Help! как на чертеже указать чтоб на всех углах сняли фаску?
25.04.2007, 00:06 Help! как на чертеже указать чтоб на всех углах сняли фаску?
#1
Здравствуйте! Извините за беспокойство но нужен ответ на вопрос.
Есть чертеж для детали вырезанной из 6мм листа стали. Как указать на чертеже что на всех углах после резки и сверления должна быть снята фаска (точнее сделано закругление R3,0мм)?
Переделать-доделать чертеж на данный момент сложная задача. (нехватка опыта и времен)
Заранее большое спасибо! Бай
25.04.2007, 03:29
#2
Механизатор широкого профиля (б/у)
25.04.2007, 03:44
#3
СПАСИБЕЩЕ. Закругления будут возможно меньше, возможно лист толще, возможно алюминий — нужно изготовить раму для альпинизма. Углы закруглить чтоб снизить перегиб веревки.
Уточнюя: значит рисую обыкновенную стрелку с буквой R а потом в ТТ указываю что она значит?
У мнея нет чертежа бокового сечения, только вид сверху — для резки лазером. Указать в одном месте стрелку с R для фаски по всему контуру детали будет достаточно?
25.04.2007, 03:55
#4
Механизатор широкого профиля (б/у)
Рисовать стрелку с буквой R не нужно.
Я думал, у Вас есть сечение, или хотя бы вид сбоку. Если только главный вид (он же — вид сверху на пластину) — то в ТТ можно записать пункт: «Острые кромки закруглить (или скруглить — на Ваш выбор) радиусом R=3 мм». Этого достаточно.
Расшифровка технической аббревиатуры
Изучение обозначения сварного шва на чертеже можно выполнить двумя способами:
- начать с азов — чтения специальной литературы, в том числе ГОСТов (аналог — изучение букв по Азбуке);
- пойти от обратного, то есть начать с рассмотрения примеров как обозначается сварка на чертежах, с постепенным углублением своих знаний.
Примеры
Маркировка сварочного стыка регламентируется ЕСКД. В нее входит:
- ГОСТ 2.312-72.
- ГОСТ 5264-80.
- ГОСТ 14771-76.
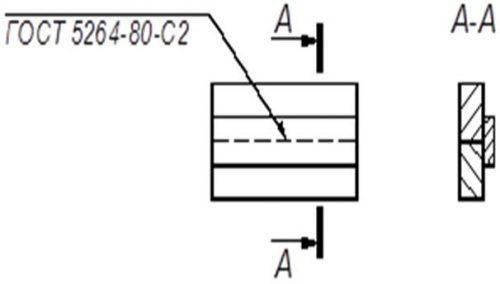
Пример 1.
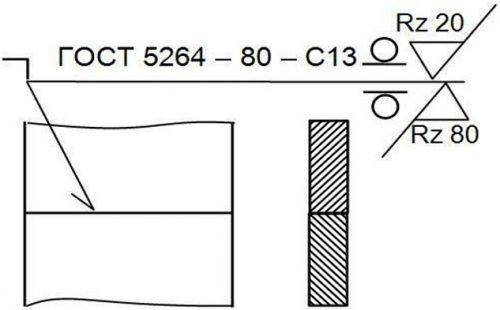
- стыковку производить при подгонке полуфабриката на месте монтажа;
- ГОСТ 5264-80 — регламентирующий документ; обозначает, что соединение осуществлено посредством электродуговой сварки;
- С 13 — стык с изогнутой фаской на одном скосе;
- произведено снятие усилия (термического внутреннего напряжения) с двух сторон;
- лицевая сторона отшлифована до чистоты поверхности Rz20; обратная сторона — до Rz80.
По ГОСТ, сварной стык обозначается в технической документации выносной стрелкой:
Расположение надписи сверху стрелки, ниже ее или с обеих сторон показывает на расположение соединения:
- с лицевой части детали;
- с обратной (невидимый стык);
- двусторонняя обработка.
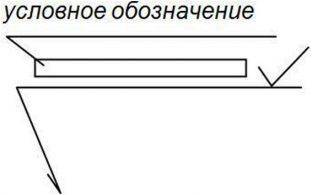
Надпись и стрелка обозначают обратную (закрытую) или лицевую часть, соответственно.
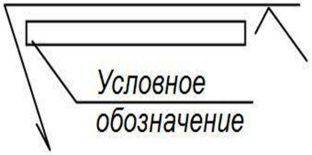
Пример 2.
 Стыковка с тыльной стороны
Стыковка с тыльной стороны
Выполнен с одной стороны, с загибом края, разомкнутый контур, по нормативам ГОСТ 5264-80, электродуговая сварка.
Пример 3.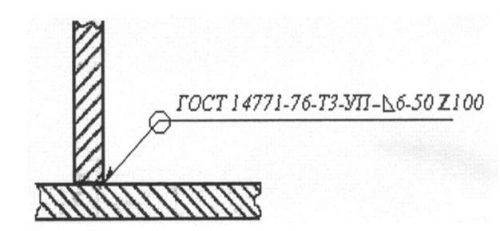 Сварной стык под наклоном
Сварной стык под наклоном
- — соединение произведено по сплошной линии в виде кольца;
- ГОСТ 17771-76 — сварка в облаке газов;
- Т3 — тавровый стык с обработкой каждой из сторон; разделка кромок отсутствует;
- УП — газообразная окись углерода, расплавляемый электрод;
- 6 — величина катета сварочного стыка 6мм;
- Периодическое исполнение с проваренным сплошным участком 50мм в шахматном порядке (Z), шаг 100мм.
Маркировочные знаки условно чертят над (под) полочкой выносной стрелки:
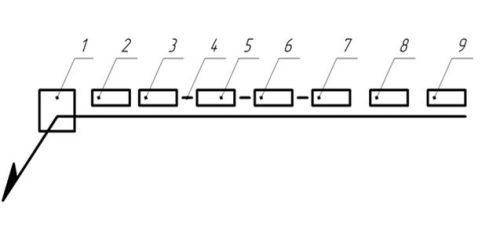
- поз. 1 — ( , , ) дополнительное обозначение монтажных условий, замкнутость шва;
- поз.2 — ГОСТ, норматив на вид, конструкцию части элемента стыка;
- поз.3 — маркировка буквами и цифрами по регламентирующей документации;
- поз.4 — дефис;
- поз.5 — варианты сварных связок (ручная электродуговая — Р, на автоматическом оборудовании — А, механическая с применением флюса — П, в среде инертных газов — П3, электрошлаковая — Ш ) могут не указываться;
- поз.6 — , размеры катета в мм;
- поз.7 — величина прерывистого соединения в мм;
- поз.8 — дополнительные знаки, кроме , ,
- поз.9 — показатель чистоты поверхности шва по Rz при его механической обработке.
Допуски формы
Этот вид разрешённых отклонений вызван неточностями обработки, которые происходят из-за реальных возможностей обрабатывающего оборудования.
К ним относятся:
- прямолинейности;
- плоскости;
- не совпадения формы окружности (к ним относятся: круглости; допуск овальности);
- изменение формы цилиндра — допуск цилиндричности.
К первой категории относятся следующие отклонения:
- формы обработанной поверхности (нарушается плоскостная картина, изменяется величина радиуса выточенного вала, нарушается геометрия фигур имеющих плоские грани);
- нарушается параллельность и перпендикулярное расположение поверхностей между собой или соседними деталями;
- проявляется разная шероховатость по длине, поперечному сечению, окружности.
Оценка величины параметров производится сравнением номинальной поверхности (обозначенной на чертеже) и реальной (полученной на станках заданного класса точности). Полученные отклонения и позволяют рассчитать величину требуемого допуска.
Изменение величины радиуса готового изделия по отношению к заданному на чертеже, называется нарушение круглости. Для предотвращения возможных негативных последствий при эксплуатации вводят допуск круглости. При рассмотрении детали в одной из плоскостей определяют необходимый допуск профиля продольного сечения.
