Процентное содержание серебра
Содержание серебра в серебряном припое влияет также на другие физические характеристики, такие, как теплопроводность и электропроводность.
Низкое содержание
Составы с низким содержанием серебра широко используются в промышленности для пайки металлических заготовок.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
Составы с содержанием от 40 до 60% рекомендованы для швов, работающих при невысоких температурах.
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.
Припой ПСр40
Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.
Высокий процент серебра
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов
Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение
Припой ПСр60
Припой ПСр70
Экономические соображения препятствуют также более широкому использованию составов с высоким содержанием серебра за пределами научных исследований, военного и ювелирного дела.
Как происходит сам процесс
Чтобы соединить детали вместе и починить изделие, нужно знать, как происходит пайка в домашних условиях. От выбора нагревательного инструмента будет зависеть весь ход ремонтных работ.
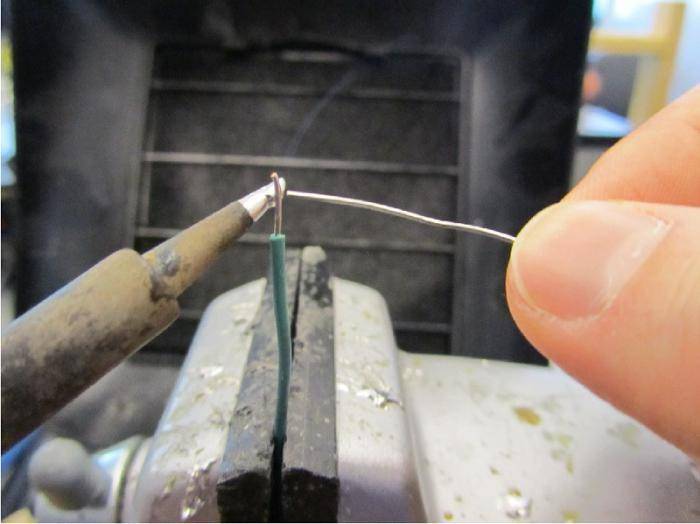
Как паять серебро паяльником
Зная технологию и особенности пайки серебра можно сделать надёжное соединение без дефектов. Ход работ:
- Рабочие поверхности очищаются от грязи и обезжириваются.
- Детали зажимаются в тисках.
- Для защиты от окислительных процессов на место соединения наносится слой флюса.
- В процессе работы паяльником флюс должен равномерным слоем покрывать место соединения.
Остатки флюса удаляются кислотным раствором.
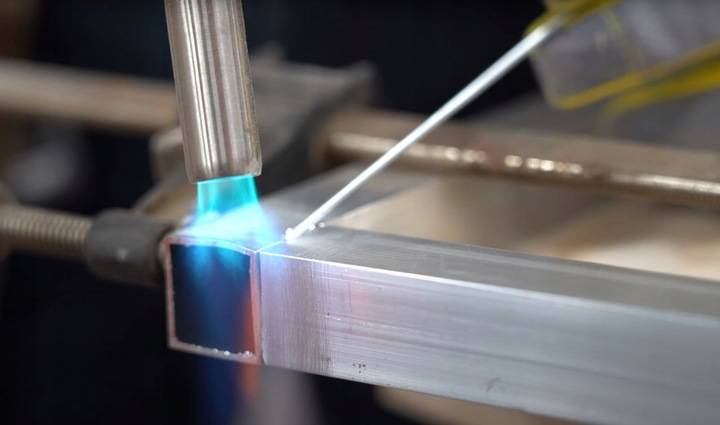
Как паять серебро газовой горелкой
Ход работ при пайке предметов из серебра:
Детали нужно закрепить на негорючей поверхности.
Место спайки очищается и обезжиривается.
Порошковый припой наносится на место соединения. Сверху он покрывается флюсом.
С помощью газовой горелки создаётся соединительный шок
Важно не сдувать припой пламенем.
Когда необходима помощь ювелира. Таблица: стоимость услуг в вашем городе
Если для починки ювелирного украшения из серебра срочно нужна помощь ювелира, то целесообразным будет обращение в мастерскую по ближайшему адресу. На каждый вид пайки предоставляется установленный прейскурант.
Цены на пайку варьируются от вида работ, региона.
Красноярск:
| Вид пайки | Стоимость |
| Паяльником | от 800 рублей |
| Газовой горелкой | от 1000 рублей |
Тюмень:
| Вид пайки | Стоимость |
| Паяльником | От 1000 рублей |
| Газовой горелкой | От 1100 рублей |
СПБ:
| Вид пайки | Стоимость |
| Паяльником | От 1000 рублей |
| Газовой горелкой | От 1100 рублей |
Москва:
| Вид пайки | Стоимость |
| Паяльником | От 600 рублей |
| Газовой горелкой | От 900 рублей |
Новосибирск:
| Вид пайки | Стоимость |
| Паяльником | От 700 рублей |
| Газовой горелкой | От 900 рублей |
Цена также определяется сложность украшения и объемом работ.
