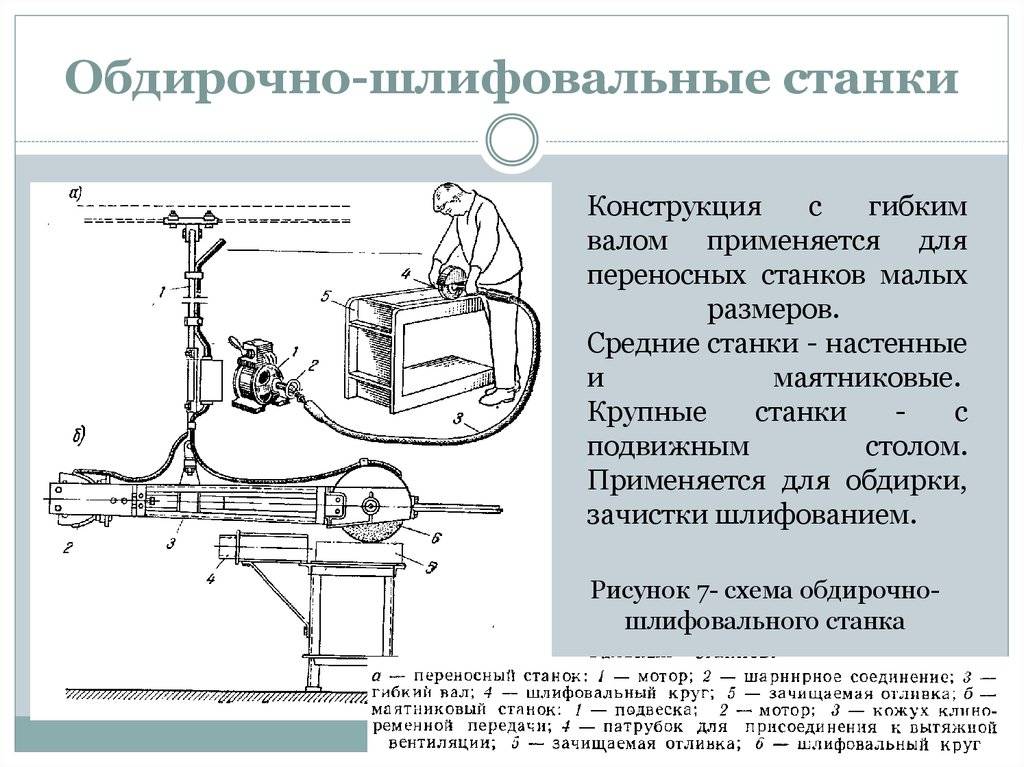
Обдирочно-шлифовальные станки для обработки отливок подразделяются на переносные или ручные механизированные инструменты, стационарные, подвесные и специальные.
По классу точности обдирочно-щлифовальный станок типа 3М636, зарекомендовавший себя в России и в странах постсоветского пространства, соответствует стандарту «Н», что говорит о том, что техника отлично подходит для чистовых работ. Этот станок укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 миллиметров, которые приводятся в движение мощным 7-киловатным силовым двигателем. Скорость вращения шлифовальных кругов колеблется в пределах 955-1425 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 миллиметров.




Правила эксплуатации и безопасности
Любой станок следует устанавливать исключительно на ровную поверхность. В помещении должна быть хорошая вентиляция. Устройство подключается к системе заземления и вентиляции. Перед работой оператору нужно ознакомиться с устройством и правилами безопасности
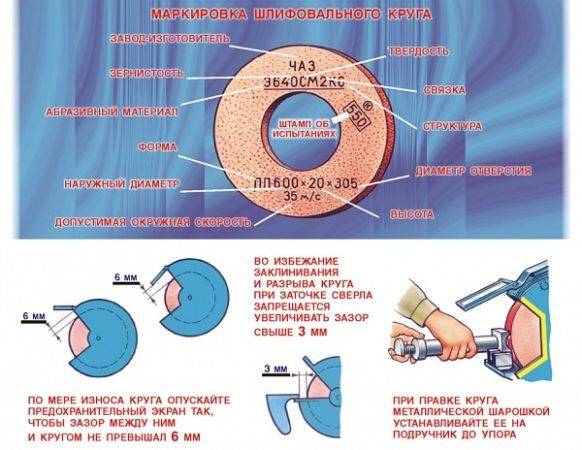
При первом запуске важно проверить балансировку кругов. Установить отсутствие биений
Нужно вручную провернуть круг и оценить зазор между защитным кожухом и кругом. После этого станок запускается без нагрузки. Только затем можно приступать к выполнению требуемой операции.