Характер взаимного искривления расположения плоскостей подразделяется на следующие виды:
- общей параллельности (сравнивается с линией направленной вдоль поверхности);
- перпендикулярности и пересечения осей (проверяется сохранение прямого угла на всём протяжении поверхностей);
- наклона;
- симметрии (по отношению к выбранной оси).
Допуск плоскостности определяет величину разрешённого отклонения от обозначенного уровня. Основной характеристикой служит так называемое поле допуска. Его обозначают в выбранной области, которая расположена между плоскостями, для которых необходимо соблюдать строгие параметры параллельности. Расстояние до поверхности определяется существующими стандартами. Контроль отклонения этих параметров от заданных на чертеже обозначается на профилограмме.
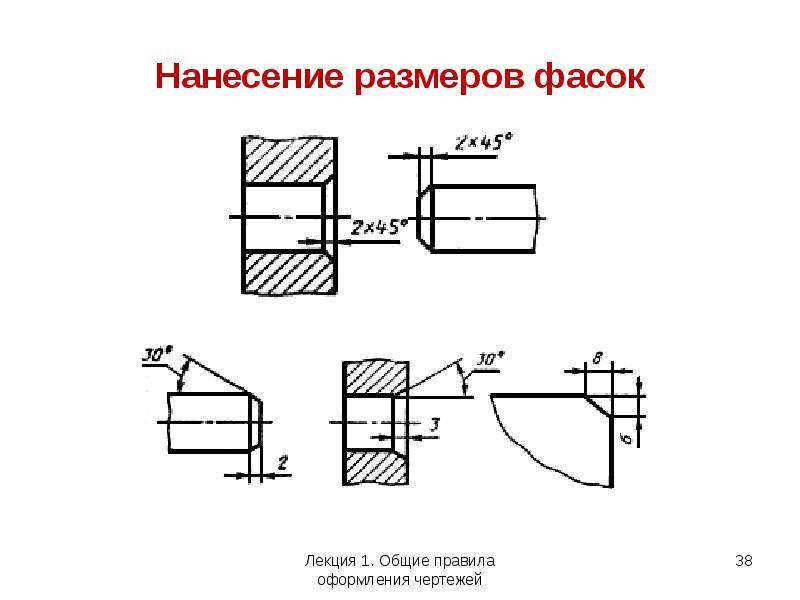
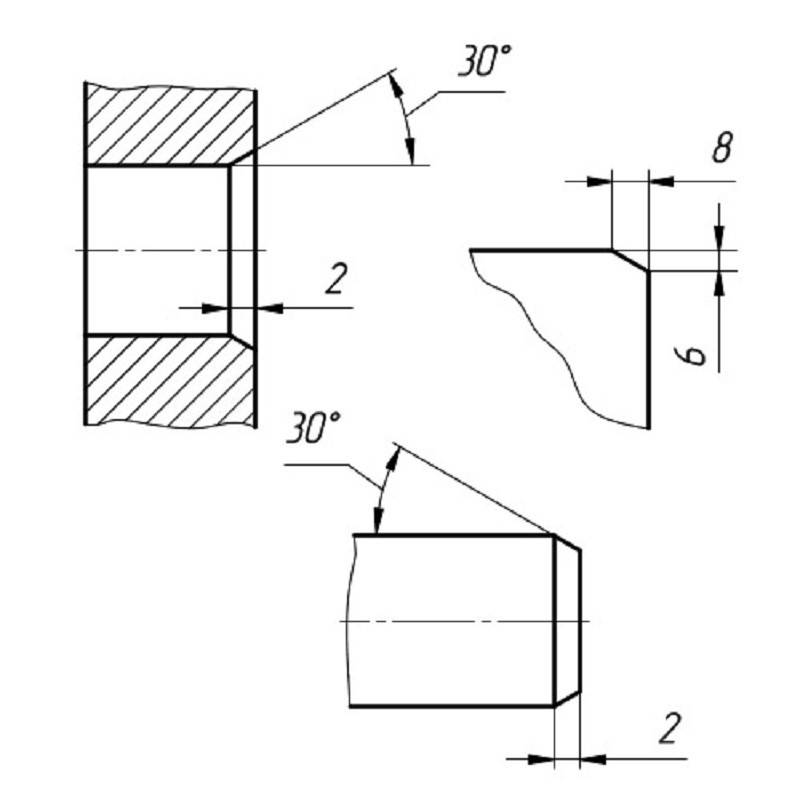
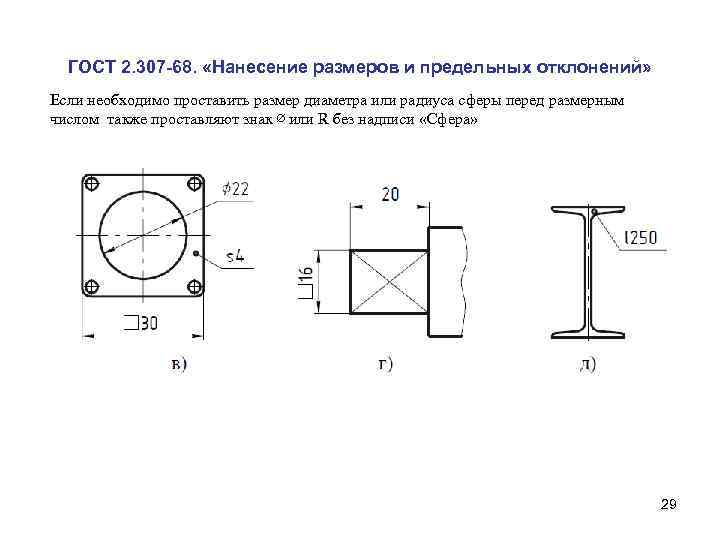
Нанесение размеров
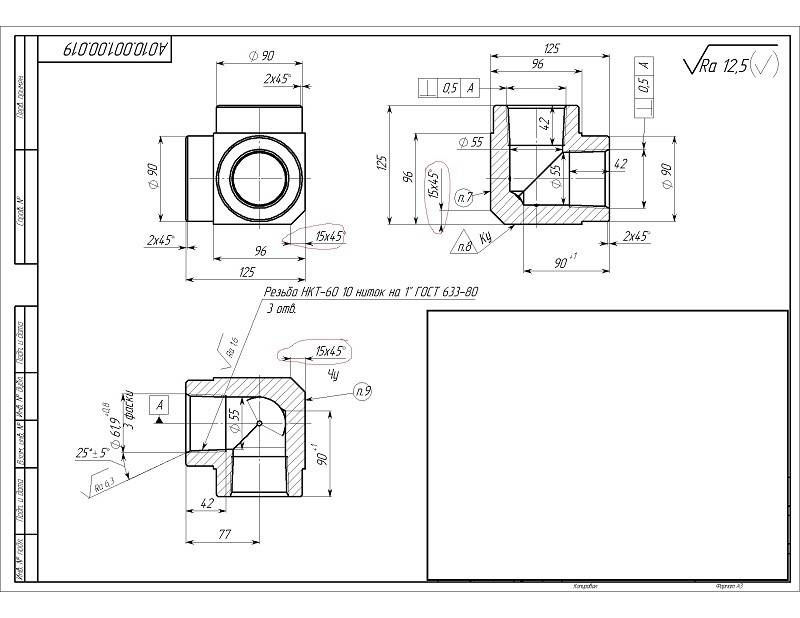
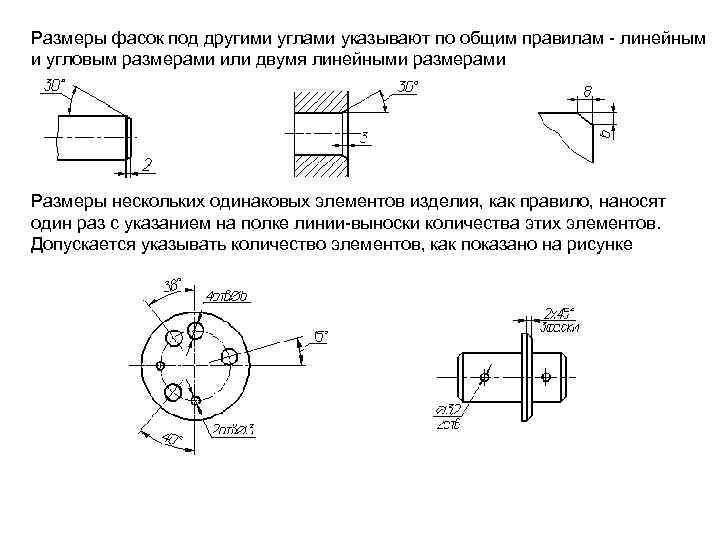
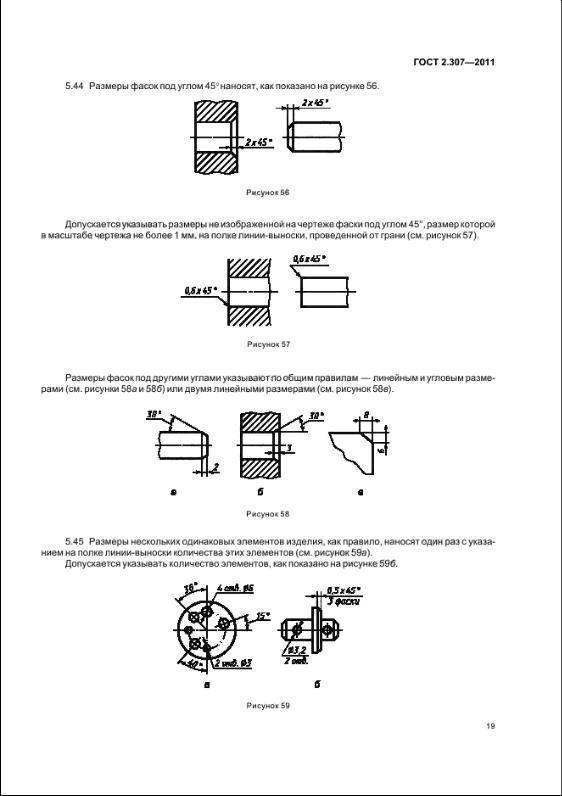
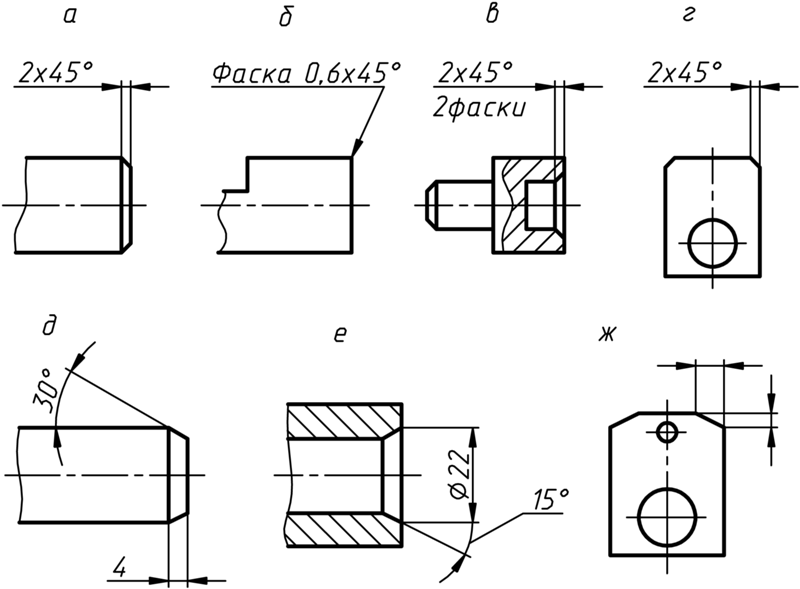
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
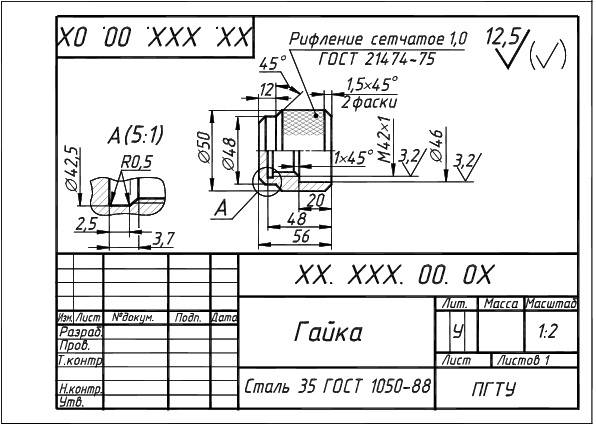
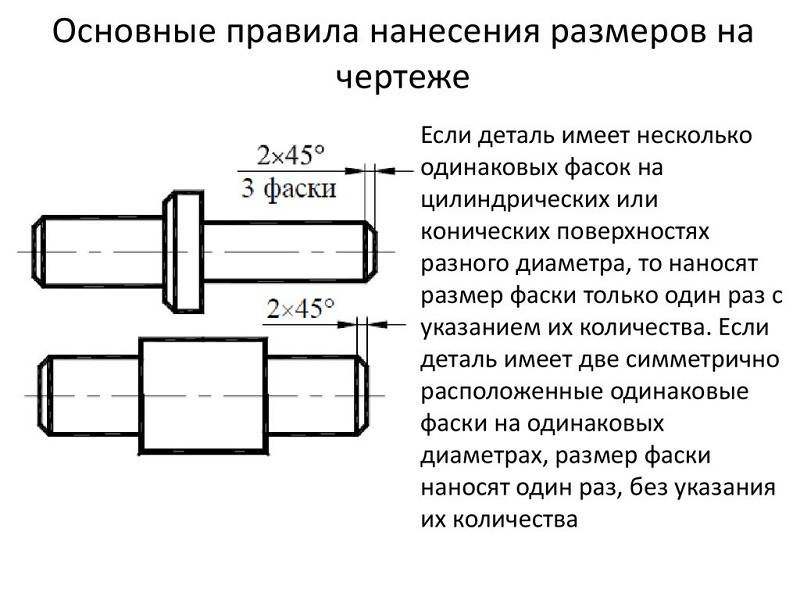
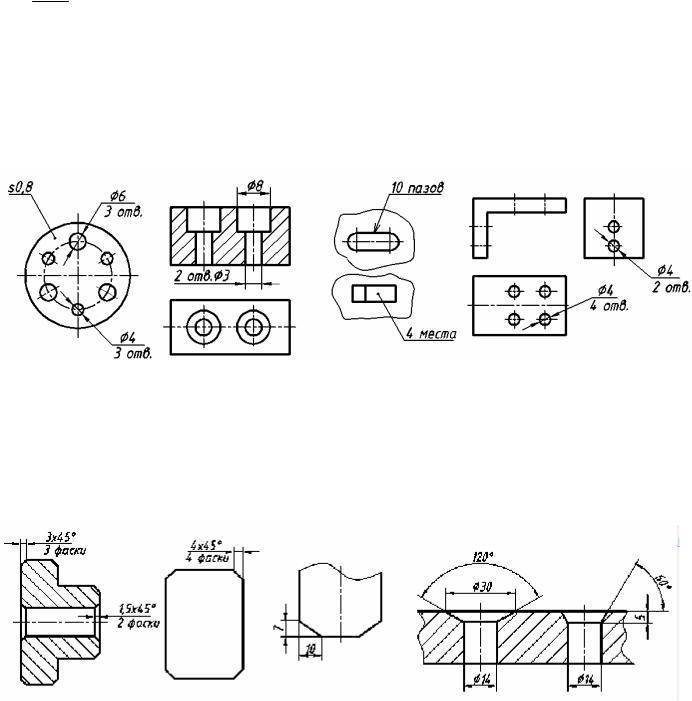
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.