Особенности пайки
Серебряный материал имеет температуру перехода в жидкое состояние +960 °С, что ориентировочно на 100 °С ниже, чем показатели меди, а также золота. Помимо этого, входящие в сплав металлы также отличаются температурными значениями плавления. Эти показатели учитываются при выборе припоя. Он маркируется буквами, а также числовыми показателями. Именно цифры указывают на процентную составляющую серебряного материала в припойном сплаве. Для примера можно привести припой ПСр-10, в котором на серебряную часть приходится 10 %.
До того как начинать паять серебро в домашних условиях нужно помнить, что чем выше требуется прочность соединения, тем большее количество этого металла должно находиться в припойном материале. Титановые предметы возможно запаять исключительно чистым серебряным металлом. Оловянно-свинцовистый припой ПОС-40, с оловом в составе 40 % можно заменить серебряной припойной массой с количеством серебра 2,5 %, оставшаяся часть которой содержит свинец.
Эти сплавы обеспечивают высокую прочность соединений и превосходную коррозионную защиту. Чтобы надежно спаять серебро небольших размеров, следует использовать тугоплавкий припой, имеющий температурную величину плавления порядка +240 °С. К ним относится специальная паяльная паста, а также сплавы ПСр-2,5 или же ПСр-2. При самостоятельном изготовлении припойных соединений необходимо придерживаться следующих пропорций металлов: серебро – 45 %, медная часть – 25 %, цинковая составляющая – 30 %.
Эти вещества переплавляются в муфельной печи, после чего отливаются на заранее подготовленную подложку. Окончательная обработка выполняется путем пропуска металла через специальный станок вальцовочного типа. Это необходимо для получения небольших пластин с серебром толщиной до полумиллиметра.
Пайка серебра невозможна без использования специальных флюсов. Они выполняют защиту места соединения от окислов путем изолирования соединяемого участка от воздействия воздуха. В бытовых ремонтах используется состав из поташа с бурой в одинаковых пропорциях. Вместо поташа допускается использование технической или же пищевой соды.
Водный бурный раствор требует предварительной сушки. Данная процедура выполняется на домашней газовой плите. Жидкость должна находиться в специальной емкости для выпаривания (можно фарфоровой). После получения кристаллической массы, бура остужается и измельчается. Полученный порошковый состав смешивается с содой или поташом. Удаление флюсовых остатков после соединения изделий производится подогретым кислотным слабым раствором.
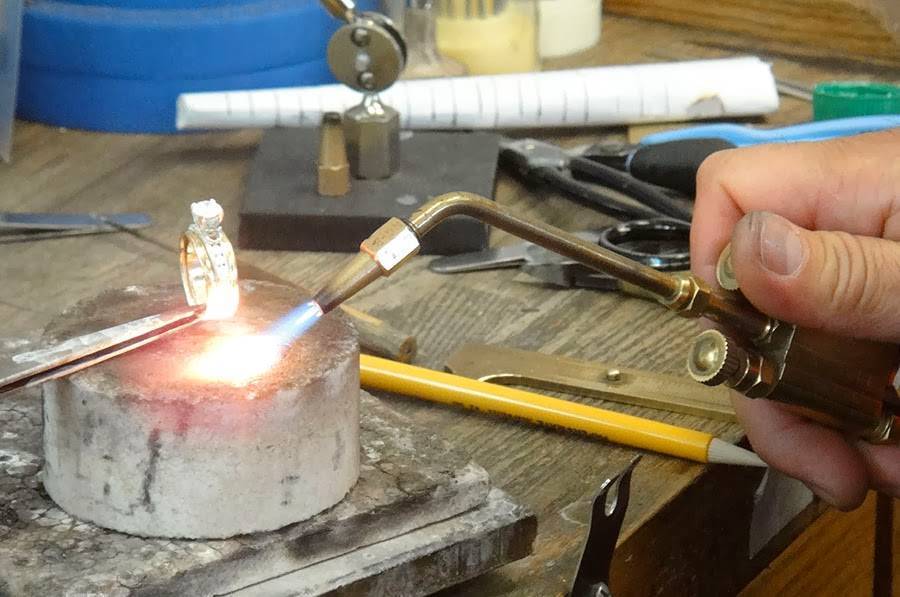
Соединение ювелирных изделий маленького размера удобно проводить газовой горелкой. Она обеспечивает необходимое удобство, а также высокое качество соединений. Для нее необходим всего лишь небольшой баллончик с газом и умение обращаться с данным инструментом.