При обработке заготовок, на рабочего летят искры, пыль и осколки от поверхности материала. В цеху повышенный уровень шума и вибраций. Чтобы избежать негативного эффекта от перечисленных воздействий, рекомендуется пользоваться индивидуальными средствами защиты: костюм, ботинки, очки, рукавицами, беруши.
Строго запрещается:
- работать со снятым защитным кожухом;
- вести работу на сломанном станке;
- работать на незаземленном оборудовании;
- использовать круги, которые не соответствуют размеру защитного кожуха;
- переустанавливать круг, не дождавшись пока он перестанет вращаться;
- использовать круги, с истекшим сроком гарантии;
- работать на станке, не подключенном к вентиляции;
- проводить работы, если круги отличаются по диаметру от нормативных, более чем на 10%;
- оставлять станок включенным в сеть после завершения работы.
В этом видео показана работы на станке 3К634:
Выбор режима шлифования
Поверхность, заданная точность, характеристика абразивного круга, мощность привода – это именно те составляющие, от которых зависит выбор режима шлифования. Так, например, скорость вращения, глубина резания, возможность поперечной подачи учитывается, если обработка изделия осуществляется периферической стороной.
В данном случае, мастеру необходимо учитывать определенные особенности, таки как:
1. Резание на максимальной глубине, которая допустима параметрами круга, детали, самого агрегата возможна и удобна при черновой обработке. Здесь необходим учет глубины, который должен быть не больше 1/5 от поперечного зерна, так как иначе круг придет в негодность, оттого, что быстро забьется.
2. Уменьшение глубины шлифования так же необходимо, если на детали или заготовке появляются прожиги ;
3. Повышение класса точности, выбор минимальной глубины допустимо при тонкой обработке. Чтобы не увеличивать затрачиваемую мощность, необходимо отказаться от большой глубины, в том случае, если материал прочный и твердый.
4. Режим шлифовки выбирается зависимости от ширины круга.
Если выбрать большие размеры обрабатываемой детали, поверхности, то останется продольная полоса необработанного материала, поэтому за один оборот можно обработать поверхность до 0,8 ширины. Так же необходимо отметить, что именно тип станка, является предопределяющим фактором, характеризующим процесс работы.
Здесь учитывается, прежде всего, производственная мощность, необходимый объем, и как было отмечено выше, тип станка.
Критерии выбора переносных станков
Перед тем как приступить к выбору конкретной модели шлифовального станка, необходимо решить, для чего он будет использоваться. В точильно-шлифовальных станках в качестве инструмента используют шлифовальные диски из твердых материалов, поэтому на таком оборудовании можно срезать значительные слои металла и делать глубокие выборки.
Ленточные и дисковые станки предназначены только для шлифовки, и на них можно получить высокое качество обработанной поверхности или сделать тонкую доводку.
Далее следует определиться, как будет эксплуатироваться будущий станок для шлифовки. В этом случае важны следующие характеристики:
- Показатели массы и габаритов. Если станок будет «кочевать» между объектами или домом и дачей, то желательно, чтобы его вес не превышал 15–20 кг, а габариты — размеров багажника легкового автомобиля.
- Мощность. Этот параметр напрямую связан с производительностью. Для мелких домашних работ достаточно 300–400 Вт, а для обработки ступеней, перил, балясин и прочих деревянных изделий на строительстве дома потребуется не менее 700–800 Вт.
- Скорость движения ленты. От этого показателя зависят как производительность, так и возможность обработки твердых материалов.
- Виды, стоимость и доступность расходных материалов. На разном оборудовании применяются различные длины шлифовальных лент и диаметры дисков. Желательно использовать самые распространенные размеры.