/
0,01
Допуск биения конуса относительно оси отверстия А в направлении, перпендикулярном к образующей конуса, — 0,01 мм
1 У//ш>
А
16 Допуск полного радиального биения
А/ | 0,1 | АБ |
Допуск полного радиального биения относительно общей оси поверхностей Л и Б — 0,1 мм
И
17 Допуск полного торцового биения
0,1 | |||
Допуск полного торцового биения поверхности относительно оси поверхности — 0,1 мм
18 Допуск формы заданного профиля
\Г\\Т0М
Допуск формы заданного профиля — 70,04 мм
1 | iD | |
□ |
Указания допусков формы и
Вид допуска
расположения условным обозначением
Пояснение
19 Допуск формы заданной поверхности
Допуск формы заданной поверхности относительно поверхностей А, Б, В — 70,1 мм
20 Суммарный допуск параллельности и плоскостности
Суммарный допуск параллельности и плоскостности поверхности относительно основания — 0,1 мм
21 Суммарный допуск перпендикулярности и плоскостности
Суммарный допуск перпендикулярности и плоскостности поверхности относительно основания — 0,02 мм
22 Суммарный допуск наклона плоскостности
и
Суммарный допуск наклона и плоскостности поверхности относительно основания — 0,05 мм
Окончание таблицы Б. 1
Примечания
1 В приведенных примерах допуски соосности, симметричности, позиционные, пересечения осей, формы заданного профиля и заданной поверхности указаны в диаметральном выражении.
Допускается указывать их в радиусном выражении, например:
R0.0A | — | Т/2 0,025 | А |
В ранее выпущенной документации допуски соосности, симметричности, смещения осей от номинального расположения (позиционного допуска), обозначенные соответственно знаками i— ; ; + или текстом в тех
нических требованиях, следует понимать как допуски в радиусном выражении.
2 Указание допусков формы и расположения поверхностей в текстовых документах или в технических требованиях графического документа следует приводить по аналогии с текстом пояснений к условным обозначениям допусков формы и расположения, приведенным в настоящем приложении.
При этом поверхности, к которым относятся допуски формы и расположения или которые приняты за базу, следует обозначать буквами или приводить их конструкторские наименования.
Допускается вместо слов «зависимый допуск» указывать знак @ и вместо указаний перед числовым значением символов 0 ; R; Т; Т/2 — запись текстом, например «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».
3 Во вновь разрабатываемой документации запись в технических требованиях о допусках овальности, кону-сообразности, бочкообразности и седлообразности должна быть, например, следующей: «Допуск овальности поверхности А 0,2 мм (полуразность диаметров)».