Особенности технологий
Флюсы для пайки меди необходимы не всегда. При проведении процесса с нагреванием до больших температурных значений соединить медные фрагменты можно без добавления флюсовой массы.
Большое значение для получения качественного соединения при реализации пайки без флюса имеет состав припоя.
Лучший вариант — сплавы на основе олова, серебра, позволяющие паять медь при высокой температуре, получать хороший результат.
При низкотемпературной пайке приходится применять припой и флюс. Умеренного нагревания не хватает для полноценной подготовки поверхности деталей к соединению.








Медь – металл непритязательный, позволяющий работать со многими составами:
- растворами;
- мелкоизмельченными порошками;
- гелеобразными массами.
Компоненты флюсов имеют разное предназначение. Борная или соляная кислота, хлорид цинка активно реагируют с оксидами, удаляя их. Канифоль, восковые составы, смолы обеспечивают хорошую адгезию, распределение припоя по всему рабочему участку.
В среде мастеров популярен флюс в виде пасты для пайки меди. Его можно легко нанести только в то место, которое будет подвергаться пайке. Он не растекается по всей детали, легко удаляется по окончании работы.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять
Справка:
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
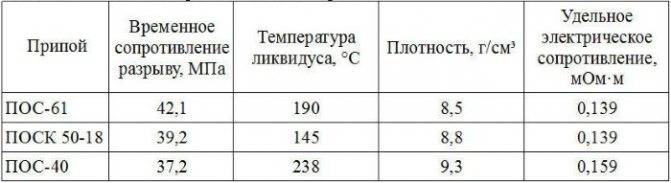
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.
В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.
В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Флюс
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
https://youtube.com/watch?v=ZTqIjq3PJqQ
горелки
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.
Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Подготовительные работы
Чтобы переплавить серебро, потребуется приготовить плавильную шихту – смесь измельченного металла с бурой (Na2B4O7). Серебряный лом хорошо режется ножницами по металлу, поддается пассатижам. Компонентный состав шихты 10:1, на 10 г металла достаточно 1г натриевой соли борной кислоты. Бура выполняет функцию флюса: предохраняет серебро от окисления. Вместе с солью из сплава выгорают окислы. Во время нагревания бура зеленеет, приобретает вязкость густого меда.
Из-за буры процесс плавки сопровождается выделением бурого ядовитого газа. При работе на кухне необходимо включить вытяжку или форточный вытяжной вентилятор. Плавят шихту в огнеупорном лабораторном тигле. Держать его нужно специальными щипцами с длинными губками.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
Технология пайки медных изделий
Сварка медных конструкций происходит в несколько этапов. Рассмотрим каждый этап подробно.
Подготовка материалов
Подготовка
Прежде всего, необходимо заранее подготовить все необходимые материалы и инструменты. Затем нужно отрезать нужный участок от целикового изделия. Медные трубы режутся труборезом, с хорошо наточенным лезвием.
Заготовка устанавливается жестко перпендикулярно лезвию, а сам труборез вертится вокруг нее. Вдумчивый подход к использованию инструмента позволит получить ровный срез, практически без заусенцев. Если и будут неровности, они проявятся внутри трубы
Но важно знать, что использование трубореза немного уменьшает диаметр трубы
Чтобы этого избежать, пользуются ножовкой по металлу. В данном случае срез получится не такой ровный и аккуратный, но сохранит исходные размеры заготовки.
Необходимо получить срез размером от 0.02 до 0.4 мм. Слишком маленький зазор не даст припою должным образом соединить детали, а слишком большой не дает возможности проявиться капиллярному эффекту.
Полученный элемент обязательно нужно зачистить, чтобы убрать заусенцы и всевозможные загрязнения. Дополнительно соединяемые поверхности необходимо обезжирить растворами.
У второй соединяемой детали необходимо немного расширить диаметр при помощи труборасширителя. Это позволит обеспечить надежное соединение. После подготовки элементов рекомендуется примерить их друг к другу на предмет правильного соединения.
Нанесение флюса
Нанесение флюса
Теперь нужно нанести на обе детали небольшой слой флюса, чтобы убрать лишние продукты окисления. Операция производится при помощи небольшой кисточки. Не рекомендуется оставлять излишки вещества на поверхностях соединяемых элементов. Это приводит к образованию ненужных пор и впоследствии трещин.









Соединение деталей
После нанесения флюса для пайки медных изделий и труб нужно быстро соединить части, чтобы избежать попадания пыли и других загрязнений на область будущего шва. При совмещении посредством фитинга операция производится до упора. Во время движений необходимо вращать элементы друг относительно друга. Это позволит флюсу равномернее распределиться по поверхностям. Излишки флюса убираются.
Низкотемпературная пайка
Такое соединение реализуется при помощи газосварочного оборудования или электропаяльника. Флюс и припой должны соответствовать сварке. Припой нужен легкоплавкий, а флюс низкотемпературный.
Пламя горелки направляется на стык двух элементов. Для равномерного прогрева необходимо постоянно менять положение контактного пятна между огнем и трубой. Во время нагрева на соединительный зазор периодически наносится припой, который затем расплавляется под воздействием температуры.
Расплавленный припой должен полностью заполнить соединительный зазор. Чтобы не мешать данному процессу, рекомендуется не воздействовать некоторое время горелкой на область растекания.
После заполнения зазора необходимо некоторое время дать припою остыть. Остужать его искусственными способами не рекомендуется. Во время сварки нельзя перегревать медь. При перегреве флюс будет разрушаться и не сможет эффективно защищать соединение от окисления. В качестве индикатора используется флюс с примесью припоя. При достижении необходимой температуры в веществе будут наблюдаться расплавленные капли. Это означает, что дальнейший нагрев детали не требуется.
Высокотемпературная пайка
Создание шва
Способ реализуется при помощи газовой горелки. Нагрев должен быть равномерным и максимально аккуратным. Как только медь достигнет температуры 750 градусов, она станет вишневого цвета. Показатель говорит, что можно наносить на зазор припой.
Качество припоя: как починить качественно
Эффективность пайки напрямую зависит от качества припоя. В мастерских, где занимаются починкой ювелирных изделий, в обязательном порядке используются высококачественные сплавы на основе серебра с добавлением очищенной меди или олова.
Припой можно изготовить самостоятельно, но для этого понадобится муфельная печь и исходные элементы: олово, серебро или медь. Если пайка производиться дома самостоятельно, то лучше купить готовый пруток или проволоку. В этом случае можно рассчитывать на качество будущего соединения.
Качественный припой отличают следующие характеристики:
- он имеет однотонный оттенок, если припой изготовлен в виде порошка, — то однородную структуру;
- при расплаве припой не пузырится, не «брызгает», поскольку это означает наличие в сплаве загрязнений.
Для проверки можно предварительно нагреть и расплавить небольшой кусочек припоя.