В технической документации, разработанной до 1 января 1980 г., предельные значения овальности, конусообразное, бочкообразности и седлообразности определяют как разность наибольшего и наименьшего диаметров.

Библиография
Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Допуски формы, ориентации, местоположения и биения
УДК 744.43:006.354 МКС 01.080 Т52 ОКСТУ 0002
Ключевые слова: конструкторская документация, допуск формы, допуск расположения
Редактор Р.Г. Говердовская Технический редактор В.Н. Прусакова Корректор М.С. Кабашова Компьютерная верстка А.Н. Золотаревой
Подписано в печать 13.02.2012. Формат 60×84%. Бумага офсетная. Гарнитура Ариал. Печать офсетная. Уел. печ. л. 3,26. Уч.-изд. л. 2,70. Тираж 600 экз. Зак. 155.
, 123995 Москва, Гранатный пер., 4.
Набрано во на ПЭВМ.
Отпечатано в филиале — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
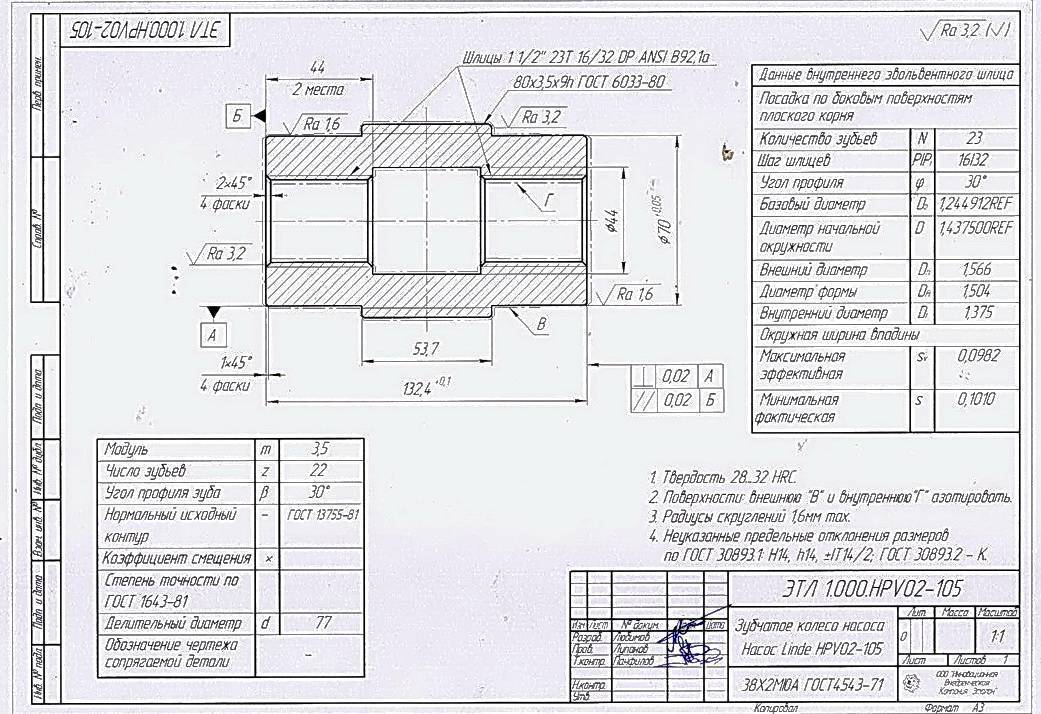
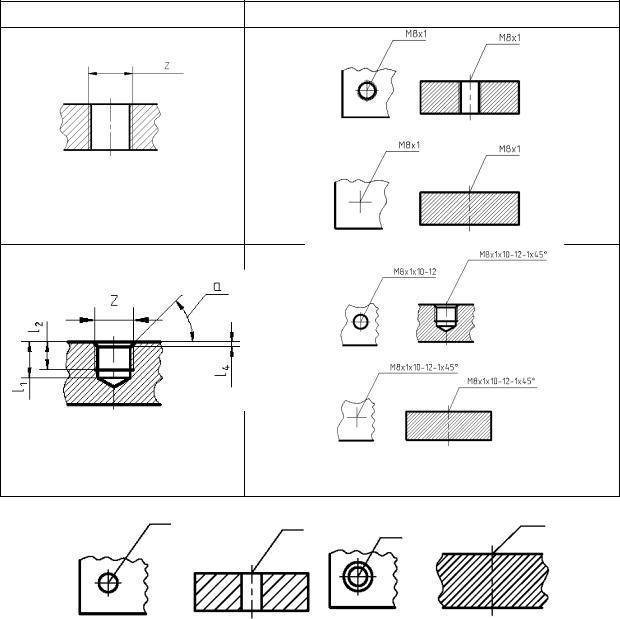
Обозначение фаски на чертеже
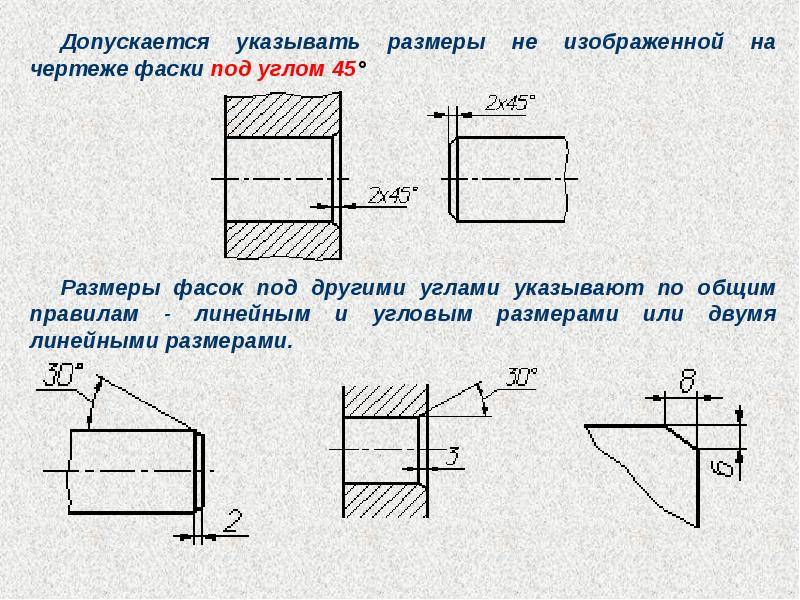
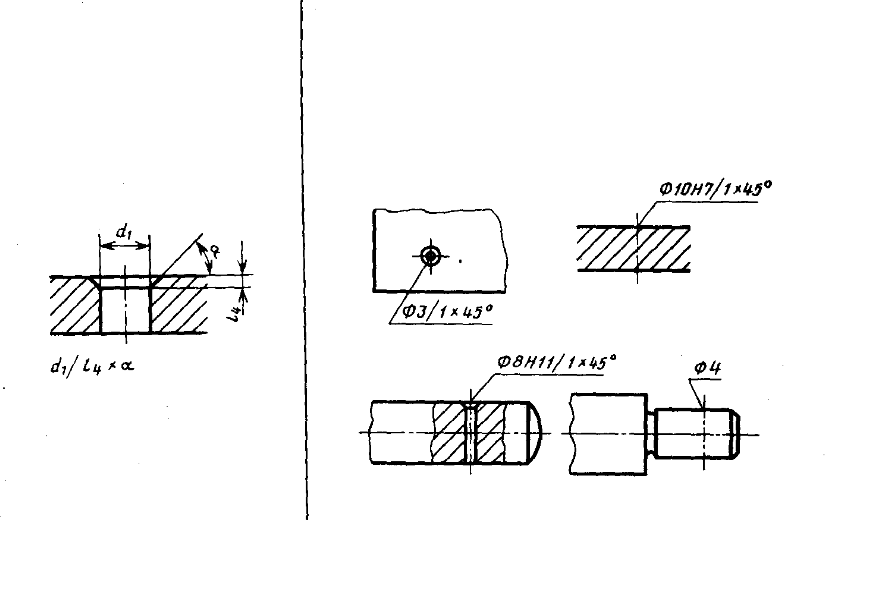
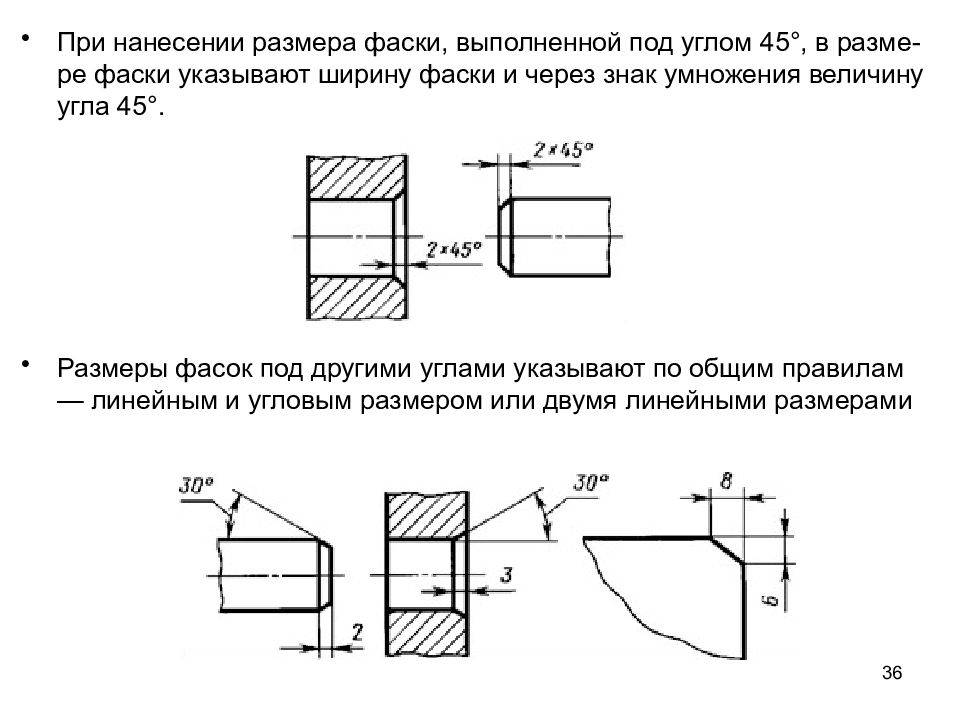
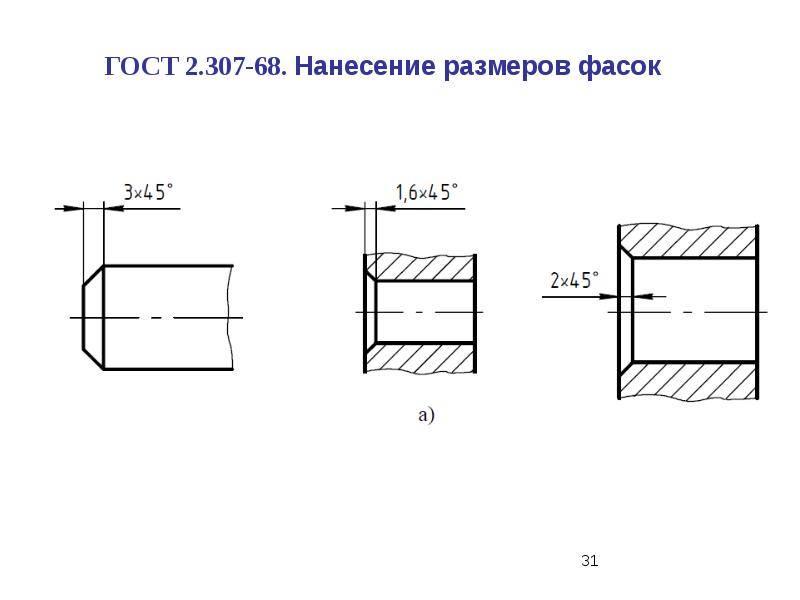
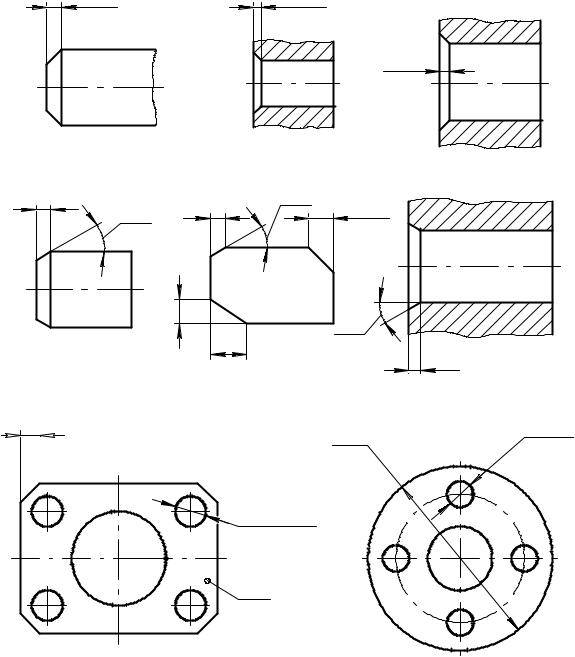
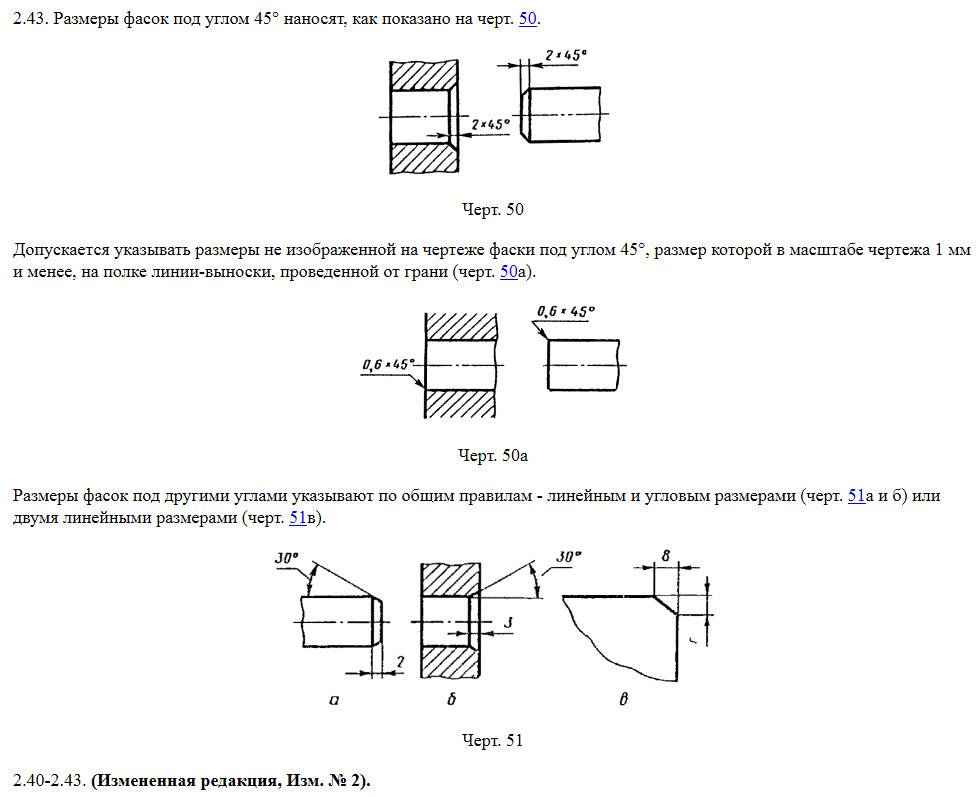
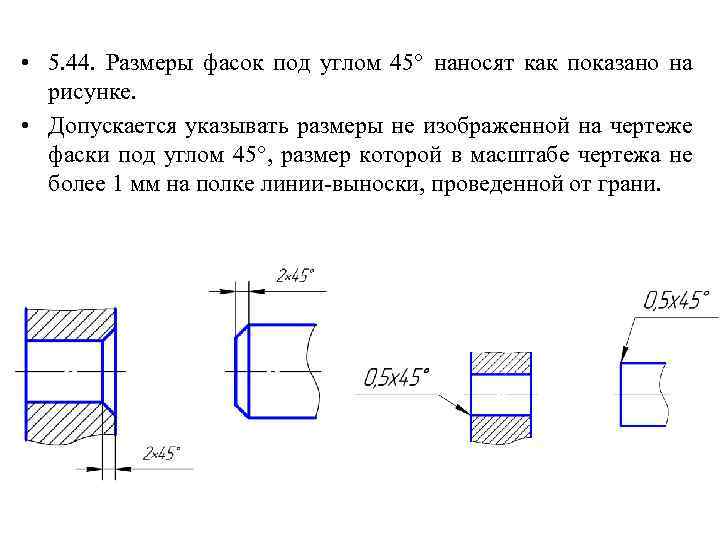
Размеры фасок на чертеже, под углом 45° наносят размерными линиями или на полке линии-выноски, в случае если её размер в масштабе чертежа 1 мм и менее, фаску отображают, как показано на изображении снизу в правой части.
Обозначение фаски на чертеже под углом 45°
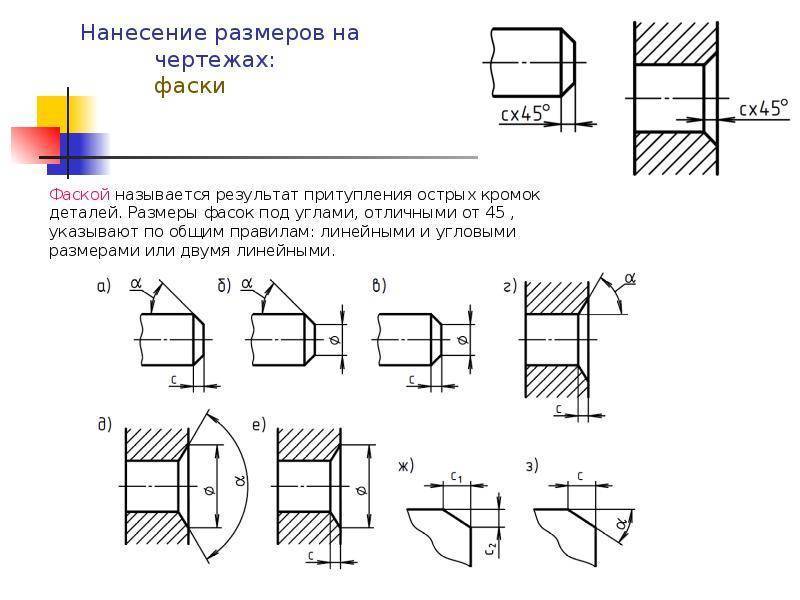
Фаски с углом не равным 45° указывают линейными и угловыми размерами или двумя линейными размерами.
Обозначение фаски c углом не равным сорока пяти градусам
Фаска – это, не что иное, как элемент детали. Своим происхождением слово фаска обязано французскому слову «faccete», что означает скошенные части углов, рёбер и пр. Основная часть фасок предназначена для притупления острых углов с целью обеспечения безопасности проведения последующих технологических операций или эксплуатации изделий и механизмов.
На технических чертежах фаски и их геометрические параметры указываются в тех случаях, когда нужно явно указать её наличие, обусловленное техническим решением. В остальных случаях фаски, или какие другие формы кромок не указываются, но в процессе изготовления должны быть притуплены.
Преимущественно, как упоминалось выше, фаски предназначены для обеспечения безопасности при дальнейшем взаимодействии человека и продуктов его производственной деятельности, но в некоторых случаях они нужны как декоративные элементы, вносимые дизайнерами в состав изделия.