Паяльник для серебра
Этапы спаивания золотой цепочки в домашних условиях
- Подготовка припоя. Если в наличии нет специального припоя для золота, его можно создать из подручных материалов в домашних условиях. Для этого необходимо приготовить тигель для плавки металлов, небольшое количество золота, серебра и меди. А также аптечные весы и форма для выплавки припоя. Сам рецепт выглядит следующим образом: на 585 частей золота взять 115 частей серебра и 185 частей меди.
- Подготовка цепочки к спаиванию. Необходимо закрепить изделие в тисках или другом зажиме так, чтобы поврежденный участок был на виду. Изделие при этом должно принимать исходную форму. То есть нить должна быть прямой.
- Подготовка к пайке. Необходимо прокипятить припой и золотое украшение. Под воздействием высоких температур золото покроется особым защитным слоем.
- Регулировка пламени и сама пайка. До начала создания шва стоит отрегулировать интенсивность горения. Затем равномерно нагреть золото в месте соединения. Когда цепочка достигнет нужной температуры в месте разлома, взять припой и сделать аккуратный шов.
- Шлифовка и обработка шва. Если после «склеивания» звеньев образовался большой шов, выступающий над поверхностью цепочки, его необходимо зашлифовать. А затем обработать специальной салфеткой, чтобы придать изделию блеск.
Важно! Нужно не только понимать, как спаять золотую цепочку в домашних условиях, но и уметь обращаться с паяльным оборудованием. А также для миниатюрных изделий с маленькими звеньями существует другая более тонкая технология спаивания
Когда оцинкованный металл пригоден для паяния
Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка. Этот металл начинает плавиться при температуре в +460 оС. А при температуре +960 оС начинает испаряться. Выше этих температурных значений в материале начинают образовываться поры, трещины и дефекты паяных соединений. Поэтому процедуру можно проводить только при меньших показателях. Альтернативой может служить использование присадочной проволоки. В промышленных условиях процедура в этом случае проводится в защитной среде газа. Чаще используют проволоку, содержащую медь с кремнием, бронзой и алюминием.

Эти материалы дают такие преимущества:
- сварочный шов защищен от коррозии;
- разбрызгивание в процессе выполнения пайки – минимально;
- покрытие выгорает незначительно;
- для процедуры нужны небольшие показатели тепла;
- обработка сформированного шва – проста;
- в зоне шва формируется естественная катодная защита.
Пайка с помощью газовой горелки
Детали
или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Как соединить серебряные детали?

Порядок действий включает:
Очистку серебра. Использование обезжиривателейй рекомендовано при работе с замасляным или сильно загрязненным серебром. Для очистки окислений оптимальным решением станет размещение деталей в травильном растворе перед пайкой. Допускается использование наждачной бумаги с зернистостью 1000, что обеспечит получение шершавой поверхности.

Нанесение флюса на соединение. Приготовление флюса требует соблюдения инструкции на упаковке. Для его нанесения на готовые изделия требуется использование маленькой кисти. Многие мастера наносят флюс лишь на участках нанесения припоя, что предупредит его растекание. Другие размещают флюс на большой площади для сведения к минимуму риска повреждения от огня.
Оптимальным вариантом станет подготовка небольшого количества флюса в отдельной емкости, так как неоднократное погружение кисточки в основную бутылочку приведет к загрязнению и негативному воздействию на основные функции.

Расположение серебряных изделий для соединения. Разместив 2 изделия на паяльном кирпиче, следует предусмотреть физическое соприкосновение, обеспечивающее правильность соединения.

Расположение припоя на соединении
Используя пинцет, позволяющий захватить кусочек припоя, следует осторожно разместить его у одного конца трещины или разрыва. По мере плавления, он растечется по всему участку, где имеется флюс
Это исключает необходимость в покрытии припоем всей длины щели.

Припой нужно нагревать до образования жидкого состава. При розжиге горелки, требуется предусмотреть установку максимальной температуры. Весь процесс пайки заключается в ряде этапов:
- В поднесении горелки к месту соединения на промежутке 10 см и вращении по кругу, равномерно прогревая все элементы.
- Медленном поднесении пламени к участку соединения, сконцентрировавшись на припое.
- По мере достижения припоем точки плавления, он быстро растечется на обработанные флюсом участки серебра.
Если один из стыкуемых элементов имеет толщину больше другого, следует прогреть толстый участок с тыльной стороны до начала плавления припоя. Затем следует быстро прогреть тонкий.
В ряде случаев понадобится пинцет, позволяющий удерживать изделия в правильном положении, но следует разместить их далеко от пламени. Возможно появление необходимости в удержании небольших, тонких участков из серебра для обеспечения заданного уровня теплопередачи.

Опустив изделие в воду, следует погрузить его в травильный раствор и дать остыть на протяжении 1 минуты. Дальнейшее охлаждение производится путем обмакивания его в ванне с водой.
Травильным раствором принято считать кислотную ванночку, используемую для чистки ювелирных изделий после спаивания. Опустив в нее серебро, следует воспользоваться медными щипцами, и оставить его на несколько минут для удаления флюса и окисления
Важно предотвратить контакт с кожей, одеждой или инвентарем, что может повлиять на образование коррозии

Промыв участок соединения водой, остается протереть его насухо тканью. При правильной организации работы изделие будет крепко соединено.










Разновидности и особенности припоев
Во избежание порчи изделия, можно узнать, как сделать припой в домашних условиях. Существует 3 основных типа.
Большая доля припоев, используемых для пайки радиоэлектроники, изготавливается на основе олова. Вторым и обязательным компонентом является свинец. В зависимости от пропорций отличаются свойства припоя: чем больше содержания свинца, тем выше температура плавления. Для повышения прочности и температуры плавления, в припой может быть добавлен третий элемент: кадмий, сурьма.
Бессвинцовые припои — это новая разработка химиков. Такие припои изготавливаются на основе олова, но с добавлением серебра, кадмия, цинка, меди, алюминия. Все припои на основе олова отличаются высокой адгезией с металлическими поверхностями. Хорошо смываются кислотами, а также позволяют проводить работы с большим количеством металлов. Они относятся к легкоплавким и маркируются индексами ПОС.
Тугоплавкие припои имеют температуру плавления 450-1100° С. В их состав входят такие элементы: медь, серебро, магний, никель в разных соотношениях. Предназначены для соединения меди, латуни, серебра, бронзы. Маркируются Cu-Ag как ПСР, а Cu-Zn как ПМЦ. Оба типа припоев можно изготовить в самостоятельно.
Выше перечисленные элементы встречаются во многих деталях, которые можно найти в хозяйстве, но можно ли чем заменить припой в домашних условиях? Сам припой — нет, но замену можно найти канифоли, используя нехитрые вещества, которые находятся в аптечке или на кухне. Это обычный аспирин (не шипучий), жир, смола хвойных деревьев, кислоты со стеарином, электролит из батарейки и, самый дорогой, — янтарь.
C низкой температурой плавления