Фаски очень часто используются в деревообрабатывающей отрасли. Наличие здесь фасок в сочетании с закруглениями, переходящими в галтели и обратно очень хорошо сочетаются с плоскими поверхностями и придают изделию законченный внешний вид. Даже наличие простой фаски, на какой либо детали, зрительно придаёт ей объём, не говоря уже о фигурных фасках с изменяющимися траекториями врезания и углами наклона.
При отделке зеркал по краям изготавливаются декоративные фаски, в виде небольших скосов краёв кромок. Такого рода грани получаются в результате шлифовки специальным алмазным инструментом, на станках, предназначенных для проведения подобных видов работ, с подачей обильного охлаждения. Кромки обработанные данным способом, называют – «фацет». При изготовлении дверей, или каких либо других частей интерьера, используются элементы остекления, в виде небольших плиток заданного размера с фацетом. В сочетании с деревом благородных пород, из них набирается композиция, которая придает особый торжественный вид и атмосферу комфорта.
Встречаются фаски с довольно пологим скосом, которые позволяют деталям выполнять функции, обеспечивающие гарантированный заход или зацепление с ответными компонентами узлов и механизмов.
В двигателях внутреннего сгорания, газораспределение является важной определяющей частью работы системы в целом. Для реализации условий газообмена впускные и выпускные отверстия должны открываться и закрываться строго в определённом порядке и обеспечивать эффективный газообмен
Своевременная подача горючей смеси, и выпуск отработанных газов осуществляется клапанами, которые приводятся в движение кинематическими элементами механизмов. Одной из составных частей клапана является уплотнительная фаска, на неё возложена не маловажная функция гарантированного перекрытия и обеспечения беспрепятственного выхода газов.
Для качественной сварки металла при соединении стальных листов превышающих размер в своём сечении шесть, восемь миллиметров, обычно снимают технологические фаски. Существует два способа подготовки кромок под сварку – термическая обработка, либо механическая. В последнее время чаще всего используется подготовка кромок методом скалывания, при котором происходит смещение металла под воздействием касательных напряжений. Выполняют такие операции специальными машинами с системой направляющих роликов и захватывающего круглого инструмента приводимого в движение через редуктор от электродвигателя. Применение таких механизмов позволяет значительно ускорить подготовительные работы. Машина для обработки кромок, «СНР – 12» испанской , является эффективным инструментом подобного типа.