Все жаропрочные, многие нержавеющие стали предназначены для высоких температурных нагрузок. Мягкие припои для их паяния применяются редко. В некоторых случаях пайку проводят, используя припой для нержавеющей стали из олова и свинца. Детали нагревают пламенем горелки или паяльника. Рабочие части окунают в расплав.
В маркировке припоев рядом с сокращением ПОС присутствуют цифры, указывающие на содержание олова. Так, в составе ПОС-18 содержится 18 % олова, до 2,5 % сурьмы, десятые доли процента меди, висмута, мышьяка, все остальное составляет свинец.
Припой ПОС-30 включает 30 % олова, до 1,5 % сурьмы, мизерные количества меди, висмута, мышьяка. Остальную часть массы занимает также свинец. Состав ПОС-40 вмещает до 40 % олова, около 2 % сурьмы, незначительные примеси меди, висмута, мышьяка, почти 58 % свинца.
Для проведения успешной пайки нержавеющих сталей необходим флюс. Образованию хорошего шва способствует смесь хлористого цинка и соляной кислоты. Можно как флюс использовать 40 %-й раствор ортофосфорной кислоты в воде.
Иногда облегчает спайку нержавейки предварительное омеднение электролизом. Если электролитическая установка имеется в зоне доступа, процесс не составляет труда, приводит к хорошему спаиванию.
Подготовка материалов и оборудования
Пайка серебра должна производится с помощью специального припоя. Помимо него необходимо выбрать, чем будет разогреваться металл. Для этого может использоваться паяльник или газовая горелка.
Работать с серебром нужно на поверхности, которая не разогревается при нагревании. Она должна быть ровная и твердая. Это может быть кирпич, пластина из декоративного камня, жаропрочная керамика. Дополнительно нужно подготовить лимонную кислоту и йод. С помощь лимонной кислоты можно осветлить материал, а йодом затемнить. Помимо паяльника или газовой горелки, флюса и припоя, понадобятся ручные инструменты — металлические щипцы, кисточка и кусачки.
Какие применяют припои
Припои для пайки серебра продаются в хозяйственных и строительных магазинах. Форма выпуска соединительных составов может быть разная. Существуют порошковые смеси, частицы в которых достигают 2 мм. Можно найти цельные листы, которые сначала нарезаются на кусочки нужного размера, а затем используются для пайки.
Работа с твердыми припоями
Пайка серебряным припоем похожа на работу с оловом. На соединяемую поверхность наносится полоса припоя нужной ширины и длины. Место повреждения и соединительное вещество покрывается флюсом, чтобы избежать начала окислительных процессов. Нагревая припой с помощью горелки или паяльника мастер равномерно распределяет его по месту поломки.

Серебряный припой
Как выбрать флюс для пайки
Чтобы флюс равномерно распределялся по повреждённой поверхности и надёжно скреплял детали вместе, необходимо правильно выбирать состав для пайки. Для защиты готового соединения от воздействия влаги и химических веществ требуется выбирать состав с защитой от коррозийных процессов и агрессивных сред.
Приготовление флюса своими руками
Флюс, используемый для скрепления серебряных деталей, представляет собой смесь водного раствора и буры. Его можно изготовить самостоятельно:
- Порошок буры засыпается в пустую металлическую ёмкость.
- Заливается дистиллированной водой.
- Нагревается на медленном огне до полного растворения порошка.
- Смесь охлаждается при комнатной температуре.
- Кристаллы измельчить, смешать с водой и тщательно перемешать до получения густой массы.
Флюс нужно отстоять в течении 1–2 часов. Воду, оставшуюся вокруг массы, вылить.
Паяльный инструмент
В домашних условиях сложно найти профессиональный инструмент для соединения серебряных деталей. В большинстве случаев люди используют электрический паяльник или газовую горелку.

Паяльник