Документация для свариваемых конструкций
Особой разновидностью моделей сборок являются сварные конструкции, процесс создания которых состоит из «разделки», «сварки», «обработки» и «моделирования». Для любого из состояний конкретные виды можно создать на чертеже:
- виды состояния сборки позволяют увидеть, как выглядит модель без сварочных соединений или заданной к ним разделки;
- виды подготовки представляют модель с уже заданной разделкой соединительных швов;
- виды сварки показывают будущую модель со сварными стыками;
- виды обработки определяют модель с подготовкой соединений, с уже готовыми стыками и обработкой после сварочных работ.
При оформлении чертежей только состояние сборки может применяться. Когда же конструкция переходит в какое-либо из других состояний, то должно осуществляться соответствующее сообщение об этом.
3 Термины и определения[править]
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1
электронная модель изделия (модель): Электронная модель детали или сборочной единицы по ГОСТ 2.102. |
3.2
электронный макет: Электронная модель изделия, описывающая его внешнюю форму и размеры, позволяющая полностью или частично оценить его взаимодействие с элементами производственного и (или) эксплуатационного окружения, служащая для принятия решений при разработке изделия и процессов его изготовления и использования. |
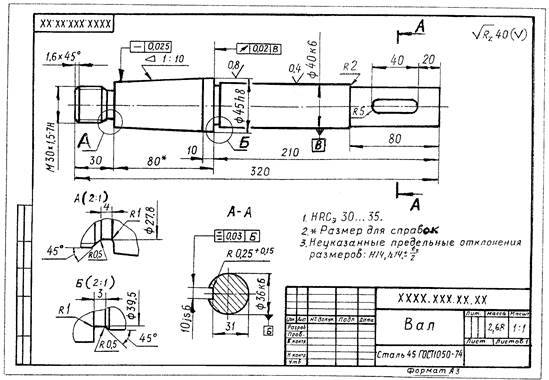
3.3 справочные размеры: Размеры, не подлежащие выполнению по данному графическому документу и указываемые для большего удобства пользования этим документом.
3.4 установочные и присоединительные размеры: Размеры, определяющие величины элементов, по которым данное изделие устанавливают на месте монтажа или присоединяют к другому изделию.
3.5 габаритные размеры: Размеры, определяющие предельные внешние (или внутренние) очертания изделия.
3.6
общий допуск размера: Предельные отклонения (допуски) линейных или угловых размеров, указываемые на чертеже или в других технических документах общей записью и применяемые в тех случаях, когда предельные отклонения (допуски) не указаны индивидуально у соответствующих номинальных размеров. |
3.7
плоскость обозначений и указаний: Плоскость в модельном пространстве, на которую выводится визуально воспринимаемая информация, содержащая значения атрибутов модели, технические требования, обозначения и указания. |
3.8
предельное отклонение: Алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения. |
3.9
размер: Числовое значение линейной величины (диаметра, длины и т. п.) в выбранных единицах измерения. |
3.10
номинальный размер: Размер, относительно которого определяются отклонения. |
3.11
база: Поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования. |
3.12
конструкторская база: База, используемая для определения положения детали или сборочной единицы в изделии. |
3.13
основная база: Конструкторская база данной детали или сборочной единицы, используемая для определения их положения в изделии. |
3.14
квалитет (степень точности): Совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. |
3.15
отверстие: Термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы. |
3.16
вал: Термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы. |
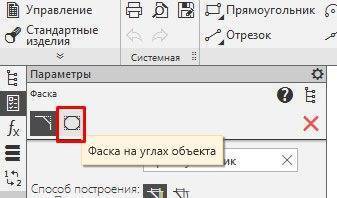
Построение фаски на углах объекта
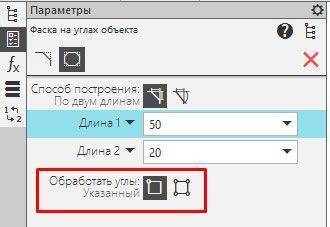
Если контур представляет собой макроэлемент, например, прямоугольник, то поставить фаску обычной командой «Фаска» не получится. Нужно использовать команду из расширенного списка — «Фаска на углах объекта». Чтобы переключится на команду, можно вызвать обычную команду «Фаска», а потом на Панели параметров выбрать «Фаска на углах объекта»

Фаска на углах объекта строится как обычная фаска, способы мы рассмотрели выше. Из нового есть выбор: обработать указанный угол или все углы. Данная настройка находится в самом низу Панели параметров и позволяет за одно действие построить фаски на всех углах макроэлемента
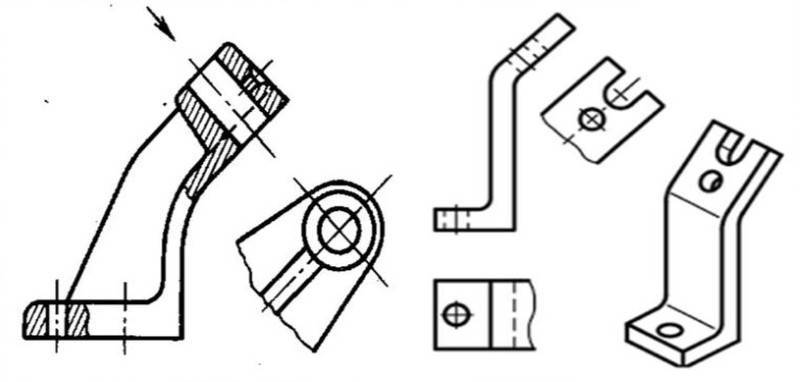
Виды
Преимущественный метод изображения объемных изделий на плоскости — это ортогональное проецирование. Расположение изображаемого предмета предполагается между условным наблюдающим и проекционной плоскостью. Для повышения читаемости изображения разрешается применять упрощенный подход. Поэтому изображения на чертежах не являются проекционными в строгом геометрическом смысле этого слова. Их называют изображениями на плоскости. Для получения основных проекций, изображаемую деталь помещают в центре воображаемого куба. Грани его будут служить проекционными плоскостями.
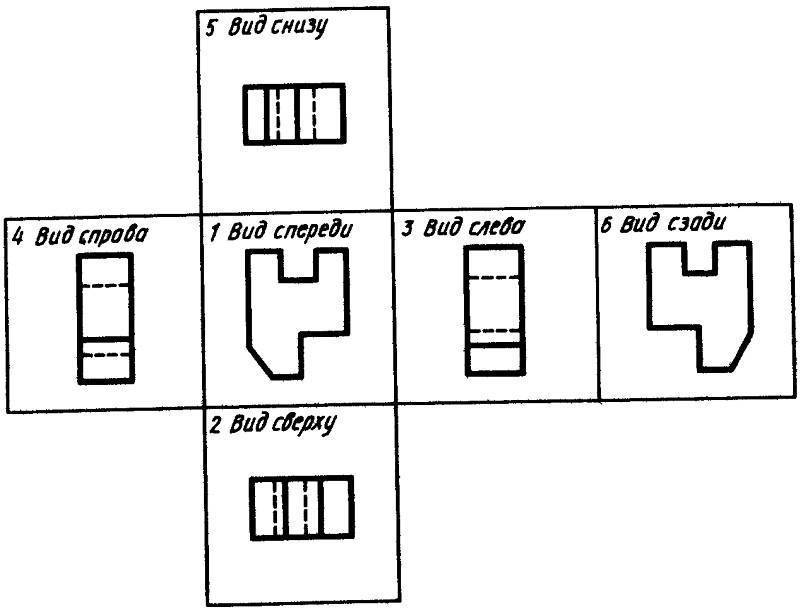
Основные виды
В результате проекции образа предмета возникает схема основных видов изделия:
- спереди;
- справа;
- снизу;
- слева;
- сверху;
- сзади.
В техническом черчении вид спереди считается главным. Он должен давать максимум информации об изображаемой детали. Дополняют его виды слева и сверху (относительно главного). Эти три вида называют основными. Остальные считаются вспомогательными. Их изображения строят, если важная конструктивная информация об изделии сложной формы не видна на трех основных видах.
Кроме того, для пояснения строения части детали применяются местные виды, показывающие фрагмент изображения основного вида. Такие изображения размещают в незанятых областях, надписывая заглавными буквами кириллицы. На основном виде в зоне расположения фрагмента изображается стрелка, показывающая направление условного взгляда, в результате которого появляется местный вид. Такие рисунки ограничиваются линиями разрыва, проводимыми в направлении минимального размера элемента.
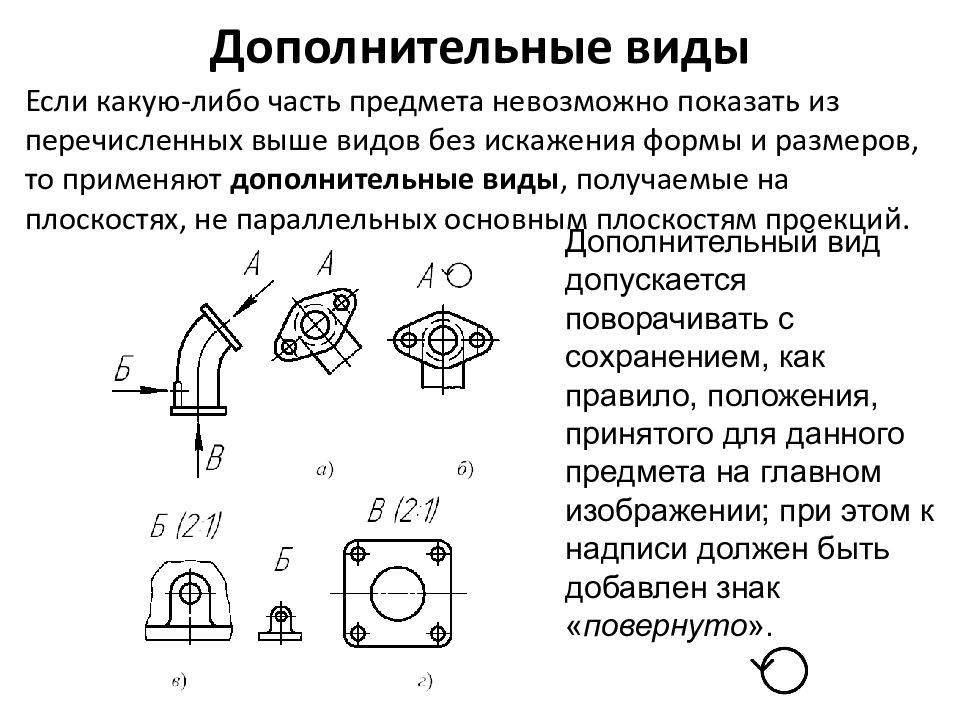
Кроме того, применяются дополнительные виды. Они строятся на плоскостях, размещенных под углом к основным граням проекционного куба. Они помогают проиллюстрировать расположение и строение тех участков объекта, которые не видны или недостаточно информативно представлены на основных видах, либо их габариты и конфигурация искажены. Обозначение дополнительных видов проводится литерами кириллического алфавита.
Дополнительные виды
Продуманный выбор местных и дополнительных видов позволяет сократить число штриховок при показе внутреннего строения детали, невидимого на основных проекциях. Улучшается также читаемость чертежа, взаимное расположение его частей, снижается вероятность ошибочного его толкования.
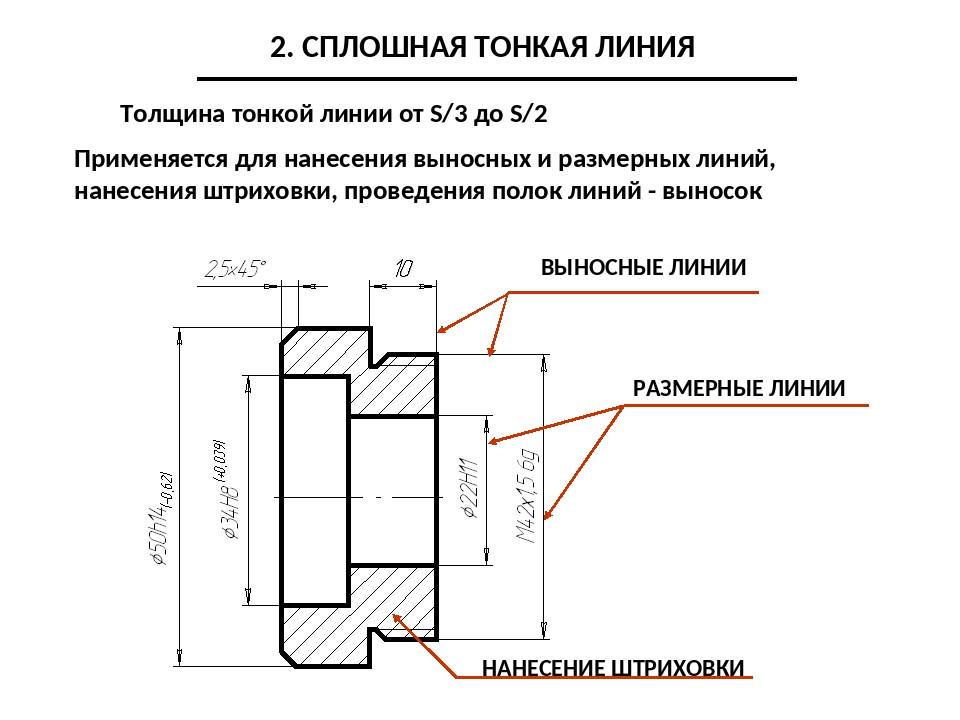
Общие правила нанесения размеров на чертежах
Стандарт (ГОСТ 2.307-68) устанавливает правила нанесения размеров на чертежах.
Линейные размеры на чертежах проставляются в миллиметрах без обозначения единиц измерения (мм). При других единицах измерения (сантиметрах, метрах) размерные числа записываются с обозначением единиц измерения (см, mi). Угловые размеры указывают в градусах, минутах, секундах с обозначением единиц измерения. Общее количество размеров на чертежах должно быть минимальным, но достаточным для изготовления и контроля изделия.
Существуют строго определенные правила нанесения размеров. При нанесении размера прямолинейного отрезка размерную линию проводят параллельно этому отрезку, а выносные линии — перпендикулярно размерным (рис. 40, б). Выносные линии выходят за размерные на 1-3 мм. Расстояние от размерной линии до контура изображения должно быть не менее 10 мм, а расстояние между двумя близлежащими размерными линиями — не менее 7 мм (рис. 40, б).
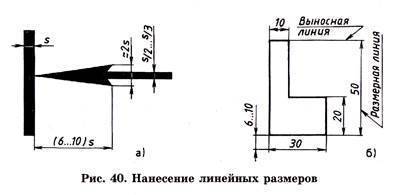
На концах размерных линий наносят стрелки. Форма и размеры стрелки показаны на рис. 40, а. Величина стрелок должна быть одинаковой на всем чертеже. Стрелки при недостатке места могут заменяться засечками или точками (рис. 41, б, в). Допускается проставлять размеры так, как показано на рис. 41, г.
Построение фаски на углах объекта
Если контур представляет собой макроэлемент, например, прямоугольник, то поставить фаску обычной командой «Фаска» не получится. Нужно использовать команду из расширенного списка — «Фаска на углах объекта». Чтобы переключится на команду, можно вызвать обычную команду «Фаска», а потом на Панели параметров выбрать «Фаска на углах объекта»
Фаска на углах объекта строится как обычная фаска, способы мы рассмотрели выше. Из нового есть выбор: обработать указанный угол или все углы. Данная настройка находится в самом низу Панели параметров и позволяет за одно действие построить фаски на всех углах макроэлемента